

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Сварка решетчатых конструкций

Просмотр содержимого документа
«Сварка решетчатых конструкций»
Сварка решетчатых конструкций.
Ручную и полуавтоматическую дуговую сварку целесообразно применять как в серийном, так и в единичном производстве изделий с короткими, криволинейными и труднодоступными швами.
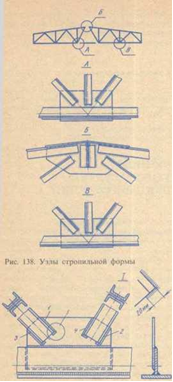 Такие швы свойственны, прежде всего, решетчатым конструкциям (фермы, рис.), сопряжениям балок между собой, балок со стойками, конструкциям баз под колонны, арматурным сеткам, конструкциям сварных рам, корпусов редукторов, плит, узлов гидротурбин, сварных шестерен, шкивов и др.
Такие швы свойственны, прежде всего, решетчатым конструкциям (фермы, рис.), сопряжениям балок между собой, балок со стойками, конструкциям баз под колонны, арматурным сеткам, конструкциям сварных рам, корпусов редукторов, плит, узлов гидротурбин, сварных шестерен, шкивов и др.
Эти узлы и изделия изготовляются в основном из фасонного проката — уголка, швеллера, двутавра, а
также штампованных элементов, сопряжения которых выполняются короткими швами. Это относится особенно к пространственным конструкциям (рамы, мачты, стрелы экскаваторов, опоры линий электропередачи и др.).
Фермы и другие решетчатые конструкции изготовляют из металла толщиной до 10 мм; суммарная толщина редко превышает 40 — 60 мм. Длина швов обычно сравнительно мала, не более 200— 400 мм. Швы различным образом
ориентированы в пространстве. Поэтому сварка таких конструкций выполняется обычно шланговым полуавтоматом в газе, порошковой или самозащитной проволокой или вручную покрытыми электродами.
Стержни решетки, например, из уголков собирают с другими элементами обваркой по контуру, иногда фланговыми (продольными) или лобовыми (поперечными) швами. Концы продольных швов выводят на торцы привариваемого элемента на длину 20 мм (рис.), что гарантирует прочность сварных соединений. В первую очередь следует выполнять стыковые швы, а затем уже угловые. Так как усадка металла максимальна в стыковых соединениях и минимальна в угловых, то при указанном порядке наложения швов в сварном узле будет менее напряженный металл.
Близко расположенные друг к другу швы не следует выполнять сразу; надо охладить тот участок основного металла, на котором будет выполняться второй, близко расположенный шов. Это необходимо предусматривать для того, чтобы уменьшать перегрев металла и величину зоны пластических деформаций от сварки, в результате этого работоспособность сварного узла возрастет.
Собирают и сваривают формы по разметке, по копиру и в кондукторах, на стендах и стеллажах, обеспечивающих точность геометрических размеров В решетчатых конструкциях каждый элемент (деталь) при сборке прихватывается неполноценным швом длиной 30 — 40 мм в местах расположения сварных швов. Сборочные прихватки выполняются сварочными материалами тех же марок, какие используются при сварке конструкций.
Комплекты видеоуроков для учителей







© 2020, Кварацхелия Георгий Владимирович 1239 103
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

