
Россия, Шарыпово, Красноярский край


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 25.04.2025 03:24

Веселкова Галина Васильевна
Преподаватель физики
63 года
Местоположение
Специализация
Рекомендации для студентов "Подготовка металла под сварку"
Категория:
Физика
25.04.2025 03:30

Просмотр содержимого документа
«Рекомендации для студентов "Подготовка металла под сварку"»
|
Очистка и обезжиривание металла под сварку Еще один важный этап подготовительных работ включает в себя очистку и обезжиривание поверхности металла под сварку. Грязь и масляная пленка на соединяемых кромках могут отрицательно сказаться на качестве сварных швов. Очистка и обезжиривание поверхности металла под сварку могут быть: • Механическими. Посредством таких способов ржавчина, старая краска и прочие загрязнения очищаются специальными средствами – щетками, в том числе с металлической щетиной, шлифовальными машинками и абразивными материалами. • Химическими. Используются растворы (кислотные, щелочные и содержащие специальные реагенты) и составы, которые эффективно удаляют окислы, жиры и прочие органические загрязнения с поверхности заготовок. • Термическими. Очистка производится посредством высокой температуры, которая позволяет удалять с поверхности заготовок различные загрязнения и окислы. Особую эффективность нагревание показывает при удалении разного рода органики, например, масел и жиров. • Комбинированными. Такие методы предусматривают применение механической и химической очистки поверхности металла под сварку от оксидов и загрязнений, особенно сложных. При выборе способов удаления с поверхности металла заготовок ржавчины, грязи, масел и старой краски обычно ориентируются на сложность работы и требуемое качество сварных соединений.
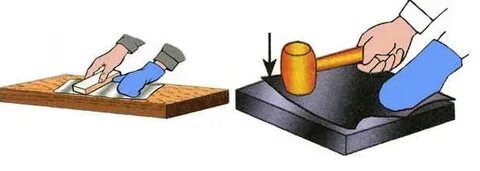
| Правка металла.
Этот этап необходим, так как в процессе доставки детали могут деформироваться. Если оставить их в таком виде, в стыке могут появиться зазоры, что приведёт к снижению качества сварного шва. Если деталь деформирована слишком сильно, то она признаётся бракованной. Правка выполняется как «на холодную», так и при нагревании металла, например, газовой горелкой. При выборе метода обычно учитывается сложность деформации и ее размеры. Выпрямление погнутых заготовок выполняется вручную или с помощью специального оборудования. При ручной обработке пользуются кувалдой, молотком или специальным ручным прессом – винтовым устройством с двумя платформами, между которыми необходимо поместить деформированную деталь. При затягивании винта заготовка выправляется созданным давлением. В качестве наковальни можно воспользоваться массивной стальной или чугунной плитой. На промышленных предприятиях правку выполняют на специальном оборудовании – листоправильных вальцах или прессах.
|
КГБПОУ «Шарыповский многопрофильный колледж»
Рекомендации для студентов
«Подготовка металла к сварке»
Выполнил: студент гр. СВ 12-24 Старостин Владимир Евгеньевич
г. Шарыпово 2025 г. |
|
Разметка заготовок из металла под сварку При подготовке металла и сборке деталей под сварку специалисты часто сталкиваются с несоответствием их длины размерам, которые требуются для изготовления конструкции. В таких случаях необходима подрезка, которую зачастую приходится выполнять не только в продольном, но и в поперечном направлении. Приступая к резке, следует нанести на заготовки соответствующую разметку. Разметка может быть: Ручной. Ее наносят с помощью простых измерительных инструментов – рулетки, линейки, штангенциркуля. Если необходимо соединить несколько одинаковых деталей при изготовлении мелкосерийной партии изделий, для нанесения меток пользуются заранее изготовленными шаблонами из листового алюминия или профиля. Этот способ не очень удобен, так как требует времени и трудозатрат. Оптической. Для нанесения меток применяют специальные разметочно-маркировочные машины с пневматическими кернами, запрограммированными на определенные размеры деталей. Также на промышленных производствах часто пользуются специальными устройствами, которые выполняют раскрой заготовок без нанесения разметки. Такой способ называется мерной резкой. | Резка металла под сварку Резка металла является обязательным элементом подготовительных работ при сварке по чертежам. Обработка заготовок может выполняться посредством разнотипного оборудования: Ручного. Резаком, ножницами по металлу пользуются для вырезания заготовок простой формы из металлических листов или ленты. Электрического. В этом случае применяют пилу, углошлифовальную машинку, дрель или шуруповёрт с фрезами. Термического. Используются кислородный или газовый резаки, дуговая сварка, плазмотрон для выполнения прямых и криволинейных резов. При термической резке металл расплавляется по заданным контурам. В промышленности обычно применяется полуавтоматическое или автоматическое оборудование. Выполняя резку металла, необходимо помнить о припусках на зачистку и разделку кромок. Сварщиками чаще всего используется термическая резка как наиболее продуктивный и простой способ (из доступных).\ | Подготовка кромок металла под сварку
Кромки могут иметь плоскую, V-образную и Х-образную форму. Первый вид обычно применяется при стыковке тонких заготовок, а второй и третий – для соединения толстых деталей. Холодная разделка кромок металла под сварку выполняется с помощью ручных инструментов или специальных станков и заключается в подрезке фасок. Крупногабаритные заготовки подготавливают на фрезерных станках, а небольшие – вручную. Подготовка деталей без нагрева обеспечивает более высокую точность, а термическая требует дополнительной слесарной обработки краев Очистка поверхности от окислов необходима, потому что контакт с атмосферным кислородом приводит к окислению металла. В результате формируется жаростойкая оксидная пленка, которая обязательно должна быть удалена перед сваркой. Такую обработку выполняют с помощью стальной щетки или шлифовальной машинки. Масляные или жировые пятна на соединяемых кромках необходимо удалить с помощью растворителя. |













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

