

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Сварочные полуавтоматы, их виды

Просмотр содержимого документа
«Сварочные полуавтоматы, их виды»
Сварочные полуавтоматы, их виды.
В сварочном автомате механизированы две основные операции процесса сварки - подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в полуавтомате механизирована лишь одна операция - подача электродной проволоки в дугу, а перемещение дуги для образования шва производится сварщиком вручную (рис.1). Автоматическая подача проволоки с катушки 1 осуществляется подающим механизмом 2, состоящим из электродвигателя М переменного или постоянного тока, коробки скоростей ведущего 6 и прижимного ролика 7. Проволока 5 подается роликами с постоянной заданной скоростью через внутренний канал гибкого шланга 3, держатель 4 и наконечник 8. Сварщик держит горелку и вручную перемещает ее по шву.
Рис. 1. Схема шлангового полуавтомата толкающего типа
Одной из основных частей полуавтомата является шланг 3, состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока. Сварочный ток, защитный газ и охлаждающая вода подводятся отдельно. В комбинированных шлангах кроме электродной проволоки в одной оболочке проходят токоподводящий провод, провода цепи управления, защитный газ и охлаждающая вода. Комбинированный гибкий шланг имеет большую массу, сварщику трудно управлять им. Полуавтоматы снабжаются автономными шлангами, например полуавтомат А-825 и др.
Длина шланга составляет не более 3,5 м. На горелке находится кнопка включения подающего механизма.
Подача электродной проволоки вперед и назад осуществляется переключением пакетного переключателя.
В полуавтоматах для сварки в защитном газе одновременно с пуском электродвигателя срабатывает реле для автоматического включения газового клапана. При этом начинается подача электродной проволоки и газа. При размыкании сварочной цепи реле обесточивается и размыкает свои контакты. Подача электродной проволоки и газа прекращается.
Электродвигатель для подачи сварочной проволоки подключается чаще всего к источнику питания сварочного тока или к сети через понижающий трансформатор 380/36 В.
Полуавтоматы подразделяют по назначению на: стационарные, где в одном корпусе смонтированы все части аппарата вместе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные, где механизм подачи и катушка с проволокой максимально облегчены; ранцевого типа - для сварки в условиях монтажа и специализированные - для выполнения определенных операций.
Расположение подающего механизма.
Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа (рис. 1), тянущего типа (рис. 2) и тянуще -толкающего типа (рис. 3). Тип полуавтомата определяется местом расположения электродвигателя.
Рис. 2. Схема шлангового полуавтомата тянущего типа: 1 - подающие ролики, 2 - держатель горелки, 3 - катушка с проволокой, 4 - шланг, М - электродвигатель механизма протягивания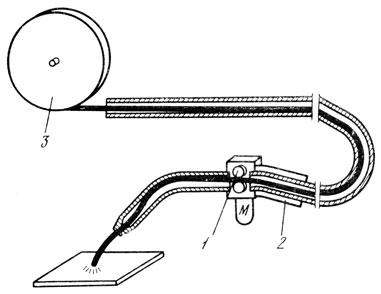
Сопротивление прохождению проволоки зависит от количества изгибов шланга, его длины и материала трущихся поверхностей проволоки и канала.
Это сопротивление при работе полуавтомата меняется, что ведет к нарушению равномерности подачи проволоки и стабильности процесса сварки. Сопротивление проталкиванию проволоки может настолько увеличиться, что двигатель механизма подачи остановится или начнется пробуксовка проволоки в подающих роликах.
Для порошковых проволок из алюминия и титана, имеющих повышенный коэффициент трения, сопротивление проталкиванию намного больше, чем для стальных проволок сплошного сечения. Поэтому для снижения сопротивления проталкиванию применяют спирали, изготовленные из материалов с малым коэффициентом трения, или обычные спирали, смазанные нейтральной смазкой (например, дисульфидом молибдена, снижающим сопротивление проталкиванию в 1,5 - 2 раза). Применение спиралей из бронзы снижает сопротивление в 2 - 3 раза по сравнению со сталью, а в трубках из фторопласта - в 6 - 10 раз.
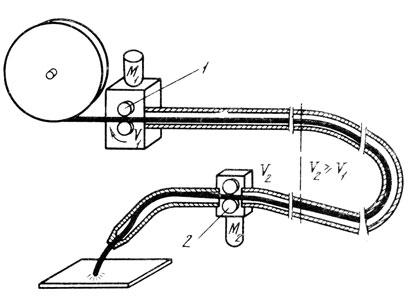
Рис. 3. Схема шлангового полуавтомата тянуще -толкающего типа: 1 - толкающий электродный ролик, 2 - тянущий электродный ролик, 3 - шланг, М1 и М2 - электродвигатели
Для мягких проволок из алюминия и его сплавов или порошковой проволоки с высоким коэффициентом трения (за счет неровностей поверхности проволоки), а также для проволок малого диаметра (менее 0,8 мм), способных сминаться в канале, полуавтоматы толкающего типа неприменимы.
В этих случаях применяют полуавтоматы тянущего типа, механизм подачи которых расположен в горелке. Однако длина шлангов этих полуавтоматов ограничивается малой мощностью электродвигателя (до 100 Вт) и не превышает 1 м. Более длинные шланги требуют увеличенной мощности и массы двигателей, а следовательно, большой массы горелки.
В полуавтоматах со шлангами более 5 м применяются механизмы подачи
тянуще - толкающего типа (рис.4), в которых имеется толкающий механизм с двигателем М1, расположенный рядом с катушкой электродной проволоки, и тянущий механизм с двигателем М2, расположенный в горелке. Это значительно утяжеляет горелку, но устраняет неравномерность подачи проволоки в зону сварки.










Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


