
Россия, Выкса


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 19.12.2025 15:53

Исаева Ирина Викторовна
преподаватель спецдисциплин
58 лет
Местоположение
Специализация
Сварочные материалы
Категория:
Прочее
09.04.2017 20:38

Просмотр содержимого документа
«Сварочные материалы»
Сварочные материалы
Составил: преподаватель Исаева И.В.
Сварочные материалы могут выполнять следующие функции:
- обеспечение необходимых геометрических размеров сварного шва;
- получение металла сварного шва с требуемым химическим составом и свойствами;
- обеспечение защиты расплавленного металла от воздействия воздуха – газовой, шлаковой или газошлаковой;
- обеспечение стабильности процесса сварки;
- удаление вредных примесей из металла шва.
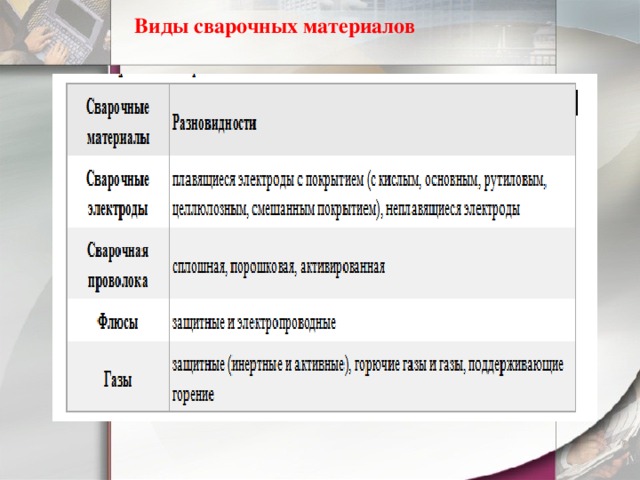
Виды сварочных материалов
Сварочная проволока
- Для сварки и наплавки сталей применяется специальная стальная проволока по ГОСТ 2246-70.
- Предусмотрено 75 марок сварочной проволоки различного химического состава.
- Она классифицируется по группам и маркам стали: низкоуглеродистая - 6 марок, легированная - 30, высоколегированная - 39 марок К сварочной проволоке предъявляются следующие требования: • она должна расплавляться спокойно и равномерно; • температура плавления должна быть меньше или равна температуре плавления основного металла; • должна быть очищенной от ржавчины и грязи; • должна по химическому составу соответствовать химическому составу свариваемого металла.
Сварочная проволока
- Проволоку поставляют в мотках, намотанную на катушки, или в кассетах ( для автоматической и механизированной сварки). Бухты, мотки, кассеты и катушки могут поставляться без упаковки и быть упакованными в полиэтилен или специальные коробки. Если проволока поставляется неупакованной, то перед ее применением она должна подлежать сушке при температуре не менее 200 0С в течение получаса.
- Поверхность проволоки должна быть чистой, без окалины, ржавчины, грязи и масла.
- К каждой партии проволоки прилагается документ (сертификат), удостоверяющий соответствие проволоки требованиям стандартов. Стальная сварочная проволока применяется для изготовления покрытых штучных электродов, для сварки под флюсом и в среде защитных газов.
Классификация сварочной проволоки
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения.
Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
Классификация сварочной проволоки
- По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
- По структуре проволока бывает сплошной, порошковой и активированной.
- Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки.
Основные виды сварочной проволоки
- Сварочная проволока сплошного сечения
- Применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных прутков.
- Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока для наплавки выпускается по ГОСТ 10543-75, проволока из меди и сплавов – по ГОСТ 16130-72, проволока из алюминия и сплавов – по ГОСТ 7871-75.
- Наиболее распространенной является стальная проволока. Она выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0.
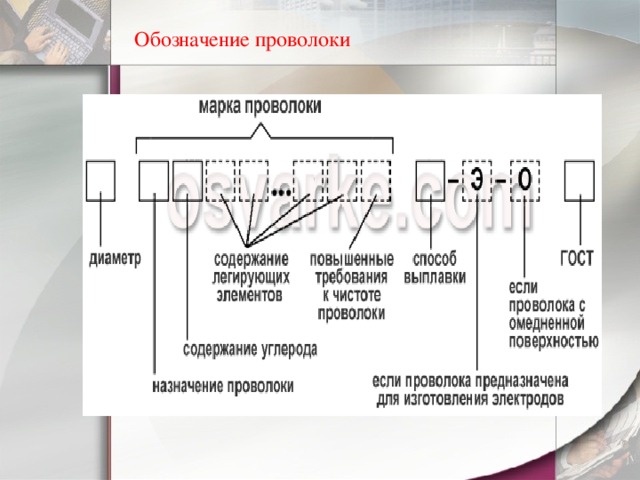
Обозначение проволоки
- Диаметр.
- Марка проволоки:
- назначение ( Св – сварочная, Нп – наплавочная). содержание углерода в сотых долях процента. Например, Св08 – проволока содержит 0,08% углерода; может указываться содержание легирующих элементов, обозначающихся следующими буквами: X – хром; Н – никель, С – кремний; М – молибден; Г – марганец; Т – титан: Ф – ванадий; Д – медь; Ц – цирконий; Ю – алюминий. За буквой, которая обозначает легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, то число не ставится. Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%; могут указываться повышенные требования к чистоте проволоки по вредным примесям – серы и фосфора. Они отмечаются в марке буквами А и АА(еще меньше серы и фосфора) . Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для Св08А – до 0,03% этих примесей, в Св08АА – до 0,02%.
- назначение ( Св – сварочная, Нп – наплавочная).
- содержание углерода в сотых долях процента. Например, Св08 – проволока содержит 0,08% углерода;
- может указываться содержание легирующих элементов, обозначающихся следующими буквами: X – хром; Н – никель, С – кремний; М – молибден; Г – марганец; Т – титан: Ф – ванадий; Д – медь; Ц – цирконий; Ю – алюминий. За буквой, которая обозначает легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, то число не ставится. Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%;
- могут указываться повышенные требования к чистоте проволоки по вредным примесям – серы и фосфора. Они отмечаются в марке буквами А и АА(еще меньше серы и фосфора) . Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для Св08А – до 0,03% этих примесей, в Св08АА – до 0,02%.
- Способ выплавки: ВД – вакуумно-дуговые печи, ВИ – вакуумно-индукционные печи; Ш – электрошлаковый переплав.
- Если проволока предназначена для изготовления электродов, то ставится буква Э .
- Если проволока выпускается с омедненной поверхностью, то ставится буква О .
- ГОСТ на проволоку.
Расшифровать:
- Св08ХСМФА-ВИ-Э ГОСТ 2246-70.
Основные виды сварочной проволоки
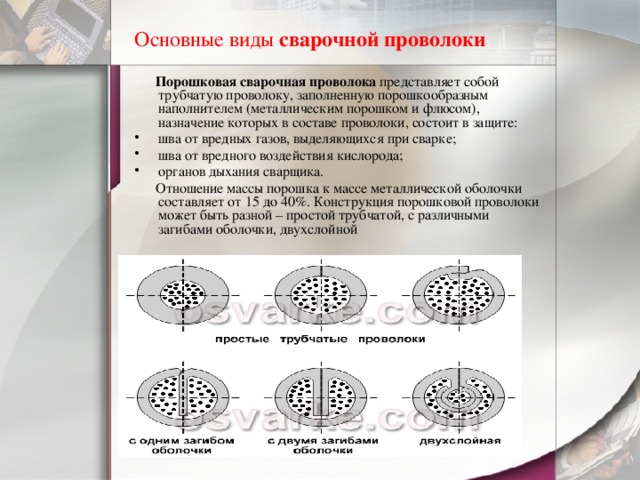
Порошковая сварочная проволока представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем (металлическим порошком и флюсом), назначение которых в составе проволоки, состоит в защите:
- шва от вредных газов, выделяющихся при сварке;
- шва от вредного воздействия кислорода;
- органов дыхания сварщика.
Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%. Конструкция порошковой проволоки может быть разной – простой трубчатой, с различными загибами оболочки, двухслойной
Основные виды сварочной проволоки
- Загибы используются для придания проволоке жесткости и предотвращения высыпания порошка при ее сдавливании подающими роликами сварочного полуавтомата.
- Порошкообразный наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Он выполняет функции, аналогичные функциям электродных покрытий, – защиту металла от воздуха, стабилизацию дугового разряда, раскисление и легирование шва, формирование шва, регулирование процесса переноса электродного металла и др.
Основные виды сварочной проволоки
- По назначению порошковые проволоки бывают самозащитные , предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в углекислом газе .
- Применение самозащитных проволок позволяет упростить процесс сварки, поскольку отпадает необходимость в использовании баллонов с углекислым газом.
- У порошковой проволоки есть еще одно преимущество – сварочные работы можно проводить на улице при сильном ветре.
- По составу сердечника порошковая проволока делится на пять типов: ПП-АН1; ПП-АН7; ПП-2ДСК; ПП-АН10 и ПП-АН9. Из них первые три типа используют для сварки без дополнительной защиты, а два последних - для сварки в углекислом газе.
Основные виды сварочной проволоки
- Активированная сварочная проволока, как и порошковая, имеет в своем составе порошкообразные добавки. Однако их количество значительно меньше и составляет 5–7% от общей массы проволоки. Небольшое количество порошкообразных активирующих добавок позволяет запрессовать их в проволоку сплошного сечения в виде тонких фитилей, используя специальную технологию. Наибольшее распространение получили проволоки с введением активирующих добавок в центральный канал.
- Активированные проволоки предназначены в основном для сварки в углекислом газе и его смесях.
- Существенным преимуществом активированной сварочной проволоки по сравнению с порошковой является возможность использования того же оборудования, что и при сварке проволокой сплошного сечения. По своим механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает многократные перегибы в процессе работы, надежно подается по шлангам полуавтоматов, не сплющивается и не сминается в подающих роликах. Техника сварки не отличается от обычной сварки в углекислом газе.
Расшифровка порошковой проволоки
- ПП-АН3 3,0
- ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 — марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 МПа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.
Стальная проволока для наплавки.
- Для механизированной дуговой наплавки стальных деталей в основном используют горячекатаную и холоднотянутую стальную наплавочную проволоку по ГОСТ 10543—82, который предусматривает изготовление:
- углеродистой проволоки четырех марок,
- легированной проволоки одиннадцати марок,
- высоколегированной проволоки одиннадцати марок.
Стальная проволока для наплавки.
- Проволоку применяют для наплавки под флюсом в защитных газах, при электрошлаковой наплавке. Для изготовления покрытых электродов указанная проволока не предназначена.
- Номинальные диаметры проволок 0,3... 8,0 мм.
- В условном обозначении наплавочной проволоки указывают ее диаметр и марку, а также стандарт.
- Пример условного обозначения проволоки из стали марки 30ХГСА диаметром 3 мм:
Проволока 3Нп-30ХГСА ГОСТ 10543-82.
Сварочная проволока из алюминия и его сплавов.
- Для сварки большинства цветных металлов и их сплавов используются сварочные проволоки различного диаметра, изготовленные из алюминия, меди и латуни.
- На алюминиевую проволоку и проволоку из алюминиевых сплавов имеется отечественный ГОСТ 7871-75, в котором оговорены ее размеры (от 0,8 до 12,5 мм) и хим. состав, всего 14 марок проволоки.
Сварочная проволока из алюминия и его сплавов.
- Их можно разделить на пять групп :
- из алюминия — Св-А97, Св-А85Т и др.;
- из сплавов системы Аl—Мn — Св-АМц;
- из сплавов системы Аl—Mg —Св-АМгЗ, Св-АМгб и др.;
- из сплавов системы Аl—Si — Св-АК5, Св-АК10;
- из сплавов системы Аl—Сu — Св-1201.
- Обозначение марок сварочной проволоки соответствует маркам алюминиевых сплавов.
- Пример условного обозначения проволоки тянутой (В) из алюминиевого сплава марки Св-АМц, в нагартованном состоянии (Н), диаметром 5,00 мм, в бухте (БТ):
- Проволока В.Св-АМц.Н 5,00БТ ГОСТ 7871-75.
Сварочные проволока и прутки из меди и ее сплавов.
- На проволоку из меди и сплавов на медной основе действует ГОСТ 16130-72. Медная проволока выпускается Ø от 0,8 до 8 мм.
- Серийно промышленность выпускает проволоку диаметром 0,8...8 мм и прутки диаметром 6 и 8 мм.
- Изготавливают прово локу следующих марок :
- медь, медные и медно-никелевые сплавы (Ml, МНЖ5-1, МНЖКТ5-1-0,2-0,2),
- бронзы безоловянные хромистые — БрХ0,7 и более сложного состава — БрХНТ, БрНЦр, БрКМцЗ-1, БрАЖМц 10-3-1,5, БрАМц9-2;
- бронзы оловянные — БрОЦ4-3, БрОФ-0,15;
- латуни — Л63, ЛО60-1, ЛK62-0,5 и прутки: М1р, М2р, ЛМц58-2, ЛОК59-1-03.
- Условное обозначение марок проволоки соответствует маркам меди и ее сплавов.

Сварочные проволока и прутки из меди и ее сплавов.
- В условном обозначении проволоки и прутков указывают наименование материала (проволока сварочная или пруток сварочный), способ изготовления, форму сечения, состояние материала, размеры (диаметр), длину (или вид поставки), марку материала и обозначение стандарта.
- Пример условного обозначения проволоки сварочной, холоднодеформированной (Д), круглого сечения (КР), твердой (Т), диаметром 2,0 мм, в мотках (БТ), из сплава марки БрОЦ4-3:
- Проволока сварочная ДКРТ 2,0 БТ БрОЦ4-3 ГОСТ 16130—85.
- Диаметры сварочной проволоки, производимые по ГОСТ в нашей стране, отличаются от зарубежных аналогов. А так как сварочные автоматы и полуавтоматы в большинстве своем зарубежного производства, то возникает необходимость знать аналоги проволоки, выпускаемой за рубежом. Например, аналогом самой применяемой марки Св08Г2С является проволока омедненная ER-70S-6, изготовленная известным производителем компанией FARINA из Китая. Поставляется с рядной намоткой на катушках. Зарубежная проволока имеет маркировку по стандартам AWS.(американский)
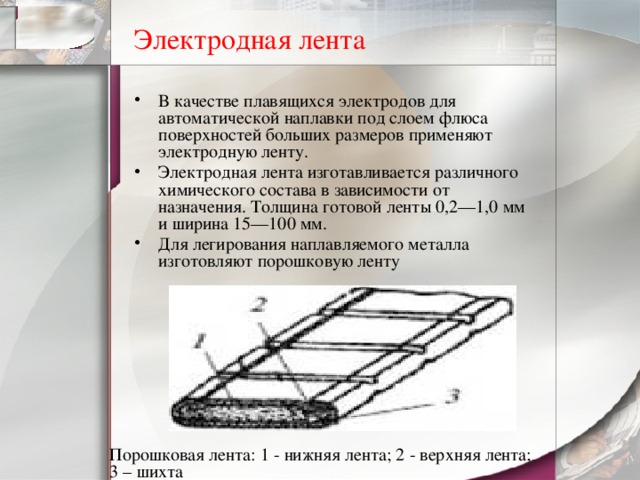
Электродная лента
- В качестве плавящихся электродов для автоматической наплавки под слоем флюса поверхностей больших размеров применяют электродную ленту.
- Электродная лента изготавливается различного химического состава в зависимости от назначения. Толщина готовой ленты 0,2—1,0 мм и ширина 15—100 мм.
- Для легирования наплавляемого металла изготовляют порошковую ленту
Порошковая лента: 1 - нижняя лента; 2 - верхняя лента; 3 – шихта

Электроды для ручной дуговой сварки
Сварочные электроды
Впервые, сварочный электрод появился в 1802 году. Русский исследователь Василий Владимирович Петров производил опыты с электрической дугой. В своих экспериментах ученый использовал угольные электроды и электроды из металла. Петров описал, как расплавляется под действием дуги металлическая проволока, то есть принцип, на котором основана сварка плавящимся электродом. Покрывать электроды впервые предложил Оскар Кьельберг, шведский изобретатель и бизнесмен. Он был основателем и владельцем фирмы ESAB, которая на тот момент использовала технологии сварки в кораблестроении. Именно изобретение электродов с покрытием позволило электродуговой сварке занять важное место в промышленности. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами . Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод .
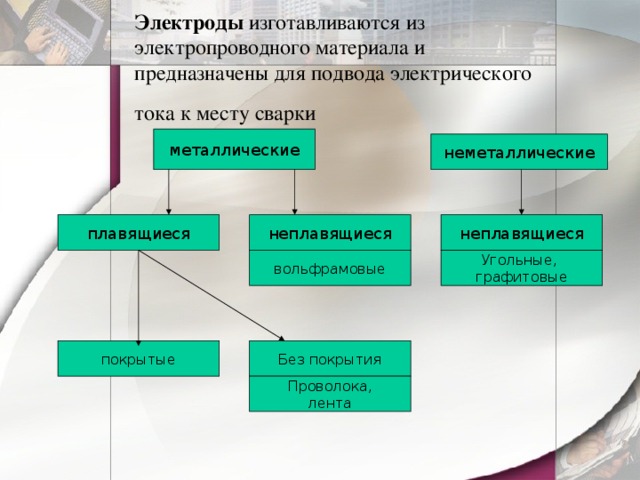
Электроды изготавливаются из электропроводного материала и предназначены для подвода электрического тока к месту сварки
металлические
неметаллические
неплавящиеся
неплавящиеся
плавящиеся
вольфрамовые
Угольные,
графитовые
Без покрытия
покрытые
Проволока,
лента
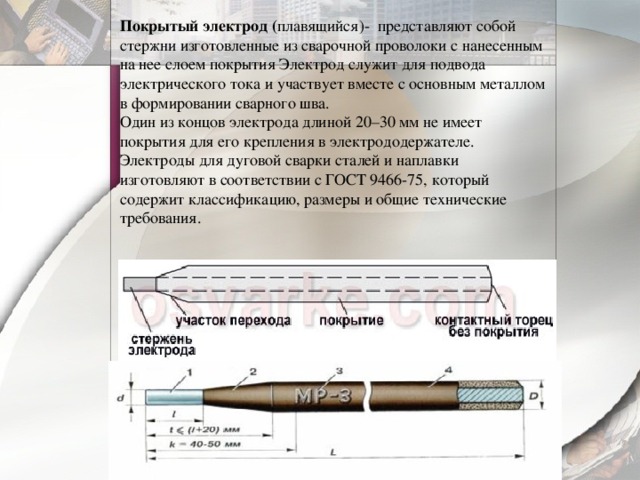
Покрытый электрод ( плавящийся)- представляют собой стержни изготовленные из сварочной проволоки с нанесенным на нее слоем покрытия Электрод служит для подвода электрического тока и участвует вместе с основным металлом в формировании сварного шва. Один из концов электрода длиной 20–30 мм не имеет покрытия для его крепления в электрододержателе. Электроды для дуговой сварки сталей и наплавки изготовляют в соответствии с ГОСТ 9466-75, который содержит классификацию, размеры и общие технические требования.
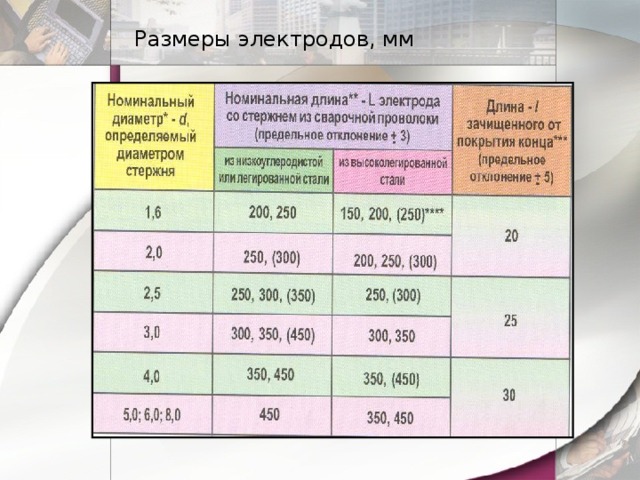
Размеры электродов, мм
Покрытие электрода
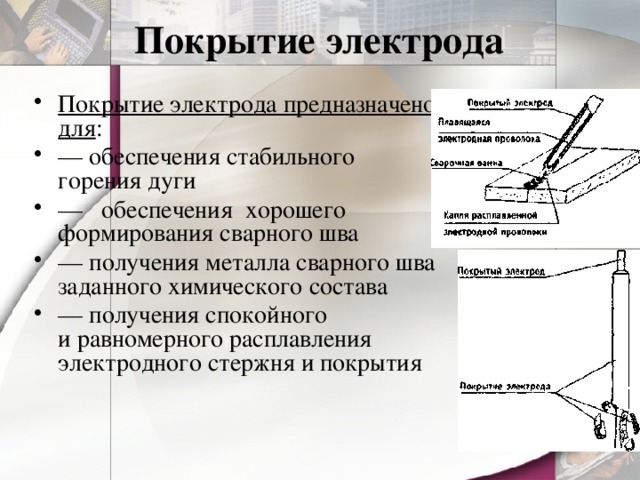
- Покрытие электрода предназначено для :
- — обеспечения стабильного горения дуги
- — обеспечения хорошего формирования сварного шва
- — получения металла сварного шва заданного химического состава
- — получения спокойного и равномерного расплавления электродного стержня и покрытия
Покрытие электрода
- — снижения разбрызгивания расплавленного металла
- — обеспечения высокой производительности сварки
- — обеспечения легкой отделимости шлака от поверхности сварного шва
- — получения достаточной прочности покрытия электрода
- — сохранения физико-химических и технологических свойств электродов в течение определенного промежутка времени
- — обеспечения минимального выделения токсичных веществ при сварке
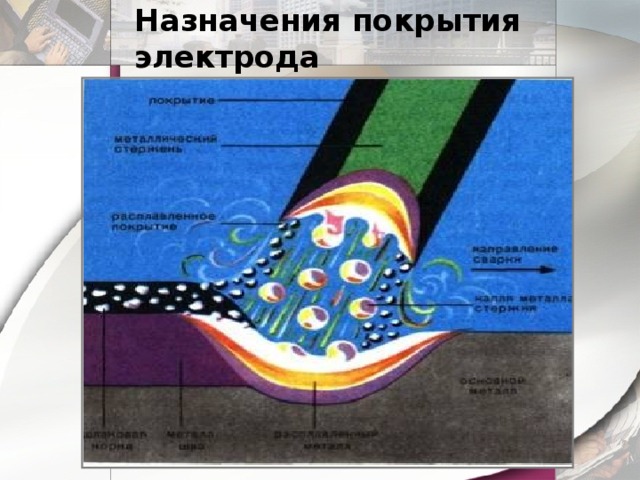
Назначения покрытия электрода
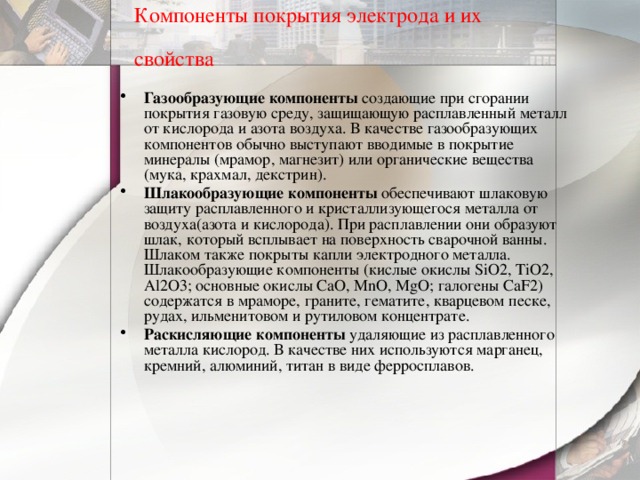
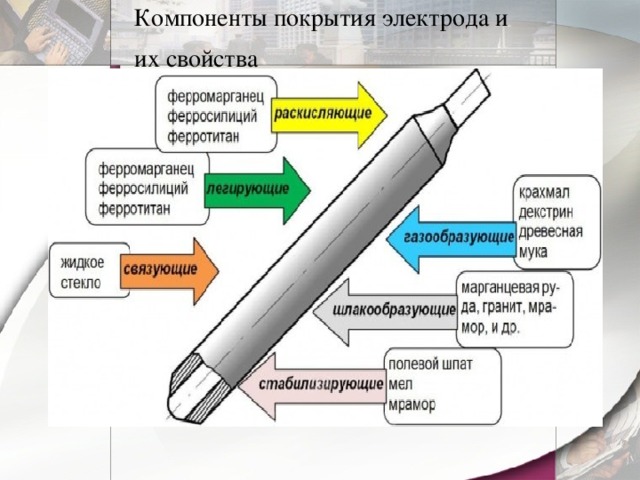
Компоненты покрытия электрода и их свойства
- Газообразующие компоненты создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В качестве газообразующих компонентов обычно выступают вводимые в покрытие минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
- Шлакообразующие компоненты обеспечивают шлаковую защиту расплавленного и кристаллизующегося металла от воздуха(азота и кислорода). При расплавлении они образуют шлак, который всплывает на поверхность сварочной ванны. Шлаком также покрыты капли электродного металла. Шлакообразующие компоненты (кислые окислы SiO2, TiO2, Al2O3; основные окислы CaO, MnO, MgO; галогены CaF2) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
- Раскисляющие компоненты удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
- Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них элементов с низким потенциалом ионизации – натрия, калия, кальция и др. Последние содержатся в мраморе, меле, полевом шпате, кальцинированной соде и других веществах.
- Легирующие компоненты придают металлу шва дополнительные свойства, например, повышенную прочность, коррозионную стойкость и др.. В основном в качестве легирующих элементов используют ферросплавы(сплавы железа с др. элементами хром, марганец, титан и др.) и значительно реже - чистые металлы. Основным способом легирования металла шва является легирование через стержень электрода, дополнительным – через покрытие.
- Связующие компоненты связывают порошковые материалы покрытия в однородную массу. Чаще всего в качестве связующих используется натриевое (Na2Si02) или калиевое (K2Si02) жидкое стекло. После высыхания оно цементирует покрытие, чтобы после сушки покрытие не осыпалось. Для улучшения формовочных свойств покрытия в его состав вводятся пластификаторы – бентонит, каолин, декстрин, слюда.
- Добавление в покрытие железного порошка (до 60% от массы покрытия) позволяет повысить производительность сварки.
Компоненты покрытия электрода и их свойства
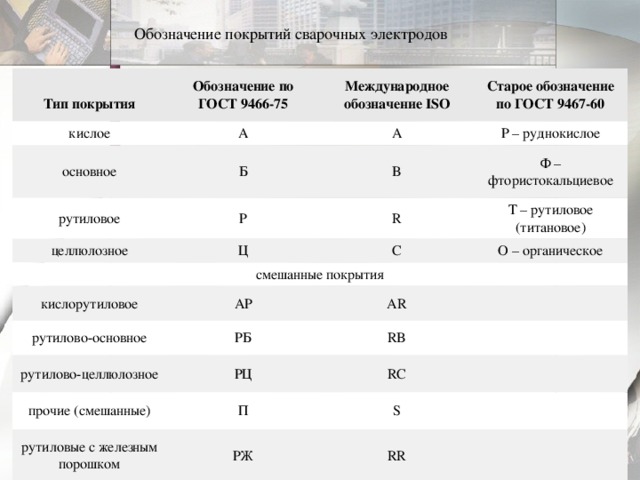
Обозначение покрытий сварочных электродов
Тип покрытия
Обозначение по ГОСТ 9466-75
кислое
Международное обозначение ISO
А
основное
рутиловое
Старое обозначение по ГОСТ 9467-60
A
Б
Р
целлюлозное
B
Р – руднокислое
Ф – фтористокальциевое
R
Ц
смешанные покрытия
Т – рутиловое (титановое)
C
кислорутиловое
О – органическое
рутилово-основное
АР
AR
РБ
рутилово-целлюлозное
RB
РЦ
прочие (смешанные)
RC
П
рутиловые с железным порошком
S
РЖ
RR
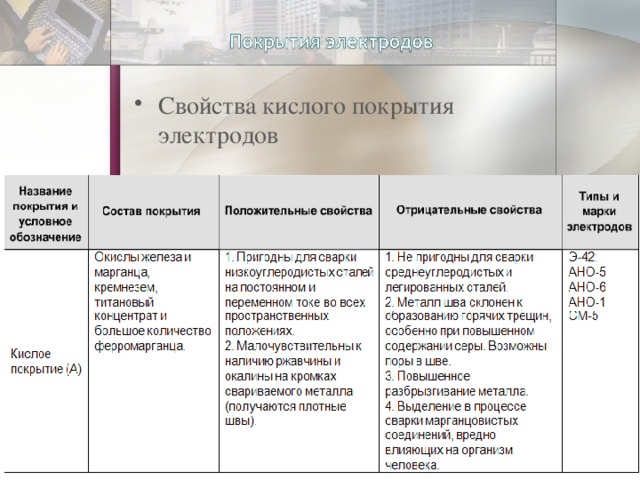
- Свойства кислого покрытия электродов
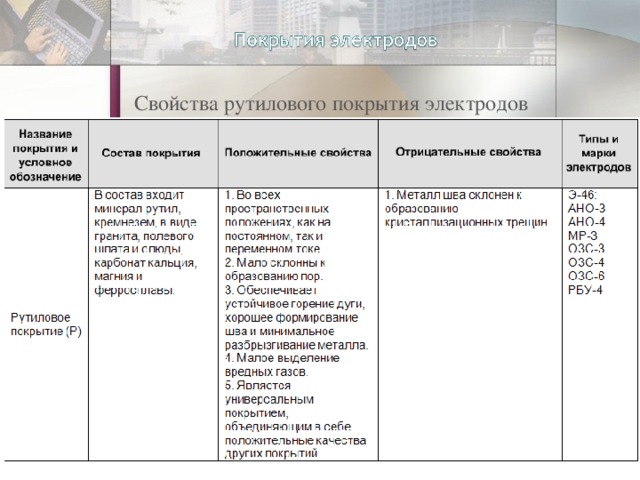
Свойства рутилового покрытия электродов

Свойства основного покрытия электродов
- Чувствительно к влаге. Кроме того, оно токсично, так как входящий в его состав плавиковый шпат, разлагаясь при сварке, образует летучие соединения фтора.

- Свойства целлюлозного покрытия электродов
Много газообразующих веществ в составе покрытия, обильная, вследствие этого, газовая защита позволяют уменьшить толщину покрытия и делают эти электроды удобными для сварки в вертикальном и потолочном положениях.
При выборе сварочных электродов следует обязательно учитывать состав их покрытия, вид которого указан в маркировке.
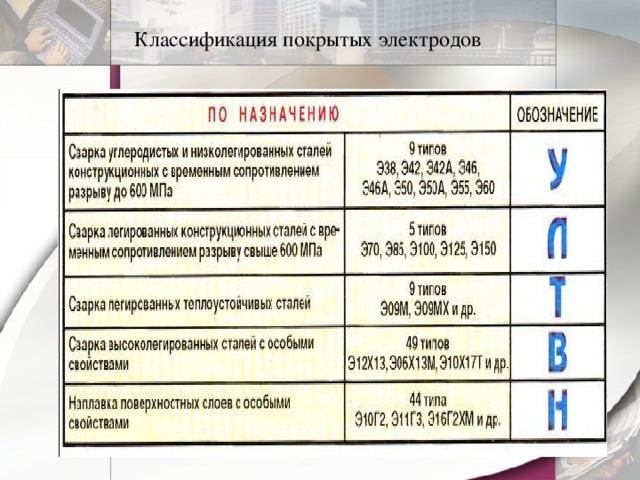
Классификация покрытых электродов
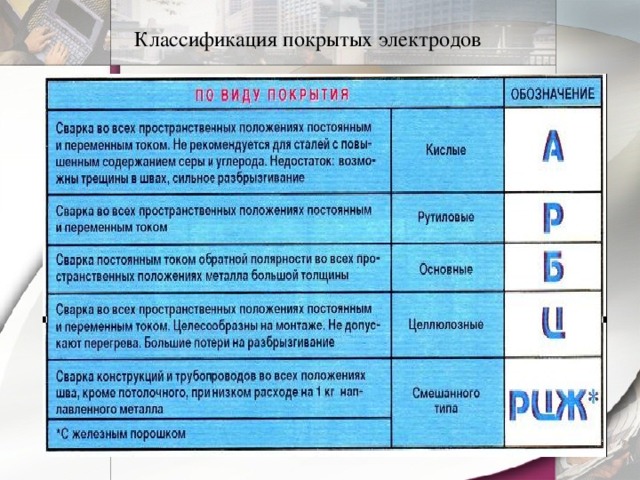
Классификация покрытых электродов
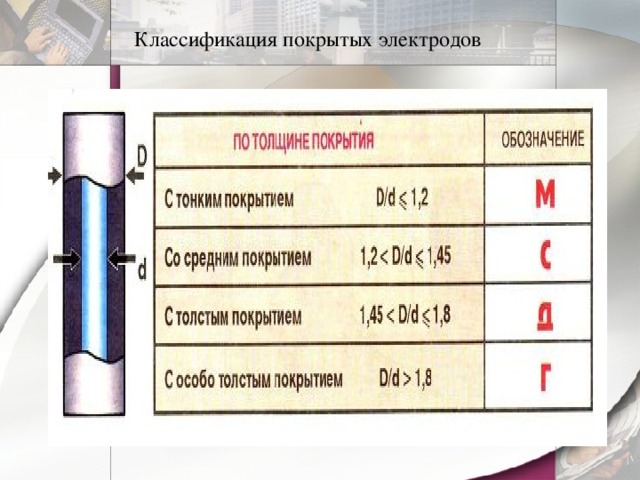
Классификация покрытых электродов
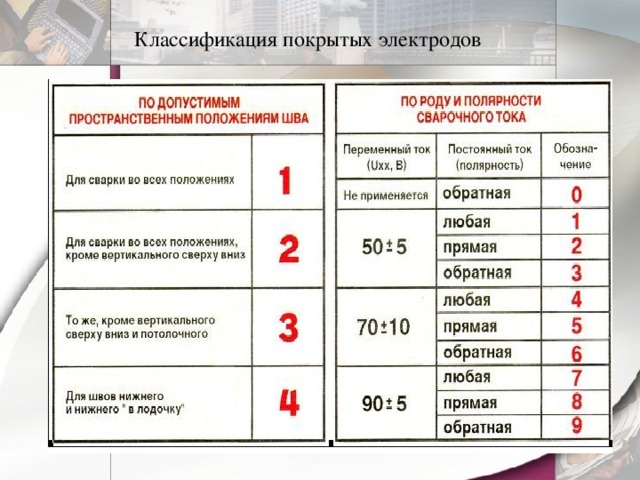
Классификация покрытых электродов
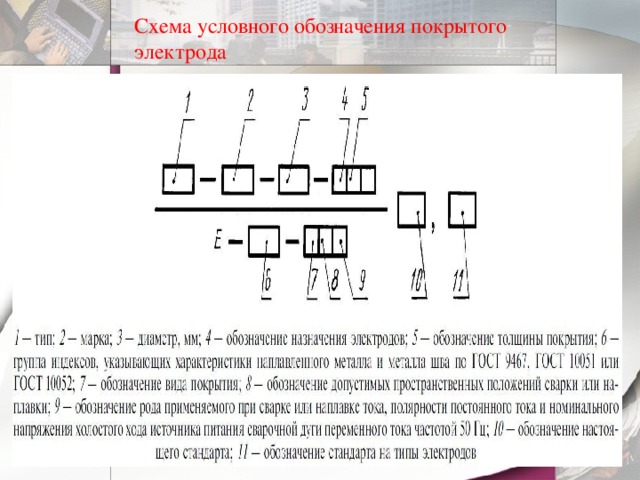
Схема условного обозначения покрытого электрода
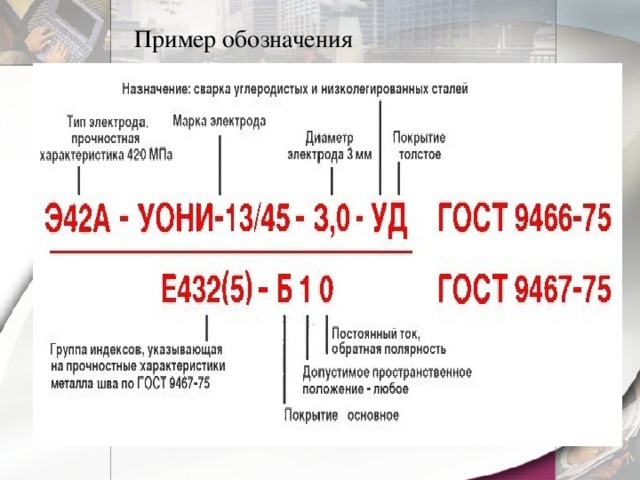
Пример обозначения
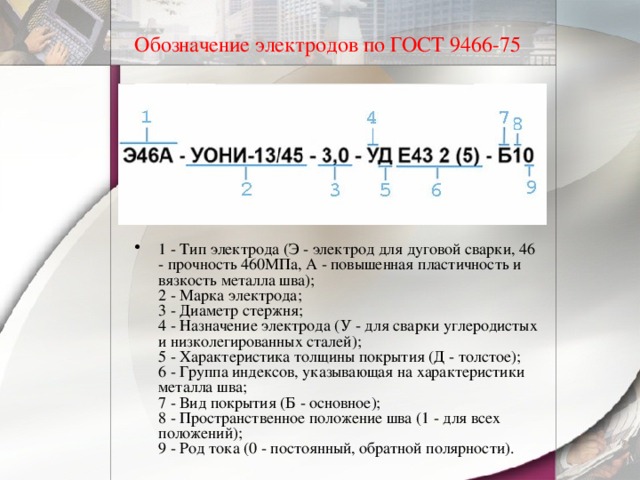
Обозначение электродов по ГОСТ 9466-75
- 1 - Тип электрода (Э - электрод для дуговой сварки, 46 - прочность 460МПа, А - повышенная пластичность и вязкость металла шва); 2 - Марка электрода; 3 - Диаметр стержня; 4 - Назначение электрода (У - для сварки углеродистых и низколегированных сталей); 5 - Характеристика толщины покрытия (Д - толстое); 6 - Группа индексов, указывающая на характеристики металла шва; 7 - Вид покрытия (Б - основное); 8 - Пространственное положение шва (1 - для всех положений); 9 - Род тока (0 - постоянный, обратной полярности).
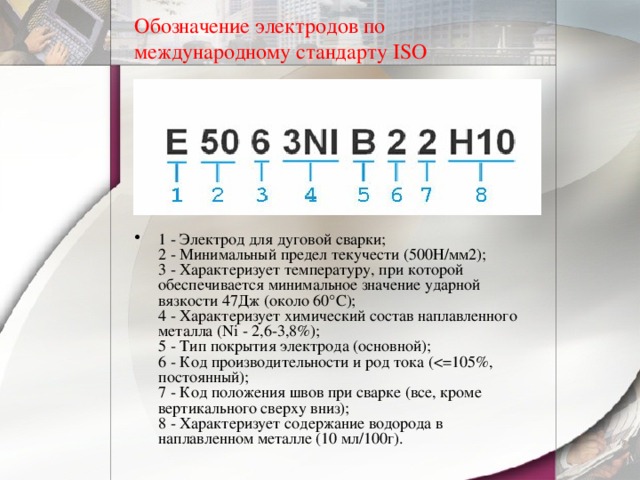
Обозначение электродов по международному стандарту ISO
- 1 - Электрод для дуговой сварки; 2 - Минимальный предел текучести (500Н/мм2); 3 - Характеризует температуру, при которой обеспечивается минимальное значение ударной вязкости 47Дж (около 60°C); 4 - Характеризует химический состав наплавленного металла (Ni - 2,6-3,8%); 5 - Тип покрытия электрода (основной); 6 - Код производительности и род тока (

 22%; (5) - Тх = -40°С; Б - покрытие основное; 2 - сварка возможна во всех пространственных положениях, кроме вертикального сверху вниз; 0 - сваривать только постоянным током обратной полярности (плюс на электроде). " width="640"
22%; (5) - Тх = -40°С; Б - покрытие основное; 2 - сварка возможна во всех пространственных положениях, кроме вертикального сверху вниз; 0 - сваривать только постоянным током обратной полярности (плюс на электроде). " width="640"
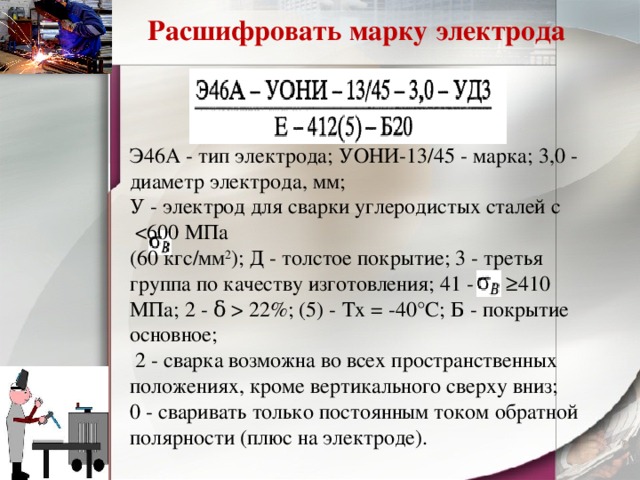
Расшифровать марку электрода
Э46А - тип электрода; УОНИ-13/45 - марка; 3,0 - диаметр электрода, мм;
У - электрод для сварки углеродистых сталей с
(60 кгс/ мм 2 ); Д - толстое покрытие; 3 - третья группа по качеству изготовления; 41 - ≥410 МПа; 2 - δ 22%; (5) - Тх = -40°С; Б - покрытие основное;
2 - сварка возможна во всех пространственных положениях, кроме вертикального сверху вниз;
0 - сваривать только постоянным током обратной полярности (плюс на электроде).
- При выборе покрытых металлических электродов всегда следует предусматривать получение механических свойств металла шва не ниже механических свойств основного металла.
- Прочность и надежность сварного соединения и шва, а следовательно, и всей сварной конструкции в целом прежде всего зависят от применяемых электродов при соблюдении установленной технологии сварки.
- Если в обозначении типа электрода после цифр стоит буква А, то это означает, что электрод данного типа обеспечивает более высокие пластические свойства и ударную вязкость наплавленного металла по сравнению с электродами соответствующего типа без этой буквы.
- Каждый тип электродов может иметь множество конкретных марок электродов.
- Марка электрода, например УОНИ 13/55, ОЗС-18, НЖТ-БМ, АПН-2, - это специфическое название, данное ему разработчиком, предприятием-производителем, держателем патента.
Хранение электродов
Покрытые электроды следует хранить:
- — в полиэтиленовых мешках;
- — в закрытой таре с крышкой с резиновым уплотнением;
- — в сушильных шкафах при температуре Т = 80 ± 20°С;
- — в кладовых при темп. не ниже 15°С и относительной влажности воздуха не более 50 %.
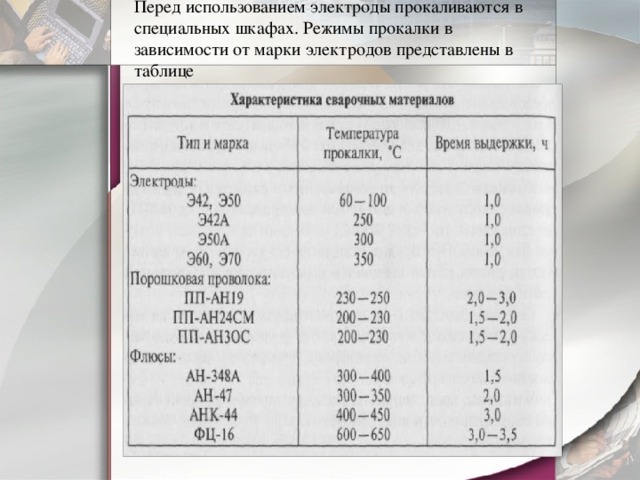
Перед использованием электроды прокаливаются в специальных шкафах. Режимы прокалки в зависимости от марки электродов представлены в таблице
Неплавящиеся электроды
- Неплавящиеся электроды бывают угольными (ГОСТ 4425-72), графитовыми ( ГОСТ 4426-71) и вольфрамовыми (ГОСТ 23949-80). Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название.

Угольные электроды
- Электроды этого типа приготовляются из прессованного угля или кокса специального состава.
- Сечение электродов делается обычно круглым, диаметром от 5 до 30 мм, длиной 200—300 мм. Конец электрода затачивается на конус с углом 60—70°.
- Угольные электроды должны иметь правильную форму, гладкую поверхность, не иметь трещин. Хорошо обожженный угольный электрод дает при ударе чистый металлический звук и не оставляет на бумаге черты. Во время сварки он не должен растрескиваться.
Графитовые электроды
- Графитовые электроды изготавливают из синтетического прессованного графита. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока ( допускают сварку на больших токах или применение электрода меньшего диаметра при том же токе.), и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными.
Вольфрамовые электроды
- Наиболее широкое применение имеют вольфрамовые электроды.
- Размеры электродов изменяются по диаметру от 0,5 до 10 мм, длина прутка от 75 до 300 мм.
- Пример условного обозначения электрода марки ЭВЛ, диаметром 2,0 мм, длиной 150 мм: Электрод вольфрамовый ЭВЛ-2-150 ГОСТ 23949—80.
- Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама.
- В качестве присадок используются окислы тория, иттрия, лантана и других веществ.
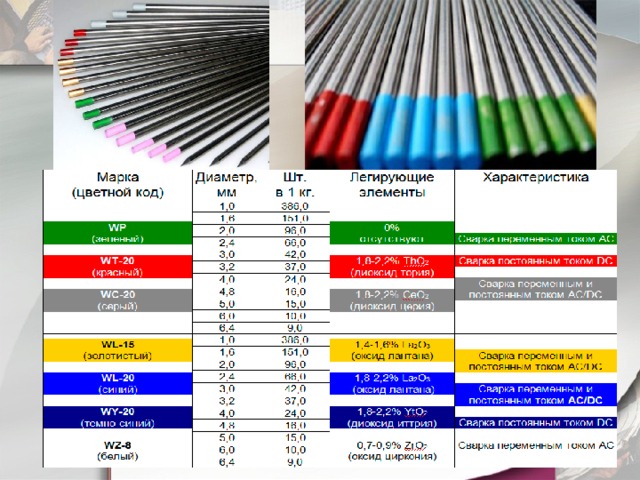
- О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) - вольфрам с торием (красный), ЭВИ (WY) - с иттрием (темно-синий), (WL) - с лантаном (синий или золотистый, в зависимости от содержания лантана), WC - с церием (серый), WZ - с цирконием (белый).
Неплавящиеся электроды
- Наличие присадок обеспечивает улучшенное зажигание дуги, повышает стойкость электрода при повышенной плотности тока.
- Электроды из вольфрама а активирующими присадками применяют при сварке переменным и постоянным током прямой и обратной полярности.
- С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы.
Флюсы для сварки плавлением
- Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный для подачи в зону горения дуги при сварке. Под действием высокой температуры флюс расплавляется, при этом
- создает газовую и шлаковую защиту сварочной ванны;
- обеспечивает стабильность горения дуги и переноса электродного металла в сварочную ванну;
- обеспечивает требуемые свойства сварного соединения;
- выводит вредные примеси в шлаковую корку.
Классификация флюсов
Флюсы можно классифицировать по:
- назначению
- химическому составу;
- степени легирования шва
- способу изготовления;
- По назначению флюсы делят на три группы: для сварки углеродистых и легированных сталей; для сварки высоколегированных сталей; для сварки цветных металлов и сплавов.
- По химическому составу различают флюсы оксидные, солевые и солеоксидные (смешанные). Оксидные флюсы состоят из оксидов металлов и могут содержать до 10 % фтористых соединений. Их применяют для сварки углеродистых и низколегированных сталей. Солевые флюсы состоят из фтористых и хлористых солей металлов и других, не содержащих кислород химических соединений. Они используются для сварки активных металлов и электрошлакового переплава. Солеоксидные флюсы состоят из фторидов и оксидов металлов, применяются для сварки легированных сталей.
- По химическим свойствам оксидные флюсы подразделяют на кислые и основные, а также нейтральные . К кислым относятся SiO2 и TiO2; к основным - CaO, MgO. Фториды и хлориды относятся к химически нейтральным соединениям.
- В зависимости от содержания SiО2 различают высококремнистые, низкокремнистые и бескремнистые флюсы, а в зависимости от содержания МпО различают марганцевые и безмарганцевые флюсы.
- По степени легирования металла шва различают флюсы пассивные, т. е. не вступающие во взаимодействие с расплавленным металлом, активные - слабо легирующие металл шва и сильно легирующие, к которым относится большинство керамических флюсов.
По способу изготовления :
- плавленые; ГОСТ 9087-81
- керамические(неплавленные); ГОСТ 28555-90
Плавленые флюсы получают путем сплавления компонентов шихты в электрических или пламенных печах.
Керамические флюсы производят из смесей порошкообразных материалов, скрепляемых с помощью клеящих веществ, главным образом жидкого стекла. Спеченные флюсы изготовляют путем спекания компонентов шихты при повышенных температурах без их сплавления. Полученные комки затем измельчают до требуемого размера.
Наиболее распространенными являются плавленые флюсы.

Производство плавленного флюса
Плавленые флюсы.
- По строению зерен плавленые флюсы разделяют на: • стекловидные; • пемзовидные.
- Стекловидный флюс представляет собой прозрачные зерна с острыми гранями, окрашенными в зависимости от состава флюса в различные цвета. Для его получения жидкий расплав флюса при 1200-1250°С тонкой струей сливают в бак с холодной проточной водой. Расплав быстро затвердевает и растрескивается на мелкие зерна. Пемзовидный флюс представляет собой зерна пенистого материала также различных оттенков. При выливании в воду жидкого расплава флюса, нагретого до 1550-1600°С, пары воды вспенивают расплавленную массу, образуя пемзовидный флюс. Плавленые флюсы (ГОСТ 9087-81), применяемые при автоматической и механизированной дуговой и электрошлаковой сварке и наплавке стали,
- выпускают 21 марку. Размер зерен флюса - от 0,25 до 4 мм. Флюсы - стекловидный с размером зерен не более 2,5 мм и пемзовидный с размером зерен не более 4 мм – предназначены для автоматической сварки проволокой диаметром не менее 3 мм. Стекловидный флюс с размером зерен не более 1,6 мм предназначен для автоматической и механизированной сварки проволокой диаметром не более 3 мм.

- Плавленые флюсы различных марок имеют разные области применения. Например: АН-17М, АН-43, АН-47 - для дуговой сварки и наплавки углеродистых низколегированных сталей.
- Керамические флюсы различных марок имеют определенные области применения, например: АНК-35 и АНК-36 используют для сварки углеродистых сталей; АНК-47 и АНК-48 - для сварки низколегированных сталей; АНК-45 - для сварки высоколегированных сталей; АНК-18, АНК-19 и АНК-40 - при наплавочных работах; АНК-3 служит добавкой (в количестве 5-15%), применяемой в смеси с плавлеными флюсами АН-348А, ОСЦ-45, АН-60 и другими для повышения стойкости швов против образования пор. Наиболее распространенным видом флюса является вещество бура.
- Для сварки углеродистых и низколегированных конструкционных сталей чаще всего используют углеродистую проволоку марок Св-08 и Св-08А в сочетании с высококремнистым марганцевым флюсом марок ОСЦ-45, АН-348А, ОСЦ-45М, АН-348АМ (мелкий).
- Флюсы ОСЦ-45 и АН-348А с зерном 0,35—3,0 мм применяют для автоматической сварки сварочной проволокой диаметром 3 мм и более. Флюсы ОСЦ-45М и АН-348АМ с зерном 0,25—1,6 мм применяют для автоматической и механизированной сварки сварочной проволокой диаметром менее 3,0 мм.
- Флюс ОСЦ-45 малочувствителен к ржавчине, дает весьма плотные швы, стойкие против образования горячих трещин.
Существенным недостатком флюса является большое выделение вредных фтористых газов. Флюс АН-348А более чувствителен к коррозии, чем ОСЦ-45, но выделяет значительно меньше вредных фтористых газов.
- Для сварки низкоуглеродистых сталей проволокой Св-08 и Св-08А применяют и керамические флюсы КВС-19 и К-11.
Хранение флюса
- Плавленный флюс упаковывают в бумажные мешки или другую тару, обеспечивающую его сохранность при транспортировании. Масса одного упаковочного места должна быть не более 50 кг.
- Керамические флюсы гигроскопичны, поэтому хранить их следует в герметически закрывающейся упаковке. Ввиду небольшой прочности зерен транспортировать керамический флюс рекомендуется в жесткой таре - металлических банках или картонных барабанах.
- Флюсы повышенной влажности просушивают в печах при 100-110°С (стекловидные флюсы) и 290-310°С (пемзовидные флюсы). Фторидные флюсы прокаливают при 500-900°С.
- При повторном использовании флюсов размеры их частиц уменьшаются. Поэтому следует периодически просеивать флюс через сито и производить сварку под флюсом на меньших сварочных токах.
Защитные газы для сварки
- В качестве защитных газов при дуговой сварке плавлением применяют инертные (аргон, гелий) или активные газы(углекислый газ, кислород, азот, водород) и их смеси (Аг +02, Аг + С02, Аг + 02 + С02 и др.).
- Эти газы оттесняют воздух от сварочной ванны и тем самым предохраняют металл шва от воздействия азота и кислорода воздуха.
Инертные одноатомные газы
- Инертные газы - это одноатомные газы, которые в чистом виде не вступают в химические реакции как с твердыми, так и с жидкими металлами и практически нерастворимы в большинстве из них. Из инертных газов для сварки используют аргон, гелий и их смеси.
Инертные газы
- Аргон (Аг) (жидкий и газообразный)- это негорючий и невзрывоопасный газ без цвета и запаха, примерно в 1,38 раза тяжелее воздуха. Аргон считается наиболее доступным и сравнительно дешевым среди инертных газов. Аргон занимает третье место по содержанию в воздухе (после азота и кислорода), на него приходятся примерно 1,3% массы и 0,9% объема атмосферы Земли. Получают аргон из атмосферного воздуха.. Также аргон получают в качестве побочного продукта при получении аммиака.
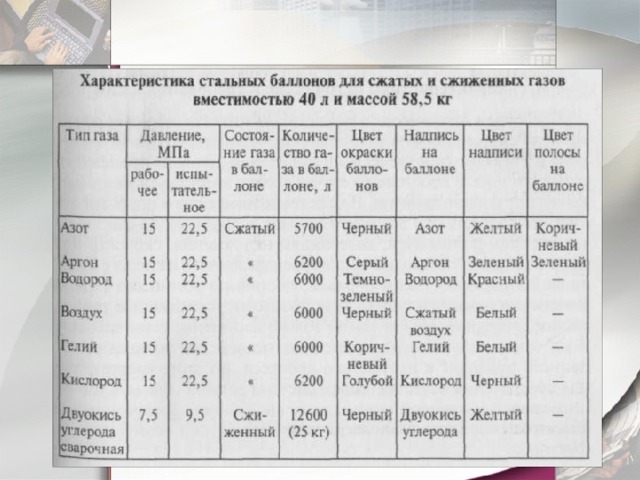
- Газообразный аргон хранится и транспортируется в стальных баллонах (по ГОСТ 949-73). под давлением 15 МПа (150 ат.).
- Баллон с чистым аргоном окрашен в серый цвет, с надписью «Аргон чистый» зеленого цвета.
- Выпускают его по ГОСТу 10157-79. В зависимости от содержания примесей аргон выпускают двух сортов: высшего - не менее 99,992% (об.) Аг и первого - не менее 99,987% (об.) Аг
- Аргон не взрывоопасен и не токсичен, однако при высокой концентрации в воздухе может представлять опасность для жизни: при уменьшении объемной доли кислорода ниже 19% появляется кислородная недостаточность, а при значительном снижении содержания кислорода возникают удушье, потеря сознания и даже смерть.
Применение аргона при сварке
- Аргон предназначается для использования в качестве защитной среды при сварке, резке и плавке активных и редких металлов и сплавов на их основе, алюминия, алюминиевых и магниевых сплавов, нержавеющих хромоникелевых жаропрочных сплавов и легированных сталей различных марок..
- Аргон также применяется при плазменной сварке в качестве плазмообразующего газа, при лазерной сварке в качестве плазмоподавляющего и защитного газа.
- В зависимости от требуемых объемов потребления аргона могут использоваться несколько схем его обеспечения. При объеме потребления до 10 000 м3/г аргон обычно доставляют в баллонах. При объеме потребления свыше 10 000 м3/г аргон целесообразно перевозить в жидком виде в специальных емкостях железнодорожным или автомобильным транспортом.
Газовые смеси
- Смесь аргона с углекислым газом
- Применение смеси аргона и углекислого газа (обычно 18-25%) эффективно при сварке низкоуглеродистых и низколегированных сталей. По сравнению со сваркой в чистом аргоне или углекислом газе более легко достигается струйный перенос электродного металла. Сварные швы более пластичны, чем при сварке в чистом углекислом газе. По сравнению со сваркой в чистом аргоне меньше вероятность образования пор.
- Смесь аргона с кислородом
- Газовая смесь аргона с кислородом обычно используется при сварке легированных и низкоуглеродистых сталей. Добавление к аргону небольшого количества кислорода позволяет предотвратить пористость.
- Смесь углекислого газа с кислородом
- При добавлении к углекислому газу кислорода снижается разбрызгивание при сварке, улучшается формирование шва, увеличивается выделение тепла, что в некоторой степени повышает производительность сварки. С другой стороны, в результате повышенного окисления ухудшаются механические свойства швов.
Газовый смеситель
- Гелий (Не) - это инертный газ без цвета и запаха, значительно легче воздуха. Температура его сжижения составляет -268,9°C. Гелий весьма распространен во Вселенной (согласно современным подсчетам свыше 20% космической массы приходится на гелий), однако на Земле его мало. В небольшом количестве гелий находится в воздухе, из которого он может быть получен в качестве побочного продукта при производстве кислорода, и в земной коре, где образуется в результате распада радиоактивных элементов.
- Получают его путем неоднократного сжатия и охлаждения природных газов до температур конденсации с последующим отделением примесей. Гелий примерно в 10 раз легче аргона, что усложняет защиту сварочной ванны и приводит к его повышенному расходу. Стоимость гелия примерно в 5 раз выше стоимости аргона. Чаще всего гелий используют для образования инертных газовых смесей. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванны от воздуха. Наибольшее применение получила инертная газовая смесь, состоящая из 70% (об.) аргона и 30% (об.) гелия. Выпускают гелий по ТУ 51-689-75 двух сортов: особой чистоты и высокой чистоты. Газообразный гелий хранится и транспортируется в стальных баллонах (согласно ГОСТ 949-73). Баллон окрашен в коричневый цвет, с надписью «Гелий» белого цвета.
- Газообразный гелий не горюч, не токсичен, не взрывоопасен. Однако в случае высокой концентрации в воздухе может вызвать состояние кислородной недостаточности и удушье. Жидкий гелий – бесцветная низкокипящая жидкость, способная вызвать обморожение кожи и поражение слизистой оболочки глаз.
Применение гелия при сварке
- Гелий может применяться в качестве инертного защитного газа при сварке нержавеющих сталей, цветных металлов и сплавов, химически чистых и активных материалов. Он обладает способностью обеспечивать повышенное проплавление, в связи с чем его иногда используют для проплавления больших толщин или получения специальной формы шва. Однако в связи с повышенным расходом и высокой стоимостью гелия по сравнению с аргоном область его применения ограничена.
- Гелий также используется при лазерной сварке в смеси с другими газами для создания рабочей среды в газовых лазерах; в качестве плазмоподавляющего газа, подающегося в зону лазерной сварки; при плазменной сварке обычно в качестве добавки к плазмообразующему газу – аргону.
Активные газы
- Защищают зону сварки от доступа кислорода и азота воздуха, но вместе с тем химически реагируют со свариваемым металлом или физически растворяются в нем. Из активных газов для сварки используют в основном углекислый газ. Другие активные газы, такие как кислород, водород, азот, используют, как правило, для составления защитных газовых смесей. Углекислый газ, или диоксид углерода (С02), в нормальных условиях представляет собой бесцветный газ без запаха. Он тяжелее воздуха, что обеспечивает хорошую газовую защиту сварочной ванны, но его накапливание в зоне сварки (выше 5%) может вызвать явление кислородной недостаточности и удушья. Поэтому рабочие места сварщиков должны быть оборудованы приточно-вытяжной вентиляцией. Получают углекислый газ из отходящих газов при производстве аммиака, спиртов, нефтепереработки, а также на базе специального сжигания топлива. При повышении давления углекислый газ переходит в жидкое (углекислота), а затем - в твердое состояние (сухой лед). При испарении 1 кг жидкого диоксида углерода образуется 509 л газообразного диоксида углерода (углекислого газа). Выпускают углекислый газ по ГОСТу 8050-76. В зависимости от области применения, а также по физико-химическим показателям диоксид углерода выпускают трех марок: сварочный - не менее 99,5% (об.) С02, пищевой - не менее 98,8% (об.) С02 и технический - не менее 98,5% (об.) С02. Хранят и транспортируют его в виде жидкости в стальных баллонах под давлением 490-588 МПа. В стандартный баллон емкостью 40 л заливают 25 л жидкого диоксида углерода, при испарении которого образуется 12600 л углекислого газа. Цвет баллона черный с желтой надписью.
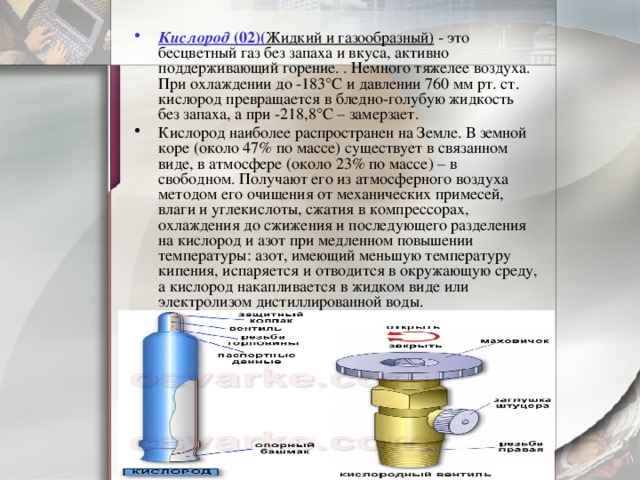
- Кислород (02)( Жидкий и газообразный) - это бесцветный газ без запаха и вкуса, активно поддерживающий горение. . Немного тяжелее воздуха. При охлаждении до -183°С и давлении 760 мм рт. ст. кислород превращается в бледно-голубую жидкость без запаха, а при -218,8°С – замерзает.
- Кислород наиболее распространен на Земле. В земной коре (около 47% по массе) существует в связанном виде, в атмосфере (около 23% по массе) – в свободном. Получают его из атмосферного воздуха методом его очищения от механических примесей, влаги и углекислоты, сжатия в компрессорах, охлаждения до сжижения и последующего разделения на кислород и азот при медленном повышении температуры: азот, имеющий меньшую температуру кипения, испаряется и отводится в окружающую среду, а кислород накапливается в жидком виде или электролизом дистиллированной воды.
- Кислород газообразный технический , согласно ГОСТ 5583-78, выпускается двух сортов: первого и второго. Баллон с кислородом окрашен в голубой цвет, с надписью «Кислород» черного цвета (ПБ 10-115-96, ГОСТ 949-73). Давление газообразного кислорода в баллоне 15МПа. Таким образом, в новом баллоне (150 кгс/см2 при 20°С) объемом 40 л содержится 6,24 м3кислорода при нормальных условиях.
- Кислород жидкий технический , согласно ГОСТ 6331-78, также выпускается первого и второго сортов. Он хранится и перевозится в сосудах Дьюара, а также в других криогенных резервуарах (танках). При испарении 1 л жидкого кислорода образуется около 860 л газообразного (при нормальном атмосферном давлении и температуре 20°С). При транспортировке жидкого кислорода масса тары, приходящаяся на 1кг кислорода, в 10 и более раз меньше, чем при транспортировке газообразного. При хранении, перевозке и газификации сжиженного газа неизбежны потери на его испарение.
Применение при сварке и резке
- Кислород – важнейший газ для сварки и резки. При сжигании горючего газа в воздухе образуется пламя с температурой не более 2000°C, а в технически чистом кислороде она может превышать 2500–3000°C. Именно такая температура пламени практически пригодна для сварки многих металлов.
- Наряду с процессами газопламенной обработки кислород также применяется:
- в качестве вспомогательного газа при лазерной резке ряда материалов;
- при кислородной резке с поддержкой лазерным лучом;
- в качестве плазмообразующего газа при плазменной резке;
- для добавки в небольших количествах к защитному газу (аргону, углекислому газу) при дуговой сварке некоторых сталей, металлов (в целях повышения производительности, предотвращения пористости и т. п.).
- При дуговой сварке плавлением технический кислород используют при составлении защитных газовых смесей, таких как Аг+02; С02+02 и др. Смесь аргона с 2-5% кислорода повышает устойчивость горения дуги и улучшает качество формирования сварного шва. Такие смеси рекомендуется применять при сварке плавящимся электродом легированных сталей, когда требуется струйный перенос электродного металла. При сварке низкоуглеродистых и низколегированных сталей плавящимся электродом применяют смесь углекислого газа с 20% кислорода, обеспечивающую глубокое проплавление и хорошее формирование шва, минимальное разбрызгивание, высокую плотность металла шва.
- Водород (Н2) - это горючий газ, не имеющий цвета, запаха и вкуса, в 14,5 раза легче воздуха Смеси его с кислородом и воздухом взрывоопасны. В зависимости от способа получения водород выпускают по ГОСТу 3022-80 трех марок - А, Б и В с содержанием от 95 до 99,99% (об.) Н2. Хранят и транспортируют в стальных баллонах под давлением 15 МПа. Применяют водород для составления плазмообразующих смесей при плазменной сварке и резке. Так, для защиты сварочной ванны от окисления при плазменной сварке легированной стали, меди, никеля и сплавов на его основе используют смесь аргона с 5-8% водорода. Аргоноводородную смесь, имеющую до 20% Н2, применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает его более сконцентрированным. Кроме того, водород создает необходимую в ряде случаев восстановительную атмосферу.
- Азот (N2)( жидкий и газообразный) - это бесцветный газ без запаха плотностью 1,25 кг/м3. Получают его из атмосферного воздуха способом глубокого охлаждения. Выпускают азот по ГОСТу 9293-74 газообразным и жидким. Хранят и транспортируют его в стальных баллонах под давлением 15 МПа. По физико-химическим показателям газообразный азот разделяют на четыре сорта: высший - не менее 99,994% (об.) N2, первый - не менее 99,6% (об.) N2, второй - не менее 99% (об.) N2, третий - не менее 97% (об.) N2. Используют азот при составлении защитных газовых смесей. Так, смесь аргона с добавкой 10-30% (об.) азота применяют при сварке меди, а также аустенитной нержавеющей стали некоторых марок. Для предохранения от коррозии и быстрого опознавания баллоны с защитными газами окрашивают в различные цвета и делают на них соответствующие надписи
Газы для газопламенной обработке металлов
- Ацетилен – бесцветный горючий газ C2H2 с атомной массой 26,04, немного легче воздуха. Обладает резким запахом. В промышленности ацетилен обычно получают из карбида кальция (CaC2) при разложении последнего водой. Ацетилен самовоспламеняется при температуре 335°С, смесь ацетилена с кислородом воспламеняется при температуре 297–306°С, смесь ацетилена с воздухом – при температуре 305–470°С. Ацетилен взрывоопасен при следующих условиях:
- при увеличении температуры более 450–500°С и давления более 1,5–2 ат (около 150–200 кПа);
- при атмосферном давлении ацетилено-кислородная смесь с содержанием ацетилена от 2,3 до 93% взрывается от искры, пламени, сильного местного нагрева и др.;
- при аналогичных условиях смесь ацетилена с воздухом взрывается при содержании в ней ацетилена от 2,2 до 80,7%;
- в результате длительного соприкосновении ацетилена с серебром или медью образуется взрывчатое ацетиленистое серебро или медь, взрывающиеся при повышении температуры или ударе.
- Взрыв ацетилена способен вызвать значительные разрушения и тяжелые несчастные случаи: при взрыве 1 кг ацетилена выделяется примерно в два раза больше тепла, чем при взрыве 1 кг тротила и примерно в 1,5 раза больше, чем при взрыве 1 кг нитроглицерина.
Применение ацетилена при сварке
- Ацетилен – основной горючий газ, используемый при газовой сварке , а также широко применяется для газовой резки (кислородной резки). Температура ацетилено-кислородного пламени может достигать 3300°C. Благодаря этому ацетилен по сравнению с более доступными горючими газами (пропан-бутаном, природным газом и др.) обеспечивает более высокое качество и производительность сварки.
- Снабжение постов ацетиленом для газовой сварки и резки может осуществляться
- от баллонов с ацетиленом и
- от ацетиленового генератора.
- Для хранения ацетилена обычно используются стандартные баллоны емкостью 40 л, окрашенные в белый цвет, с надписью «Ацетилен» красного цвета (ПБ 10-115-96, ГОСТ 949-73). Согласно ГОСТ 5457-75 для газопламенной обработки металлов применяется технический ацетилен растворенный марки Б и газообразный. Баллоны заполнены пористой массой, пропитанной ацетоном. Ацетилен хорошо растворяется а ацетоне: при нормальной температуре и давлении в 1 л ацетона растворяется 23 л ацетилена (в 1 л бензина растворяется 5,7 л ацетилена, в 1 л воды – 1,15 л ацетилена).
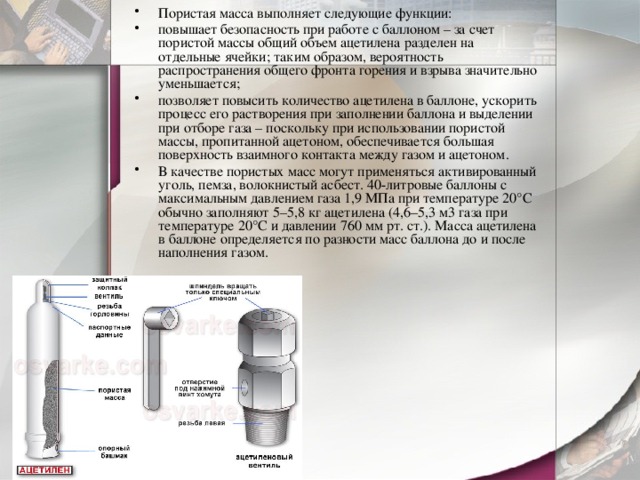
- Пористая масса выполняет следующие функции:
- повышает безопасность при работе с баллоном – за счет пористой массы общий объем ацетилена разделен на отдельные ячейки; таким образом, вероятность распространения общего фронта горения и взрыва значительно уменьшается;
- позволяет повысить количество ацетилена в баллоне, ускорить процесс его растворения при заполнении баллона и выделении при отборе газа – поскольку при использовании пористой массы, пропитанной ацетоном, обеспечивается большая поверхность взаимного контакта между газом и ацетоном.
- В качестве пористых масс могут применяться активированный уголь, пемза, волокнистый асбест. 40-литровые баллоны с максимальным давлением газа 1,9 МПа при температуре 20°С обычно заполняют 5–5,8 кг ацетилена (4,6–5,3 м3 газа при температуре 20°С и давлении 760 мм рт. ст.). Масса ацетилена в баллоне определяется по разности масс баллона до и после наполнения газом.

- Пропан-бутан – смесь двух нефтяных углеводородных газов, пропана C3H8 и бутана C4H10. Пропан-бутановая смесь в газообразном состоянии является бесцветной, не ядовитой, тяжелее воздуха, обладает резким запахом от одорантов – сильнопахнущих веществ, добавляемых в газ для обнаружения возможной утечки. При понижении температуры и повышении давления смесь переходит в жидкое состояние.
- Пропан-бутановые смеси получают в качестве попутных при добыче природного газа, переработке нефти и нефтепродуктов.
- Баллоны стальные сварные с пропаном (пропан-бутаном) согласно ГОСТ 15860-84, ГОСТ 949-73 окрашивают в красный цвет, с надписью «Пропан» («Пропан-бутан») белого цвета. Давление газа в баллоне до 1,6 МПа. При испарении 1кг жидкого пропана образуется около 530 л газа, при испарении 1 кг жидкого бутана – около 460 л газа.
Применение пропан-бутана при сварке и резке
- Пропан-бутановые смеси широко используются в качестве горючего газа пр
- и кислородной резке . Они также распространены в качестве заменителей ацетилена при газовой сварке .
- Эффективная тепловая мощность пламени при сгорании пропан-бутана в кислороде даже выше, чем для ацетилена. Однако из-за значительно меньшей скорости распространения пламени для этих смесей длина конуса пламени резко увеличена и концентрация пламени ниже. Меньше и температура пламени при сгорании пропан-бутановых смесей по сравнению с ацетиленом.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

