

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Технология наплавки покрытыми электродами"

Просмотр содержимого документа
«Презентация к уроку "Технология наплавки покрытыми электродами"»

Тема урока:
Технология наплавки покрытыми электродами

ЦЕЛИ УРОКА:
- образовательная: изучение технологии и техники наплавки покрытыми электродами;
- развивающая: развитие мышления ( умения анализировать, выделять главное, объяснять и определять понятия);
- воспитательная: воспитание стремления к повышению уровня знаний и практических навыков;
Наплавка покрытыми наплавочными электродами относится к основным способам, применяемым в промышленности и в быту, из-за её простоты, удобства, отсутствия необходимости в специальном оборудовании.


Наплавка производится при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, но оплавить оба компонента.

Состав металла будет определять тип электрода, а толщину и форму - диаметр электрода.

Напряжение дуги определяет форму наплавленного валика. При его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. Необходимо стремятся к минимальному напряжению, которое должно согласовываться с током ду г и.

Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде "плюс") в нижнем положении.
Прямая (слева) и обратная (справа) полярности подключения электрода

Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений.
Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды.

Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: "Наплавку производят в 1 – 4 слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч."
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.

Для плоских поверхностей различают два основных вида наплавки - использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины, и широких, полученных увеличенными поперечными движениями электрода относительно направления прохода.

В-ширина валика, h н –высота наплавки, h пр -глубина проплавления, S н -шаг наплавки.

Наплавка металла узкими валиками

Наплавка металла широкими поперечными движениями электрода

2-й способ - укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.

Наплавление производят отдельными участками, "вразброс", а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.

Наплавка цилиндрической поверхности выполняется тремя способами - валиками вдоль образующей цилиндра, валиками по замкнутым окружностям и по винтовой линии. Последний вариант (по винтовой линии) является особенно удобным в случае механизированной наплавки, при которой детали в процессе наплавки придается равномерное вращение.
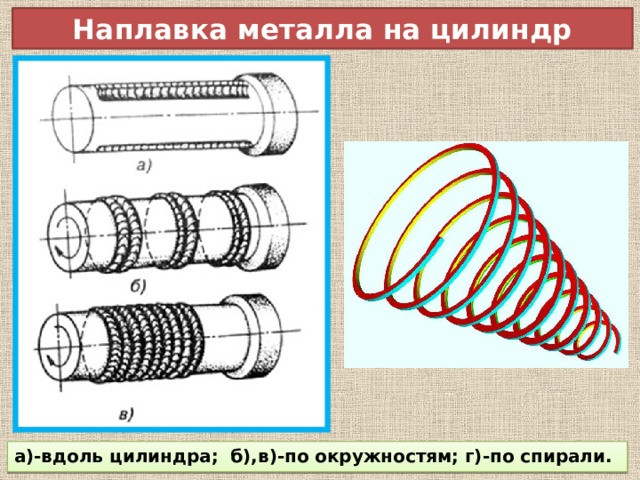
Наплавка металла на цилиндр
а)-вдоль цилиндра; б),в)-по окружностям; г)-по спирали.


Цилиндр с наплавленным металлом

ПАРАМЕТРЫ НАПЛАВКИ








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

