
Российская Федерация, г. АксайБ Ростовской области


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 19.03.2024 12:39

Комаров Евгений Викторович
мастер производственного обучения, преподаватель профессиональных дисциплин и модулей
68 лет
Местоположение
Тема урока: «Подготовка газосварочной аппаратуры к резке металла»
Категория:
Прочее
20.10.2022 19:05

Просмотр содержимого документа
«Тема урока: «Подготовка газосварочной аппаратуры к резке металла»»
Министерство общего и профессионального образования Ростовской области
Государственное бюджетное профессиональное образовательное учреждение Ростовской области
«Аксайский технологический техникум

План-конспект урока
учебной практики
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
по профессии 15.01.15 Сварщик (ручной и частично механизированной сварки (наплавки)
КОМАРОВА ЕВГЕНИЯ ВИКТОРОВИЧА
мастера производственного обучения ГБПОУ РО «АТТ»
2022г.
ПМ.01. Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
Тема урока: «Подготовка газосварочной аппаратуры к резке металла».
Цель урока:
обучающая: закрепить знания по междисциплинарному курсу, сформировать профессиональные компетенции при работе с газосварочным оборудованием, отработка последовательности при подготовке газовых баллонов, регулирующей и коммуникационной аппаратуры для резки к работе, с соблюдением требований правил ТБ.
развивающая: развивать способности к анализу и обобщению, самоконтролю, самооценке; анализировать учебно – производственные работы с целью достижения лучших результатов, уметь применять полученные знания на практике.
воспитательная: формировать культуру отношений в процессе учебного труда, умение работать в звене, воспитание бережливости и аккуратности при выполнении работ.
Связь с МДК: МДК 01. 01. Подготовка металла к сварке
Тип урока: Практическое занятие учебной практики.
Вид урока: Урок – практикум (самостоятельная работа обучающихся).
Материально-техническое и учебно-методическое оснащение урока:
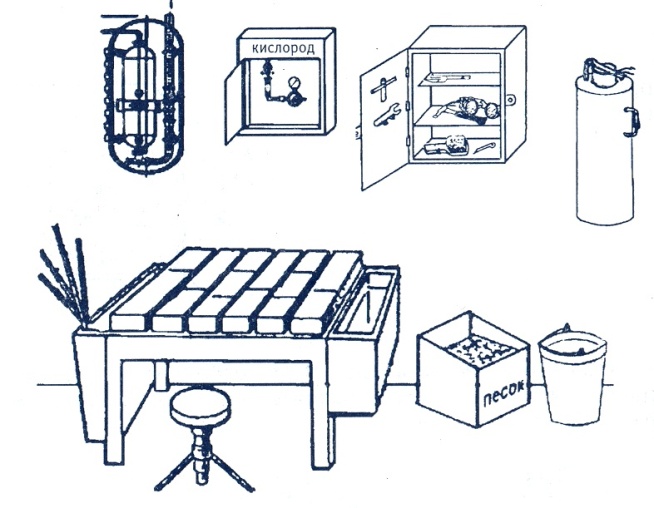
оборудование и аппаратура: баллоны, ацетиленовый генератор, редуктор, шланги, резаки.
инструмент: баллонный ключ, набор гаечных ключей, пасатижы.
дидактические средства обучения: рабочие тетради; технологические карты; критерии оценивания; алгоритм действий; экранные пособия (мультипроектор, слайды).
Место проведения: газопламенная мастерская
Прогнозируемый результат:
Овладение профессиональными компетенциями:
ПК .2. Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки.
Развитие и овладение общими компетенциями:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
Ход урока.
Организационный момент. (5мин)
Приветствие, проверка явки обучающихся
Проверка внешнего вида и санитарного состояния спецодежды.
Организация внимания и готовности обучающихся к уроку
Назначение дежурных.
II. Вводный инструктаж. (60 мин.)
| Планируемые результаты изучения темы для предложенной учебной ситуации | Задания для обучающихся, выполнение которых приведет к достижению результатов. | Действия мастера для создания условий достижения запланированных результатов. | Действия обучающихся для достижения запланированных результатов | |
| 2.1. Подготовка к формулированию и решению проблемы | ||||
| Личностные: Развитие мотивации, познавательного интереса к проблеме Метапредметные: Работа с презентацией анализ представленной информации Предметные: Формирование умения сравнивать, обобщать и делать выводы
| Ответить на вопросы во время интерактивной беседы: 1.Что такое газосварочный пост? 2. Назовите преимущества использования газовых баллонов перед ацетиленовыми генераторами? 3. В Сахалинской области в сферах промышленности применяют в основном ацетиленовые генераторы, почему? 4. Какие отличия газовых редукторов вы знаете? 5. Преимущества работы на ацетилено-кислородном резаке? | 1.Подготовить вопросы для организации проблемной беседы 2.Подготовить слайды презентации 3. Подвести обучающихся к осознанию трудности подготовки газосварочной аппаратуры к резке металла, -формулировке проблемы, нахождению способов решения проблемы неисправностей регулирующей аппаратуры, 4. Сформулировать тему и задачи урока.
| Обучающиеся учувствуют в интерактивной беседе Выдвигают гипотезы по проблеме и способов ее решения
| |
| 2.2. Теоретическое решение проблемы с использованием презентации и натуральных образцов | ||||
| Личностные: развитие интеллектуальных способностей. Метапредметные: Развитие системного мышления, отборка знаний из химии, материаловедения необходимых для решения проблемы. Предметные: Освоение знаний, необходимых для исследования проблемы, и составления инструкционной карты
| Ответить на вопросы: 1. Какие виды резаков вы знаете? 2. Почему чаще всего из ацетиленовых генераторов применяютгенератор типа АСП-1,25? 3.Как вы считаете, почему ацетиленокислородная резка является лучшим способом при резке толстолистовых металлов? 4. Можно ли заменить кислородный шланг ацетиленовым? 5. Каким приспособлением присоединяется редуктор к баллону? 6. Под каким максимальным давлением в баллоне хранится газообразный кислород? | 1.Подготовить презентацию, наглядные пособия 2.Выбор задания 3. Составить алгоритм задания 4. Подготовить сварочное оборудование и материалы для резки. 5. Разработать инструкционную карту последовательности операций 5. Организовать обсуждение выполнения задания, сделав акцент на свойства применяемых газов и опасность работы.
| Обучающиеся учувствуют в интерактивной беседе Выдвигают гипотезы по проблеме и способов ее решения Выстраивают под руководством мастера логическую цепочку способов практического выполнения задания
| |
|
Определение задач урока. | ||||
| На уроке обучающиеся должны выполнить подготовку газосварочной аппаратуры к резке металла (Приложение 1). | ||||
| 2.3. Объяснение последовательности подготовки газосварочного поста. | ||||
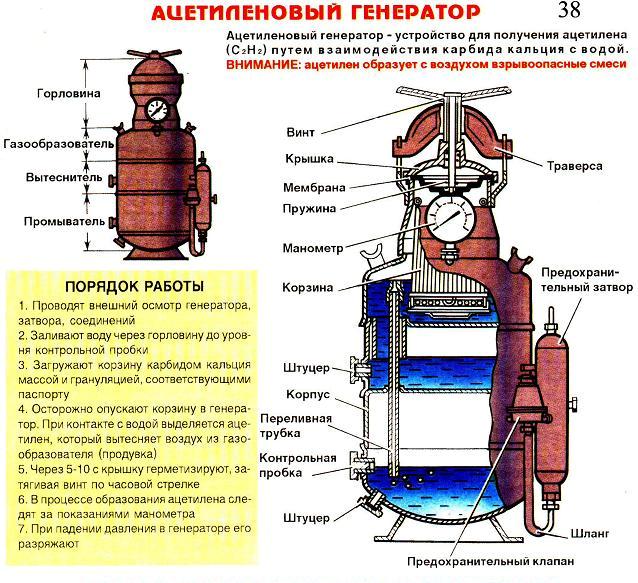
| Интерактивная беседа сопровождается демонстрацией натуральных объектов, презентацией, содержащей теоретические фото и видео материалы, каждый элемент которых является обобщением или подтверждением некоторого этапа обсуждения, отдельных элементов выполнения решения обучающихся под руководством мастера. Пояснения мастера. Выполнение работ по подготовке металла к сварке, предусматривает резку заготовок, разделку кромок, очистку от окалины ржавчины, масляных пятен. Для выполнения данных операций необходимо иметь газосварочный пост, снабженный всей необходимой аппаратурой и оборудованием, иметь навыки подготовки газовых баллонов, регулирующей и коммуникационной аппаратуры для резки, с соблюдением требований правил ТБ. Подготовку оборудования и газосварочной аппаратуры к резке разделим на пять этапов: Первый этап Подготовка ацетиленового генератора к работе. Второй этап Подсоединение газового редуктора к кислородному баллону. Затем регулятором выставить рабочее давление по манометру для резки. Третий этап Присоединение шлангов к ацетиленовому генератору, кислородному редуктору и резаку Четвертый этап Подготовка газового резака к работе, зажигание и регулировка сварочного пламени Пятый этап Охрана труда и техника безопасности при проведении газосварочных работ 1. Подготовка ацетиленового генератора к работе Объяснение мастера с использованием презентации и видеоролика «Подготовка ацетиленового генератора к работе»: Залить воду в генератор через горловину по уровень контрольного отверстия, загрузить корзину карбидом кальция, опустить осторожно, без особых усилий, корзину в генератор, уплотнить крышку, вращая винт по часовой стрелке. Давление в генераторе поднимется, что можно определить по стрелке манометра. Для исключения возникновения воздушной подушки в генераторе, первую порцию газа выпустить в атмосферу. Внимание! Наблюдать, чтобы в радиусе 10 м не было источников огня, искр, курящих людей. Не допускать попадания в генератор воздуха. Следить за герметичностью всех соединений. 2. Подсоединение газового редуктора к кислородному баллону. Проверить наличие и исправность манометров. Стрелки должны находиться на нулевых делениях и не смещаться при поворачивании редуктора. Смочить отверстие штуцера мыльной пеной. Наличие мыльных пузырей в отверстии штуцера указывает на наличие самотека, т. е. на нарушение герметичности клапана. При отсутствии самотека на выходном отверстии образуется устойчивая мыльная пленка. Подсоединить к редуктору шланги от резака. Надежно закрепить. Установить рабочее давление. 3. Присоединение шлангов к ацетиленовому генератору, кислородному редуктору и резаку. Взять рукав первого класса и второго. Они должны иметь минимальную длину 10м, внутренний диаметр 6,3 мм. Ацетиленовый шланг имеет красный цвет, должен быть рассчитан на рабочее давление до 0,6 МПа. Кислородный шланг имеет синий цвет, должен быть рассчитан на 1,5 МПа. Соединить два шланга с целью расширения зоны обслуживания при работе с горелкой или резаком. Взять стальной сдвоенный соединительный шланговый ниппель. Надеть на него концы стыкуемых шлангов. Закрепить (надежно) хомутиком из стали. Внимание! Не допускается использование испорченных шлангов, шлангов, не предназначенных для подачи ацетилена, а также ремонт их с применением изоляционной ленты или других подобных материалов. Продуть шланги сжатым воздухом с целью удаления талька и пыли. Соединить шланг с ниппелем предохранительного затвора. Внимание! Никакие дополнительные крепления при этом не допускаются. Соединить второй конец шланга с ниппелем горелки (резака) и надежно закрепить специальным хомутиком. 4. Подготовка газового резака к работе и регулировка сварочного пламени. Перед началом работы. Продуть шланги сжатым газом с целью удаления из них мелких посторонних частиц, которые могут засорить инжектор и другие каналы резака. Присоединить к кислородному ниппелю шланг для подачи кислорода. Закрепить кислородный шланг при помощи специального хомутика или проволокой. Проверить разряжение в ацетиленовых каналах. Присоединить к ниппелю ацетиленовый шланг (окрашен в красный цвет) и закрепить специальным хомутиком. Положить готовый к работе резак на чистый стол газорезчика (газосварщика). Проверить уровень воды в водяном затворе и еще раз убедиться в герметичности всех соединений в шлангах, редукторе, вентиле баллона и т. п. Зажечь и отрегулировать подогревающее пламя. Установить рабочее давление по исправному манометру редуктора в соответствии с установленными номерами внутреннего и наружного мундштуков (в соответствии с паспортными данными). Открыть на '/4 оборота вентиль подогревающего кислорода и на один оборот ацетиленовый вентиль, зажечь горючую смесь. Полностью открыть вентиль режущего кислорода, ацетиленовый и кислородный вентили и проверить запас ацетилена: длина средней светящейся зоны пламени должна равняться примерно четырем длинам ядра (это соответствует примерно 10%-ному избытку ацетилена в пламени). Установить нормальное пламя. Проверить правильность формы подогревающего пламени: пламя должно иметь форму кольца одинаковой ширины по всему периметру со светлым, ярко очерченным ядром (мундштуки образуют кольцевой канал, нормально отрегулированное пламя в резаках, имеющих мундштуки с несколькими отверстиями, должно иметь отдельные факелы пламени одинаковой формы со светлыми, ярко очерченными ядрами). В случае неправильной формы ядра пламени, прочистить и продуть выходные каналы мундштуков. Каналы прочистить деревянными, алюминиевыми или стальными полированными иглами. Закрыть и открыть несколько раз вентиль режущего кислорода. Струя режущего кислорода не должна оказывать заметного влияния на форму подогревающего пламени. Во время работы. Регулировать пламя до заданного состава смеси (с избытком ацетилена, нормальное) по мере нагрева мундштука, не прекращая работы. Если окажется, что ацетиленовый вентиль открыт полностью, а пламя имеет избыток кислорода, немедленно прекратить резку; погасить пламя, закрыв сначала ацетиленовый вентиль, а затем кислородный. Охладить головку резака в чистой воде. В случае появления непрерывных хлопков (указывает на то, что может возникнуть обратный удар пламени) быстро закрыть ацетиленовый вентиль, затем кислородный и головку мундштука охладить в чистой воде. В случае обратного удара пламени (проникновения горючей смеси в каналы резака) моментально погасить пламя и охладить резак в чистой воде. Если несвоевременно перекрыть доступ ацетилена в смесительную камеру и головку резака, то чаще всего резак выходит из строя: сгорают трубки горючей смеси, резиновые уплотнительные кольца, расплавляется смесительная камера, у резаков с расположением инжектора в головке сгорают мундштуки, инжектор и оплавляются каналы инжекторного устройства в головке. 5. Охрана труда при проведении газосварочных работ. Соблюдение техники безопасности строго необходимо на всем протяжении работы. Перед началом работы -сварочный пост газосварщика должен отвечать требованиям пожарной безопасности -необходимо убедится в герметичности газового оборудования -необходимо обеспечить вытяжную вентиляцию. - Спецодежда сварщика должна быть чистой, без малейших следов масла или жиров, не стеснять движения работающего, не вызывать неприятных ощущений, защищать от искр и брызг расплавленного металла, свариваемого изделия, влаги, производственных загрязнений, механических повреждений. Во время работы - необходимо контролировать давление в баллоне и ацетиленовом генераторе- не допускать попадания искр, брызг расплавленного металла, лучей сварочного пламени, на открытые участки кожи. -пользоваться газосварочными очками - необходимо использовать перчатки сварщика (во избежание пояления ожогов). В конце работы - выключить оборудование, закрыть баллон, сбросить давление, промыть оборудование, убрать рабочее место | ||||
| 2.3. Показ приемов выполнения работ | ||||
| Планируемые результаты изучения темы для предложенной учебной ситуации | Задания для обучающихся, выполнение которых приведет к достижению результатов. | Действия мастера для создания условий достижения запланированных результатов. | Действия обучающихся для достижения запланированных результатов | |
| Личностные: Развитие интеллектуальной активности Метапредметные: Развитие системного мышления и умения Предметные: Формирование умения оценивать представленную работу и применять полученные знания для выполнения практического задания.
| - сконцентрировать внимание обучающихся на выполнении операций мастером. | - подготовить рабочее место; - показать зарядку ацетиленового генератора, подготовку его к работе; - показать подключение газового редуктора к баллону и настройку давления; -показать подсоединение шлангов к оборудованию; -показать подготовку резака к работе, регилирование сварочного пламени; - рассказать о самоконтроле в процессе выполнения работы; - рассказать о рациональной организации рабочего места, о правилах безопасности труда; - произвести практический показ процесса резки. | Следят за ходом выполнения задания. Выполняют инструкции мастера.
| |
| Подготовка к текущему инструктажу | ||||
| Личностные: Развитие ответственности и адаптивности. Метапредметные: Развитие системного мышления. Предметные: Формирование умения организовать рабочее место. | Правильно организовать рабочее место. Получить задание, необходимую аппаратуру и инструмент. | Проверить усвоение обучающимися изученного материала, при этом выявить пробелы в знаниях и умениях; - сообщить критерии оценок за практическую работу; -расставить по рабочим местам. | Получают у мастера аппаратуру и материал. Занимаются организацией рабочего места. | |
| III.Текущий инструктаж (4 часа 30 мин.) | ||||
| Личностные: Развитие ответственности и адаптивности. Метапредметные: Развитие системного мышления и применения знаний междисциплинарного курса МДК 01.01 для практического выполнения работы. Предметные: Формирование умения производить подготовку газосварочного поста к работе .
| 1. Поготовить рабочее место. 2. Выполнить последовательность операций при подготовке оборудования и аппаратуры к резке. 3. Проверить аппаратуру и оборудование на герметичность. 4. Произвести зажигание сварочного пламени и его регулировка 5. Контролировать порядок действий на каждом этапе выполнения задания, что бы исключить неполадок при подготовке аппаратуры к резке 6. Выполнять технику безопасности. 7. Сдать работу мастеру. 8. Убрать рабочее место
| Проводить целевые обходы: 1. Проверить организацию рабочих мест. 2. Проверить правильность настройки оборудования и аппаратуры. 3. Проверять правильность выполнения задания. 4. Проверять соблюдение охраны труда и техники безопасности. 5. Индивидуальное инструктирование отстающими учащимися, дополнительное задание наиболее успевающим учащимся. 6. Проверять аккуратность и правильность ведения самоконтроля. 7. Проведение повторного группового инструктажа для предупреждения и исправления типичных ошибок или для повторного показа (при необходимости) | 1. Выполняют зарядку ацетиленового генератора, подготовку его к работе; 2. Выполняют подключение газового редуктора к баллону и настройку давления; 3.Подсоединение шлангов и подготовку резака к работе, регилирование сварочного пламени; 3. Следят за организацией рабочего места. 4. Контролируют ход выполнения работы по инструкционной карте. 5. Соблюдают технику безопасности при проведении сварочных работ
| |
 Проведение интерактивной беседы
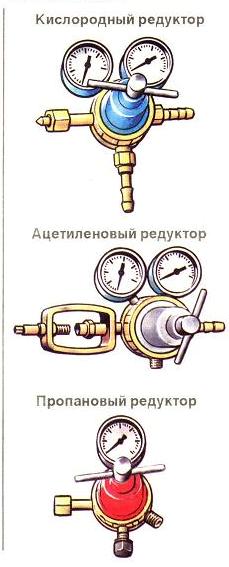
Проведение интерактивной беседы Проверить наличие и исправность присоединительных частей редукторов к баллонам и шлангам. Редуктор установить на чистую обтирочную салфетку. Проверить исправность резьбы и граней под ключ на накидной гайке. Проверить исправность накидной гайки и ниппеля для присоединения шланга от горелки. Вывернуть из камеры высокого давления специальную гайку, осмотреть — не засорены и не смяты ли края отверстия, не забита ли резьба, исправна ли уплотнительная шайба. Убедиться в наличии и исправности фильтра. Открыть медленно вентиль.
Проверить наличие и исправность присоединительных частей редукторов к баллонам и шлангам. Редуктор установить на чистую обтирочную салфетку. Проверить исправность резьбы и граней под ключ на накидной гайке. Проверить исправность накидной гайки и ниппеля для присоединения шланга от горелки. Вывернуть из камеры высокого давления специальную гайку, осмотреть — не засорены и не смяты ли края отверстия, не забита ли резьба, исправна ли уплотнительная шайба. Убедиться в наличии и исправности фильтра. Открыть медленно вентиль. IV. Заключительный инструктаж (25мин)
IV. Заключительный инструктаж (25мин)
|
| Домашнее задание – повторить пройденный материал | 1.Подвести итоги за день, дать анализ работы каждого обучающегося; 2.Сообщить оценки, с обоснованием выставленных оценок; 3.Продемонстрировать лучшие работы, отметить, кто из учащихся добился отличного качества в работе; 4.Разобрать и дать анализ наиболее характерным недочетам в работе обучающихся, указать пути и методы их устранения; 5.Раскрыть экономическую сторону урока, рациональный расход материала; 6.Подвести итоги занятия в целом; 7.Выдать домашнее задание: Повторить пройденный материал. | вся подгруппа принимает участие в обсуждении, выявляют ошибки.
|
| Критерии оценки и уровни выполнения задания Диагностическая карта (Приложение 3). | |||
|
| Высокий уровень «5» | Средний уровень «4» | Низкий уровень «3» |
| Уровень сформированности умения и навыков самостоятельно готовить газосварочный пост к резке металла.
| Газосварочный пост собран согласно технологической последовательности без замечаний с соблюдением требований охраны труда. | Газосварочный пост готов к работе, но при сборке нарушена последовательность сборки аппаратуры для резки. | Газосварочный пост собран, незначительные ошибки при установке давления на редукторе, нарушения в последовательности зажигания пламени. |
Приложение 1.
|
|
|


Приложение 2.
Подготовка газосварочной аппаратуры к резке металла
| № операции | операция | переход | эскиз |
| 1 | подготовительная | Организация рабочего места Для обустройства рабочего места при выполнении газопламенных работ с использованием переносных ацетиленовых генераторов вам необходим баллон со сжатым кислородом; переносной ацетиленовый генератор; сварочная резак с комплектом резиновых рукавов для кислорода и ацетилена; кислородный редуктор; емкость с водой для охлаждения горелки.
|
.
|
| 2 | подготовительная | Подготовить генератор к работе Залейте воду в генератор, загрузите в генератор карбид кальция и включите генератор в работу;
|
|
| 3 | подготовительная | Подготовка баллона и редуктора к работе установите на баллон с кислородом газовый редуктор, отрегулируйте давление; |
|
| 4 | подготовительная | Присоединение всего оборудования к шлангам Подберите соответствующие шланги, подсоедините к кислородному редуктору и водяному затвору ацетиленового генератора рукава с подключенным к ним газового резака
|
|
| 5 | Контроль | Охрана труда при проведении газосварочных работ Сварочный пост должен быть обеспечен освещением в соответствии с нормами освещенности для производственных помещений. Монтаж элементов газосварочного поста вы должны выполнить в соответствии с требованиями Правил техники безопасности и Правил противопожарной безопасности.
|
|



Приложение 3.
Диагностическая картаВыполнение работ по подготовки металла к сварке
Тема: Подготовка газосварочной аппаратуры к резке металла
| Дата | Время на тему
| Визуальный контроль подготовки оборудования и аппаратуры к резке | Соблюдение ТБ | Организация рабочего места | Выполнение нормы | Оценка | ||||||||||
| № п.п. | Ф.И.О | Вводный инструктаж | Подготовка ацетиленового генератора к работе. | Подсоединение газового редуктора к кислородному баллону.
| Присоединение шлангов к ацетиленовому генератору | Присоединение шлангов к кислородному редуктору и резаку | Подготовка газового резака к работе | Зажигание и регулировка сварочного пламени деформации | ||||||||
| 1 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 2 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 3 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 4 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 5 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 6 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 7 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 8 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 9 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
| 10 |
|
|
|
|
|
|
|
|
|
|
|
| ||||
Мастер п/о_____________________/________________/

Остренко Дмитрий Юрьевич
Список литературы
Маслов В.И. «Сварочные работы», 2003г. М.: Издательский центр «Академия».
Чернышёв Г.Г. «Сварочное дело. Сварка и резка металла», 2004г. М.: Издательский центр «Академия».
Федеральный Государственный Образовательный Стандарт НПО, от 2002г. ОСТ 9 ПО 02.2.4 - 2003, по профессии:
«Сварщик (электросварочные и газосварочные работы)».
Казаков Ю.В. «Сварка и резка материалов». Москва. Издательский центр «Академия», 2007г.
Солнцев Ю. П., Пряхин Е. И. – Материаловедение, 2007г.
Скакун В.А. Организация и методика профессионального обучения. Учебное пособие,2009г.
Учебная работа мастера профессионального обучения. Учебное пособие, Кругликов Г.И., «Академия», 2010г.
АСП-1,25
Редукторы















Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

