






© 2022, Копейкин Владимир Альбертович 129 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
Способы глубокого сверления и расточки отверстий.
Категория:
Прочее
18.05.2022 22:42

Просмотр содержимого документа
«Способы глубокого сверления и расточки отверстий.»
Способы глубокого сверления и расточки отверстий.
Сверление глубоких отверстий. При сверлении глубоких отверстий имеется целый ряд особенностей.
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз (сквозное осевое отверстие в шпинделе токарного станка, осевые отверстия в прокатных валках и др.). К глубоким отверстиям часто предъявляются высокие требования по прямолинейности оси, точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках, что может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямолинейной. С целью предотвращения «увода» для сверления глубоких отверстий применяют специальные однокромочные («пушечные») сверла с прямой стружечной канавкой. Такое сверло хорошо направляется в отверстие благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку и принудительно удаляет стружку. Применяют также шнековые и четырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек сверла со стенками отверстия. Важным моментом при глубоком сверлении является периодический вывод сверла из отверстия для очистки от стружки. Сокращение времени на ввод и вывод сверла достигается применением оправки со штыковым затвором.
Растачивание применяют при обработке внутренних цилиндрических отверстий больших диаметров, если диаметр отверстия превышает диаметр стандартных сверл или зенкеров, при обработке отверстий с неравномерным припуском или с непрямолинейной образующей в отливках или штамповках, для исправления положения оси предварительно просверленного отверстия. Растачивание является наиболее универсальным способом обработки отверстий, не требующим специальных инструментов. Точность обработки и шероховатость поверхности при растачивании указаны в табл. 4.1.
Таблица 4.1
Точность и шероховатость поверхности, получаемые при обработке отверстий различными способами
| Вид обработки | Шероховатость поверхности Ra, мкм | Точность обработки, квалитеты |
| Растачивание | 6,3 | 8 - 9 |
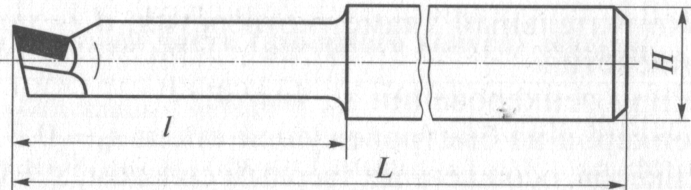
При растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении, так как ухудшаются условия для отвода стружки, подвода смазочно-охлаждающей жидкости (СОЖ) и отвода теплоты. Расточной резец имеет меньшее сечение державки и больший вылет, что вызывает отжим резца и способствует возникновению вибраций. Поэтому при растачивании, как правило, снимается меньший слой металла и снижается скорость резания. Расточные резцы бывают проходные - для сквозных отверстий (рис. 4.4, а) и упорные - для глухих отверстий (рис. 4.4, б).


 а
а
б
Рис. 4.4. Расточные резцы:
а - для сквозных отверстий; б - для глухих отверстий; l - вылет вершины лезвия относительно державки;
L - длина резца; Н - высота резца; В - ширина резца; т - расстояние от режущей кромки до тела резца
Чтобы поверхность лезвия вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения (α = 12 - 16°).
Расточные державки. Отверстия диаметром 60 - 100 мм и более обычно растачивают расточными резцами, которые закрепляют в державке. Получила распространение конструкция универсальной расточной державки с регулируемым вылетом. Державку закрепляют в держателе, установленном в резцедержателе суппорта. Резец крепится в державке стержнем, проходящим по осевому отверстию державки и имеющим резьбу на небольшом участке возле квадрата под ключ. На державке выфрезерована канавка (уклон 1:300), по которой охлаждающая жидкость попадает непосредственно на резец. Универсальную расточную державку можно использовать для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
Расточные пластины (ножи). Они имеют размер, равный диаметру растачиваемого отверстия. Пластина обеспечивает получение отверстия правильной цилиндрической формы за один рабочий ход, так как действующие с двух сторон усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и напайные, оснащенные пластинками из твердого сплава. Расточную пластину закрепляют в пазу расточной державки.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



