Россия, Красноярск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.04.2023 08:14

Чуклин Виктор Александрович
Мастер производственного обучения
62 года
Местоположение
Специализация
Теоретическая подготовка к экзамену по дисциплине "Технология работ на деревообрабатывающих станках"
Категория:
Технология
05.06.2019 14:50

Просмотр содержимого документа
«Теоретическая подготовка к экзамену по дисциплине "Технология работ на деревообрабатывающих станках"»
Билет №1
Назначение круглопильных (циркулярных) станков.
Устройство, технические характеристики круглопильного станка Ц6 -4.
Режущий инструмент для круглопильных станков.
Техника безопасности при работе на Круглопильном (циркулярном) станке.
Назначение круглопильного станка. Круглопильный станок по дереву – оборудование, которое используется для поперечного, продольного пиления древесины, а также для ее косой распиловки. Кроме того, при наличии специальных дисков возможна работа и с другими материалами – пластик, алюминиевый профиль и т.д. Это оборудование лучше всего подходит для обрезания досок до нужных габаритов, выведения кромок под углом 90º друг к другу, снятия фасок под разными углами и создания практически всех типов соединений материалов. Устройство циркулярного станка Циркулярный станок состоит из: 1. станина; 2. пильный вал; 3. двигатель; 4. режущий инструмент (диск); Технические характеристики круглопильных станков Основные технические характеристики, на которые следует обращать внимание при выборе циркулярного деревообрабатывающего станка:
мощность;
глубина пропила;
число оборотов вращения шпинделя;
размер рабочего стола;
станина (сталь, чугун, штампованный лист);
наклон пилы, (90º, 45º);
напряжение ( 380 В).
Теперь разберем некоторые из них в отдельности. Чем больше мощность, тем больший объем работы можно выполнять на циркулярном станке, также это позволяет не снижать обороты при пилении, устанавливать диски увеличенного диаметра, если таковые позволяет конструкция оборудования, кроме того повышается рабочий ресурс изделия. Глубина пропила влияет на размер заготовки и пиление под углом. Число оборотов вращения шпинделя – чем больше, тем выше качество и скорость пропила распиловочного станка. От размера рабочего стола зависит какой размер заготовки можно обработать. Немаловажной характеристикой циркулярных станков является материал станины станка. В более мощных, тяжелых и профессиональных моделях обычно используется закрытая стальная столешница, благодаря которой улучшается сбор пыли и уменьшается шум от пильного полотна и электрического мотора. На облегченные же циркулярные пилы часто устанавливаются литые чугунные станины. Утяжеленная конструкция снижает вибрацию и сохраняет настройки точными дольше, чем аналогичная со штампованными стальными крыльями. Напряжение. Электрические двигатели более 2 л.с. обычно используют три фазы питания 380 В, менее мощные чаще всего обходятся однофазным питанием 220 В. Поэтому перед выбором оборудования необходимо уточнить сколько фаз у вас имеется в месте подключения данного станка.
Преимущества и недостатки. К преимуществам можно отнести:
относительно простое исполнение станков;
удобство в эксплуатации;
высокая надежность при работе зимой;
в циркулярном станке можно долгое время эксплуатировать несколько пил, для их обслуживания не нужен дорогое заточное оборудование;
высокая производительность.
Среди основных недостатков можно выделить следующие:
большой объем отходов в связи с тем, что ширина пропила дисковыми пилами составляет 6-7 мм;
недостаточно чистый пропил из-за вибрации диска;
затачивать пилы сможет только обученный специалист.
Т Б на Круглопильные станки
Круглопильные станки являются объектом повышенной опасности, так как частота вращения пильных дисков составляет 3000 об/мин. Станочник должен хорошо знать конструкцию станка, безопасные приемы работы и требования безопасности.
Перед началом работы на круглопильных станках нужно убедиться в том, что пильный диск не имеет трещин и нет обломанных зубьев. Диск должен быть хорошо закреплён на валу зажимными шайбами и огражден. Вокруг станка не должно быть влаги. При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок. При поперечном раскрое досок, если наблюдается косина реза по толщине доски - нарушена перпендикулярность оси пильного вала к поверхности стола. Рваные торцы на заготовках получаются в основном при биении пильного вала.
На торцовочных станках зона движения рамы или суппорта с пильным диском обязательно ограничивается упорами. Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска. Пильный диск не должен выходить за край стола, у которого стоит рабочий. На прирезных станках сзади пильного диска на расстоянии около 10 мм должен быть установлен расклинивающий нож, который на 0,5 мм толще пилы с разводом. Впереди пильного диска должна быть когтевая завеса, препятствующая выбросу материала.
Категорически запрещается при работе на прирезном станке с ручной подачей при окончании пропила продвигать заготовку рукой. Необходимо пользоваться специальным толкателем или проталкивать распиливаемую заготовку следующей заготовкой.
Категорически запрещается во время работы станка: останавливать пилу рукой или куском древесины; поднимать или снимать ограждение; чистить станок или щель-прорезь, в которую проходит пила.
Билет №2
Определение и классификация процессов резания.
Виды резания древесины и древесных материалов. Профили зубьев.
Влияние основных факторов процесса на силу резания и качество обработки.
Общие правила Техники безопасности на деревообрабатывающих станках.
Определение и классификация процессов резания
Резание — это технологический процесс разрушения связей между частицами обрабатываемого материала по заданной поверхности с целью получения изделия требуемых размеров, формы и шероховатости. Процесс резания может быть реализован разнообразными способами. По виду объекта, действующего на заготовку, различают: резание твердым резцом, световым лазерным лучом, гидравлической струей и другими носителями энергии. Основным в современной технологии обработки древесины является процесс резания твердыми резцами из металлов или твердых сплавов, или резцовое резание.
Резцовое резание, в свою очередь, можно классифицировать по разным признакам:
1) способу получения заданной поверхности:
бесстружечное резание, при котором заданная поверхность получается без снятия стружек путем отделения за один проход резца малодеформированного среза материала;
стружечное резание, при котором для получения заданной поверхности с заготовки срезаются стружки, в обычных условиях резания получающие деформации по всему объему или значительной его части (стружечное резание имеет место в большинстве процессов обработки на дереворежущих станках);
2) степени сложности:
элементарное (простое) резание, не поддающееся дальнейшему упрощению;
сложное резание, имеющее место при обработке разнообразными режущими инструментами на станках.
Элементарное резание и его закономерности изучают для того, чтобы научиться понимать процессы сложного резания, раскладывая их на составные элементы, сводя к более простым процессам.
Влияние основных факторов процесса на силу резания и качество обработки.
Представление о сложности процесса резания и трудностях его изучения дает перечень факторов элементарного резания:
1) Факторы, относящиеся к древесине: порода, влажность, механические свойства (прочность, упругость, пластичность и др.), ширина обрабатываемого объекта.
2) Факторы, относящиеся к резцу: угол заточки, острота лезвия (радиус округления), физико-механические свойства материала резца (прочность, упругость, истираемость), степень шероховатости граней резца.
3) Факторы, относящиеся к процессу резания в целом: толщина стружки; ориентированность плоскости резания и направления резания по отношению к направлению волокон; угол резания; задний угол; коэффициент трения между резцом и древесиной; коэффициент трения между стружкой и древесиной; скорость резания; сила резания; характеристики качества обработанной поверхности или стружки-продукта.
Большинство факторов практически всегда заданы, они характеризуют исходные условия резания. Факторами, которые необходимо определить и по которым оценивается протекание процесса резания, являются величины сил резания и характеристики качества обработки.
Механическая обработка древесины производится двумя способами: с нарушением волокон (пиление, строгание, фрезерование, долбление, сверление, циклование и шлифование) и без нарушения волокон (гнутье, прессование, лущение шпона и строгание ножевой фанеры).
Обработка древесины ведется в основном с нарушением волокон древесины, причем наиболее распространенным методом обработки является резание.
Различают резание древесины со стружкообразованием (пиление, строгание, фрезерование, долбление, сверление, циклование и шлифование) и без отделения стружки (образование шпона на лущильных станках, раскрой шпона на ножницах, строгание ножевой фанеры, раскалывание древесины, колка дров, клепок для бочек и др.).
Обработка древесины резанием производится режущим инструментом, имеющим один резец (нож), несколько резцов (фрезы) и много резцов (пилы).
Процесс резания состоит в том, что под воздействием внешней силы металлический резец (нож), имеющий форму клина, внедряясь в древесину режущей кромкой (лезвием), перерезает волокна и отделяет их в виде опилок и стружки.
В процессе резания образуется длинная стружка, при получении которой на поверхности древесины создаются неровности (вырывы). Чтобы этого избежать, стружку необходимо надломить, для чего в рубанке устанавливают стружколом (горбатик).
Качество обработки древесины зависит от правильного выбора углов заострения; при большом угле заострения на резание затрачивается больше усилий, а при малом угле заточки лезвие быстро тупится, мнется и порою ломается.
Как установлено практикой, для ножей рубанков наиболее оптимальным углом заострения является 25 ± 5°, а передний угол в зависимости от вида инструмента, материала и вида обработки находится в пределах 43–50°.
По отношению к направлению волокон различают три вида резания: в торец, вдоль и поперек волокон.
При резании в торец плоскость резания и направление резания перпендикулярны волокнам древесины, при этом стружка скалывается по слоям, а поверхность получается шероховатой.
При резании вдоль волокон плоскость резания и направление резания параллельны волокнам древесины, слои волокон легко разделяются, поверхность получается гладкой, форма стружки зависит от толщины снимаемого слоя. Толстая стружка надламывается по длине, а более тонкая получается в виде непрерывной ленты (строгание фуганком).
При резании поперек волокон плоскость резания параллельна волокнам древесины, а направление резания перпендикулярно им. Стружка получается непрочной, а поверхность – шероховатой. Лишь при тепловой обработке (распаривании) и при обжиме древесины перед резцом получается стружка в виде непрерывной ленты хорошего качества (лущение шпона).
Кроме основных, имеются промежуточные виды резания: поперечно-торцевое продольно-торцевое, продольно-поперечное, При резании происходит ряд сложных явлений, вызванных внедрением резца в древесину и образованием элементов стружки. Чтобы яснее представить сам процесс резания, его следует расчленить на элементы. Если в процессе обработки резцом образуется одна поверхность резания и стружка срезается со всей обрабатываемой поверхности, такое резание называется открытым. В том случае, когда при обработке образуются две поверхности резания, резание называется полузакрытым (например, образование четверти в брусках дверных коробок). Когда при обработке древесины получаются три поверхности, резание называется закрытым (например, выборка паза).
Строгание древесины – процесс резания, при котором производится обработка поверхности древесины путем прямолинейного движения резца вдоль волокон (рубанок, фуганок и др.).
Фрезерование представляет собой процесс резания древесины вращающимися фрезами, при котором траекторией резания является циклоида (продольно-фрезерные и фрезерные станки).
Свойства древесины разных пород неодинаковы, поэтому приходится затрачивать различные усилия при обработке разных пород. Обрабатывать древесину сосны легче, чем древесину березы, а древесину березы легче, чем древесину дуба, отсюда: чем больше плотность древесины, тем труднее ее обрабатывать. Меньше усилий затрачивается на обработку влажной древесины, так как ее сопротивление разрушению ниже, чем сухой.
Большое значение для получения чисто обработанной поверхности древесины имеет качество заточки резца (ножа). При работе тупым резцом волокна не перерезаются и не разделяются, а рвутся и мнутся, в результате чего получается нечистая поверхность. Острый резец легко разрезает или разделяет волокна, и поверхность получается чистой.
Шероховатость поверхности древесины характеризуется размерными показателями неровностей (риски, ворсистость, мшистость). При обработке шероховатость поверхности древесины зависит от направления волокон к обрабатываемой плоскости, толщины снимаемой стружки, величины угла заострения и скорости резания, числа резцов, качества их заточки, точности установки и др.
Качественная поверхность древесины получается при резании ее вдоль волокон, при подпоре волокон перед резцом и надламывании стружки. В рубанках волокна со стороны подошвы подпирает леток, а надламывается стружка стружколомом двойного ножа. При работе против слоя волокон получается большей частью нечистая поверхность (отщепы, отколы).
На шероховатость поверхности древесины оказывает влияние скорость резания. Под скоростью резания понимают скорость движения лезвия по траектории резания (относительная скорость движения резца), а под скоростью подачи – скорость, с которой механизм подачи подает деталь (заготовку) режущему инструменту.
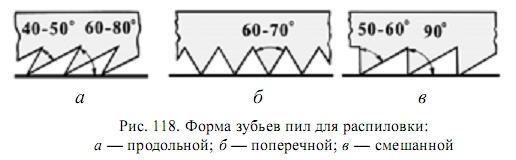
Профили зубьев.
Правила по технике безопасности при работе на деревообрабатывающих станках.
Основные правила по технике безопасности при работе на деревообрабатывающих станках сводятся к следующим положениям.
Каждый станок должен быть оборудован хорошо и безотказно действующими ограждениями, Обязательно ограждаются: режущие инструменты, все движущиеся части, механизмы подачи, ременные, зубчатые и цепные передачи и т. п. Во избежание обратного выброса заготовки, срезков, или отходов станки должны иметь противо выбрасывающие устройства, расклинивающие ножи, колпаки, щитки, эксгаустерные воронки. Необходимо, дабы ограждения не затрудняли подачу заготовки или работу на станке и его обслуживание. В настоящее время устанавливают также ограждения из прозрачных материалов (плексиглас).
Все рабочие шпиндели по возможности должны быть оборудованы приспособлениями для быстрой остановки их апосля выключения. Торможение осуществляется механическим или электрическим путем.
Дереворежущий инструмент должен быть хорошо подготовлен, заточен и отбалансирован; в инструменте не допускаются трещины. Посадочное отверстие должно соответствовать валу рабочего шпинделя, а инструмент хорошо закреплен. Особенно тщательно следует проверять прочность крепления (пропайки) пластинок из твердого сплава. Патроны для крепления инструмента должны быть гладкими и иметь обтекаемую форму.
Перед началом работы на станке необходимо хорошо подготовить рабочее место, определить расположение заготовок и изделий, направление их движения и место уборки отходов. Захламление рабочего места или наличие скользких мест, а также нагромождение материалов около станка, которые могут обвалиться на рабочего, не допускаются. Во время работы, например на торцовочном станке, станочник не должен стоять в плоскости вращения пилы.
Перед пуском станка необходимо проверить его состояние, наличие ограждений и убедиться в том, что около режущего инструмента или движущихся частей станка не оставлены посторонние предметы, которые могут вылететь или вызвать аварию. Около станка или его приводных частей (например, в нижнем этаже или приямке) не должно быть посторонних лиц. Для предупреждения окружающих о пуске станка используют звуковую или световую сигнализацию. Если при пуске станка появится ненормальный стук или шум, нужно немедленно остановить станок и сообщить об этом мастеру.
Работа на станке должна производиться строго по инструкции. Особенно важно правильно закрепить заготовку и обеспечить правильную подачу ее или инструмента. На станке можно обрабатывать токмо такие заготовки или бревна, которые соответствуют параметрам станка. При появлении необычных стуков или поломке, а также при обнаружении других ненормальностей в работе механизмов следует немедленно остановить станок и сообщить об этом мастеру.
Станочник обязан выполнять все правила по уходу за станком, бережно относиться к станку и режущему инструменту, содержать их в чистоте. Запрещается на ходу снимать и надевать ремни и цепи, производить исправления, снимать ограждения, вытаскивать застрявшие, например, в пилах обрезки древесины, смазывать движущиеся части станка и т. п. Нельзя оставлять работающий станок без присмотра.
Утомляемость станочника, вызванная неправильной организацией труда и рабочего места или отсутствием необходимой механизации трудоемких операций, может повлечь за собой травматизм рабочего. Посему необходимо заранее принимать необходимые меры для устранения указанных недостатков и предупреждения травматизма.
Освещенность и вентиляция. В целях создания соответствующих условий для работы на станках, снижения утомляемости рабочих и повышения безопасности работы необходимо обеспечивать на рабочих участках естественное (через окна, фонари) или искусственное (лампы общего и местного освещения) освещение согласно существующим нормам освещенности. Уборка опилок, стружки и пыли от станков и рабочих мест должна производиться эксгаустерными установками. В помещениях следует обеспечить непрерывный воздухообмен с помощью вентиляционных установок.
Билет №3
Клеи. Виды клеев. Органические и неорганические и др.
Различные факторы влияющие на качество клееных изделий.
Склеивание, виды склеивания. Силы и мощность при склеивании.
Правила пожарной безопасности на деревообрабатывающих предприятиях.
Клеи. Виды клеев. Органические и неорганические и др.
Клеи применяются для склеивания поверхностей и в качестве связующего вещества клеевых красочных составов. С ними Вы неоднократно столкнетесь в своей творческой деятельности.
Применение клеевых составов
В быту. Если отвалился каблук у туфли - несешь туфлю в мастерскую, где мастер при помощи гвоздей и клея быстро починит обувь. В детстве я заклеивал плохие оценки в дневнике простым силикатным клеем для бумаги (не часто), клеил проколотую шину на велосипедном колесе резиновым клеем, пытался склеить разбитый мною плафон старой люстры клеем ПВА (безуспешно - мама все равно заметила). Примеров невероятное множество, так как различные клеящие составы мы очень часто применяем в повседневной жизни.
В промышленности. Клей - неотъемлемая часть производства мебели, украшений, инструментов и прочего. Клей может входить в состав произвлдимых красящих составов и просто производится на продажу в готовом виде.
В строительстве и дизайне. Разумеется уже упоминалось о применении в оформительских работах различных клеевых составов. Поклейка обоев, кафеля и других материалов распространено неимоверно широко.
В медицине. Не силен в этой области, но даже челюсти вставные приклеивают к деснам...
Состав клея
Основание – это само клеящее вещество.
Растворитель образует с основой клеящие составы. В зависимости от основы это могут быть: вода, бензин и так далее.
Вспомогательные вещества: антисептики, пластификаторы (улучшают пластичные свойства клеевого шва).
Катализаторы (ускоряют или замедляют сроки схватывания клеевых составов).
Наполнители (сокращают расход основания и придают клеевым составам дополнительные свойства).
Отвердители (отдельные клеи без них вообще не густеют, например эпоксидный клей).
Виды клея
Клеи делятся на природные и синтетические.
К природным относятся:
Костный клей, изготавливается из костей животных. Их очищают, дробят, обезжиривают, обрабатывают слабым раствором H2SO9 (для удаления лишних солей) и варят в специальных аппаратах. Сухие пленки клея имеют твердую блестящую поверхность от темно-желтого до темно-коричневого цвета. Приготовление клея: пленки разбивают на куски, дробят и замачивают в холодной воде, затем варят на водяной бане 40-50 минут, постоянно перемешивая. В сваренный клей вводят антисептик, растворенный в воде от 0,5 до 1 процента к весу сухого клея. Самый лучший клей получается из рогов. Костный клей применяется при работе с древесиной. В зависимости от породы склеиваемой древесины (твердая, мягкая, пористая, рыхлая), готовят различные консистенции. Для твердой древесины применяется жидкий клей, для рыхлой и пористой – густой.
Мездровый клей вырабатывается из мездры (изнанка невыделанной кожи), а так же из обрезков кожи. Выпускается в виде плиток, дробленный и в чешуйках. Готовится как костный. Правильно приготовленный раствор клея не должен иметь гнилого запаха.
Желатиновый клей. Технический желатин получают из отборного сырья – рогового стержня и лобовой кости. Этот желатин применяется в живописи. Приготовление: сухой желатин заливают небольшим количеством воды, дают набухнуть и подогревают на водяной бане при температуре 67-70 градусов. Для пластификации добавляют 0,2-0,3 глицерина.
.
Декстриновые клеи быстро схватываются. Имеют хорошие клеящие способности. Не оставляет пятен после высыхания, прозрачен. Недостаток – низкая прочность клеевого шва, так как незначительно проникает в склеиваемый материал.
Резиновый клей. Сырьем для резинового клея служит натуральный каучук и гуттаперча, получаемые из сока растений. Растворителем является бензин и другие органические растворители.
Минеральные клеи получают путем химических и термических обработки природных материалов (кварца, слюды и так далее).
Наиболее известный минеральный клей силикатный – это жидкое стекло. В оформлении применяется редко, так как после высыхания желтеет, образует пятна. Основное назначение – склеивание бумаги. Часто его используют как добавку и к другим клеям для улучшения их качества.
Синтетические клеи. Это растворы синтетических смол органических или минеральных растворителей.
ПВА клей быстро сохнет, клеевая пленка прозрачна, не оставляет пятен. Применяется для склеивания разных материалов. Наносят клей тонким слоем на очищенную поверхность. При склеивании необходима предварительная открытая выдержка, затем три минуты выдержать под давлением. Хранить ПВА клей при температуре не ниже пяти градусов.
Эпоксидные клеи изготавливаются на основе эпоксидных смол. При обычной температуре, смола – это высоковязкая жидкость, янтарного цвета. Имеет большой срок хранения. Для образования клеев применяются отвердители. Возможно введение наполнителей, которые придают клею дополнительные свойства. При введении отвердителя, клей необходимо использовать в течение часа.
БФ-2 применяется для склеивания металлов, пластмасс, дерева, фанеры, кожи, картона, бумаги. Клей наносят тонким слоем на склеиваемые поверхности, выдерживают на открытом воздухе две – три минуты, затем склеивают под давлением. Предварительное схватывание происходит через пятнадцать – двадцать минут, окончательное после четырех- восьми часов.
Факторы влияющие на склеивание древесины
В деревообрабатывающих производствах широко распространено склеивание при изготовлении клееной слоистой древесины, трехслойных панелей и т.д. Качество клеевого слоя и его эксплуатационная надежность зависят:
·от вида древесины и ее подготовке к склеиванию;
·от вида и качества клея;
·от контроля за процессом склеивания;
·от типа клеевых соединений или конструкций;
·от влаги, исключающей эффективность отделки или защитную пропитку, применяемую к клееному продукту.
Кроме этих факторов на прочность соединения влияют условия эксплуатации.
Способность к склеиванию различных древесных пород
По отношению к склеиванию древесные породы можно классифицировать на 4 группы:
Очень хорошо склеиваются самыми различными клеями по разнообразной технологии (осина, каштан, тополь, ива, пихта, лиственница, ель);
Хорошо склеиваются некоторыми клеями по относительно различающейся технологии (ольха, липа, орех, вяз, сосна);
Удовлетворительно склеивается клеями высокого качества в хорошо контролируемых условиях склеивания (ясень, клен, дуб);
Для получения хорошего результата требуется тщательный выбор клея и строгий контроль условий склеивания или специальная подготовка к склеиванию.
Считается, что древесина склеена удовлетворительно, если прочность соединений, склеенных на ребро, примерно равна прочности древесины при этом виде напряженного состояния. Это критерий принят для обычных жестких клеев. Кроме того, получение удовлетворительного соединения зависит от плотности древесины, ее строения, влажности во время склеивания, наличия в ней экстрактивных или отложившихся веществ, вида и качества клея.
Плотные древесные породы требуют клеев наивысшего качества и более тщательного контроля процесса склеивания, чем древесные породы малой плотности. Лиственные породы особенно высокой плотности труднее склеивать, чем хвойные породы, а ядровую древесину труднее, чем заболонь. Некоторые породы значительно отличаются по возможности склеивания.
Виды клеевых соединений. Склеивание по ширине
Склеивание пиломатериалов кромками на гладкую фугу для большинства пород при испытании на скалывание вдоль волокон, растяжение поперек волокон и раскалывание может дать клеевой слой такой же прочности, как древесина. Склеивание по длине
Клеи на водной основе и технология склеивания ими практически не позволяют получить клеевые соединения впритык, которые были бы достаточно прочными или долговечными в обычных условиях эксплуатации. Виды торцевых клеевых соединений: а - впритык; б - на ус; в - вертикальное конструкционное зубчатое; г - горизонтальное зубчатое
Правильно выполненное клеевое соединение (зубчатое, на ус или в нахлестку) ведет себя при циклических испытаниях подобно массивной древесине. Склеивание угловых соединений
Угловые клеевые соединения торцовых и боковых поверхностей на гладкую фугу трудно сконструировать таким образом, чтобы они несли нагрузку. Кроме того, на такие соединения во время эксплуатации действуют значительные внутренние напряжения от изменений размеров при колебании влажности.
Клееные строительные конструкции
Существует два типа деревянных клееных строительных конструкций - массивные и составные из древесины и фанеры. Каждый из этих типов имеет свои достоинства.
Клееные массивные конструкции и их виды
Клееные массивные конструкции состоя из двух или большего числа слоев древесины, склеенных между собой таким образом, что волокна всех слоев приблизительно параллельны. Клееные конструкции могут различаться, числом размерами, формой и толщиной слоев.
Клееные конструкции могут быть прямолинейными и криволинейными. Арки криволинейной формы применяют в сооружениях для создания перекрытий пролетом более 94 м. Прямые конструкции обычно имеют пролеты до 30 м, а иногда до 40 м. Применяются элементы высотой более 2 м. Можно спроектировать и изготовит прямые балки с горизонтальными (параллельными нейтральной оси) ил вертикальными (перпендикулярными нейтральной оси) слоями. Наиболее распространены клееные конструкции с горизонтальными слоями.
ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ
В ЛЕСОПИЛЬНЫХ ЦЕХАХ
Пожары в лесопильных цехах могут быть вызваны трением и искрением лесопильного оборудования, трением подшипников и быстродвижущихся частей механизмов, искрением и нагреванием электромоторов, несоответствием и неисправностью электроарматуры, световой и силовой электропроводок, а также неосторожным обращением с огнем в помещениях цехов. В связи с этим:
Перед пуском оборудования осмотреть: натянута ли пила, не оставлены ли инструменты (гаечные ключи, молотки и др. предметы) на движущихся частях механизма станка.
Проветрить системы смазки. При заправке смазки в подшипники следить за тем, чтобы в них не попадали опилки, песок, грязь.
В процессе работы следить за содержанием в чистоте лесопильного оборудования.
Не допускать нагрева подшипников выше + 80 0С.
Чтобы избежать нагрева пилы, который может привести к воспламенению древесной пыли и опилок. Не допускать в работу пилы:
с недостаточным разводом зубьев или с равным разводом зубьев на одной пиле, а также с разводом, сделанным на одну сторону больше, чем на другую.
тупые пилы, пилы с неправильно заточенными зубьями, заворотами и засинениями вершин зубьев, крупными заусеницами и т.п.
Направляющие детали и движущий механизм следует смазывать согласно карты смазки, разбавлять применяемое для смазки масло керосином, бензином или другими легковоспламеняющимися веществами категорически запрещается.
Регулярно очищать электродвигатель и электроаппаратуру от пыли и грязи. электрооборудование и станок должны быть заземлены.
Все проходы и подходы к пожарным кранам и огнетушителям должны всегда оставаться свободными. Если необходимо иметь в цехе запас сырья, то он допускается в количестве, не превышающем сменной потребности.
Запрещается работать при скоплении лесоматериалов, опилок и других отходов на рабочем месте, при загрязнениях на тележке и рельсовых путях.
В случаях возникновения угрозы пожара или пожара приостановить работу агрегатов, оборудования, цехов предприятия, обесточить их, и немедленно уведомив об этом руководителей предприятий.
Билет №4
Облицовывание и отделка. Подготовка основы облицовочного материала.
Способы и режимы облицовывания.
Виды отделки. Отделочные материалы. Характеристики процессов отделки.
Правила пожарной безопасности на деревообрабатывающих предприятиях.
Целью отделки окрасочными и пленочными материалами является придание поверхности столярных изделий хорошего, заводского вида и защита их от разрушения под воздействием внешней среды. В зависимости от условий эксплуатации и назначения изделий применяются защитные, либо декоративные покрытия. Отделка подразделяется на прозрачную (при которой видна поверхность подложки) и непрозрачную. Частным случаем непрозрачной отделки является имитационная, при которой на отделываемой поверхности или покрытии воспроизводятся текстура и разных цветов, а также различные рисунки. Требования к защитно-декоративным свойствам покрытий Окрасочная пленка покрытий столярно-строительных изделий, эксплуатирующихся в атмосферных условиях, должна обладать прежде всего водо и влагопроницаемостью, предотвращающими влажностные деформации изделий при изменении влажности окружающей среды. Долговечность покрытий, т. е. их способность сохранять заданные свойства, зависит от их стойкости к ультрафиолетовому излучению, адгезии к древесине и от ряда других факторов. Требования к отделке столярно-строительных изделий определяются нормативно-технической документацией на изделия, а также ГОСТ 24404.
Подготовка поверхности. К подготовке поверхности относятся отбеливание, крашение, порозаполнение, шпатлевание и грунтование. Крашение - это придание столярному изделию новой окраски или равномерного цветового фона с сохранением ею текстуры при помощи различных красителей, пигментов и протрав. Наиболее распространено поверхностное крашение, при котором используют в основном водорастворимые синтетические красители для дерева от ¦ 1 до 16. Концентрация растворов 2-5%. Порозаполнение - обработка поверхности кольцесосудистых пород древесины вязкими порозаполняющими составами. Шпатлевание - (местное и сплошное) выполняется для выравнивания поверхности древесины и маскировки вмятин, царапин, трещин и т.п. Консистенция большинства шпатлевок рассчитана на нанесение их шпателем. Для лучшего заполнения неровностей подложки сухой остаток шпатлевок должен быть выше, чем грунтов. При шпатлевании изделий, особенно эксплуатируемых в атмосферных условиях, необходимо избегать толстых слоев шпатлевок (более 0,3-0,5 мм), так как в процессе эксплуатации возможны усадка и растрескивание шпатлевки и, как следствие, разрушение покрытия. Нанесение красителей, порозаполнителей и шпатлевок производится вручную, распылением, на вальцевых и вальцоворакельных станках МШ1.03, ШПЩ-2. Крашение и порозаполнение применяются, как правило, при отделке мебели.
Грунтование древесины и древесных материалов осуществляется для улучшения сцепления (адгезии) лакового (окрасочного) покрывного слоя с подложкой; снижения расхода более дорогого покрывного окрасочного состава; изоляции воздуха, влаги и смол в древесной подложке, выделение которых при нанесении, сушке и эксплуатации окрасочного слоя может привести к его разрушению; повышения токопроводности поверхности древесных материалов при окраске в электрополе высокого напряжения. Грунтовку можно наносить любым механизированным методом. Грунтовочные составы отличаются от эмалей и красок повышенным содержанием пигмента (наполнителя) и, как правило, природой пленкообразователя. В связи с отсутствием грунтовочных составов белого цвета при отделке столярно-строительных изделий в качестве грунтовок используются эмали или краски, а также допускается использование олифы Виды и способы отделки столярных изделий. Виды и способы отделки столярных изделий следующие.
1. Прозрачная отделка (столярная), к которой относится лакирование, полирование и вощение. По способу нанесения покрытий прозрачная отделка подразделяется на лакирование полиэфирными, нитроцеллюлозными, масляными и спиртовыми лаками; столярное полирование политурами, упрощенное полирование, располировка; напрессовку прозрачной фенолоформальдегидной, мочевино-меламиновой, поливинилхлоридной пленок; отделку восковыми составами.
2. Непрозрачная отделка (малярная) с помощью нанесения на поверхность лакокрасочных составов способом окраски масляными и клеевыми красками; масляными, нитроцеллюлозными и полиэфирными эмалями; с помощью облицовки листовыми материалами — пластиками, пленками.3. Имитационная отделка под текстуру и цвет ценных пород древесины способом крашения, аэрографии, печатания, акваграфии, декалькомании, отделки текстурной бумагой, напрессовки текстурной пленки.
Специальные художественные отделки под металлы способом металлизации, бронзирования, золочения, серебрения; наборный декор способом подбора текстуры шпона и других материалов — интарсия, инкрустация, мозаика, маркетри; рельефный декор, выполненный способом резьбы, тиснением, обработки на токарных станках; орнаментальный декор — разрисовка, выполненная с помощью альфрейной, хохломской, загорской, украинской (пераковской), узбекской и других росписей и способом выжигания; накладной декор — накладка и вставка из металла, пластмасс, стекла и фурнитуры (ручек, ключевин, накладок и т.д.). По степени блеска оптических свойств лакокрасочные покрытия разделяются на блестящие и матовые, прозрачные и непрозрачные; в зависимости от требований к внешнему виду разделяются на три категории: I, II и III. Все отделочные операции можно разделить на три группы (стадии).
1. Подготовка поверхности древесины к отделке. 2 Нанесение лакокрасочных или других материалов. 3. Сушка и облагораживание лакокрасочных покрытий.
На поверхности древесины создают прозрачное покрытие жидкими или пленочными отделочными материалами. Для изменения цвета древесины применяют красители. Наиболее распространенный вид прозрачного покрытия — тонкий слой прозрачного лака, который древесина частично впитывает, а часть остается на поверхности в виде пленки. Древесина впитывает лак неравномерно, поэтому применяют неоднократное покрытие и заполнение пор лаком или порозаполнителями и грунтовками, а также шлифование нанесенных материалов. Качество отделки во многом зависит от подготовки поверхности, то есть от шероховатости поверхности обработки. Поверхность детали из древесины всегда имеет неровности различной формы и высоты, образующиеся в процессе обработки На полученной в результате обработки поверхности древесины различают следующие неровности различного происхождения риски, неровности разрушения, неровности упругого восстановления по годовым слоям древесины, структурные неровности, ворсистость и мшистость.
Характеристики процессов отделки. Один из критериев эстетической оценки качества мебели — характер ее отделки, под которой понимают все виды поверхностной обработки, направленные на совершенствование декоративно-художественных достоинств изделий и их защиту от воздействия внешней среды. В зависимости от функционального назначения различают три основные группы отделки: защитную, декоративно-художественную и декоративно-защитную. Защитная отделка предназначена для предохранения изделий от температурно-влажностных воздействий окружающей среды, связанных с явлениями увлажнения, усушки, набухания, коррозии элементов изделий и для защиты от физико-химических и механических повреждений путем придания изделию или элементам изделия кислотостойкости, маслостойкости, термостойкости, износоустойчивости и др. Декоративно-художественная отделка предусматривает декорирование изделий пластическими или декоративными средствами: рельефный декор (резьба, тиснение, гравирование); орнаментальный декор (выжигание, роспись); наборный декор (интарсия, мозаика, инкрустация, маркетри); накладной декор (накладки и вставки из древесины, металла, пластмасс, кости, рога, стекла, фарфора, фаянса, керамики и другие). Декоративно-защитная отделка придает изделиям декоративные и защитные свойства. Это наиболее распространенный вид отделки, в процессе которой проявляются и подчеркиваются естественные декоративные свойства материалов, входящих в изделия, или придаются новые свойства, усиливающие восприятие формы изделий. К ним относятся: простое и сложное облицовывание древесных материалов строганым или лущеным шпоном с последующим покрытием прозрачными пленками, проявляющими текстуру древесины; кроющие покрытия древесины и металлов жидкими лакокрасочными материалами; наклеивание или напрессовка листовых и пленочных полимерных материалов, паст, эмульсий, напыление порошков; металлизация (алюминирование, бронзирование, золочение) ; гальванические, химические и анодизационные покрытия металлов; покрытия элементов мягкой мебели декоративными мебельными тканями или искусственными Mate-риалами типа кожи (винилискожа) и др. Требования пожарной безопасности во время работы в мастерской.
Общие требования пожарной безопасности. 1. Ответственность за обеспечение пожарной безопасности цехов, отделов, складов и других объектов предприятия несут руководители этих объектов. 2. Установление строгого противопожарного режима преследует основную цель - недопущение пожаров и загораний от неосторожного обращения с огнем, курения, от небрежного ведения огневых работ, от оставленных без присмотра включенных в электросеть электронагревательных приборов. 3. Курение на предприятии допускается в строго определенных местах, соответствующим образом оборудованных и обеспеченных средствами пожаротушения: в курительном помещении цокольного этажа, на лестничной площадке между 4 этажом и выходом на крышу, на крыльце. 4. Разведение костров на территории строго запрещено. 5. Каждый рабочий и служащий должен строго соблюдать установленный противопожарный режим, уметь пользоваться первичными средствами пожаротушения и знать порядок и пути эвакуации на случай пожара. 6. Лица, не прошедшие первичный противопожарный инструктаж, к работе не допускаются. 7. Лица, нарушающие требования пожарной безопасности, привлекаются к административной ответственности. Требования пожарной безопасности перед началом работы. Каждый работник должен проверить:
- наличие и состояние первичных средств пожаротушения;
- противопожарное состояние электрооборудования согласно требований действующих инструктажей;
- работоспособность системы вентиляции;
- исправность телефонной связи;
- состояние эвакуационных выходов, проходов.
Требования пожарной безопасности во время работы.
В рабочее время каждый рабочий и служащий должен:
- постоянно содержать в чистоте и порядке свое рабочее место;
- проходы, выходы не загромождать различными предметами и оборудованием;
- строго соблюдать на рабочем месте установленные нормы хранения производственных материалов и готовой продукции;
- не допускать нарушение пожарной безопасности со стороны посторонних лиц;
- промасленную одежду, тряпки и горючие отходы хранить только в металлических ящиках с плотно закрывающимися крышками;
- протирать полы, стены и оборудование горючими растворами запрещается;
- горючие жидкости, легковоспламеняющиеся жидкости (ГЖ, ЛВЖ) хранить в строго отведенных местах, соблюдая требования пожарной безопасности;
- переносить ГЖ И ЛВЖ только в специальной таре с плотно закрытыми крышками, в случае пролива необходимо немедленно убрать;
- не подключать самовольно электроприборы, исправлять электросеть и предохранители;
- не пользоваться открытым огнем в служебных и рабочих помещениях;
- не курить, не бросать окурки и спички в служебных и рабочих помещениях;
- не накапливать и не разбрасывать бумагу и другие легковоспламеняющиеся материалы и мусор;
- не хранить в столах, шкафах и помещениях ЛВЖ (бензин, керосин и др.);
- не пользоваться электронагревательными приборами в личных целях с открытыми спиралями;
- не оставлять включенными без присмотра электрические приборы и освещение;
- не вешать плакаты, одежду и другие предметы на электрические розетки, выключатели и другие электроприборы.
Требования безопасности по окончании работы.
1. Тщательно убрать свое рабочее место.
2. Проверить состояние первичных средств пожаротушения.
3. Готовую продукцию, полуфабрикаты хранить (складировать) только в специально отведенных местах, соблюдая нормы хранения.
4. Эвакуационные проходы, выходы оставлять свободными.
5. Запрещается оставлять на рабочем месте промасленную спецодежду, ветошь и другие пожароопасные предметы, вещества.
ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ
В ЛЕСОПИЛЬНЫХ ЦЕХАХ
Пожары в лесопильных цехах могут быть вызваны трением и искрением лесопильного оборудования, трением подшипников и быстродвижущихся частей механизмов, искрением и нагреванием электромоторов, несоответствием и неисправностью электроарматуры, световой и силовой электропроводок, а также неосторожным обращением с огнем в помещениях цехов. В связи с этим:
Перед пуском оборудования осмотреть: натянута ли пила, не оставлены ли инструменты (гаечные ключи, молотки и др. предметы) на движущихся частях механизма станка.
Проветрить системы смазки. При заправке смазки в подшипники следить за тем, чтобы в них не попадали опилки, песок, грязь.
В процессе работы следить за содержанием в чистоте лесопильного оборудования.
Не допускать нагрева подшипников выше + 80 0С.
Чтобы избежать нагрева пилы, который может привести к воспламенению древесной пыли и опилок. Не допускать в работу пилы:
с недостаточным разводом зубьев или с равным разводом зубьев на одной пиле, а также с разводом, сделанным на одну сторону больше, чем на другую.
тупые пилы, пилы с неправильно заточенными зубьями, заворотами и засинениями вершин зубьев, крупными заусеницами и т.п.
Направляющие детали и движущий механизм следует смазывать согласно карты смазки, разбавлять применяемое для смазки масло керосином, бензином или другими легковоспламеняющимися веществами категорически запрещается.
Регулярно очищать электродвигатель и электроаппаратуру от пыли и грязи. электрооборудование и станок должны быть заземлены.
Все проходы и подходы к пожарным кранам и огнетушителям должны всегда оставаться свободными. Если необходимо иметь в цехе запас сырья, то он допускается в количестве, не превышающем сменной потребности.
Запрещается работать при скоплении лесоматериалов, опилок и других отходов на рабочем месте, при загрязнениях на тележке и рельсовых путях.
В случаях возникновения угрозы пожара или пожара приостановить работу агрегатов, оборудования, цехов предприятия, обесточить их, и немедленно уведомив об этом руководителей предприятий.
Билет №5
Классификация деталей машин, оси, валы и их элементы.
Понятие о муфтах, резьбовые соединения, детали крепежных соединений.
Неразъемные и разъемные соединения.
Оказание первой медицинской помощи пострадавшему при переломах.
ВАЛЫ И ПОДШИПНИКИ Назначение, классификация. Ранее речь шла о передачах, как едином целом механизме, а также рассматривались элементы, непосредственно участвующие в передаче движения от одного звена механизма к другому. В данной теме будут представлены элементы, предназначенные для крепления частей механизма, непосредственно участвующих в передаче движения (шкивы, звёздочки, зубчатые и червячные колёса и т.п.). В конечном итоге, качество механизма, его КПД, работоспособность и долговечность в значительной мере зависят и от тех деталей, о которых будет идти речь в дальнейшем. Первыми из таких элементов механизма рассмотрим валы и оси.
Вал (рис. 17) – деталь машины или механизма предназначенная для передачи вращающего или крутящего момента вдоль своей осевой линии. Большинство валов – это вращающиеся (подвижные) детали механизмов, на них обычно закрепляются детали, непосредственно участвующие в передаче вращающего момента (зубчатые колёса, шкивы, звёздочки цепных передач и т.п.).
Ось (рис. 18) – деталь машины или механизма, предназначенная для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента.Ось может быть подвижной (вращающейся, рис. а) или неподвижной (рис. 18, б).
Классификация валов и осей:
1. По форме продольной геометрической оси:
1.1.прямые(продольная геометрическая ось – прямая линия), например, валы редукторов, валы коробок передач гусеничных и колёсных машин;
1.2. коленчатые(продольная геометрическая ось разделена на несколько отрезков, параллельных между собой смещённых друг относительно друга в радиальном направлении), например, коленвал двигателя внутреннего сгорания;
1.3. гибкие(продольная геометрическая ось является линией переменной кривизны, которая может меняться в процессе работы механизма или при монтажно-демонтажных мероприятиях), часто используются в приводе спидометра автомобилей.
2. По функциональному назначению:
2.1. валы передач, они несут на себе элементы, передающие вращающий момент (зубчатые или червячные колёса, шкивы, звёздочки, муфты и т.п.) и в большинстве своём снабжены концевыми частями, выступающими за габариты корпуса механизма;
2.2. трансмиссионные валы предназначены, как правило, для распределения мощности одного источника к нескольким потребителям;
2.3. коренные валы - валы, несущие на себе рабочие органы исполнительных механизмов (коренные валы станков, несущие на себе обрабатываемую деталь или инструмент называют шпинделями).
3. Прямые валы по форме исполнения и наружной поверхности:
3.1. гладкие валы имеют одинаковый диаметр по всей длине;
3.2. ступенчатые валы отличаются наличием участков отличающихся друг от друга диаметрами;
3.3. полыевалы снабжены сквозным или глухим отверстием, соосным наружной поверхности вала и простирающимся на большую часть длины вала;
3.4. шлицевые валы по внешней цилиндрической поверхности имеют продольные выступы – шлицы, равномерно расположенные по окружности и предназначенные для передачи моментной нагрузки от или к деталям, непосредственно участвующим в передаче вращающего момента;
3.5. валы, совмещённые с элементами, непосредственно участвующими в передаче вращающего момента (вал-шестерня, вал-червяк).
Основные и наиболее распространенные типы крепежных резьбовых соединений: болтовое (а), винтовое (б) и шпилечное (в). Детали этих соединений: болты, гайки, винты, шпильки и шайбы. Геометрические формы, размеры, варианты исполнения и технические требования на эти детали и их элементы регламентированы многочисленными стандартами. Наиболее дешевые и технологически просты болтовые соединения, так как они не требуют нарезания резьбы в соединяемых деталях. Соединения винтами и шпильками применяют в тех случаях, когда одна из соединяемых деталей имеет значительную толщину. Болтовые и шпилечные соединения используют тогда, когда в процессе эксплуатации соединяемые детали подвергаются многократной разборке и сборке. Детали резьбовых соединений делятся на детали общего назначения и специальные.
Болты общего назначения с шестигранной головкой бывают грубой, нормальной и повышенной точности трех исполнений: без отверстий, с отверстием в стержне и с отверстиями в головке.
Муфты применяют для соединения валов, являющихся продолжением или расположенных под углом, а также для передачи крутящего момента между валом и сидящими на нем деталями.
Назначение муфт:
- соединения двух валов, расположенных на одной геометрической оси или под углом друг к другу (управляемые и сцепные);
- соединения вала с зубчатым колесом, шкивом ременной передачи и другими деталями;
- компенсация несоосности валов, что вызвано неточностью изготовления или монтажа;
- включения и выключения одного из валов при постоянном вращении другого;
- предохранения узла или машины от перегрузки;
- уменьшения динамических нагрузок;
- обеспечения возможности одному из валов перемещаться вдоль оси.
Классификация муфт:
По принципу действия муфты:
механические (основные муфты в строительных машинах); электрические; гидравлические.
По конструкции:
-управляемые (сцепные, автоматические)
-неуправляемые (постоянно действующие)
По назначению:
- жесткие - для постоянного неразрывного соединения валов и выполняются неразъемными и разъемными.. Самый распространенный вид муфт. (втулочные, фланцевые, продольно-свёртные);
- компенсирующие - компенсируют смещение валов (крестовые, цепные, зубчатые, - шарнирные — угловое смещение до 45°, сцепные, кулачковые; самоустанавливающиеся)
- упругие - компенсируют динамические нагрузки. Основная часть этих муфт - упругий элемент, которые передает вращающий момент от одной полумуфты к другой (муфты с торообразной оболочкой, втулочно-пальцевые, муфты со "звездочкой".
- сцепные муфты - соединяют или разъединяют валы с деталями. Служат для быстрого соединения /разъединения валов при работающем двигателе. Применяются при строгой соосноссти валов. Они должны легко и быстро включаться при незначительной силе, а также иметь малый нагрев, и небольшую изнашиваемость при частых переключениях. (муфты кулачково-дисковые, кулачковые муфты, фрикционные муфты (асинхронные) служат для осуществления плавного соединение и разъединения нагруженных валов, которые могут вращаться с различными угловыми скоростями, центробежные).
Разъемные соединения допускают полную разборку узла на отдельные детали. Такие соединения выполняют на винтах, болтах, шпильках и т. п.
Неразъемным соединением обычно называют такое соединение двух или нескольких элементов в сборочную единицу, при котором разборка возможна только путем разрушения материалов или деталей, использованных для соединения. Неразъемные соединения выполняют пайкой, сваркой, клепкой, развальцовкой, запрессовкой, склеиванием и т. д.
Правила оказания первой помощи при переломах
Вы определили открытый перелом у пострадавшего, Вам необходимо:
В первую очередь необходимо обеспечить покой пострадавшему. Для этого нужно уложить пострадавшего на ровную поверхность, чтобы он мог лежать, не напрягаясь.
Внимание! При оказании первой помощи, вы ни в коем случае не должны вправлять в рану торчащие кости, не удалять обломки костей из раны. Если вы не обладаете достаточными знаниями и навыками, это может привести к еще большему повреждению кости и большей боли пострадавшего.
Далее следует наложить на открытую рану стерильную марлевую повязку или чистое полотенце, чистый лоскут такни, чистый носовой платок, в общем, всё, что будет под рукой.
Если у пострадавшего сильное кровотечение, то сначала его нужно остановить с помощью тугой повязки (то есть жгута). Здесь необходимо учитывать, что кровотечение может быть артериальным или венозным. При артериальном кровотечении кровь имеет ярко-алый цвет и изливается пульсирующим образом, толчками. Такое кровотечение можно остановить, если пережать артерию выше раны. Для этого вы понадобится жгут (перекручиваете носовой платок или берете ремень). Сильно перевязываете место выше раны, например, если сломан локоть, то необходимо наложить жгут на руку выше раны на 10-15 см.
Внимание! Держать жгут можно не более 1-1,5 часа, так как при его наложении, пережимаются все сосуды и нарушается поступление крови ко всем тканям. В результате может наступить омертвение тканей, поэтому через 1,5 часа вы должны ослабить жгут на 4-5 минут, чтобы возобновить поступление крови в ткани. При этом обязательно прижмите пальцами артерию (вену) в месте кровотечения. После вы должны снова затянуть жгут, немного выше (ниже) того места, где он был до этого. При наложении жгута вам необходимо записать на бумаге точное время и отдать пострадавшему, чтобы по приезду скорой помощи, врач знал время и при необходимости ослабил жгут.
При венозном кровотечении, кровь имеет темно-красный цвет и течет ровной струей, не пульсируя. В таком случае, повязку (то есть жгут) накладывают ниже раны, записывают время наложения повязки, и также ослабляют через 1-1,5 часа на 4-5 минут.
При оказании первой помощи также необходимо максимально обездвижить место перелома, осторожно, стараясь не причинить боли пострадавшему, наложить шину. Шина – это обобщенное название твердого предмета, который используется при фиксации перелома. В качестве шины можно взять деревянные, фанерные доски, палки, подойдут также любые подручные средства зонтики, ветки, портфели и т.д. Рассмотрим на примере, когда сломана нога. В качестве шины вы нашли две деревянные доски по длине ноги. Шину нужно накладывать на одежду, предварительно обложив ватой так, чтобы доски не соприкасались с поврежденной кожей и костями. Две доски обкладываете ватой, фиксируете между ними ногу, то есть «зажимаете» с двух сторон, затем обматываете бинтом, полотенцем, платком и т.д. Всё шина наложена. Теперь вы обеспечили пострадавшему покой и уменьшили боль.
Вызывайте скорую помощь, или самостоятельно везите пострадавшего в медпункт, там сделают рентгеновский снимок и, конечно, окажут всю необходимую помощь.
Если Вы определили, что у пострадавшего закрытый перелом, в оказание первой помощи входят те же действия, что и при открытом (1, 4, 5), за исключением наложения жгута. В случае перелома костей кисти, ключицы, для обеспечения покоя пострадавшего следует подвесить поврежденную руку на косынку, или плотно прибинтовать руку к телу.
Билет №6
Рабочее место столяра при обработке древесины вручную.
Основное оборудование и инструменты рабочего места столяра.
Ручной столярный инструмент, ударный, пилящий, режущий и т.д.
Техника безопасности при работе ручным дереворежущим инструментом.
Основным оборудованием рабочего места столяра при ручной обработке древесины служит столярный верстак.
Верстак состоит из подверстачья и крышки. Подверстачье обычно делают сосновое, а крышку изготовляют из твердой, хорошо просушенной древесины дуба, бука, березы, реже граба или ильма. Крышка верстака состоит из доски толщиной 60—80 мм, обвязанной брусками, переднего зажимного винта и задней зажимной коробки.
В крышке верстака, включая заднюю зажимную коробку, параллельно передней кромке устроены сквозные гнезда, в которые вставляются деревянные или металлические верстачные клинки или гребенки. Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.
При обработке материала в вертикальном положении его можно зажимать передним зажимным винтом или задней зажимной коробкой. При обработке досок в горизонтальном положении ʼʼна реброʼʼ их зажимают передним винтом.
В крышке верстака с нерабочей стороны устраивается лоток, или, как его часто называют, инструментальная доска, в котором во время работы держат мелкий инструмент.
При обработке длинных досок для поддержания свободного конца доски пользуются специальной подставкой. Подставка имеет высоту 90 см и состоит из вертикального бруска прямоугольного сечения, на одной стороне которого сделаны запилы (Зазубрины) с переставной седелкой.
На рабочем месте в непосредственной близости к верстаку должен находиться шкафчик для хранения инструментов, вспомогательных материалов, чертежей. Инструмент следует хранить в строго определенном порядке.
Рабочее место должно быть правильно организовано. Это поможет достичь высокой производительности труда.
Основные требования к организации рабочего места следующие.
1. На рабочем месте должно быть все только крайне важное для работы. 2. Площадь рабочего места должна быть такой, чтобы рабочий при нормальном процессе не делал лишних движений, но и не был стеснен в необходимых производственных движениях. 3. Каждый предмет должен иметь постоянное место. 4. Рабочее место должно быть благоустроено: обеспечено хорошей вентиляцией, достаточно освещено и отеплено.
Необходимая для работы площадь, помимо верстака, а также расположение на рабочем месте необходимых инструментов и приспособлений зависят в каждом отдельном случае от характера выполняемой работы.
Сегодня, когда заготовка деталей во многих столярных производствах почти полностью механизирована, а с повышением точности обработки значительно сокращаются подгоночные работы и большая часть операций по сборке изделий (к примеру в производстве столярно-строительных деталей) успешно выполняется механизированно, верстак применяется все реже.
При выполнении столярных работ применяются различные инструменты. Их подразделяют на основные и вспомогательные. К основным инструментам относятся пилы, рубанки, сверла, долота и др. К вспомогательным — молотки, киянки, клещи, кусачки, отвертки, напильники и др.
Молоток столярный должен быть призматической формы с ровной ударной поверхностью бойка. У столяра должно быть два-три молотка различного веса: 200, 400 и 600 ᴦ. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20 X 20 мм.
Ручки к молоткам делают из вязкой древесины кизила, березы, граба и др.
Киянка — деревянный молоток, применяемый для ударов по ручке долота или стамески. Головка киянки должна быть плоской или круглой (бочкообразной). Киянка изготовляется из вяза, карагача, граба или свилеватой березы. Бочкообразная киянка делается с наибольшим диаметром 120 мм, диаметром торцов 80 мм, высотой 180 мм, с ручкой длиной 390 мм.
Отвертка служит для завинчивания шурупов. Учитывая зависимость от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки должна быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.
Железка отвертки, вставленная в коловорот, значительно облегчает труд и позволяет работать более производительно.
Напильники применяют для зачистки деталей в местах, недоступных для других инструментов. Существуют напильники прямоугольные, треугольные, круглые и полукруглые. По крупности насечки напильники подразделяются на рашпили (рис. 2, г), личные (рис. 2, д) и бархатные. Самую крупную насечку в виде пирамидальных, расположенных в шахматном порядке зубчиков-резцов имеют рашпили. У личных и бархатных напильников насечка мелкая линейная однорядная и двухрядная.
Вспомогательный столярный инструмент: а — молоток, б —киянка, в — отвертка, г — рашпили, д — личные напильники, е — клещи, ж — кусачки
Столярный молоток: в отличие от обычного молотка имеет плоскую ударную сторону, но противоположная часть раздвоена в виде буквы V (гвоздодер).
Киянка: молоток, выполненный из дерева, для исключения повреждения поверхности детали при ударе по ней.
Добойник: металлический стержень конусной формы для утопления гвоздевой шляпки.
Топор: универсальный инструмент столяра, в котором обух используется как ударная часть, а заостренная кромка для рубки и обтесывания древесины.
Тесло: разновидность топора, применяемая для выдалбливания углублений.
Инструментарий для распиливания и разрезания.
Пилящий и резательный инструмент столяра используется для раскроя деревянных деталей по размеру и выпиливания различных форм. Основные его разновидности:
Пила: одноручная, двухручная, выкружная, ленточная, обушковая — для разного типа распила.
Лучковая пила: имеет натянутое режущее полотно для распила в обоих направлениях и под углом.
Ножовка по дереву: ручная пила с ручкой (укороченный вариант ножовки — наградка).
Лобзик: позволяет выпиливать разнообразные формы как снаружи заготовки, так и внутри нее.
Нож плотника: имеет несколько разновидностей, в т.ч. косой нож - для прорезания выемок в деревянном толще или разделывания шпона, его лезвие срезано с наклоном в 35-45º, а толщина полотна — 3,5-5 мм; мейсель — нож в виде стамески с двухсторонней заточкой под углом 20-35º, используемый при окончательной обработке деревянной заготовки; скальпель — тонкий острый нож.
Инструментарий для строгания.
Для подготовки поверхности необходимы:
Шерхебель: первичный этап черновой обработка для срезания больших неровностей — режущая часть ножа овального типа, закругленная радиусом 32-38 мм, выпуск ножа — до 3,5 мм.
Рубанок: с одинарным ножевым элементом — равнение поверхности после распила или воздействия шерхебелем (лезвие ножа прямое, шириной 30-42 мм, выпуск — до 1,4 мм); с двойным режущим элементом — для окончательного заглаживания поверхности.
Фуганок: для гладкой обработки и равнения больших площадей, имеет увеличенную длину (порядка 70 см); для строгания деталей небольшой протяженности используется полуфуганок с корпусом длиной до 50 см.
Специальные рубанки: зензубель — для отборки четвертей и фальцев; фальцгебель — для выборки четвертей — имеет подошву ступенчатого типа; калевка — для профилирования кромок; грунтубель — для выборки шпунта; цинубель — имеет нож с зазубренным лезвием для образования бороздок; штап — для обработки кромочных закруглений на кромках; шлифтик — разновидность рубанка с коротким корпусом для зачистки задиров и торцов.
Техника безопасности при работе ручным дереворежущим инструментом.
Ручной инструмент должен отвечать следующим требованиям: деревянные рукоятки должны быть изготовлены из древесины твердых и вязких пород, гладко обработаны и надежно закреплены;
Рабочая часть инструмента не должна иметь трещин, заусенцев и сколов.
Ручной инструмент должен осматриваться старшим электромехаником не реже одного раза в квартал, а также пользующимся инструментом работником непосредственно перед применением. Неисправный инструмент подлежит изъятию.
Слесарные молотки изготовляются из стали, рабочие концы молотков должны иметь твердость на 1/5длины с обоих концов.
Не допускается использование напильников, шаберов, отверток без рукояток и бандажных колец на них или с плохо закрепленными рукоятками.
Рукоятки лопат должны быть гладкими и прочно закрепляться в держателях.
Используемые при работе ломы и монтажки должны быть гладкими, без заусенцев, трещин и наклепов.
Зубила и бородки не должны иметь трещин, волосовин, сбитых и скошенных торцов. Затылочная часть инструментов должна быть гладкой, без трещин, заусенцев и наклепов. На рабочем конце не должно быть повреждений.
Размеры зева гаечных ключей должны соответствовать размерам гаек и головок болтов.
Ручки клещей и ручных ножниц должны быть гладкими, без вмятин, зазубрин и заусенцев. С внутренней стороны должен быть упор, предотвращающий сдавливание пальцев рук.
Тиски должны прочно крепиться к верстаку так, чтобы их губки находились на уровне локтя работающего. При необходимости устанавливаются деревянные трапы на всю длину рабочей зоны. Тиски должны надежно зажимать изделие.
Ручной слесарно-монтажный инструмент перед применением должен осматриваться с целью изъятия и ремонта неисправного.
Инструмент с изолирующими рукоятками (плоскогубцы, пассатижи, кусачки боковые и торцовые, отвертки) должны:
Иметь диэлектрические чехлы или покрытия без повреждений (расслоений, вздутий, трещин ) и плотно прилегать к рукояткам;
Храниться в закрытых помещениях, не касаясь отопительных батарей и защищенным от солнечных лучей, влаги, агрессивных веществ.
Испытания инструмента с изолирующими рукоятками должны проводиться в соответствии с требованиями Правил применения и испытания средств защиты, используемых в электроустановках, технические требования к
Билет №7
Пиление рамными пилами, ленточными, круглыми.
Виды пил их классификация, назначение, краткие характеристики.
Преимущества и недостатки при работе рамными, ленточными, круглыми пилами.
Оказание первой медицинской помощи пострадавшему при ожогах
Пиление рамными пилами, ленточными, круглыми.
Пиление является одним из наиболее распространенных способов механической обработки древесины резанием.
Пиление производится различными видами пил, представляющих многорезцовый режущий инструмент. Пила состоит из полотна и резцов, называемых зубьями.
Конструкция пил характеризуется профилем зуба и формой полотна, назначаемыми в зависимости от процесса пиления, породы и состояния распиливаемой древесины и станка, на котором они применяются.
Для распиловки лесоматериалов применяются следующие основные виды пил: рамные, круглые и ленточные.
Рамные пилы предназначены для механизмов резания с поступательно-возвратным движением, круглые с вращательным и ленточные с поступательным.
Для рамных пил, применяемых при продольной распиловке хвойных бревен, рекомендуются профили зубьевI — с ломаной и— с прямолинейной задней гранью (). При распиловке твердых пород рекомендуются несколько большие углы резания.
Круглые пилы для продольной распиловки имеют три профиля зубьев — с прямолинейной, — с ломаной и с выпуклой задней\гранью. Для поперечной распиловки зубья круглых пил рекомендуются тоже трех профилей. Боковые кромки зубьев этих пил имеют косую заточку, причем соседние зубья затачиваются в разные стороны. В круглых пилах передний угол у измеряется между передней гранью и радиусом, проведенным через вершину данного зуба. Задний угол а измеряется между задней гранью и касательной, проведенной через вершину данного зуба.
Для продольной распиловки зубья пилы имеют угол резания меньше 90°, для поперечной — равный 90° или больше. Поэтому передний угол у для поперечной распиловки равен нулю или отрицательной величине.
Ленточные пилы применяются для продольной распиловки бревен или брусьев на доски и толстых досок на более тонкие (делительные пилы), а также при столярных работах — для криволинейных пропилов
Зубья пилы в процессе внедрения в древесину срезают стружку и работают в прорезанной щели, называемой пропилом, боковые стенки которого называются стенками пропила. В результате упругой деформации древесины пила находится под воздействием давления боковых стенок пропила. Возникающие при работе пилы силы трения приводят к «заеданию» ее в пропиле, что требует увеличения мощности. Нагрев пилы приводит к удлинению и короблению полотна, в результате чего ухудшается качество распила.
Для устранения указанных явлений между пилой и боковыми стенками пропила создается зазор путем уширевия режущей части пилы разводом зубьев, расплющиванием кромки зубьев или применением пил с коническим сечением, утолщением у зубьев ( 319). При разводе зубья отгибаюхся поочередно влево и вправо на величину, в среднем равную для круглых пил 0,3— 0,5 мм, для рамных 0,7 мм на каждую сторону, но не йолее по
ловины толщины полотна пилы. При пилении мягких йород развод делают больше, чем при пилении твердых пород.
Стружка, образуемая режущим зубом при движении пилы, подвергается истиранию; измельчаясь, она превращается в опилки, которые до выхода режущего зуба из пропила размещаются в находящейся перед ним впадине.
Виды пил их классификация, назначение, краткие характеристики.
Весь дереворежущий инструмент подразделяется на ручной и станочный, а по способу крепления на станке – на насадной и хвостовой. По материалу, из которого выполнены лезвия, инструмент подразделяют на следующие виды: – стальной режущий инструмент – быстрорежущий инструмент; – твердосплавный режущий инструмент; – минералокерамический режущий инструмент; – алмазный инструмент, его лезвия выполнены из синтетических алмазов или поликристаллов кубического нитрида бора. По назначению весь инструмент (режущий, контрольно-измерительный, вспомогательный для закрепления режущего инструмента в станке) и приспособления поделен на десять групп: 0; 1; 2; ... 8, 9. Дереворежущий лезвийный инструмент помещен в третью группу и обозначается цифрой 3. Эта группа называется – инструмент для обработки резанием неметаллических материалов. Каждому типоразмеру инструмента присвоен индекс, первые две цифры которого указывают подгруппу инструмента, дальнейшие – его виды и разновидности, профили и размерные характеристики в соответствии с номерами технической документации на этот инструмент. Например, индексом 3420-0151 обозначена пила круглая, плоская типа А – для продольной распиловки древесины с параметрами 200×32×1,4×24 (диаметр × диаметр центрального отверстия × толщина диска × число зубьев). Для дереворежущего инструмента выделены следующие подгруппы: 30 – детали и узлы сборного инструмента; 31 – ножи и резцы; 32 – фрезерный инструмент; 33 – сверлильный, зенкерный, долбежный инструмент; 34 – пилы; 35 – зуборезный инструмент; 36 – резьбонарезной инструмент; 37 – резерв; 38 – ручной режущий инструмент; 39 – прочий инструмент. Абразивный режущий инструмент помещен в подгруппу 27. Применяемый для выполнения процесса резания станочный инструмент классифицируют на группы по видам обработки.
Независимо от степени ожога, пострадавший нуждается в помощи.
Доврачебная помощь при ожогах первой и второй степени, полученных от действия высоких температур заключается в охлаждении обожженной поверхности прохладной водой, лучше в ванной, но подойдет и струя воды.
Такую процедуру следует проводить 3-6 раз по 3-5 минут, пока не стихнет боль. После этого накладывают чистую повязку – марлю или бинт, при их отсутствии подойдет и обычная хлопчатобумажная. Если пострадавший жалуется на сильную боль можно дать любое обезболивающее – Ибупрофен, Анальгин.
При таких видах ожогах человек обычно не обращается к врачу. Через несколько часов боль утихает, повязку можно снять и при необходимости начать лечение специальными препаратами, например, мазью «Спасатель».
Категорически запрещается прокалывать пузыри, иначе можно занести инфекцию на раневую поверхность и лечить придётся сепсис (заражение крови). Не рекомендуется и нанесение масел, спирта, мыла, это может привести к более глубоким некротическим процессам и замедлит заживление раны.
Оказание доврачебной помощи при ожогах третей и четвёртой степени, полученных от действия высоких температур. Здесь человек получает серьезные ожоги обычно в экстремальной ситуации, поэтому до прибытия кареты скорой помощи успокойтесь сами и помните: от своевременности и правильности ваших действий зависит жизнь пострадавшего.
В первую очередь, нужно устранить повреждающий фактор. Горящую одежду быстро срываем или заливаем водой, засыпаем снегом, песком. Если одежда плотная, накиньте на пострадавшего плотную ткань (покрывало, пальто), но не усугубите ситуацию: не накидывайте ткань на голову, иначе человек задохнется, а как только пламя погаснет, немедленно снимите покрывало.
Билет №8
Режущий инструмент для обработки древесных материалов.
Станочный дереворежущий инструмент. Классификация, назначение, устройство.
Предъявляемые требования к дереворежущему инструменту.
Оказание первой медицинской помощи пострадавшему при порезах.
Инструмент для изменения размеров и формы деревянных заготовок и деталей посредством резания древесины со снятием стружки машинным (станочным) или ручным способом.
Дереворежущий инструмент характеризуется режущими элементами — углами резания формой режущих граней и лезвия. Кроме того, станочный дереворежущий инструмент имеет крепёжные части, которые входят в соприкосновение с соответствующими частями деревообрабатывающих станков и служат для координирования положения дереворежущего инструмента относительно обрабатываемой заготовки и передачи сил резания деталям и узлам в станках. Крепёжные части различных дереворежущих инструментов разнообразны, но все они должны обеспечивать безопасность работы и необходимую точность обработки.
Применяющийся в деревообрабатывающих производствах инструмент подразделяется на на пять подклассов.
1. Режущий станочный инструмент для механической обработки древесины резанием.
2. Режущий ручной инструмент для ручной обработки древесины резанием.
3. Вспомогательный инструмент, служащий для монтажа режущего инструмента в станок.
4. Рабочий инструмент для подготовки и заточки режущего инструмента.
5. Контрольно-измерительный инструмент по контролю операций, подготовке и заточке режущего инструмента.
Классификация режущего станочного инструмента является первоочередной задачей в разрешении проблемы стандартизации инструмента и правильной организации инструментального хозяйства деревообрабатывающих предприятий. К основным факторам, влияющим на конструкцию дереворежущего инструмента относятся: метод механической обработки древесины резанием, вид технологической операции, тип станка и др. Основным фактором является метод (характер) обработки древесины резанием, в зависимости от которого станочный дереворежущий инструмент делится на следующие группы.
Пилы — многорезцовый инструмент в виде полосы, ленты, диска с насеченными на одной из кромок режущими зубьями, применяемый для разделения древесины тонкими пропилами методом пиления.
Ножи — инструмент в виде пластины с прямолинейным или криволинейным лезвием, укрепляемый в специальные ножевые валы и суппорты; применяются для безопилочного разделения древесины и древесных материалов и обработки плоскостей методами строгания или фрезерования.
Фрезы — однорезцовый или многорезцовый инструмент в виде тела вращения, снабженного по поверхности вращения или его торцовым поверхностям режущими элементами; применяется для обработки фасонных и плоских поверхностей деталей, а также прямоугольных и фасонных пазов и шипов методом фрезерования.
Сверла — инструмент в виде стержня с цилиндрическим или винтовым телом, имеющим на торце режущие элементы; применяется для получения цилиндрических сквозных и несквозных отверстий в древесине методом сверления.
Зенкеры — режущий инструмент в виде фасонных тел, на торцовой и боковой поверхностях которого расположены режущие элементы; используется для частичной фасонной обработки высверленных отверстий.
Долота — режущий инструмент в виде цельного или полого со сверлом тела с режущими элементами на торце или многорезцовый инструмент с режущими элементами — зубьями, применяемый для выборки квадратных или прямоугольных продолговатых гнезд методами долбления или фрезерования.
Токарные резцы — инструменты в виде стержня, пластинки с фасонным и прямолинейным лезвием; применяются при резании древесины методом точения.
Шлифовальный инструмент — многорезцовый инструмент в виде абразивных зерен, укрепленных на основе (полотне, бумаге) или связанных между собой цементирующей связкой; применяется для получения поверхностей детали высокой гладкости методом шлифования.
Дальнейшее деление режущего инструмента на типы осуществляется по принципу уточнения формы его тела, режущих элементов и способа крепления, а виды и разновидности по сочетанию относительных признаков тела (корпуса) и режущих элементов, например, по их контуру или способу заточки. Указанные принципы классификации используются ниже при рассмотрении групп инструментов.
Требования предъявляемые к режущему инструменту
Надежность – это комплексное свойство, которое включает в себя безотказность, долговечность и ремонтопригодность.
Безотказность – свойство инструмента сохранять режущие способности в течение некоторого времени. Во время работы инструмента его лезвия непрерывно затупляются, и степень их затупления приближается к некоторому пределу, который и характеризует предел режущих способностей. Дальнейшая работа
инструментом вызывает перегрузку двигателей и узлов станка, а также приводит к появлению бракованных деталей.
Долговечность инструмента характеризуется степенью его износа.
Безопасность работы режущего инструмента по мере его затупления непрерывно понижается. При работе затупленным инструментом силы резания возрастают и опасность вырыва, выброса заготовки увеличивается. Таким образом, многие факторы, характеризующие режим резания и
конструкцию станка, зависят от режущего инструмента, его способности долгое время сохранять режущие свойства.
Требования, предъявляемые к дереворежущему инструменту.
Дереворежущий инструмент оптимальной конструкции должен удовлетворять следующим требованиям
Требования технологические:
– высокая производительность;
– высокое качество обработки деревянных поверхностей;
– требуемая точность обработки деталей;
– достаточная износостойкость инструмента.
Требования монтажа инструмента:
– простота и точность подготовки к работе;
– легкость и точность установки инструмента в станок.
Требования к технологии изготовления инструмента:
– простота и точность изготовления;
– исключение брака термической обработки (поводка инструмента,
трещин и т. д.).
Требования эксплуатационные:
– оптимальные линейные и угловые параметры;
– стабильность параметров при переточках;
– надежность в работе;
– эстетичный внешний вид;
– виброустойчивость;
– безопасность в работе;
– низкий уровень шума;
– длительный срок службы инструмента;
– низкая стоимость;
– соответствие требованиям действующих нормалей и стандартов.
Виды порезов В зависимости от предмета, который повредил кожный покров, в медицине принято разделять порезы на такие виды: Колотый порез. Чаще всего причиной такой травмы становится неосторожное обращение со швейной иглой. С виду безобидный предмет, но иногда он, проникнув очень глубоко, оставляет после себя серьезную травму. Резаный порез. Причина – неосторожное обращение с острыми предметами (стеклом, ножом, лезвием и т. д.). Рана с виду узкая, но длина может быть различной. Глубина пореза зависит от степени надавливания предмета на кожу. Порез с рваными краями. Серьезная травма, которую получают в результате падения на тупой предмет. Чаще всего это касается детей, которые, играя на улице, падают, при этом травмируют коленки и локти. Порез может быть комбинированным. Такую травму можно получить в результате падения, столкновения со стеклом. При этом раны будут различной степени тяжести.
Первая помощь при порезах должна быть оказана незамедлительно.
Промыть рану водой – первое, что нужно сделать. Лучше, если вода кипяченая, но в экстремальных условиях подойдет просто чистая. Залить порез перекисью водорода. Рану нужно хорошо осмотреть, чтобы оценить глубину повреждения. Также следует проверить, нет ли в ней застрявших инородных предметов (часто случается после травмирования стеклом). Промокнуть порез чистым бинтом или ватой, чтобы убрать влагу. Края раны обработать йодом, зеленкой, ни в коем случае не допуская, чтобы средство попадало на поврежденную ткань. Сверху сделать стерильную повязку. Иногда достаточно небольшого лейкопластыря (если травма незначительн
Билет №10
Подготовка к эксплуатации дереворежущих инструментов.
Направление резания древесины.
Параметры и угол заточки прямолинейных и фасонных ножей.
Оказание первой медицинской помощи при поражении электрическим током
Перед вводом в эксплуатацию любой дереворежущий инструмент необходимо подготовить:
Все части инструмента и станка, влияющие на ровность хода инструмента (посадочное отверстие, шпиндель, адаптер), должны проверяться и очищаться перед установкой. Только так может быть достигнута высокая точность хода инструмента.
При подготовке дереворежущего инструмента со сменными режущими частями нужно проверить затяжку крепежных гаек. Внимание: при закреплении сменных режущих частей использовать только предписанные производителем инструмента ключи.
Максимально допустимое число оборотов, указанное на инструменте, сравнить с максимальными оборотами станка. Ни в коем случае не превышать максимальное число оборотов указанное на инструменте. Рекомендуется использовать число оборотов ниже указанного на инструменте.
Проверить правильность направления вращения инструмента.
Проверить плотность закрепления инструмента и подачу на станке.
Использовать только плоско зашлифованные переходные кольца.
Во время использования дереворежущего инструмента необходимо регулярно производить чистку инструмента.
Регулярная чистка инструмента – это необходимое условие его эффективной работы. Инструмент должен периодически очищаться от смолы. Используйте для этого специальные чистящие средства, рекомендованные АКЕ. Загрязнение и засмаливание сокращают срок службы инструмента, повышают потребление электроэнергии станком и ведут к повышенному износу режущего инструмента.
Особенно важна регулярная очистка от смолы пил с тонкой шириной пропила. Небольшой выступ зуба способствует наслаиванию смолы, поэтому для обеспечения работы пил нужна регулярная чистка. В крайних случаях засмоление тонкостенных пил может привести к трещинам в корпусе пилы.
Для чистки инструмента с корпусом из алюминия нужно применять чистящие средства со значением ph от 4,5 до 8,0. Иначе алюминий подвергнется коррозии. Непременно ознакомьтесь с указаниями производителя инструмента.
Режущий инструмент следует вовремя затачивать. Признаками износа режущего инструмента являются:
затупление инструмента
сколы на режущей части инструмента
неудовлетворительное качество пиления
очень высокое потребление электроэнергии станком
Дисковые пилы с зубьями тоньше и/или короче 1 мм больше не пригодны к эксплуатации.
Заточка и восстановление режущего инструмента должны производиться только квалифицированными специалистами с применением оригинальных комплектующих частей. Квалифицированными являются техники, хорошо знающие требования к конструкции инструмента и правила безопасности при работе с режущим инструментом.
Ремонт и правка дисковых пил могут быть произведены только в соответствии с указаниями производителя. При этом нужно выполнять следующие условия:
не разрешается изменять конструкцию инструмента
правила безопасности должны быть соблюдены
технические допуски на точность правки должны быть соблюдены.
Направление резания древесины.
Древесина имеет характерное волокнистое строение, поэтому одним из важнейших параметров процесса резания является ориентация древесных волокон относительно направления резания. Различают три основных вида резания древесины: вдоль волокон, в торец и поперек волокон.
При резании вдоль волокон плоскость и направление резания параллельны волокнам древесины. Острый резец легко разрушает (или разделяет) волокна древесины, обработанная поверхность получается более качественной (менее шероховатой). Форма стружки зависит от толщины снимаемого слоя древесины. Толстая стружка надламывается по длине, а более тонкая образуется в виде непрерывной ленты.
При резании в торец плоскость и направление резания перпендикулярны к волокнам древесины. При этом стружка скалывается по слоям древесины и создается более шероховатая поверхность, чем при резании вдоль волокон древесины.
При резании поперек волокон плоскость резания перпендикулярна волокнам древесины. Стружка получается непрочной, обработанная поверхность — шероховатой. Указанные три вида резания приемлемы только для древесины прямослойного строения. Даже при небольшом наклоне волокон (свилеватости, косослое) происходит смешанное резание. Примером такого резания служит обработка древесины вращающимися резцами с помощью электрофицированных инструментов и на деревообрабатывающих станках.
По количеству одновременно режущих кромок резца резание древесины бывает открытое, полузакрытое и закрытое. Если образуется одна плоскость резания и стружка срезания со всей обрабатываемой поверхности, то такое резание нарывают открытым (строгание, фрезерование одновременно по всей поверхности). Когда при обработке древесины получается сразу две смежные поверхности, то резание считают полузакрытым (создание четверти). Если при обработке образуются одновременно три смежные поверхности, то такое резание называют закрытым (выборка паза). Сверление отверстия, выборку гнезда и пиление также относят к закрытому резанию.
Алгоритм заточки фуговальной ножевой головки таков. На специальном приспособлении (правиле) ножи в ножевой головке устанавливаются так, чтобы все их вершины (лезвия) располагались строго на одной окружности при вращении головки. Затем ножи закрепляются в теле головки специальными болтами. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа (затачиваемая задняя кромка) была строго параллельна плоскости шлифовального круга. Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, которая образуется, когда круг слегка касается затачиваемого инструмента по всей плоскости задней кромки. Если этого не происходит (то есть если нет искры), то в процессе заточки произойдет изменение угловых параметров режущего инструмента, что приведет либо к снижению стойкости ножа, либо к снижению качества получаемой поверхности (что свидетельствует о неправильных настройках станка).
Первая доврачебная помощь при поражении электрическим током Сильнее всего страдают головной мозг и сердце, наблюдается нарушение ритма, которое приводит к прекращению дыхания, поэтому важно начать оказание помощи при поражении электрическим током в первые минуты после происшествия. Действия человека, оказавшегося рядом с потерпевшим, зависят от степени состояния больного и сложности его повреждений, проводятся в следующем порядке: Если сознание присутствует – надо поместить на твердую поверхность, обеспечить покой, кожу вокруг ожогов смазать йодом 5% или марганцовкой, наложить чистую сухую повязку поверх ожогов. Нужно дать болеутоляющий препарат Анальгин или Аспирин, несколько (25-30) капель валерьянки, разведенной в воде. Если человек в обмороке, но пульс прощупывается в районе сонной артерии, то первая помощь при электротравме выполняется до приезда врачей. Нужно освободить от сдавливающей одежды, привести в сознание нашатырным спиртом, согреть. Во время потери сознания и клинической смерти нужно реанимировать, производя непрямой массаж сердца и искусственное дыхание рот в рот или рот в нос, если мышцы рта спазмированы. Непрямой массаж сердечной мышцы проводится попеременно с вдыханием воздуха. Голова запрокидывается назад, рот освобождается от инородных предметов. На губы кладут индивидуальную насадку для проведения процедуры, нос зажимают и делают 5 сильных вдохов. Затем проводят 10 толчков прямыми, положенными друг на друга руками в области солнечного сплетения.
Билет №9
Классификация и назначение дереворежущего инструмента для пиления. строгания, фрезерования, сверления, долбления, точения, шлифования.
Требования к дереворежущему инструменту
Подготовка к эксплуатации дереворежущих инструментов.
Общие правила Т.Б. при работе на деревообрабатывающих станках.
Каждому типоразмеру инструмента присвоен индекс, первые две цифры которого указывают подгруппу инструмента, дальнейшие – его виды и разновидности, профили и размерные характеристики в соответствии с номерами технической документации на этот инструмент. Например, индексом 3420-0151 обозначена пила круглая, плоская типа А – для продольной распиловки древесины с параметрами 200×32×1,4×24 (диаметр × диаметр центрального отверстия × толщина диска × число зубьев). Для дереворежущего инструмента выделены следующие подгруппы: 30 – детали и узлы сборного инструмента; 31 – ножи и резцы; 32 – фрезерный инструмент; 33 – сверлильный, зенкерный, долбежный инструмент; 34 – пилы; 35 – зуборезный инструмент; 36 – резьбонарезной инструмент; 37 – резерв; 38 – ручной режущий инструмент; 39 – прочий инструмент. Абразивный режущий инструмент помещен в подгруппу 27. Применяемый для выполнения процесса резания станочный инструмент классифицируют на группы по видам обработки.
ГОСТ Р 52401-2005. Инструмент дереворежущий насадной для станков с ручной подачей. Общие требования безопасности Настоящий стандарт распространяется на дереворежущий насадной инструмент, применяемый на станках с ручной подачей:
- пилы и фрезы цельные из инструментальной стали;
- пилы и фрезы с напайными пластинами из твердого сплава или быстрорежущей стали;
- сборные фрезы со сменными режущими элементами;
- составные фрезы, состоящие из двух и более фрез. Если посмотреть на режущую кромку инструмента в лупу, то мы увидим, что она округлая и чем больше округление, тем тупее лезвие. Чтобы сделать кромку острой, необходима заточка, которую выполняют на заточных станках. Заточный станок состоит из заточного (абразивного) круга и привода. Привод может быть ручным или от электрического двигателя. При заточке всех режущих инструментов есть одна особенность: режущая кромка располагается впереди затачиваемой поверхности, чтобы она «обувалась» набегающим потоком воздуха и не перегревалась. Затачиваемый инструмент надежно прижимается к упору, и его лезвие плавно подводится к кругу. О том, что режущая кромка заточилась, сигнализирует образование искр на передней поверхности лезвия. Контролировать правильность заточки и величину угла заострения лезвия можно по шаблону или угломером. На заточенном лезвии образуются заусенцы. Их снимают путем доводки на мелкозернистом бруске. Острую режущую кромку правят на оселке (более мелкозернистый брусок).Заточка пил напильником. Перед заточкой пилы прифуговывают Прифуговка - выравнивание по одной линии вершинок зубьев. Заточку зубьев поперечных пил производят косой боковой заточкой под углом Piтрехгранным личным напильником. Развод должен быть в 1,5-2 раза больше толщины пилы. Контролируется шаблоном. Перекос устраняют ударами молотка с боков ножа. У ножей со стружколомателями расстояние от режущей кромки ножа до кромки стружколомателя 1-4 мм.
Подготовка к эксплуатации дереворежущих инструментов. Перед вводом в эксплуатацию любой дереворежущий инструмент необходимо подготовить:
Все части инструмента и станка, влияющие на ровность хода инструмента (посадочное отверстие, шпиндель, адаптер), должны проверяться и очищаться перед установкой. Только так может быть достигнута высокая точность хода инструмента.
При подготовке дереворежущего инструмента со сменными режущими частями нужно проверить затяжку крепежных гаек. Внимание: при закреплении сменных режущих частей использовать только предписанные производителем инструмента ключи.
Максимально допустимое число оборотов, указанное на инструменте, сравнить с максимальными оборотами станка. Ни в коем случае не превышать максимальное число оборотов указанное на инструменте. Рекомендуется использовать число оборотов ниже указанного на инструменте.
Проверить правильность направления вращения инструмента.
Проверить плотность закрепления инструмента и подачу на станке.
Использовать только плоско зашлифованные переходные кольца.
Во время использования дереворежущего инструмента необходимо регулярно производить чистку инструмента.
Регулярная чистка инструмента – это необходимое условие его эффективной работы. Инструмент должен периодически очищаться от смолы. Используйте для этого специальные чистящие средства, рекомендованные АКЕ. Загрязнение и засмаливание сокращают срок службы инструмента, повышают потребление электроэнергии станком и ведут к повышенному износу режущего инструмента.
Особенно важна регулярная очистка от смолы пил с тонкой шириной пропила. Небольшой выступ зуба способствует наслаиванию смолы, поэтому для обеспечения работы пил нужна регулярная чистка. В крайних случаях засмоление тонкостенных пил может привести к трещинам в корпусе пилы.
Для чистки инструмента с корпусом из алюминия нужно применять чистящие средства со значением ph от 4,5 до 8,0. Иначе алюминий подвергнется коррозии. Непременно ознакомьтесь с указаниями производителя инструмента.
Износ режущего инструмента
Режущий инструмент следует вовремя затачивать. Признаками износа режущего инструмента являются:
затупление инструмента сколы на режущей части инструмента неудовлетворительное качество пиления очень высокое потребление электроэнергии станком
Дисковые пилы с зубьями тоньше и/или короче 1 мм больше не пригодны к эксплуатации.
Заточка и восстановление режущего инструмента должны производиться только квалифицированными специалистами с применением оригинальных комплектующих частей. Квалифицированными являются техники, хорошо знающие требования к конструкции инструмента и правила безопасности при работе с режущим инструментом.
Ремонт и правка дисковых пил могут быть произведены только в соответствии с указаниями производителя. При этом нужно выполнять следующие условия:
не разрешается изменять конструкцию инструмента
правила безопасности должны быть соблюдены
технические допуски на точность правки должны быть соблюдены
Правила по технике безопасности при работе на деревообрабатывающих станках.
Основные правила по технике безопасности при работе на деревообрабатывающих станках сводятся к следующим положениям.
Каждый станок должен быть оборудован хорошо и безотказно действующими ограждениями, Обязательно ограждаются: режущие инструменты, все движущиеся части, механизмы подачи, ременные, зубчатые и цепные передачи и т. п. Во избежание обратного выброса заготовки, срезков, или отходов станки должны иметь противо выбрасывающие устройства, расклинивающие ножи, колпаки, щитки, эксгаустерные воронки. Необходимо, дабы ограждения не затрудняли подачу заготовки или работу на станке и его обслуживание. В настоящее время устанавливают также ограждения из прозрачных материалов (плексиглас).
Все рабочие шпиндели по возможности должны быть оборудованы приспособлениями для быстрой остановки их апосля выключения. Торможение осуществляется механическим или электрическим путем.
Дереворежущий инструмент должен быть хорошо подготовлен, заточен и отбалансирован; в инструменте не допускаются трещины. Посадочное отверстие должно соответствовать валу рабочего шпинделя, а инструмент хорошо закреплен. Особенно тщательно следует проверять прочность крепления (пропайки) пластинок из твердого сплава. Патроны для крепления инструмента должны быть гладкими и иметь обтекаемую форму.
Перед началом работы на станке необходимо хорошо подготовить рабочее место, определить расположение заготовок и изделий, направление их движения и место уборки отходов. Захламление рабочего места или наличие скользких мест, а также нагромождение материалов около станка, которые могут обвалиться на рабочего, не допускаются. Во время работы, например на торцовочном станке, станочник не должен стоять в плоскости вращения пилы.
Перед пуском станка необходимо проверить его состояние, наличие ограждений и убедиться в том, что около режущего инструмента или движущихся частей станка не оставлены посторонние предметы, которые могут вылететь или вызвать аварию. Около станка или его приводных частей (например, в нижнем этаже или приямке) не должно быть посторонних лиц. Для предупреждения окружающих о пуске станка используют звуковую или световую сигнализацию. Если при пуске станка появится ненормальный стук или шум, нужно немедленно остановить станок и сообщить об этом мастеру.
Работа на станке должна производиться строго по инструкции. Особенно важно правильно закрепить заготовку и обеспечить правильную подачу ее или инструмента. На станке можно обрабатывать токмо такие заготовки или бревна, которые соответствуют параметрам станка. При появлении необычных стуков или поломке, а также при обнаружении других ненормальностей в работе механизмов следует немедленно остановить станок и сообщить об этом мастеру.
Станочник обязан выполнять все правила по уходу за станком, бережно относиться к станку и режущему инструменту, содержать их в чистоте. Запрещается на ходу снимать и надевать ремни и цепи, производить исправления, снимать ограждения, вытаскивать застрявшие, например, в пилах обрезки древесины, смазывать движущиеся части станка и т. п. Нельзя оставлять работающий станок без присмотра.
Утомляемость станочника, вызванная неправильной организацией труда и рабочего места или отсутствием необходимой механизации трудоемких операций, может повлечь за собой травматизм рабочего. Посему необходимо заранее принимать необходимые меры для устранения указанных недостатков и предупреждения травматизма.
Освещенность и вентиляция. В целях создания соответствующих условий для работы на станках, снижения утомляемости рабочих и повышения безопасности работы необходимо обеспечивать на рабочих участках естественное (через окна, фонари) или искусственное (лампы общего и местного освещения) освещение согласно существующим нормам освещенности. Уборка опилок, стружки и пыли от станков и рабочих мест должна производиться эксгаустерными установками. В помещениях следует обеспечить непрерывный воздухообмен с помощью вентиляционных установок.
Билет №19
Назначение и устройство круглопильного станка поперечного пиления.
Режущий инструмент для круглопильных станков поперечного пиления.
Классификация, модели круглопильных станков поперечного пиления.
Техника безопасности при работе на круглопильных станках.
Все станки для поперечного раскроя называются торцовочными. К торцовочным станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные. Принцип действия Принцип действия торцовочного станка заключается в делении заготовки из древесины дисковой пилой, перпендикулярной ее волокнам и формирование торца деталей. Строго говоря, плоскость резания может располагаться и не под прямым углом к волокнам. Торцовочные станки используют в двух случаях: для формообразования торца детали и при вырезке дефектных мест. Заготовка последовательно проходит несколько этапов. Первоначально ее перемещают до достижения требуемого положения относительно инструмента. Затем происходит фиксация и собственно пиление. И только после отвода прижимов полученные детали извлекают из зоны обработки.
ЦПА-40 Станок торцовочный круглопильный с прямолинейным движением суппорта. Назначение, область применения Станок круглопильный торцовочный с прямолинейным движением суппорта модели ЦПА-40 предназначен для поперечной распиловки досок, брусьев и щитов, а также может быть использован для вырезки пазов. Станок является оборудованием общего назначения для деревообрабатывающих производств. На станке установлены два электродвигателя: - Электродвигатель привода пильного диска 3,2 кВт - Электродвигатель привода насоса гидростанции 2,2 кВт Суппорт опирается на подшипники качения и, в начале работы, может вручную подниматься и опускаться посредством маховичка и зубчатой передачи. После подъема или опускания суппорт фиксируется на определенной высоте. В течении работы посредством гидропривода суппорт совершает возвратно-поступательные движения. В головной части суппорта крепится электродвигатель с режущим диском на валу. Перечень составных частей торцовочного станка ЦПА-40:
Педаль управления подачей суппорта
Маховичок подъема и опускания суппорта
Зажим суппорта по высоте
Валики транспортные
Защита пильного диска
Дисковая пила
Вал пильного диска
Упорная планка
Суппорт
Гидроцилиндр подачи суппорта
Опорный корпус суппорта
Станина станка
Электродвигатель - привод насоса гидростанции
Устройство и описание составных частей станка Станок торцовочный модели ЦПА-40 прост по устройству и надежный в эксплуатации при условии выполнения всех требований, изложенных в настоящем руководстве. На станине — полой чугунной отливке, являющейся одновременно масляным резервуаром, смонтирован опорный корпус суппорта. Корпус совместно с суппортом, при надобности, может подниматься и поворачиваться на определенную величину. Суппорт опирается на подшипники качения и посредством гидропривода совершает возвратно-поступательные движения. В головной части суппорта крепится электродвигатель с режущим инструментом на валу. Управляется станок дистанционно, посредством педали
ХАРАКТЕРИСТИКИ ЦПА-40:
Наибольшая ширина обрабатываемой заготовки, мм 400 Наибольшая высота пропила, мм 100 Диаметр дисковой пилы, мм 400 Угловая скорость пильного вала, рад/сек 303,5 Наибольшая высота подъема суппорта пилы, мм 100 Наибольшая скорость движения суппорта, м/сек 0,55 Расчетное рабочее давление в гидросистеме, н/м2 1,47 * 103 Время торможения пилы, с, не более 6 Напряжение питания, В 380 Количество электродвигателей на станке, шт. 2 Электродвигатель пилы, кВт 3,2 Электродвигатель гидронасоса, кВт 2,2 Габариты станка, мм 2300 х 790 х 1450 Масса станка, кг 550
Круглопильные станки для поперечного раскроя древесины
Для поперечного раскроя досок применяются круглопильные станки с подъемом пилы или параллельным ее перемещением. В первом случае пила расположена под столом станка и при распиливании поднимается вверх на материал. Во втором случае пила расположена под столом станка и перемещается параллельно ему, надвигаясь на доску с кромки.
Педальный станок: 1 — станина, 2 — электродвигатель, 3 — ведущий шкив, 4 — ведомый шкив, 5 — качающаяся рама, 6 — пильный вал, 7 — педаль для подъема пильного диска
Педальный станок с нижним расположением пилы приводится в действие электродвигателем через ременную передачу. Пильный вал станка установлен на качающейся раме. Пилу надвигают на материал снизу нажатием ноги на педаль. Педальные станки удобны тем, что во время работы руки станочника не заняты. Раскрой производится только по ограничителям (упорам), так как диск подводится снизу. На рис. 2, а, б, в показаны ограничители различных типов, применяемые в настоящее время.
а) с перемещением пильного суппорта по прямолинейным направляющим, расположенным параллельно поверхности стола б) шарнирного типа с перемещением пилы по дуге окружности
Станки с перемещением пильного суппорта по жестким направляющим, расположенным параллельно столу, обеспечивают высокую точность прямолинейности распила и обычно изготовляются как с надвиганием пилы вручную, так и с механизированным ее перемещением.
Скорость перемещения пилы может плавно изменяться в пределах от 1,5 до 48 м/мин, скорость возврата пилы в исходное положение постоянная и составляет 45 м/мин.
Наряду с внедрением в производство круглопильных станков новейшего типа в практике все еще имеет место применение маятниковых пил.
Маятниковый станок. На станке ЦМЭ-2 пильный суппорт надвигается на материал вручную, а на станке ЦМЭ-3 — пневматическим гидроцилиндром. Станок ЦМЭ-ЗА оснащен впереди станочным не приводным и позади станочным приводным роликовыми конвейерами для перемещения распиливаемых материалов. Маятниковая пила ЦМЭ состоит из рамы, подвешенной к потолочным подвескам, в нижней части которой расположен электродвигатель. На конце вала электродвигателя насажен пильный диск. Одна из подвесок станка имеет компенсатор с противовесом, благодаря чему рама в нерабочем положении отклонена назад от вертикальной оси на угол 10°. Резание происходит при надвигании пилы за рукоятку на распиливаемый материал. По окончании распиливания рама маятникового станка под действием противовеса сама отклоняется в исходное положение.
Рабочий стол оборудован специальными упорами, которые устанавливают в соответствии с требуемой длиной детали.
При работе на маятниковой пиле следует:
1) не допускать выхода пильного диска за край стола; его движения в эту сторону должны ограничиваться специальным устройством;
2) пильный диск должен быть защищен сплошным или решетчатым кожухом с таким расчетом, чтобы в нерабочем положении были закрыты все зубья пилы, а в рабочем—открывались лишь те, которые участвуют в распиливании;
3) стол маятникового станка должен быть оборудован легко вращающимися роликами;
4) соблюдать окружную скорость зубьев пилы не менее 50 м/сек;
5) щель для пильного диска в столе должна быть не шире 10 мм;
6) рабочее место станочника должно быть смещено в сторону от плоскости пилы на 300—400 мм.
Опасности в работе
1. Ранение при работе без ограждения. 2. Ранение при выбрасывании пиломатериала при работе без расклинивающего ножа. 3. Ранение при работе без специального толкателя. 4. Ранение осколками при обработке косослойного и имеющего сучки пиломатериала. 5. Ранение рук при отпиливании мелких частиц без отводного клина. 6. Ранение рук при вынимании осколков на ходу станка. До начала работы 1. Правильно наденьте спецодежду (застегните обшлага на пуговицы; спрячьте волосы под берет, косынку, завязанную без свисающих концов). 2. Уберите все лишнее с рабочего места и не загромождайте его пиломатериалами. 3. Проверьте, чтобы рабочая часть диска пилы была снабжена защитным колпаком, а часть диска, расположенная под столом станка, ограждена специальными приспособлениями — щитами.
4. На комбинированном станке следите за тем, чтобы часть ножевого вала была прочно закрыта специальным ограждением. Не работайте одновременно на циркульной и фуговальной частях станка 5. Испытайте правильность работы станка на холостом ходу путем включения и выключения кнопок пусковой коробки. 6. Проверьте подготовленную для распиловки древесину на отсутствие в ней гвоздей, не подлежащих распилу сучков и т. п. 7. Перед самым началом работы наденьте защитные очки.
Во время работы 1. При распиловке пиломатериала по длине следите, чтобы сзади пилы был расклинивающий нож, а при поперечной — отводящий клин. 2. Заготовку подавайте к пиле плавно, без рывков. Надежно удерживайте и продвигайте ее вперед без перекашивания. 3. Распиловку заготовок с длиной, превышающей длину рабочего стола, производите только после установки впереди и позади стола прочных опор в виде козел с роликами. 4. Следите за тем, чтобы в месте подвода древесины зубья при вращении диска пилы были направлены сверху вниз. 5. Пользуйтесь для продвижения древесины при продольной и поперечной ее распиловке толкателем. 6. Не подавайте материал на пилу животом, стойте сбоку движения пиломатериала. 7. Не вынимайте и не сметайте осколки на ходу станка. 8. При обнаружении стука или каких-либо перебоев в работе пилы немедленно остановите ее. 9. Отлучаясь от станка, отключите его и дождитесь полной остановки. 10. Не останавливайте и не тормозите выключенную, но еще продолжающую вращаться пилу. После окончания работы 1. Остановите работу станка. 2. После прекращения вращения пильного диска уберите и приведите в порядок рабочее место и пилу. 3. Приведите в порядок себя и спецодежду.
Билет №16
Назначение и устройство продольного строгального (фуговального) станка.
Режущий инструмент для продольного строгания (фугования).
Техническая характеристика станка СФ – 4. Приемы работы на станке.
Техника безопасности при работе на строгальном (фуговальном) станке.
Фуговальные станки
Назначение: строгание (фугование) поверхностей щитов, досок и брусков по плоскости, а также узких граней (кромок) под прямым или иным заданным углом к широкой грани.
Рис. 1. Фуговальный станок СФ6-3: 1 -- электродвигатель, 2 -- задняя плита рабочего стола, 3 -- направляющая линейка, 4-- рукоятка указателя высоты передней плиты, 5 -- веерное ограждение, 6 -- передняя плита рабочего стола. 7-- пусковое устройство, 8 -- ножевой вал, 9 – станина Устройство: Фуговальный станок состоит из станины, двух чугунных плит, образующих рабочий стол, ножевого вала (ножевой головки), строгальных ножей и привода. Передняя (первая по ходу материала) плита станка служит для направления материала до строгания, а задняя -- для направления материала в процессе строгания. Переднюю плиту устанавливают ниже задней на 1,5--2 мм, т. е. на толщину снимаемой стружки. Каждая плита стола может быть установлена на требуемую высоту. Регулирование передней плиты по высоте производится рукояткой, на которой имеются отметки высоты. Заднюю плиту регулируют винтом с гайками. Между плитами расположен ножевой вал 8. Режущие кромки укрепленных на нем ножей находятся на одном уровне с поверхностью задней плиты. На концах плит, обращенных к ножевому валу, прикреплены заподлицо с их поверхностью стальные накладки-губки, предназначенные для защиты плит от истирания и отколов, а также для уменьшения зазора между ножами и плитами и подпора волокон при срезании стружки. Ножевой вал приводится в движение от электродвигателя через клиновую ременную передачу. Ножевой вал закрыт сверху веерным ограждением.
Станок оборудован съемной направляющей линейкой, которая может быть перемещена поперек стола, установлена под требуемым углом или откинута вверх.
Кроме того, на станке имеется тормозное устройство для быстрого торможения ножевого вала после выключения электродвигателя.
Обычно на фуговальном станке выполняют три вида работ: фугование пласти, фугование пласти и одной кромки, фугование пласти и двух кромок. Кроме того, можно производить снятие провесов на щитах и рамках с одновременной выверкой плоскости, обстрагивание ящиков в размер, фугование кромок фанеры и др. Перед фугованием деталь надо класть вогнутой стороной вниз для большей ее устойчивости. Подача на фуговальных станках в большинстве случаев осуществляется вручную. При этом узкие детали строгают одновременно по нескольку штук. Фугование кромок тонких делянок производят пачками. При работе на станке с конвейерной подачей детали подают торец в торец.
Основным дефектом строгания на фуговальном станке является непрямолинейность строганой поверхности в результате слабого или неравномерного нажима на обрабатываемую деталь. Кроме того, часто наблюдаются дефекты в виде выступов глубиной до 1 -1,5 мм, задиров (при обработке против слоя). В этих случаях появляется необходимость последующей выборочной зачистки, которую производят на фуговальных станках «лилипутах». Обрабатываемые детали следует располагать около станка так, чтобы станочнику не приходилось делать лишних движений. Техника безопасности при работе на фуговальных станках Работа на фуговальном станке. Методические рекомендации. Работать на станке разрешается только после изучения его назначения, устройства, наладки и правил техники безопасности. Работать на станке опасно, поэтому необходимо особенно тщательно проверить его техническое состояние, обратив внимание на крепление ножей.
Работают на фуговальном станке так. Вогнутой стороной заготовку кладут на переднюю плиту и продвигают на ножевой вал. Как только передний конец заготовки пройдет ножевой вал и попадет на заднюю плиту стола, необходимо левой рукой за ножевым валом прижимать заготовку плотно к началу задней плиты стола, а правой продолжать производить подачу. Левая рука должна оставаться все время в одном месте. После первого прохода обработанную поверхность заготовки осматривают и, если она вся прострогана, строгание этой стороны заготовки заканчивают. Если остались необработанные места, делают второй проход. Техника безопасности при работе на фуговальных станках 1. Расстояние между краями накладок рабочего стола и поверхностью, которую описывают лезвия ножей, должно быть не больше 3 мм. 2. Рабочая часть щели должна быть закрыта автоматически-действующим ограждением, позволяющим выполнять на станке все работы и открывающим ножевую щель лишь на ширину обрабатываемой детали. Неработающая часть щели за направляющей линейкой должна быть полностью закрыта при всех положениях направляющей линейки. 3. При строгании деталей короче 400 мм, уже 50 мм и тоньше 30 мм при ручной подаче материала следует применять колодки-толкатели. 4. Применение ножевых валов квадратной формы и накладок для придания квадратным валам цилиндрической формы запрещается. 5. Выпускать ножи из вала допускается не более чем на 3 мм. 6. Поверхность задней плиты должна совпадать с режущей кромкой ножей. 7. Фасонное строгание и выборка четвертей на фуговальном станке воспрещаются.
Технические характеристики СФ – 4. Станок обладает хорошими эксплуатационными качествами. Помимо надежной конструкции, он характеризуется приемлемыми параметрами обработки деревянных заготовок. С ними можно ознакомиться, изучив технический паспорт оборудования. Габариты станка составляют 256,4*138,5*125 см. При этом его масса в сборе не превышает 705 кг. При планировании установки нужно учитывать, что помимо свободного пространства для подачи заготовок нередко предусматривают подключение агрегата к стружко пылесосу. Это потребует дополнительного рабочего пространства. Для создания оптимальной производственной схемы необходимо ознакомиться с основными характеристиками деревообрабатывающего станка этой серии:максимальная ширина обрабатываемой заготовки – до 40 см;
глубина фугования может достигать 6 мм;
габариты рабочих столов. Переднего – 150,4*41,2 см, заднего – 100,4*41,2 см;
скорость резания составляет 34 м/с;
минимальная длина заготовки — 40 см;
допустимая высота подъема столов. Переднего – 6 мм, заднего – 2 мм;
диаметр ножевого вала – 12,5 см;
количество ножей может составлять 2 или 4 шт.;
число оборотов электродвигателя не регулируется и равно 5100 об/мин;
время окончательной остановки рабочего вала – 6 секунд.
Т Б Фуговальные станки.
При работе на фуговальном станке возможно воздействие на работающих следующих опасных и вредных производственных факторов:
- травмирование рук при работе без колодок и толкателей;
- работа без защитного ограждения приводных ремней;
- работа с неправильно установленными ножами;
- неисправности электрооборудования станка и заземления его корпуса.
При работе на фуговальном станке необходимо пользоваться защитными очками. До начала работы на фуговальных станках необходимо проверить крепление ножей на ножевом валу и остроту их заточки. Ножевой вал на фуговальных станках должен иметь веерное ограждение, открывающееся лишь при проходе заготовки и автоматически закрываться после её обработки. При обработке коротких и узких заготовок для подачи необходимо применять специальное приспособление - толкатель.
Перед началом работы необходимо:
- Проверить отсутствие на рабочем месте посторонних предметов.
- При работе на комбинированном станке циркулярная пила должна быть надежно закрыта защитным кожухом.
- Проверить правильность установки ножей, надежность их крепления, а также наличие соединения заземления с корпусом станка.
- Проверить исправную работу станка на холостом ходу.
Во время работы необходимо:
- Включить вытяжную вентиляцию и местные отсосы древесной пыли, надеть рукавицы и защитные очки.
- При ручной подаче заготовки пользоваться наводящими колодками или толкателями.
- Не прижимать заготовку рукой, а использовать для этого прижимное приспособление.
- При обработке заготовки с длиной, превышающей длину рабочего стола станка, пользоваться подставками в виде козел с роликами.
- Не удалять стружку при работающем станке.
- Материалы и детали складывать аккуратно в определенном месте так, чтобы они не мешали работе.
- При работе на комбинированном станке запрещается одновременно работать на фуговальной и циркульной частях станка.
- Не останавливать и не тормозить рукой выключенный, но еще продолжающий вращаться ножевой вал.
- Не оставлять работающий станок без присмотра.
В аварийных ситуациях необходимо:
- При возникновении неисправности в работе станка, повышенной вибрации ножевого вала, а также при неисправности заземления корпуса станка, прекратить работу, отвести пиломатериал от ножевого вала и выключить станок. Работу продолжать только после устранения неисправности.
По окончании работы необходимо:
- Выключить станок и после остановки вращения ножевого вала удалить с него стружку с помощью щетки. Не сдувать стружку ртом и не сметать ее рукой.
- Провести влажную уборку помещения мастерской, выключить вытяжную вентиляцию и местные отсосы древесной пыли.
Билет №25
Назначение и устройство ленточнопильного станка ЛС80 – 6.
Режущий инструмент для ленточнопильных станков.
Техническая характеристика ленточнопильного станка ЛС80 – 6.
Техника безопасности при работе на ленточнопильных станках.
В зависимости от назначения ленточнопильные станки делятся на бревнопильные, делительные (ребровые) и столярные. Бревнопильные станки служат для распиловки бревен, делительные для деления горбылей, брусьев и досок на более тонкие и узкие пиломатериалы, а столярные станки используются для выпиливания криволинейных деталей. По числу ленточных пил они могут быть однопильные, двухпильные (рис. 64, в) и многопильные, а по расположению шкивов и пил – вертикальные (рис. 64, а, б, в) и горизонтальные (рис. 64, г, д).
В ленточнопильных станках в качестве режущего инструмента применяются бесконечные тонкие пильные полотна, надетые на вращающиеся шкивы, один из которых приводной. Преимущество ленточнопильных станков по сравнению с лесопильными рамами состоит в непрерывном движении пиления, высокой его скорости и отсутствии динамических нагрузок, а по сравнению с круглопильными станками – в меньшей толщине полотна пилы. Ленточнопильные станки имеют два основных механизма: пиления и надвигания.
Для раскроя материалов на заготовки криволинейной формы, а также прямолинейного раскроя досок ценных пород на тонкие заготовки применяют столярные ленточнопильные станки ЛС80-3, ЛС80-6, ЛС40. Ленточнопильный столярный станок ЛС80-6 (рис. 53) применяют в цехах мебельных предприятий для криволинейного и прямолинейного пиления. Его электродвигатель вмонтирован в нижнюю часть станины и связан клиноременной передачей с нижним (ведущим) шкивом. Верхний (ведомый) шкив закреплен в верхней части станины. Рабочий стол можно устанавливать под различными углами (до 45°) к направлению пиления, что дает возможность проводить пиление под любым углом к поверхности детали. Перемещение стола и крепление его в нужном положении осуществляют специальным винтом. Спаянную пильную ленту надевают на оба шкива (ведущий и ведомый) и натягивают маховичком, размещенным на суппорте верхнего шкива, который является натяжным. Ободы пильных шкивов покрыты эластичным бандажом, не допускающим спадания пильной ленты со шкивов. Для предупреждения смещения пильной ленты со шкивов во всех ленточнопильных станках предусмотрены направляющие устройства (рис. 54,55). Одно из таких устройств устанавливают под столом немного ниже его плоскости при выходе полотна из прореЗи стола, а другое на 10... 15 мм выше распиливаемого материала. Ленточная пила упирается тыльной стороной в ролики, что предупреждает смещение ее даже при значительных усилиях подачи материала. Станок ЛС40 аналогичен по конструкции и назначению станку ЛС80-6, но меньше по размерам и массе, незначительно изменены некоторые его узлы. На рис. 56 показан механизм подачи ленточнопильного станка. Режущий инструмент ленточнопильных станков — это ленточные пилы, которые представляют собой металлическую ленту с нарезанными с одной стороны зубьями.
Технические характеристики станка
| Наименование | Данные |
| Диаметр пильных шкивов, мм | 800 |
| Вылет пилы от станины, мм | 750 |
| Наибольшая высота пропила, мм | 400 |
| Наименьший радиус кривизны пропила пильной лентой наибольшей ширины, мм | 710 |
| Размеры стола: · ширина · длина | 1000 1000 |
| Наибольший угол наклона стола, град | 45 |
| Наибольшая ширина пильной ленты по ГОСТ 6532-77, мм | 40 |
| Частота вращения пильных шкивов, мин-1 | 950; 720 |
| Скорость подачи, м/мин: · при работе с делительно-подающим механизмом · расчетная, при высоте пропила 100 мм, материал – сосна | 3,0…30 11,8 |
| Габаритные размеры станка: · длина · ширина · высота | 1725 1460 2460 |
| Масса станка (без делительно-подающего механизма), кг | 1120 |
Соблюдение правил техники безопасности и применение прогрессивных способов организации труда позволяют существенно снижать травматизм на производстве. Этому также способствуют своевременные инструктажи и обучение приемам работы под наблюдением опытных наставников.
Независимо от того, решили вы для небольшой мастерской или мощное производственное оборудование, основные правила по технике безопасности при работе на подобных станках сводятся к следующим положениям:
Работайте только в защитных очках. Если работа сопровождается интенсивным запылением, одевайте респиратор.
Наденьте перчатки. Все работы по установке и демонтажу полотна следует проводить только в перчатках.
Подавая заготовку, следите за тем, чтобы пальцы не оказались на одной линии с полотном. Не подавайте узкую заготовку руками, используйте для этого специальные толкатели.
Не прилагайте чрезмерного усилия для подачи заготовки. Своевременно заменяйте затупившееся полотно.
Если режущее полотно треснуло, надломилось или соскочило со своего места, немедленно выключите станок. Не пытайтесь открывать дверцы для доступа к полотну, пока станок полностью не остановится.
При обнаружении любых нестандартных ситуаций или появлении необычных стуков следует немедленно остановить станок.
Запуская станок, проверьте его состояние. На станке должны присутствовать ограждения, которые защищают мастера от режущих инструментов, движущихся частей, зубчатых и цепных передач, механизмов подачи. Ограждения не должны затруднять подачу заготовки или мешать обслуживанию станков.
Перед началом работы подготовьте рабочее место. Уберите отходы, не загромождайте рабочее место лишними предметами.
Определите расположение заготовок, продумайте оптимальное направление их движения. На станке допустимо обрабатывать только изделия, которые полностью соответствуют параметрам станка.
Запрещается на ходу надевать или снимать цепи, ремни, убирать ограждения, смазывать движущиеся узлы станка, производить исправления, вытаскивать застрявшие обрезки, оставлять станок во время работы без присмотра.
Работа на ленточнопильном станке должна выполняться строго по инструкции. Станочник обязан бережно относиться к станку и содержать его в чистоте.
Билет №17
Назначение и устройство строгального (рейсмусового) станка.
Режущий инструмент для продольного строгания (рейсмусования).
Рейсмусовые станки, принцип работы, виды, основные характеристики.
Техника безопасности при работе на Рейсмусовом станке.
Назначение и устройство строгального (рейсмусового) станка.
Рейсмусовый станок является оборудованием, которое позволяет выполнять калибровку деталей, изготавливаемых из древесины, плит из натурального дерева, придавая им необходимую толщину. Если говорить просто, то рейсмусовый станок выполняет обычное строгание деревянных заготовок, придавая им необходимые параметры.
Основной целью использования такого оборудования, как рейсмусовый станок, является выполнение качественной обработки деталей, получение идеально ровных поверхностей, устранение образовавшихся задиров. Современные рейсмусовые станки являются необходимым оборудованием для компаний, выпускающих предметы мебели, ведь использование возможностей рейсмусового станка обеспечивает всегда высокое качество получаемых в процессе обработки заготовок, придавая им необходимую толщину и размер.
Рейсмусовые станки, принцип работыВ основе работы рейсмусового станка лежит метод плоского строгания доски. Главным инструментом, обеспечивающим высокое качество получаемых заготовок, является в рейсмусовом станке ножевой вал. Для обработки на рабочий стол станка вручную подается заготовка, вальцы станка принимают ее и, прижимая к горизонтальной поверхности станка, передают в область, где она проходит обработку. Поверхность материала обрабатывается специальными ножами, что в результате позволяет получать одинаковые размером детали.
Рейсмусовые станки в большей части выпускаются сегодня оснащенные системой, обеспечивающей автоматическую подачу заготовок. Специалист, выполняющий обработку древесного материала, имеет возможность самостоятельно определять ту скорость, которая является наиболее оптимальной и обеспечивающей аккуратное снятие строго заданного слоя.
Рейсмусовые станки, видыПо тем функциям, которые выполняют рейсмусовые станки, их, принято делить на несколько видов:
односторонние;
двухсторонние;
фуговально-рейсмусовые.
Рейсмусовые станки односторонние - этот тип оборудования представляет наиболее простой вид станков, основным назначением которых является обработка линейных заготовок в одной только плоскости. Как правило, на таком рейсмусовом станке обработку проходят заготовки, базовая поверхность которых уже была сформирована.
Рейсмусовые станки двухсторонние имеют оснащение двумя режущими инструментами. Один ножевой вал располагается на консоли станка, второй устанавливается на поверхности рабочего стола. Такая конструкция обеспечивает заготовке качественную обработку в двух плоскостях, достигая точного показателя ее толщины.
Фуговально-рейсмусовые станки объединяют в себе основные функции нескольких видов оборудования. Использование этого вида станков позволяет не только выполнять формирование базовой поверхности заготовки, но и проводить ее обработку, задавая нужные параметры толщины, выполняя всего одну операцию.
Рейсмусовые станки, основные характеристикиК наиболее важным характеристикам рейсмусовых станков принято относить:
качество и количество установленных ножей, которые существенно влияют на результат выполнения работы и то, насколько обработка материала будет качественной;
размеры обрабатываемой заготовки, пожалуй, это наиболее важная характеристика рейсмусового станка;
мощность установленного электрического двигателя, чем выше мощность двигателя, тем проще рейсмусовый станок справляется с обработкой даже твердых пород дерева;
показатель производительности станка будет максимальным, если уровень глубины строгания будет находиться в пределах от 1 до 5 мм;
вес используемого инструмента – чем выше вес, тем ниже сила вибрации, это обеспечивает более высокий уровень качества обработки заготовок;
регулировка той толщины слоя, который рейсмусовый станок должен будет снять с заготовки.
Такой вид оборудования, как рейсмусовый станок, может выпускаться как с ручной, так и автоматизированной системой подачи заготовок. Как правило, автоматизированной системой подачи заготовки оснащаются рейсмусовые станки, предназначенные для использования в промышленных масштабах, специалистами крупных деревообрабатывающих компаний, мебельных фабрик. Рейсмусовые станки с ручной подачей заготовки, как правило, используются в бытовых условиях, могут использоваться компаниями, выпускающими мебель небольшими партиями, при единичном производстве.
Рейсмусовые станки – назначение, сферы примененияРейсмусовый станок традиционно используется для выполнения обработки заготовок, размеры которых немного больше того расстояния, которое сформировалось между вальцами. Применение подкладных шаблонов позволяет обрабатывать на рейсмусовом станке такие виды заготовок с непараллельными гранями, как доски или бруски, щиты. Если используются цулаги (шаблоны), их поверхность необходимо наклонить так, чтобы при выполнении горизонтального строгания изделие приобретало конусность.
Некоторые рейсмусовые станки, выпускаемые современными производителями, для удобства в работе имеют большую длину рабочего стола. Это обеспечивает обрабатываемому брусу высокий показатель площади опоры, изделие при этом обрабатывается с более высокой точностью. Скольжение заготовки при работе станка исключают изготавливаемые канавки, за счет снижения при работе силы трения. Такие модернизированные рейсмусовые станки нашли широкое применение на промышленных предприятиях. Однако стремительное развитие современной промышленности делает возможным использование данного типа станков и в бытовых условиях.
Преимущества рейсмусовых станковНаиболее весомым преимуществом рейсмусового станка является возможность добиваться высокого качества в обработке поверхности заготовки. Добиваться необходимой толщины материала позволяет подъемный механизм, устанавливаемый на рейсмусовый станок, который может изменять свое положение относительно ножевого вала. Однако всегда стоит помнить о том, что высокая скорость обработки заготовок и высокая глубина срезания слоя могут существенно снизить качество обрабатываемой поверхности. Чтобы исключить брак и добиться максимально гладкой поверхности, важно выполнять финишную обработку, пропуская заготовку через рейсмусовый станок на невысокой скорости работы ножевого вала. Добиться этого можно, выполняя регулировку станка.
Рейсмусовые станки являются оборудованием с наиболее высокими показателями производительности среди других видов агрегатов, используемых для обработки древесины. Достаточно один раз выполнить наладку рейсмусового станка, чтобы партия обрабатываемых заготовок была идентичной, выпускаемой в определенных наладкой показателях. Возможности современного рейсмусового станка позволяют производить обработку деталей, длина которых достигает 125 мм, а толщина в пределах от 5 до 160 мм. Существуют различные рейсмусовые станки, использование которых рассчитано на выполнение конкретных видов работ.
Техника безопасности при работе на Рейсмусовом станке.
Требования безопасности перед началом работы
1. Надеть исправную спецодежду
2. Проверить наличие и исправность на обслуживаемом станке;
ограждений, приводов, а также токоведущих частей электрической аппаратуры управления станком.
заземляющих устройств
предохранительных устройств и блокирующих устройств.
устройств для крепления инструмента.
убедиться, что пуск станка никому не угрожает.
3. Проверить наличие и исправность ручного инструмента (стамеска, цикля, струбцины, пилы, измерительные приборы). Неисправный инструмент с рабочего места убрать.
4. Убедиться в том, что рабочее место и основные проходы к нему достаточно освещены.
Требования безопасности во время работы
1. Персонал на рейсмусовых станках обязан выполнять указания по обслуживанию станков, изложенные в паспорте или техническом описании станка, а также требования предупредительных таблиц, имеющихся на станке.
2. Устанавливать режущий инструмент, менять заготовку только после полного останова станка.
3. Рейсмусовые станки должны иметь устройства со стороны подачи встроенные противовыбрасывающие устройства. Элементы этого устройства должны обеспечивать надежный захват заготовки и самостоятельно возвращаться в исходное положение.
4. На рейсмусовых станках, предназначенных для одновременной обработки нескольких заготовок, различающихся по толщине, передние подающие вальцы и передние прижимы должны быть секционными
5. Рейсмусовые станки должны быть оснащены блокирующим устройством, не позволяющим перемещать стол по высоте от механического привода при вращающемся ножевом вале.
Корпуса подшипников ножевого вала не должны со стороны рабочего места станка выступать над поверхностью столов и не должны иметь выступающих частей.
Меры безопасности в аварийных ситуациях
1. При возникновении неполадок в работе станка работу станка приостановить, отключить от сети и доложить руководителю работ.
2. При пожаре необходимо работы приостановить и принять меры к тушению очага загорания подручными средствами. В случае невозможности ликвидировать загорание собственными силами необходимо вызвать пожарную охрану в установленном порядке и сообщить руководителю работ.
Требования безопасности по окончании работы
1. Привести в порядок рабочее место, обесточить электрооборудование станка, убрать отходы пиломатериала, стружку, опилки, освободить проходы от посторонних предметов, убрать инструмент в отведенное для него место.
2. Снять спецодежду и убрать в отведенное для нее место, вымыть лицо и руки, по возможности принять душ.
3. О неполадках в работе деревообделочного станка доложить мастеру.
Билет №23
Столярные соединения. Виды и классификация столярных соединений.
Виды сложных сборных столярных изделий, филенчатые двери, шкафы и т.д.
Примеры соединений на гвоздях, винтах, шурупах, нагелях, болтах.
Общие правила техники безопасности на деревообрабатывающих станках.
Столярные соединения. Виды и классификация столярных соединений.
Основные виды столярных соединений
Столярные соединения деталей разделяются на разъемные (соединение на гвоздях, шурупах, винтах, болтах) и неразъемные (на клею).
На гвоздях и шурупах детали соединяются сравнительно быстро, но такие соединения не обеспечивают высокой прочности и портят внешний вид изделия. Соединение деталей на клею значительно прочнее и обеспечивают красивый внешний вид изделия. В клеевых соединениях различают элементы: шип, гнездо, проушину и др. Основными видами соединений, применяемых при изготовлении столярных изделий, являются: сращивание, сплачивание и соединение под углом (вязка).
Сращивание (наращивание) – это соединение досок или брусков по длине (соединение вдоль волокон торцами).
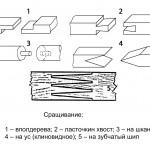
Наиболее широко применяется способ сращивания по длине на зубчатый (клиновидный) шип. При этом способе сращивания образуется большая площадь для склеивания, благодаря чему прочность соединения приближается к прочности цельной древесины.
Сплачивание – это соединение досок или брусков (вдоль волокон кромками) для увеличения ширины детали. Наиболее простое сплачивание это склеивание деталей кромками. Для увеличения прочности соединения применяют сплачивание на шкантах, на вставную рейку, на шпунт и гребень, в фальц.

Вязка – это соединение деревянных деталей под углом друг к другу. Вязка производится при помощи шипового соединения.
Шип – это выступ на конце детали входящий в соответствующий по форме и размерам паз или гнездо другой детали для их соединения.
Проушина – это прорезь на конце бруска или доски.
Гнездо – это глухое или сквозное отверстие для шипа.
Боковые стороны шипа называются щечки, срезанные торцевые части, образующие шип – заплечики, а торцевую часть – конец шипа. Размер заплечиков до конца шипа характеризует его длину (L); поперечный размер щечки – ширину (В); размер между щечками – толщину (А).
Шипы бывают плоские и круглые, трапециевидные и овальные, цельные и вставные, открытые и закрытые, сквозные и глухие.
Открытый шип и сквозное гнездо обычно применяют, когда изделие окрашивают непрозрачной краской. Если по условиям изготовления не допускается открытый торцевой конец шипа, то применяют глухое гнездо.
Прочность шиповых соединений зависит от площади склеивания соединяемых деталей, правильного соотношения между толщиной шипа и бруска, точности изготовления шипа, гнезда и проушины.

Имеются правила определения размеров шипов и проушин. Размеры угловых концевых и угловых серединных соединений определяют по формулам: S = 0,4 So; S1 = S2 = 0,5 (So – S1), т.е. 3S1=S0. Размеры углового ящичного соединения должны быть S1 = S3 = 6, 8, 10, 12, 14 или 16 мм.
Шиповые соединения разделяются на угловые концевые, угловые серединые и угловые ящичные. Выбор числа шипов на заготовке зависит от толщины соединяемых деталей. Бруски шириной до 40 мм чаще всего соединяют одинарным шипом, бруски — 40…80 мм – двойными или тройными, бруски более 80 мм – тройными многократными.
Виды сложных сборных столярных изделий
По характеру исполняемых работ столяры подразделяются на три вида: белодеревцы, краснодеревцы и паркетчики.
Белодеревцы исполняют обычные поделки для строительных надобностей (двери, окна, наличники и т. п.) и простую мебель (табуреты, скамьи, столы), оставляя дерево в его естественном виде. Краснодеревцы выполняют работы более тонкие и сложные, где иногда простое дерево оклеивается фанерой более дорогих сортов дерева [Прежде оклейка производилась главным образом фанерой красного дерева, отчего и мастера назывались краснодеревцами.]. Паркетчики специализируются на изготовлении, наклейке и чистке разных сортов паркета. Соединения в столярном деле повторяют в основном те же, какие описаны были в плотничных работах, с той разницей, что вследствие малых размеров изделий здесь не имеют места случаи наращивания и редко сращивания, а применяется главным образом вязка и сплачивание со скреплением соединяемых частей посредством клея и деревянных нагелей, т. е. круглых стерженьков. Последние удобны тем, что не мешают потом производить чистую застружку изделий. Сплачивание делается впритык, в шпунт, в шпунт с рейками, с укреплением иногда шпонками. Кромки сплачиваемых досок смазываются столярным клеем и зажимаются посредством клиньев в особых поперечных планках с вырезами, которые называются жомами или цивинками. В этих жомах изделие оставляется часов на десять – до полного высыхания клея. Таким образом склеиваются, например, щиты для филенок филенчатых дверей, щиты столярных фризовых полов и т. п. При сплачивании надо обращать внимание, чтобы в соседних досках сердцевина была обращена в разные стороны, так как в противном случае при усушке и короблении досок легко произойдет раскрытие шва.
Примеры соединений на гвоздях, винтах, шурупах, нагелях, болтах. При использовании гвоздей необходимо учитывать, что толщина (диаметр) вбиваемого гвоздя не должна превышать примерно 1/10 часть толщины пробиваемой детали. Место, куда вбивают гвоздь, во избежание раскалывания должно находиться от края детали на расстоянии не менее двойной толщины гвоздя и на расстоянии 15 диаметров гвоздя от торца детали.
Соединение на шурупах производится при укреплении скобяных и фурнитурных изделий. Иногда шурупы применяют для прикрепления деревянных деталей к изделиям, находящимся в условиях переменной влажности или при повышенных требованиях к прочности конструкции, как, например, в вагонах.
Под болты просверливают сквозные отверстия. Для предохранения древесины от смятия под головку болта и под гайку подкладывают металлические шайбы — прокладки. Для древесины, как правило используют шайбы увеличенного диаметра или пластины с отверстиями.
Скрепление деталей нагелями (деревянными гвоздями) встречается в столярно-плотницких работах очень часто, особенно в шиповых соединениях. Толщина нагелей от 3 до 12 мм. Забивают нагели в просверленное для них отверстие и укрепляют на клею. Конец нагеля заостряют, чтобы клей, которым он смазан перед вколачиванием, не был стерт краем отверстия, а проник вглубь вместе с нагелем. Для скрепления деталей, изготовленных из мягкой древесины, делают нагели из древесины твердых пород, придавая им почти квадратную форму. Такие нагели раздвигают волокна сильнее и крепче сжимаются ими. Для скрепления изделий, изготовленных из древесины твердых пород, применяют нагели из мягкой древесины и делают их круглой формы. Такие нагели лучше обжимаются и плотнее обхватываются стенками отверстия. Соединения могут быть на одном или двух нагелях.
Правила техники безопасности на деревообрабатывающих станках
Прежде чем приступить к работе, станочник обязан пройти вводный инструктаж по общим вопросам техники безопасности на предприятии и первичный инструктаж по правилам техники безопасности на рабочем месте. Кроме того, рабочие периодически должны проходить повторный производственный инструктаж по технике безопасности через каждые три месяца.
Результаты инструктажа с оценкой знаний правил техники безопасности записывают в специальный журнал. Рабочему вручается памятка или инструкция по правилам техники безопасности, разработанная на предприятии.
Перед работой на станке необходимо изучить руководство по эксплуатации станка, а также руководство по эксплуатации режущих и измерительных инструментов.
Наладку и настройку оборудования следует выполнять только при выключенном вводном рубильнике. Во время выполнения работ у станка на видном месте должна быть выставлена табличка с надписью «Идет наладка». Все металлические части станка заземляют.
Перед началом работы необходимо привести в порядок рабочую одежду: застегнуть или завязать концы рукавов, убрать свисающие концы халата, волосы закрыть головным убором.
Не допускается загромождать отходами или готовыми деталями рабочие места, проходы, подходы к станкам, механизмам и электроаппаратуре. Рабочее место должно быть подготовлено согласно требованиям технологии выполнения операций.
Запрещается подавать в станок заготовки, размеры которых больше или меньше предусмотренных технологическим процессом. Не следует брать или подавать через работающий станок какие-либо предметы. Во время работы станка не разрешается открывать или снимать ограждения и предохранительные устройства, подтягивать болты, гайки и др. При работе на станках с повышенным уровнем шума следует пользоваться индивидуальными средствами защиты от шума.
Не следует досылать обрабатываемый материал в станок руками или металлическими предметами. Запрещается измерять обрабатываемую деталь на работающем станке.
При возникновении вибрации станок следует выключить, проверить надежность крепления инструмента и качество его балансировки.
Снимать со шкивов и надевать на них ремни, отмыкать ограждения инструментов следует только после полной остановки вращающихся частей.
Запрещается пользоваться напильником, шаберами и другими инструментами без деревянных ручек или с неисправными ручками. Поверхность рукояток должна быть гладкой, ровно зачищенной, без трещин и задиров.
При работе с тяжелыми грузами рабочий должен знать и строго соблюдать правила техники безопасности для стропальщиков. Нельзя находиться в зоне действия автопогрузчиков, а также в местах, над которыми перемещаются грузы.
Билет №26
Техническое обслуживание и ремонт деревообрабатывающего оборудования.
Виды ремонтов. Периодичность и продолжительность.
Трудоемкость ремонтов. Способы устранения неисправностей станков.
Оказание первой медицинской помощи пострадавшему при обмороке.
Техническое обслуживание и ремонт деревообрабатывающего оборудования.
Техническое обслуживание оборудования осуществляется между плановыми ремонтами и предусматривает ежедневную чистку, смазку оборудования и соблюдение правил его эксплуатации, своевременную регулировку механизмов и устранение мелких неисправностей.
На многих машиностроительных заводах техническое обслуживание практически не регламентировалось и носило бесплановый характер, что приводило к прогрессирующему износу оборудования и частым авариям.
Практика многих заводов показывает, что 70% всех аварийных ремонтов является следствием невыполнения правил эксплуатации и технического обслуживания оборудования.
В настоящее время вводится «Типовая система технического обслуживания и ремонта металло- и деревообрабатывающего оборудования», придающая техническому обслуживанию регламентированный и профилактический характер.
Все работы по техническому обслуживанию четко регламентируются по содержанию, трудоемкости, периодичности выполнения и распределению по исполнителям. В зависимости от этих факторов предусмотрены следующие комплексы работ по техническому обслуживанию: Е, ТО-1, ТО-2, ТО-3, ТО-4, ТО-5.
Вкомплекс Е включены все работы, выполняемые производственными рабочими ежесменно. По существу, это инструкция по эксплуатации и уходу за оборудованием.
Комплекс ТО-1 выполняется один раз в неделю и содержит работы по проверке устройств техники безопасности и механизмов, отказы которых moot привести к авариям.
Комплекс ТО-2 выполняется один раз в месяц и предусматривает проверку органов управления, крепежных деталей и т.п.
Комплекс ТО-3 выполняется один раз в три месяца,ТО-4 и ТО-5- соответственно через 6 и 12 месяцев. При этом каждый комплекс предусматривает более сложные и трудоемкие работы и в то же время включает работы предшествующих комплексов. Работы ТО-1, ТО-2, ТО-3, ТО-4 и ТО-5 выполняются ремонтниками комплексных бригад.
Для технического обслуживания можно составить и структуру цикла, которая включает: ежесменный осмотр, 4 пополнения смазки, 1 замену смазки, 1 частичный осмотр, 2 профилактические регулировки. Виды и периодичность ремонтаРемонт—комплекс работ по восстановлению работоспособности изделия и восстановлению ресурсов изделий или их составных частей.
Техническое обслуживание — комплекс работ или операция по поддержанию работоспособности или исправности изделия при использовании по назначению.
Текущий ремонт — ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей.
Капитальный ремонт — ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Ремонтный цикл — наименьший повторяющийся интервал времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта.
Продолжительность ремонтного цикла для котлов определяется в зависимости от сезонности работы котла и от вида топлива, а котельно-вспомогательного оборудования—в зависимости от конструктивных особенностей и условий эксплуатации.
Трудоемкость ремонта – это трудозатраты на проведение одного вида ремонта, выраженная в человеко-часах.
Нормативы трудоемкости даны на полный перечень ремонтных работ, включая подготовительно-заключительные работы, непосредственно связанные с проведением ремонта, приведенные к четвертому разряду работ по шестиразрядной сетке. Они установлены как максимальные величины и предназначены для ориентировочного расчета объема ремонтных работ и необходимого количества ремонтников, но не могут служить основанием для оплаты труда ремонтного персонала.
Нормативные значения трудоемкости приняты исходя из следующих организационно-технических условий проведения ремонта:
в период, предшествующий остановке оборудования на ремонт, производится максимально возможный объем подготовительных работ;
при текущем и капитальном ремонтах широко практикуется замена неисправных агрегатов, узлов и изношенных деталей на исправные вместо их восстановления непосредственно на оборудовании;
максимально используются грузоподъемные и транспортирующие средства, специализированный инструмент и другие средства механизации тяжелых и трудоемких работ.
Способы устранения неисправностей станков.
Например:
КРУГЛОПИЛЬНЫЕ СТАНКИ
Для продольной распиловки.
Нет подачи (буксование) материала.
1.Над рабочей поверхностью стола недостаточно выступают нижние ролики или конвейер.
Отрегулировать положение роликов или конвейера по отношению к столу.
2.Недостаточное усилие прижима заготовки.
Отрегулировать давление прижимных роликов.
ФУГОВАЛЬНЫЕ СТАНКИ
Ножевой вал не вращается при нажатии кнопки "Пуск".
1.Нет подачи электроэнергии.
Проверить подачу электроэнергии.
2.Выбило тепловое реле.
Включить тепловое реле.
3.Не зафиксировано положение ограждения привода ножевого вала.
Правильно установить и закрепить ограждение, проверить и отрегулировать работу конечного выключателя, блокирующего ограждение.
РЕЙСМУСОВЫЕ СТАНКИ
Ножевой вал не вращается при нажатии кнопки "Пуск".
1.Нет подачи электроэнегии.
Проверить подачу электроэнергии.
2.Выбило тепловое реле.
Включить тепловое реле.
3.Не зафиксировано положение ограждения ножевого вала.
Правильно установить и закрепить ограждение, проверить и отрегулировать работу конечного выключателя, блокирующего ограждения.
Оказание первой медицинской помощи пострадавшему при обмороке.
Обморок - это кратковременная (от нескольких секунд до нескольких минут) потеря сознания, которая может произойти по различным причинам. Сам по себе обморок заболеванием не является. Обморочное состояние возникает обычно из-за нарушения снабжения мозга кислородом.
В медицине обморок называют синкопальным состоянием (от греческого слова «синкопа», означающего обрубание), так как при нем мозг на короткий промежуток времени «отключается».
Причин потери сознания может быть много, и среди самых распространенных стоит упомянуть:
стресс, нервное перенапряжение;
резкое падение артериального давления;
физическое истощение, голод;
перегрев организма;
нехватку кислорода при длительном нахождении в душном помещении;
скачки атмосферного давления (при метеочувствительности).
При перечисленных выше причинах дело может ограничиться оказанием первой помощи при обмороке. Но не стоит забывать - если причина обморока точно не известна, то он может быть вызван:
кровопотерей;
сердечно-сосудистой недостаточностью;
рядом острых и хронических заболеваний;
черепно-мозговой травмой.
Если у вас есть основания предполагать одну из указанных причин или потеря сознания продолжается больше двух минут, после оказания первой доврачебной помощи при обмороке следует обратиться за медицинской помощью.
Симптомы потери сознанияЗначительную часть признаков, предваряющих такое состояние, может заметить и сам человек, но определенные симптомы наблюдаются уже после потери сознания, со стороны.
Так у человека может быть:
головокружение;
звон в ушах;
потемнение в глазах;
ощущение резкой слабости;
тошнота, нехватка воздуха.
При первых признаках предобморочного состояния рекомендуется прилечь, поскольку в обморок может упасть сидящий или стоящий человек, но не лежащий.
Если человек находится в обмороке, и потери сознания избежать не удалось, то при этом чаще всего наблюдаются:
побледнение кожных покровов;
появление холодного пота;
редкое, поверхностное дыхание;
слабый пульс;
пониженное артериальное давление.
Первая помощь при потере сознания довольно проста. Если человек упал в обморок, то необходимо:
Уложить его на ровную поверхность, желательно так, чтобы ноги были выше головы, это обеспечит приток крови к мозгу.
Обеспечить приток свежего воздуха (если в помещении душно, открыть окно).
Расстегнуть на пострадавшем стесняющую одежду (галстук, воротник, пояс).
Сбрызнуть лицо водой или протереть влажным полотенцем.
При наличии нашатырного спирта дать вдохнуть пары (смочить ватку и подержать на расстоянии пары сантиметров от носа).
Если обморок являлся результатом перегрева, нужно переместить человека в прохладное помещение, обтереть холодной водой, напоить холодным чаем или чуть подсоленной водой.
И в конце рассмотрим, что запрещено предпринимать при потере сознания:
усаживать потерпевшего или удерживать его в вертикальном положении, прислоняя к стене;
трясти, тормошить, совершать другие резкие движения;
перемещать пациента, если есть основания предполагать, что обморок является результатом травмы.
Билет №28
Технология обработки древесины на деревообрабатывающих станках.
Технологический процесс обработки заготовок. Какие станки.
Раскрой и сушка. Защитные мероприятия. Что производится.
Вводный инструктаж по технике безопасности, когда и кем проводится.
Технология обработки древесины на деревообрабатывающих станках.
Деревообработка является одной из стремительно развивающихся сфер в промышленности России. Современное деревообрабатывающее производство позволяет посредством обработки древесины получать пиломатериалы, срубы, мебель и многие другие продукты. Лесопиление – традиционное для нашей страны ремесло. Но, по сравнению с прошлым, современное оборудование позволяет выполнять раскрой, сушку и обработку древесины не только качественнее, но и быстрее. Деревообрабатывающее производство сегодня направлено на то, чтобы повысить эффективность лесопиления за счет введения новых технологий обработки и инновационного оборудования. Как следствие, многие процессы становятся механизированными, старые станки заменяются новыми моделями, внедряются линии автоматической обработки древесины с ее браковкой и сортировкой.
Особенности пиления
Изделия из дерева производятся из древесины и обрабатываются разными способами в зависимости от того, чем конкретно занимается деревообрабатывающее производство: лесозаготовкой, созданием мебели и древесной массы, изготовлением бумаги, картона и изделий из них и так далее. В целом этапы технологического процесса можно описать следующим образом:
Заготовка древесины. Она ведется на специально отобранном участке для лесоповала.
Пиление древесины и распиловка поваленных деревьев на бревна.
Отбраковка с целью сортировки больших и маленьких бревен разного диаметра.
Уже на лесопильном предприятии производства первичная обработка бревна в пиломатериал с использованием циркулярных или ленточных станков. Здесь нужно сказать, что производство деревообрабатывающего оборудования сегодня ведется активными темпами, поэтому и деревообработка происходит и быстрее, и лучше.
Раскрой и сушка
Эти два процесса тесно связаны, причем они могут следовать на предприятии в разной последовательности. Чаще всего древесина сушится непосредственно в досках, а пиломатериалы раскраиваются на заготовки уже в сухом виде. Как отмечают эксперты, если сушка выполняется в досках, то на выходе получается на 2-3% больше пиломатериала. К тому же раскрой уже высушенных досок позволяет своевременно заметить пороки и дефекты древесины и отбраковать неподходящие элементы. Технология деревообрабатывающих производств предполагает сушку несколькими способами, но чаще всего - или атмосферную, или с использованием специальных камер. Атмосферная сушка – это длительный процесс, предполагающий хранение древесины на открытом воздухе. Использование сушильного оборудования позволяет ускорить процесс лесозаготовки. Стоит помнить, что от степени просушенности пиломатериала зависит качество конечной постройки.
Какие технологии?
Современное деревообрабатывающее производство предполагает обработку заготовленной древесины разными способами. Отметим, что любые механические процессы обработки дерева – это сложное резание. Но, в зависимости от технологических целей, процесс деревообработки можно свести к трем действиям
Древесина и древесные материалы подвергаются делению. Все элементы проходят поверхностную обработку, в рамках которой удаляются технологические припуски. Материалы подвергаются глубинной обработке, в ходе которой чистовые заготовки превращаются в готовые детали изделий.
Деление древесины может происходить с образованием стружек-отходов или без них. При поверхностной обработке выполняются работы по фрезерованию, шлифованию и точению, при глубинной – по сверлению, глубинному фрезерованию и долблению. Каждый из этих процессов имеет свои особенности. Пиление, фрезерование, лущение, шлифование, точение, сверление – все это технологии, на основе которых работает любое деревообрабатывающее производство. Лесенка-опора для растений, кстати, – это первое изделие, которое создают школьники на уроке технологии в четвертом классе. Именно в этом возрасте дети знакомятся с процессом деревообработки.
Защитные мероприятия
Древесина – это материал, который не отличается стойкостью к воздействию внешних природных факторов. Именно поэтому на любом предприятии, которое работает с деревом, обязательно проводятся защитные мероприятия. Их задача – предотвратить разрушение древесины и защитить ее от огня, грибка, плесени. В рамках этих мероприятий проводится не только тщательная сушка материала, но и химическая обработка с использованием антисептиков. В большинстве случаев лесопильно-деревообрабатывающие производства в этих целях используют антисептики с маслянистой основой, лаки, которые не растворяются в воде. Обработка ведется древесным дегтем, креозотовым маслом, карболеумом
Что производится?
Современные предприятия, ведущие обработку древесины, стремятся оптимизировать свои технологии, чтобы, используя меньший объем дерева, получать больший объем конечной продукции. Деревообрабатывающее производство позволяет получать самые разные конечные продукты: Плиты МДФ. Для их производства используются отходы производства, которые перемалываются и обрабатываются паром под высоким давлением - масса протирается, затем сушится и склеивается. Реечно-наборная древесина. Этот полуфабрикат получают склеиванием реек из уже высушенной древесины. Плиты ДСП. Они представляют собой панели с однородной толщиной, в основе которых лежат стружки, смешанные со связующими материалами. Фанера. Она представляет собой листы древесины разной толщины, которые специальными клеями склеиваются между собой.
Какие станки?
Деревообрабатывающие станки для производства представлены в огромном разнообразии и могут выполнять самые разные работы, связанные с обработкой материала. В числе популярного оборудования можно выделить:
Комбинированные станки - это многоцелевое оборудование, способное пилить, строгать, сверлить, резать шипы и так далее. Эти станки применяются при комплексной обработке заготовок из натурального дерева или его отходов.
Токарные станки обрабатывают заготовку резанием и точением, вырезают резьбу, обрабатывают торцы, сверлят отверстия.
Ленточные пилы дают возможность выполнить прямую или фигурную распиловку материалов. Лезвие в таком оборудовании – это непрерывная металлическая лента с зубьями.
Фрезерные станки выполняют работы по направляющим линейкам, при этом материал подводится вручную. Использование такого оборудования целесообразно в профильной, плоскостной и фасонной обработке древесной заготовки.
Сверлильный станок позволяет обрабатывать отверстия, снимая стружки;
Форматно-раскроечные станки позволяют штучно или серийно раскраиваться плитные материалы.
Циркулярные пилы представляют собой инструменты, которые имеют твердые зубья, способные обрабатывать древесину.
Это лишь малая часть станков, которые применяются в деревообработке. С их помощью можно создавать пиломатериалы, заготовки, полуфабрикаты, которые находят дальнейшее применение в строительной, мебельной и других сферах.
Выводы
Нужно отметить, что с каждым годом и технологии, и оборудование, которое применяется для обработки древесины, становятся все более совершенными. А это, в свою очередь, дает возможность создавать самую разную продукцию из этого природного материала. Отметим, что даже в школе, причем в начальной, изучается деревообрабатывающее производство. Изделие «Лесенка-опора для растений» - это первое, что может создать ребенок уже в четвертом классе. Это позволяет еще в детском возрасте учить детей бережно обращаться с древесиной и природой в целом и привлечь внимание к лесозаготовке и деревообработке как одним из активно развивающихся сфер в России.
Вводный инструктаж по технике безопасности, когда и кем проводится.
Когда проводится вводный инструктаж:
Вводный инструктаж проводится при поступлении на работу.
С кем проводится вводный инструктаж:
Вводный инструктаж по безопасности труда проходят все вновь принимаемые на работу (при оформлении на работу) независимо от их
образования, квалификации и стажа работы по данной профессии или
должности. Вводный инструктаж проводится также с работниками,
командированными для работы на данном предприятии, временными
работниками и другими лицами, допускаемыми на территорию предприятия или
на объекты для производства работ.
Кто проводит вводный инструкаж:
Вводный инструктаж проводит инженер по охране труда или другое лицо, на которое приказом руководителя предприятия возложены эти
обязанности.
Где проводится вводный инструктаж:
Вводный инструктаж проводится в помещении, где расположен уголок охраны труда, плакаты, наглядные пособия, инструкции, образцы средств
индивидуальной защиты.
Содержание вводного инструктажа:
Вводный инструктаж работников проводится по программам, разработанным службой охраны труда (инженером по охране труда) на основе
типовой программы с учетом специфики производства, и утвержденным
работодателем.
При вводном инструктаже сообщаются общие знания по охране труда:
правила поведения и основные меры безопасности на территории и в
производственных помещениях предприятия;
меры электробезопасности, производственной санитарии и
противопожарной безопасности,
средства коллективной и индивидуальной защиты, знаки безопасности;
обязанности работника при аварии, несчастном случае, пожаре.
При этом работники должны быть ознакомлены: -с состоянием условий и охраны труда, производственного травматизма и профессиональной заболеваемости на предприятии (в подразделении); -с законодательными и иными нормативными правами актами по охране. труда, коллективным договором (соглашением) на предприятии.
Где фиксируется проведение вводного инструктажа:
Результаты проведения вводного инструктажа работников фиксируются в прошнурованном, пронумерованном, скрепленном печатью и подписью
руководителя предприятия «Журнале регистрации вводного инструктажа», в
котором должны указываться дата инструктажа, фамилия, инициалы и
профессия (должность) инструктируемого с обязательной подписью
инструктирующего и инструктируемого, а также в документе о приеме на
работу (форма Т-1). После прохождения вводного инструктажа проводится
проверка усвоения и работнику выдается под расписку инструкция по охране
труда.
Билет №29
Назначение и классификация фрезерных станков
Виды режущего инструмента для фрезерования.
Техническая характеристика станка ФС - 4. Приемы работы на станке.
Техника безопасности при работе на фрезерном станке.
Назначение и устройство фрезерного станка с вертикальным и горизонтальным расположением шпинделя.
Фрезерные станки предназначены для рельефной, плоской, профильной обработки различных изделий из дерева, пластмасса, дерева и металла, а также всевозможных сверлильно-присадочных и гравировальных работ. Они способны обрабатывать детали произвольной формы и отличаются высокой производительностью. Назначение фрезерных станков зависит от их вида. По признакам технологическим фрезерные станки классифицируют на следующие: копировальные, модельные, карусельные, с верхним расположением шпинделя, с нижним расположением шпинделя.
Для выполнения фасонных и плоских криволинейных обработок деталей приспособлены станки с нижним расположением шпинделя. Они бывают с механической подачей, с шипорезной кареткой (для изготовления проушин и шипов на концах деталей), с ручной подачей (для фрезерования по линейке). Необходимо отметить, что продольную резку лучше всего осуществлять на специализированных продольно-фрезерных станках.
Карусельные станки предназначены для криволинейной обработки деталей, фрезерования кромки деталей, по их контуру в том числе. Они также пригодны для фигурной обработки деталей по краям в самых разных отраслях производства. Существуют карусельные станки с верхним и нижним расположением шпинделя, также стоит отметить, что используя их можно обработать детали с высокими требованиями к шероховатости, так как они оснащены специальными шлифовальными головками.
Для фрезеровки верхних и боковых поверхностей деталей предназначены модельные станки. Также с их помощью осуществляют сверление, растачивание и обтачивание деталей.
Для копирования скульптур и плоскорельефных изделий используют копировальные станки.
Фрезерные станки используются очень широко, самые популярные из них, это станки со шпинделем расположенным внизу. Благодаря своей универсальности они завоевали популярность практически во всех промышленных отраслях, так как используя их, осуществляют плоское, криволинейное и профильное фрезерование кромок деталей. Назначение фрезерных станков можно определить по специальному шифру станка, первая цифра обозначает группу станка, вторая его тип, а две следующие указывают на размер станка.
Фрезерные станки с нижним расположением шпинделя. Фрезерные станки с нижним расположением шпинделя наиболее универсальны и находят широкое применение во всех отраслях деревообработки, т. к. позволяют выполнять широкий ряд технологических операций: плоское и профильное фрезерование кромок, криволинейное фрезерование по шаблону (копиру), несквозное фрезерование пазов, нарезание шипов и выборку проушин и т. д. Эти операции можно выполнять как с ручной, так и механизированной подачей заготовок.
Виды режущего инструмента для фрезерования
- Предназначенные для обработки кромок древесины (концевые фрезы). Такой инструмент снабжается направляющим подшипником, который и обеспечивает ровность обрабатываемого края изделия. К этой же категории относятся и спиральные фрезы.
- Пазовые фрезы с плоским торцом. Для их применения потребуется наличие упора и известный практический навык, поскольку без шаблона получить ровный паз прямоугольной формы практически невозможно.
- Галтельные фрезы, предназначенные для выфрезеровывания полукруглой канавки в торце деревянного бруска. Такие фрезы также являются достаточно универсальными, поскольку от глубины погружения фрезы в материал зависит размер дуги канавки. Галтельные фрезы с опорным подшипником позволяют получать декоративные мебельные рейки.
- Пазовые фрезы с V-образным торцом. При их использовании можно получить неглубокую канавку, боковые стенки которой будут наклонены по отношению друг к другу на угол 900. При увеличении глубины внедрения такой фрезы в материал, у паза будут получены ровные стенки.
- Шиповая фреза с обратным конусом, для получения пазов типа «ласточкин хвост». Такой инструмент незаменим при выполнении ремонтных работ с мебелью, когда один фрагмент удаляется, а второй закрепляется с основой при помощи указанного паза.
- Конусные фрезы. С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
- Четвертные фрезы. Они создают не только вертикальную, но и горизонтальную кромку, а потому применяются при изготовлении и ремонте деревянных оконных рам.
- Калёвочные фрезы, используя которые можно получать скруглённые кромки. В набор фрез по дереву для ручного фрезера обычно входят несколько типоразмеров такого инструмента, что позволяет оформлять кромки с различными значениями радиусов закругления. Установка опорного подшипника позволяет, при более глубоком внедрении инструмента в дерево, получать далее прямолинейную кромку.
- Дисковые фрезы. Также предназначены для выполнения пазов, но, в отличие от пазовых фрез работают не торцом, а периферией своей рабочей части. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Техническая характеристика станка ФС - 4. Приемы работы на станке.
Наибольшая толщина обрабатываемой заготовки 100 мм
Размеры стола:
Длина 1 000 мм
Ширина 800 мм
Длина стола с удлинением 2 000 мм
Высота стола над уровнем пола 880 мм
Частота вращения шпинделя: 3 000/4 500 об/мин 6 000/9 000 об/мин
Наибольшее вертикальное относительное перемещение шпинделя 100 мм
Диаметр шейки шпинделя под инструмент 32 мм
Наибольший диаметр режущего инструмента 200 мм
Мощность электродвигателя 4,25 кВт
Необходимая производительность вытяжного устройства, не менее 1 350 м.куб./ч
Габаритные размеры:
Длина 1 000 мм
Ширина 800 мм
Высота 1 370
Вес станка 400 кг
Приемы работы на фрезерном станке:
- заготовку подавать к фрезе только после включения вращения шпинделя, при этом механическую подачу включать до соприкосновения фрезы с заготовкой;
- останавливая станок, сначала выключить подачу, затем отвести фрезу от обрабатываемой детали и выключить вращение шпинделя;
- отводить фрезу на безопасное расстояние, чтобы не повредить руки о ее режущие кромки при съеме обработанной детали или ее измерении на станке;
- регулировать правильность подвода СОЖ в зону резания;
- избегать размещения на столе станка режущих, вспомогательных и измерительных инструментов, а также других заготовок и ранее обработанных деталей.
Отказы при фрезеровании и способы их устранения. При наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Режущие кромки фрез не должны иметь биения большего, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства.
Обычная точность при фрезеровании находится в пределах 9-11-го ква-литета, а шероховатость обработанной поверхности достигает 1,6-6,3 мкм.
Техника безопасности при работе на фрезерном станке.
Перед началом работы необходимо:
1.Привести в порядок рабочую одежду.
2.Подготовить рабочее место к работе.
3.Проверить исправность ограждения.
4.Проверить надежность закрепления режущего инструмента на валу зажимными шайбами.
5.Произвести настройку станка на обработку заданных деталей, закрепить ограждения.
6.О недостатках доложить мастеру, после их устранения приступить к работе.
Все движущиеся части станка должны быть ограждены, все устройства необходимо содержать в исправности, режущие кромки должны быть хорошо заточены. Кнопка пуска утапливается на 3-5мм., а кнопка стопа выдвигается на 3-5мм.
Во время работы необходимо:
а) строго соблюдать правила техники эксплуатации станка.
б) начинать обрабатывать заготовку после того. как вал разовьет полное число оборотов, подачу производить равномерно, без толчков, замедляя ее при наличии сучков. гнили и косослоя.
в) следить, чтобы в станок не поступали заготовки с гвоздями и прочими металлическими предметами.
г) осмотр механики станка, чистка и смазка его. Надевание ремня и извлечение засорений разрешается только при полной остановке станка.
Немедленно остановить станок:
а) при появлении ненормального шума. стука, сильной вибрации ножевого вала.
б) при поломке ножей и деталей их крепления или ограждений.
в) при попадании засорений.
г) при перегреве подшипников ножевого вала и электродвигателя, в случае неисправной изоляции электродвигателя или электрической пусковой аппаратуры.
При возникновении каких либо неисправностей, необходимо обратиться к бригадиру или начальнику, чтобы он вызвал мастера для устранения неполадок.
Перед началом работы на фрезерном станке необходимо так же, как и на циркулярном убедиться в целости фрезы или пильного диска, убедиться в её или его креплении. Ножевой вал на фрезерных станках должен иметь ограждение открывающееся и снимающееся только перед началом работы и по окончанию её. Короткие и тонкие заготовки должны обрабатываться с помощью прижимов. При работе подавать заготовки нужно равномерно без толчков и рывков.
Перед началом работы необходимо:
а. проверить наличие на фрезерном станке упоров ( пружин, гребенок, роликов ) для защиты рабочего от выбрасывания заготовки.
б. чтобы нерабочая часть ножевой головки или фрезы была ограждена постоянным неподвижным кожухом, являющимся стружкоприемником. а рабочая часть фрезы ( ножевой головки ) должна быть закрыта подвижным кожухом. открывающим фрезу на величину, необходимую для обработки материала.
в. проверить надежность стопора шпиндельного суппорта, а отверстие в столе для шпинделя не должно превышать диаметра шпинделя более чем на 30 мм.
Во время работы необходимо:
а. начинать обработку заготовок на фрезерном станке после того, как шпиндель разовьет необходимую частоту вращения.
б. мелкие детали обрабатывать только в специальных цулагах. в. необходимо следить 'за надежным креплением направляющей линейки. г. при фрезеровании деталей сечением меньше 40х40 мм и длиной менее 400 мм применяют направляющие колодки, соответствующие размерам и форме обрабатываемой детали. д, при фрезеровании с середины необходимо следить, чтобы направляющее приспособление было снабжено упором, противодействующим выбрасыванию материала или обрабатываемой детали. е. верхние и боковые прижимы должны плотно прижимать деталь к столу и направляющей линейке.
Воспрещается:
1. Производить криволинейное фрезерование детали против слоя древесины.
2. Обрабатывать детали по направлению вращения фрезы.
Билет №30
Подготовка готового изделия к защитной, лакокрасочной обработке.
Необходимый набор оборудования и инструментов в малярной мастерской.
Последовательность и порядок малярной обработки готового изделия.
Техника безопасности и пожарная безопасность при работе в малярной мастерской.
Подготовка готового изделия к защитной, лакокрасочной обработке.
Практически все деревянные поверхности и предметы интерьера нуждаются в окрашивании. С одной стороны, это помогает защитить их от губительного внешнего воздействия, а с другой, создает необходимый декоративный эффект. На первый взгляд может показаться, что в этом процессе нет нечего сложного, и справиться с поставленной задачей сможет любой желающий. Но не стоит забывать, что от того, насколько качественно будет выполнена покраска деревянных изделий, зависит не только внешний вид, но и продолжительность службы данных предметов. Именно поэтому еще задолго до начала работ следует изучить все нюансы и тонкости процедуры, определиться с выбором покрытия и рассмотреть технологию окрашивания древесины. В данной статье мы подробно разберем каждый этап, начиная от выбора инструмента и заканчивая нанесением краски
Характеристики красок для работ с древесиной Краска для работ по дереву бывает трех видов: на масляной, алкидной и акриловой основе. Выбирая подходящий вариант, необходимо принимать во внимание породу покрываемой древесины, условия, а также климат, в котором будет эксплуатироваться изделие. Например, акриловая краска может использоваться на любых породах дерева за исключением сортов с повышенным содержанием смолы. В качестве основы выступает вода, благодаря чему состав не издает неприятного запаха, быстро сохнет и считается экологически чистым отделочным материалом. Акриловая краска не закупоривает поры дерева, позволяя ему сохранять природные дышащие свойства. Покрытие очень легко наносится, устойчиво к воздействию влаги и низкой температуры, а также способно сохранять насыщенный цвет в течение долгого времени.
Подготовка деревянных поверхностей под окраску. Под окраску подготовка поверхности состоит из таких операций: очистка; вырубывание сучков и засмолов; проолифливание, сушка; подмазка дефектов, сушка, шлифовка, проолифливание подмазанных мест; грунтовка (первая окраска).
Очистка поверхности необходима в случае, если она загрязнена, имеет жирные и другие пятна, которые могут выступать из-под краски. Жирные пятна удаляют путем промывания поверхности 5 %-ным раствором кальцинированной соды (500 г соды на 10 л воды). Пятна от ржавчины удаляют 10 %-ным раствором медного купороса или 2—3 %-ным раствором соляной кислоты. Если жирные или ржавые пятна смыть не удалось, их закрашивают белой эмалевой краской.
При необходимости окрасить поверхность, ранее покрытую масляной краской, ее тщательно осматривают, и в случае, если старая краска держится прочно, промывают изделие горячей водой с мылом или содой. Если же старая краска отслаивается, ее снимают, поверхность подготавливают и затем окрашивают.
Старую масляную краску следует полностью снимать при окраске поверхности нитрокраской. Это обусловлено тем, что нитрокраска, нанесенная на поверхность, ранее окрашенную масляной краской, вспучивается и свертывается. В то же время масляную краску на поверхность, ранее покрытую нитрокраской, наносить можно, естественно, если последняя держится прочно.
Необходимый набор оборудования и инструментов в малярной мастерской.
Переносной прожектор. Одним из основных условий при проведении ремонтных работ является правильно организованное освещение. Экономить в этом вопросе не рекомендуется, так как качественное освещение напрямую влияет на качество выполненных работ. Поэтому стоит приобрести специальное осветительное устройство.
Дрель и насадки. Перед тем, как проводить покрасочные работы, следует подготовить обрабатываемую поверхность. Чтобы устранить коррозию, грунт, шпаклевку, краску с поверхности окрашиваемого элемента, потребуется специальная виниловая насадка на дрель.Строительный фен. Этот инструмент незаменим на подготовительном этапе. С его помощью можно устранить с кузова автомобиля наклейки и другие декоративные элементы. Также он эффективен при выправлении шишек или вмятин на поверхности пластиковых деталей. Достаточно нагреть участок и вручную исправить дефект.
Малярная маска. Выполняя работы по покраске авто, в воздух попадает огромное количество вредных веществ. И даже если в помещении работает вытяжка, работать без специальной малярной маски не рекомендуется. Размер настраивается в индивидуальном порядке, чтобы обеспечить наибольший комфорт во время эксплуатации. Краскопульт. Без этого инструмента для покраски проведение работ практически невозможно. С его помощью можно нанести краску. Для локального окрашивания идеально подойдут небольшие краскопульты, которые позволяют качественно покрасить небольшие участки. Кроме покраски краскопульт используется при нанесении грунтовки или лака. Компрессор. На современном рынке представлены различные виды компрессоров. Перед выбором этого инструмента следует определиться с предполагаемым объемом работ. При выполнении разовых операций можно приобрести среднестатистический инструмент. Для интенсивного использования прекрасно подойдут модели с большим ресивером и масляным двигателем. Это поможет провести покраску автомобиля в кратчайшие сроки. Шлифовальная машинка. Для качественной подготовки поверхности кузова перед шпаклевкой и грунтовкой незаменима шлифовальная машинка. К тому же этот инструмент можно применять на начальном этапе полировочных работ. Расходные материалы. Помимо инструментов и оборудования для покраски нужно приобрести расходные материалы, без которых осуществление ремонтных работ невозможно. К ним относятся:абразивы, такие как круги для шлифовальной машинки и наждачная бумага;
шпаклевка, которая может быть твердой, жидкой, универсальной и финишной;
акриловый грунт;
полировальные и матирующие пасты;
лак;
салфетки для устранения жира с поверхности;
проявочный порошок, позволяющий оценить шпаклевочный слой непосредственно перед покраской.
Выбирая оборудование и материалы для покраски, следует обращать внимание на продукцию проверенных производителей. Это обеспечит качество выполненных работ.
Последовательность и порядок малярной обработки готового изделия
Нанесение лака – особенности и дельные советы
Советов, как наносить лак на дерево, множество. Лучше всего это делать после окончательного грунтования и шпатлевания поверхности. Последние операции могут потребоваться для устранения пор и микротрещин. Такая подготовка позволит значительно сократить расход лака и улучшить состояние поверхности.
Грунтование может проводиться с помощью парафинов, канифолей или пчелиного воска, растворенных в скипидаре, спирте или очищенном бензине. Нанесение грунтовочного состава проводится с помощью жесткой щетки с коротким ворсом. После этого состав сильно втирается суконкой. Обязательна сушка, как и при тонировании. Если поверхность потребовала нанесения шпатлевки, ее хорошо просушивают и шлифуют описанными выше способами.
Покраска лаком дерева осуществляется тампоном из ваты, завернутым в марлю или полотняную ткань. Таких тампонов потребуется несколько, поэтому их лучше заготовить заранее. Лак заливается в тампон или «заряжается» в него снизу. Движения тампона при лакировании должны идти вдоль волокон, перекрывая края предыдущих мазков.
Нельзя допускать потеков и наплывов, тщательно растирайте лак. Покрытие деревянного пола лаком происходит не быстро. Нанесение первого слоя заканчивается его просушкой (около часа). Затем выполняется шлифовка шкуркой с мелким зерном, завершаемая шлифованием суконкой и тщательным сметанием пыли. Следующий слой лака наносится новым тампоном.
При необходимости после просушивания производится полирование и очистка суконкой. Обязательный, завершающий этап – покрытие древесины лаком последним слоем. Окончательное просушивание проводится при закрытых окнах и дверях для исключения движения воздуха и попадания случайной пыли.
Техника безопасности и пожарная безопасность при работе в малярной мастерской.
— помещения, в которых производятся работы с лакокрасочными материалами на основе химических компонентов, должны иметь вентиляцию;
— окрашивание помещений начинаем с углов, наиболее удаленных от выхода;
— при работе с химическими материалами избегайте прямого контакта с ними: кожа рук должна быть защищена рукавицами или перчатками;
— во избежание ожогов слизистых оболочек органов дыхания пользуйтесь для их защиты респиратором.
— для подогревания эмалей и лаков нельзя пользоваться открытым огнем, используем только подогрев на водяной бане: емкости с лакокрасочными материалами помещаем в емкости с горячей водой.
— для открывания металлических емкостей с горючими и легковоспламеняющимися красками, лаками, растворителями используем деревянные или пластмассовые инструменты (во избежание образования искры;
— свинцовые эмали и краски можно применять только для окрашивания фасадов, но не внутренних помещений;
— практически все лакокрасочные материалы на основе химических компонентов, а также все растворители горючи, поэтому при работе с ними необходимо соблюдать правила пожарной безопасности: в рабочем помещении не разводить огня, не курить, не использовать обогревательных приборов с открытой спиралью.
Олифа хотя и является практически безопасным материалом, но все-таки использование горячей олифы предполагает ее прогревание до достаточно высоких температур, которых невозможно достигнуть подогревом на водяной бане. Поэтому для подогрева олифы допустимо использование газовых и электроплит, но:
— емкость, в которой мы подогреваем олифу, должна быть заполнена;
— олифу ни в коем случае нельзя доводить до кипения;
— нагревательный прибор не должен находиться в рабочем помещении;
— переносить разогретую олифу к месту работы следует только в закрытой емкости.
Применение известковых, клеевых и воднодис-персионных красок также требует соблюдения определенных правил:
— при окрашивании известковыми, клеевыми и воднодисперсионными красками поверхностей с помощью краскопультов позаботьтесь о защите органов зрения и дыхания, то есть работайте в защитных очках и респираторе;
— при работе с известьсодержащими составами (красками, грунтовками, шпатлевками) кожу рук следует защитить резиновыми перчатками с химически стойким покрытием;
— при приготовлении цветных колеров для окрашивания поверхностей внутри помещений запрещается применять свинцовые (свинцовый сурик, свинцовый крон) и медные (медянка) пигменты.
Малярные работы, пожалуй, можно отнести к разряду вредных, поэтому вспомните добрую традицию социалистического производства, когда на вредных производствах выдавали молоко: пейте его почаще, оно хотя бы частично нейтрализует неблагоприятные воздействия летучих химических веществ, которые вы вдыхаете вместе с воздухом.
Экзаменационный билет № 11
Профессия «Станочник деревообрабатывающих станков»
1 вопрос: Классификация деталей машин, оси, валы и их элементы.
2 вопрос: Понятие о муфтах, резьбовые соединения, детали крепежных соединений.
3 вопрос: Неразъемные и разъемные соединения, классификация и виды.
4 вопрос: Общие правила техники безопасности на деревообрабатывающих предприятиях.
Механизмом - называется совокупность подвижно соединенных тел (звеньев), совершающих под действием приложенных сил определенные целесообразные движения. В любом механизме, кроме подвижных звеньев, есть неподвижное звено. Звено, которому движение сообщается за счет приложенных внешних сил, называется ведущим, а звено, которому передается движение, называется ведомым.
Машина - механическое устройство с согласованно работающими частями, осуществляющее определенные целесообразные движения для преобразования энергии, материалов или информации. Определенность движения какого-либо тела может быть достигнута только путем ограничения его движения другими телами, так как свободное тело может совершать в пространстве любые движения.
Назначение, классификация.
Ранее речь шла о передачах, как едином целом механизме, а также рассматривались элементы, непосредственно участвующие в передаче движения от одного звена механизма к другому. В данной теме будут представлены элементы, предназначенные для крепления частей механизма, непосредственно участвующих в передаче движения (шкивы, звёздочки, зубчатые и червячные колёса и т.п.). В конечном итоге, качество механизма, его КПД, работоспособность и долговечность в значительной мере зависят и от тех деталей, о которых будет идти речь в дальнейшем. Первыми из таких элементов механизма рассмотрим валы и оси.
|
|
|
|
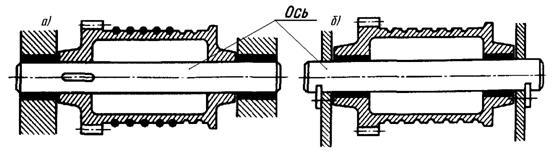 Рис.Ось барабана лебёдки: а) вращающаяся; б) неподвижная
Рис.Ось барабана лебёдки: а) вращающаяся; б) неподвижнаяВал – деталь машины или механизма предназначенная для передачи вращающего или крутящего момента вдоль своей осевой линии. Большинство валов – это вращающиеся (подвижные) детали механизмов, на них обычно закрепляются детали, непосредственно участвующие в передаче вращающего момента (зубчатые колёса, шкивы, звёздочки цепных передач и т.п.).
Ось (рис. 18) – деталь машины или механизма, предназначенная для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента.Ось может быть подвижной (вращающейся, рис. 18, а) или неподвижной (рис. 18, б).
Классификация валов и осей:
1. По форме продольной геометрической оси:
1.1.прямые(продольная геометрическая ось – прямая линия), например, валы редукторов, валы коробок передач гусеничных и колёсных машин;
1.2. коленчатые(продольная геометрическая ось разделена на несколько отрезков, параллельных между собой смещённых друг относительно друга в радиальном направлении), например, коленвал двигателя внутреннего сгорания;
1.3. гибкие(продольная геометрическая ось является линией переменной кривизны, которая может меняться в процессе работы механизма или при монтажно-демонтажных мероприятиях), часто используются в приводе спидометра автомобилей.
2. По функциональному назначению:
2.1. валы передач, они несут на себе элементы, передающие вращающий момент (зубчатые или червячные колёса, шкивы, звёздочки, муфты и т.п.) и в большинстве своём снабжены концевыми частями, выступающими за габариты корпуса механизма;
2.2. трансмиссионные валы предназначены, как правило, для распределения мощности одного источника к нескольким потребителям;
2.3. коренные валы - валы, несущие на себе рабочие органы исполнительных механизмов (коренные валы станков, несущие на себе обрабатываемую деталь или инструмент называют шпинделями).
3. Прямые валы по форме исполнения и наружной поверхности:
3.1. гладкие валы имеют одинаковый диаметр по всей длине;
3.2. ступенчатые валы отличаются наличием участков отличающихся друг от друга диаметрами;
3.3. полые валы снабжены сквозным или глухим отверстием, соосным наружной поверхности вала и простирающимся на большую часть длины вала;
3.4. шлицевые валы по внешней цилиндрической поверхности имеют продольные выступы – шлицы, равномерно расположенные по окружности и предназначенные для передачи моментной нагрузки от или к деталям, непосредственно участвующим в передаче вращающего момента;
3.5. валы, совмещённые с элементами, непосредственно участвующими в передаче вращающего момента (вал-шестерня, вал-червяк).
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКАХ. К работе допускаются лица в возрасте не моложе 18 лет, прошедшие соответствующую подготовку и имеющим удостоверение разрешающее работу на деревообрабатывающих станках, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. Рабочие должны проходить инструктаж раз в квартал. Запрещается допускать рабочего к станку, не ознакомив его с правилами техники безопасности и инструкцией по обслуживанию станка.
В мастерской должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах. При получении травмы оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить об этом администрации. Работающие обязаны соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения. Мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным или порошковым и ящиком с песком. При загорании электрооборудования станка немедленно выключить станок и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком.
Перед началом работы необходимо:
1.Привести в порядок рабочую одежду.
2.Подготовить рабочее место к работе.
3.Проверить исправность ограждения.
4.Проверить надежность закрепления режущего инструмента на валу зажимными шайбами.
5.Произвести настройку станка на обработку заданных деталей, закрепить ограждения.
6.О недостатках доложить мастеру, после их устранения приступить к работе.
Все движущиеся части станка должны быть ограждены, все устройства необходимо содержать в исправности, режущие кромки должны быть хорошо заточены. Кнопка пуска утапливается на 3-5мм., а кнопка стопа выдвигается на 3-5мм.
Во время работы необходимо:
а) строго соблюдать правила техники эксплуатации станка.
б) начинать обрабатывать заготовку после того. как вал разовьет полное число оборотов, подачу производить равномерно, без толчков, замедляя ее при наличии сучков. гнили и косослоя.
в) следить, чтобы в станок не поступали заготовки с гвоздями и прочими металлическими предметами.
г) осмотр механики станка, чистка и смазка его. Надевание ремня и извлечение засорений разрешается только при полной остановке станка.
Немедленно остановить станок:
а) при появлении ненормального шума. стука, сильной вибрации ножевого вала.
б) при поломке ножей и деталей их крепления или ограждений.
в) при попадании засорений.
г) при перегреве подшипников ножевого вала и электродвигателя, в случае неисправной изоляции электродвигателя или электрической пусковой аппаратуры и “биения на корпус”.
При возникновении каких либо неисправностей, необходимо обратиться к бригадиру или начальнику, чтобы он вызвал мастера для устранения неполадок.
Экзаменационный билет № 13
Профессия «Станочник деревообрабатывающих станков»
1 вопрос: Устройство и принцип работы основных деревообрабатывающих станков.
2 вопрос: Виды и назначения деревообрабатывающего оборудования.
3 вопрос: Оборудование общего назначения, специализированное оборудование.
4 вопрос: Общие правила безопасной работы на станках.
Устройство деревообрабатывающих станков. Части станка. Части каждого станка можно подразделить на основные и вспомогательные. К основным частям относятся: станина, рабочий стол (плита), рабочий вал, режущий инструмент (пильный диск, ножи, сверла, фрезы и др.), механизм передачи движения. К вспомогательным частям относятся: ограждения опасных мест, механизм подачи материала (питающий механизм), остановочно-пусковые приспособления, приспособления для смазки.
Станина — обычно чугунная, цельнолитая, тяжеловесная. На ней монтируются все движущиеся части станка. Станина сообщает станку устойчивость. Ее часто устанавливают на железобетонном фундаменте.
Рабочий стол (плита) —тоже обычно чугунный, обязательно строганый, точно выверенный, шлифованный. Стол может быть как неподвижным, так и перемещающимся вверх, вниз и в стороны.
Рабочий вал служит для крепления на нем режущего (рабочего) инструмента. В зависимости от вида инструмента, который на нем крепится, рабочий вал часто называют пильным, ножевым, шпинделем. Рабочий вал всегда стальной, обязательно точеный, прочный, выбалансированный (уравновешенный), имеет приспособления для крепления на нем инструмента.
Режущий инструмент, применяемый в деревообрабатывающих станках, имеет различное назначение и соответственно этому разную конструкцию, разные формы и размеры. Изготовляют режущий инструмент из высококачественной углеродистой или легированной стали. Инструмент носит разные названия.
Все деревообрабатывающие станки электрифицированы, т. е. работают от электродвигателей. На станках, работающих одновременно несколькими режущими инструментами, установлены либо один общий электродвигатель, либо отдельные электродвигатели для каждого инструмента. Во втором случае электродвигатели называют индивидуальными. Общая мощность всех индивидуальных электродвигателей называется суммарной мощностью станка.
Станки с индивидуальными электродвигателями более удобны в эксплуатации и более экономичны (более выгодны). Это объясняется тем, что при работе только части режущих инструментов эти станки можно включить не на полную мощность и, таким образом, экономить электроэнергию.
Передача движения на рабочий вал от электродвигателя может быть: непосредственной, ременной, зубчатой, цепной.
При непосредственной передаче рабочий вал станка соединен с валом электродвигателя и составляет как бы его продолжение или же режущий инструмент крепится на удлиненном валу электродвигателя. Число оборотов рабочего вала при непосредственной передаче движения равно числу оборотов вала электродвигателя.
Ременная передача состоит из ведущего и ведомого шкивов и охватывающего их бесконечного ремня. Ведущим называется шкив на валу электродвигателя, ведомым — шкив на рабочем валу. В зависимости от расположения рабочего вала и направления его вращения ременная передача может быть прямой, косой и перекрестной (рис. 1). Ременную передачу часто называют приводом.
От диаметра шкивов ременной передачи зависит число оборотов рабочего вала. Чем больше диаметр ведущего шкива и чем меньше диаметр шкива ведомого, тем больше число оборотов рабочего вала. Чтобы увеличить число оборотов рабочего вала, уменьшают диаметр ведомого шкива или увеличивают диаметр шкива ведущего. Чтобы рабочий вал имел меньше оборотов, чем вал электродвигателя, диаметр ведомого шкива должен быть больше диаметра шкива ведущего.
Виды и назначения деревообрабатывающего оборудования.
По различным признакам деревообрабатывающее оборудование подразделяется на различные виды в зависимости от функциональности, сферы применения, особенностей устройства и прочих параметров. Но самым важным фактором классификации является их разделение по выполнению определенных операции. В рамках данной классификации выделяется несколько десятков видов станков, здесь мы рассмотрим основные из них.
Особой популярностью пользуются рейсмусовые и фуговальные станки: первые предназначены для сглаживания поверхности и калибровки по заданному уровню шероховатости и толщине. Фуговальное оборудование обеспечивает строгание прямолинейных деревянных деталей, снятие фасок под углом. Есть также универсальные варианты, сочетающие в себе функции калибровки, выравнивания и строгания одновременно – это так называемое фуговано-рейсмусовое оборудование.
Особенно следует выделить четырехсторонние станки – такое оборудование позволяет обрабатывать деревянные заготовки с четырех сторон одновременно. Их широко применяют в производстве половых досок, плинтусов, различного вида бруса, деталей мебели и других элементов, которые требуют единовременной многосторонней обработки. Они обеспечивают высокую скорость подачи и множественность операций в один проход, что положительно влияет на качество и производительность труда.
Фрезерные станки используются для плоской, рельефной и профильной обработки деталей, как прямолинейных, так и криволинейных методом фрезерования. Они широко используются для создания пазов и шипов, и нашли широкое применение в различных столярных работах. В мебельном производстве часто используются сверлильно-присадочные и копировально-фрезерные станки, оборудование для постформинга и нанесения клея, а также покрасочные камеры.
Для работы с необработанным пильным материалом часто используются ленточнопильные, форматно-раскроечные и многопильные станки, которые могут использоваться как отдельно, так и встраиваться в поточную линию. Также выделяют сверлильные, шипорезные, шлифовальные и скобозабивные станки, а также станки для производства стульев и деревянных окон – современный производитель предлагает множество их вариантов для выполнения различных функций в сфере деревообработки и мебельного производства.
Оборудование общего назначения, специализированное оборудование.
Виды станковКлассификация по выполняемым операциям и назначению рассматривает производственные задачи и позволяет подобрать под них соответствующее оборудование.
Вспомогательное оборудование выполняет работу без изменения формы и размеров детали.
Характерный пример – стружкоотсосы. Они удаляют отходы из рабочей зоны. Эффект от их применения не только в лучшей видимости линии реза. Они собирают древесную пыль, которая вредна для человека. Стружкоотсосы поддерживают порядок в цеху и в мастерской, так как весь мусор собирается в мешки. Машины для нанесения клея применяют в производстве для получения клееных древесных материалов. При изготовлении мебели края деталей отделывают кромкой. Быстро выполнить эту задачу можно с помощью кромкооблицовочных станков.
Специальные, специализированные и универсальные станкиВ производстве встречаются оборудование, созданное для обработки одних и тех же деталей, которые отличаются только размером. Так, специальным станком является форматно-раскроечный. На нем распиливают щиты и плиты. Применяют его для изготовления корпусной мебели и дверей.
Рабочие машины, предназначенные для выполнения определенных операций, объединяют в группу специализированных устройств. Например, кромкошлифовальными станками для выравнивания краев щитов, профилей, рам оснащают мебельные и столярные цеха. Более подробно об этом можно почитать в статье «Оснащаем мебельное производство современным оборудованием».
Универсальные устройства имеют широкую сферу применения. С их помощью можно выполнять разные задачи. Один такой станок может заменить несколько специальных, но уступает им в точности и производительности (время тратится на переналадку). Впрочем, если площадь мастерской или цеха не велика, с этими недостатками можно легко смириться. Так, один рейсмусно-фуговальный станок займет значительно меньше места, чем отдельные установки для фугования и рейсмусования.
Если универсальное оборудование (строгальное, фрезерное, сверлильное, токарное) подходит для мелкосерийного и серийного производства, то для домашней мастерской можно приобрести комбинированный станок. На нем делают несколько операций: распиливают, строгают, выполняют отверстия и прочее, в зависимости от модели.
Полную информацию о многофункциональных устройствах вы найдете в статье «Какие станки покупают для домашней мастерской?».
Профессиональные и бытовые станкиКак правило, в каталогах и в инструкциях по эксплуатации производители указывают назначение станка, время его непрерывной работы. Промышленная техника создается для ежедневной эксплуатации в несколько смен. Бытовые станки не рассчитаны на круглосуточное использование. Тем не менее, они успешно применяются не только в быту, но и на ремесленных предприятиях.
Если производство массовое, специализируется на выпуске определенных стандартных изделий, например дверей, необходимо профессиональное оборудование. Оно позволит максимально автоматизировать технологический процесс.
Частник или мастерская, выполняя разовые заказы, учитывает пожелания клиента. Процесс изготовления каждого изделия может существенно отличаться. Но небольшое предприятие не может себе позволить закупать специальное оборудование под каждую задачу. Поэтому здесь целесообразны универсальные и комбинированные станки. Переналадка позволяет выполнять на них различные операции. Среди них вполне могут быть устройства бытового класса. Они стоят дешевле, а для организации индивидуального производства стоимость оборудования имеет решающее значение. Когда выбирают оснащение для маленькой мастерской, значение приобретают еще и габаритные размеры техники. В этом случае предпочтение отдается настольным станкам.
Подробнее о них мы рассказываем в статье «Обзор настольных деревообрабатывающих станков».
Таким образом, многообразие видов станочного оборудования позволяет оснастить производительными устройствами любое деревообрабатывающее предприятие, независимо от его размеров и производимой продукции. Вы уже задумываетесь о покупке? Даже если пока только выбираете подходящий вариант из многих, позвоните нашим менеджерам – они ответят на все ваши вопросы, а если Вы захотите оформить заказ, предложат отличные условия доставки.
Общие правила безопасной работы на станках
Помимо специальных правил безопасной работы на каждом станке, техника безопасности предусматривает следующие общие правила работы на станках:
1. Не приступать к работе на станке, не зная его устройства, не получив подробного инструктажа по приемам работы и правилам техники безопасности.
2. До начала работы осмотреть станок и убедиться в его полной исправности.
3. Перед началом работы наладить станок: установить заточенный режущий инструмент и проверить правильность его установки; установить соответствующие направляющие, прижимные и другие приспособления; проверить правильность установки, крепления и действия ограждений; залить смазку.
4. Перед работой опробовать станок на холостом ходу, доведя его "до полного числа оборотов; проверить действие пусковых, остановочных и тормозных приспособлений.
5. Станина электрифицированного станка должна быть заземлена. Проверить исправность токоподводящих проводов.
6. После 5—10 мин. работы остановить станок и проверить крепление режущего инструмента, подтянуть гайки. Одновременно проверить крепление ограждений, работу приспособлений для смазки, состояние подшипников и других трущихся частей станка; убедиться в отсутствии нагрева трущихся частей.
7. Нельзя производить на ходу станка чистку, смазку или подрегулировку; для этого станок нужно остановить и отключить его от токопроводящей сети.
8. При остановке станка производить его торможение только тормозными приспособлениями. Тормозить при помощи обрезков материала или бракованных деталей запрещается.
9. Нельзя со станка снимать ограждения и работать без ограждений.
10. При обработке коротких деталей нужно пользоваться колодками и толкателями.
11. Во время работы нужно быть аккуратным и внимательным. Нельзя отвлекаться, разговаривать.
12. Нельзя работать в одежде нараспашку, с не завязанными рукавами, с неубранными волосами.
13. Нельзя отходить от останавливаемого станка до полной его остановки.
14. На рабочем месте не иметь ничего лишнего, что не требуется для данной работы, проходы возле станка не загромождать; пол должен быть ровным, нескользким.
15. На рабочем месте необходимо иметь соответствующих размеров гаечные ключи и простейший слесарный инструмент — молоток, клещи, плоскогубцы, кусачки и т. п.
16. Нельзя накапливать на рабочем месте промасленных концов и тряпок: может произойти их самовозгорание.
17. По окончании работы (смены) нужно обтереть и смазать станок, привести в порядок рабочее место. О всех ненормальностях, обнаруженных в работе станка, необходимо сообщить мастеру цеха и сменщику.
Экзаменационный билет № 14
Профессия «Станочник деревообрабатывающих станков»
1 вопрос: Разделение оборудования по степени механизации и автоматизации.
2 вопрос: Конструктивные элементы деревообрабатывающих станков, устройство.
3 вопрос: Механизация и автоматизация процессов деревообрабатывающего производства.
4 вопрос: Оказание первой медицинской помощи пострадавшему при обморожениях.
Разделение оборудования по степени механизации и автоматизации.
Основа дальнейшего технического прогресса в лесопильно- деревообрабатывающем производстве — механизация и автоматизация производственных процессов, направленная на решение одной из важных задач — замены ручного труда работой механизмов и машин.
Механизация — это замена ручного труда машинным. В данном случае машина производит работу, которую ранее выполнял человек с помощью мускульной силы.
Однако при работе этой машины человек не может отойти от нее, так как он должен выполнять ряд вспомогательных операций, без которых машина перестает выполнять свои функции. Иногда производительность такой машины ограничивается физическими возможностями человека и она используется не полностью.
Рабочая машина (неавтоматизированная) имеет, как правило, механизмы рабочих ходов и выполняет в основном главные рабочие движения. Вспомогательные операции, такие, как загрузка заготовок, зажим и др., выполняет человек. В этом случае весь производственный процесс строится на взаимодействии человека и машины. Последовательность , (программу) выполнения операций выбирает сам человек.
Автоматизация—это более высокая ступень развития машинного производства, при которой человек освобождается не только от физического труда, но и от обязанностей оперативного управления механизмами, осуществляющими производственный процесс. Отпадает необходимость в непрерывном обслуживании автоматической машины, и человек может отойти от нее, так как она сама выполняет все основные и вспомогательные операции производственного процесса. Производительность такой машины не связана с физическими возможностями человека, поэтому может достигать высокого уровня.
Автоматическая машина (автомат) — это самоуправляемая рабочая машина, которая выполняет весь комплекс назначенных операций. Все функции управления производственным процессом, т. е. включение и выключение отдельных механизмов, изменение порядка работы рабочих органов, выполняются специальными устройствами. Эти устройства без вмешательства человека могут поддерживать в заданных пределах технологические режимы обработки.
На первом этапе развития автоматизации ставилась задача автоматизировать выполнение отдельных операций. Межоперационное транспортирование заготовок и деталей, а также другие вспомогательные операции выполнялись вручную.
В современных условиях задачи автоматизации значительно расширились. Теперь автоматизация охватывает все звенья производственного процесса, включая транспортные, загрузочно-разгрузочные работы и контроль готовых деталей. В ряде случаев применяют конвейеры с автоматическим адресованием.
С внедрением автоматизированных линий появилась необходимость в разработке принципиально новых конструкций изделий, позволяющих коренным образом усовершенствовать технологические приемы их изготовления. Конструкция изготовляемых изделий должна отвечать требованиям высокомеханизированного производства.
Таким образом, понятие автоматизации производства охватывает широкую совокупность мероприятий по разработке технологических процессов изготовления изделий и созданию высокопроизводительных автоматически действующих средств производства.
Конструктивные элементы деревообрабатывающих станков Устройство деревообрабатывающих станков зависит от их назначения.
Однако, различаясь по устройству, станки имеют конструктивные элементы одинакового назначения - станины, столы или каретки для базирования деталей, сборочные единицы для закрепления режущего инструмента и сообщения ему или заготовке рабочих движений.
Элементы станков разделяют на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры). К вспомогательным органам относят устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного к исполнительному механизму (механизмы резания и подачи).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета. Станина - металлическое основание, на котором располагаются все механизмы и детали станка. Конфигурация и размеры станины зависят от назначения и конструкции станка.
Столы предназначены для поддержания и направления обрабатываемого материала. Они бывают неподвижные, наклоняющиеся, передвижные, переставные. Механизмы резания(шпиндели) служат для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Механизм подачи. Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, цепнодолбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки). Материал в станок может подаваться вручную или механически.
Вспомогательные механизмы. Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки. Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Привод механизмов резания или подачи осуществляется в основном от электродвигателей. На большинстве станков привод производится от индивидуальных электродвигателей путем соединения электродвигателя через муфту со шпинделем и др. Привод подающего механизма осуществляется от электродвигателя ременной, цепной передачами.
Механизация и автоматизация процессов деревообрабатывающего производства.
Процесс автоматизации затрагивает не только технические, но и социальные аспекты производства, определяет коренные сдвиги в экономике и организации производства. В нашей стране в последние годы организованы крупные автоматизированные производства по выпуску оконных и дверных блоков, плитных материалов и паркета.
Комплексная механизация процессов лесопиления и деревообработки связана с созданием систем машин, объединяющих выполнение разнообразных операций обработки, сборки, транспортировки и иногда контроля изделий. Такие системы машин включают в себя оборудование, расположенное в порядке последовательности операций технологического процесса и называемое линиями.
Линии лесопильно-деревообрабатывающих машин по степени автоматизации подразделяют на поточные, полуавтоматические и автоматические.
Поточной называют линию рабочих машин, расположенных в порядке последовательности технологических операций и требующих индивидуального обслуживания. Машины, входящие в состав поточной линии, могут быть связаны и не связаны транспортными устройствами.
Автоматической линией называется система взаимосвязанных рабочих машин (станков, вспомогательного оборудования и др.), расположенных по ходу технологического процесса и автоматически осуществляющих назначенную последовательность технологических операций без вмешательства рабочего. Такая система нуждается лишь в периодическом контроле, настройке и техническом уходе со стороны обслуживающего персонала. Загрузка головной машины автоматической линии и прием готовой продукции осуществляются также автоматически с помощью специальных зацрузочно-разгрузочных устройств.
Если некоторые операции технологического процесса не автоматизированы и требуют индивидуального обслуживания, линия называется полуавтоматической.
В состав линий могут входить универсальные, специализированные и специальные машины. Опыт показал, что автоматические линии, составленные из простейшего универсального оборудования с малой концентрацией операций, получаются громоздкими, требуют большой производственной площади и не обеспечивают необходимой надежности работы.
Составленные из автоматизированных универсальных и специализированных машин линии отличаются большей компактностью и надежностью.
При использовании нормализованных узлов и механизмов (силовых головок, питателей, разгрузчиков и др.) сокращаются сроки проектирования и создания линий, уменьшаются затраты.
Линии лесопильно-деревообрабатывающего оборудования могут быть с жесткой, гибкой и смешанной связью агрегатов. Если машины линии сблокированы между собой и образуют непрерывную цепь с непосредственной передачей обрабатываемого изделия с одной позиции на другую, связь называется жесткой. Такая связь весьма распространена в линиях, однако в этом случае при остановке любого из агрегатов простаивает вся линия.
Первая помощь при обмороженииОбморожением называют комплекс симптомов, который возникает под действием низких температур и проявляется некрозом тканей и появлением их реактивного воспаления.
Основной причиной развития отморожения является воздействие холода на протяжении длительного времени. Также важную роль играют определенные факторы, наличие которых способствует большему проявлению и усилению влияния охлаждения.
ПричиныПричины развития обморожения тканей связаны с многочисленными негативными факторами, воздействующими на организм. К ним относят:
ношение тесной обуви, одежды;
повышенная влажность воздуха;
ветреная погода;
сниженная активность иммунной системы;
ослабленное кровоснабжение нижних конечностей;
атеросклероз.
Благоприятный прогноз при отморожении может быть гарантирован при своевременном диагностировании повреждения, что в свою очередь требует знания признаков патологии. В зависимости от глубины поражения тканей различают 4 степени обморожения, каждая из которых имеет свои характерные признаки и особенности:
1 степень характеризуется отеком и побледнением кожных покровов, а в некоторых случаях появляется багрово-красный оттенок. При данной стадии повреждения пациент предъявляет жалобы на чувство жжения, покалывания, умеренные боли, а иногда и онемение. Некроз кожи отсутствует;
2 степень обморожения сопровождается побледнением кожи, утратой чувствительности в пораженном участке и появлением везикул (волдырей), заполненных прозрачной жидкостью. Присутствует выраженный болевой синдром. Характерен некроз всех слоев эпителия;
при 3 степени обморожения поверхность пораженного участка резко гиперемирована с синюшным оттенком, очагами некроза, наличием отека и пузырей, заполненных геморрагическим содержимым. При данной стадии развивается омертвение всех слоев кожи с переходом на подкожную клетчатку;
обморожение 4 степени клинически проявляется развитием сухой или влажной гангрены. Характеризуется некрозом всех слоев мягких тканей с повреждением костей и суставов.
Правильное и своевременное лечение обморожения является главной предпосылкой для благоприятного исхода. Важное значение имеет своевременное оказание первой медицинской помощи, поскольку вовремя оказанные неотложные меры являются залогом быстрого выздоровления пострадавшего. Доврачебная помощь при обморожениях включает в себя следующие действия:
необходимо перенести пострадавшего в теплое место;
снять с него промерзшие вещи (обувь, одежду);
растереть промерзшие конечности спиртовыми настойками для улучшения кровообращения (метод хорош при легких степенях обморожения);
при более сильных травмах тепло одеть пострадавшего, наложить на конечности теплоизолирующие повязки;
дать теплое питье.
Экзаменационный билет № 15
Профессия «Станочник деревообрабатывающих станков»
1 вопрос: Элементы деревообрабатывающих станков.
2 вопрос: Характеристика основных элементов станков. Механизмы подачи, электропривод.
3 вопрос: Индексации и цифровые обозначения деревообрабатывающих станков.
4 вопрос: Правила техники безопасности при работе на деревообрабатывающих станках.
Элементы деревообрабатывающих станков.
Конструкция деревообрабатывающих станков определяется их технологическим назначением. При этом в разных станках часто применяют повторяющиеся элементы. Такое использование конструктивных элементов называют нормализацией. Иногда станки полностью состоят из одинаковых составных частей и отличаются один от другого только взаимным расположением основных рабочих органов. Такое заимствование элементов называют унификацией. Если станки собирают из отдельных агрегатов, которые выпускают серийно специализированными заводами, то их называют агрегатными.
Все составные части того или иного станка монтируют на станине, которая устанавливается на фундамент или специальные виброизолирующие опоры. На станине расположены корпусные детали, которые воспринимают нагрузки от рабочих органов и образуют контур станка.
Элементы станка, предназначенные для обеспечения главного движения, называют механизмом резания - ножевой вал, шпиндель, пильный вал, на которых крепится режущий инструмент.
Механизм подачи предназначен для обеспечения движения подачи заготовки и выполняется в виде конвейера, вальцов или роликов.
Правильное расположение заготовки относительно режущего инструмента достигается установочными элементами станка: столами, направляющими линейками, угольниками, упорами, ориентирующими и прижимными приспособлениями.
Для обеспечения настроечных перемещений в станке имеются суппорты и механизмы настройки, которые служат для перемещения суппорта с рабочим инструментом в заданном направлении.
Современные станки часто снабжают загрузочно - разгрузочными устройствами - манипуляторами или роботами общего
назначения.
Важными элементами станка являются оградительные и предохранительные устройства. Их выполняют в виде щитков, крышек, колпаков, оградительных сеток для того, чтобы предохранить станочника от случайного касания вращающихся и движущихся механизмов.
К органам управления станка относятся маховички, педали, рукоятки, кнопки и переключатели. В современных станках органы управления выполняют в виде пульта.
Характеристика основных элементов станков. Механизмы подачи, электропривод.
Устройство деревообрабатывающих станков зависит от их назначения. Одни станки служат для распиловки заготовок, другие — для строгания, третьи — для высверливания отверстий и т. п. Однако, различаясь по устройству, станки имеют конструктивные элементы одинакового назначения — станины, столы или каретки для базирования деталей, узлы для закрепления режущего инструмента и сообщения ему или заготовке рабочих движений.
Элементы станков разделяют на основные и вспомогательные. В первую группу включают станины, суппорты, рабочие органы, механизмы подачи, приводы, органы управления, опорные и направляющие устройства, зажимы, прижимы и упоры. Ко второй группе относят устройства для заточки режущего инструмента, настройки и смазкя станков, удаления отходов. Многие станки оборудуют околостаночными механизмами, питающими и съемными устройствами, но не каждый станок оборудован всем комплексом приведенных элементов.
Станина служит основанием станка, на котором закрепляются все его узлы и детали. Станина воспринимает усилия, действующие между отдельными элементами станка, вибрационные и динамические нагрузки, а также нагрузки от обрабатываемого материала.
Станины могут быть литыми и сварными. Их изготовляют пустотелыми, обычно коробчатого сечения, обеспечивая при этом необходимую устойчивость. Конфигурация и размеры станины зависят от назначения и конструкции станка.
Рабочие органы в станках с вращательным движением режущего инструмента — шпиндели, ножевые и пильные валы — служат для его закрепления и вращения. В станках с поступательным движением режущего инструмента они предназначены или только для его закрепления, или для закрепления и сообщения ему прямолинейного движения резания или подачи. В ленточнопильных станках рабочий орган — шкив — вращается, а режущий инструмент — ленточная пила — совершает поступательное по отношению к заготовке движение.
На суппортах закрепляют рабочие или другие органы станка. Н зависимости от конструкции станка рабочие органы, закрепленные на суппорте, могут перемещаться только в одном направлении (например, вертикальном), в двух (вертикальном и горизонтальном) или в двух направлениях и под углом.
На станках с позиционной обработкой суппорты используют также для крепления опорных элементов — столов. На этих станках суппорты в отдельных случаях служат для сообщения заготовкам движения подачи.
Электропривод – электромеханическая система, осуществляющая преобразование электрической энергии в механическую, состоящая из взаимосвязанных и взаимодействующих друг с другом электротехнических, электромеханических и механических устройств, предназначенных для приведения в движение исполнительных органов машин и механизмов и управления этим движением. Рабочая машина (механизм) в свою очередь состоит из множества взаимосвязанных деталей и узлов, один из которых непосредственно выполняет заданную операцию технологического процесса и поэтому называется исполнительным органом.
КЛАССИФИКАЦИЯ И ИНДЕКСАЦИЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
Существует большое количество признаков, по которым можно классифицировать оборудование. Наиболее распространена классификация по технологическому и конструктивным признакам.
По технологическому признаку деревообрабатывающее оборудование подразделяется на дереворежущее общего и специального назначения, клеильно-сборочное, прессовое, отделочное и сушильное. Появились также многооперационные автоматические машины и линии, в которых выполняются различные комбинации технологических операций (обработка резанием, облицовывание, сборка, сушка и др.).
Каждый тип станка имеет конкретное конструктивное исполнение, которое характеризует его модель. Для обозначения вида и типа станков принята буквенно-цифровая индексация. Первая буква (иногда две) индекса обозначает тип станка: Л — ленточный, Ц — круглопильный (устаревшее название циркульный); С — четырехсторонний продольно-фрезерный (устаревшее название строгальный), фуговальный, рейсмусовый, Ф — фрезерный, Ш — шипорезный, СВ — сверлильный, Шл — шлифовальный и т. п.
Вторая и третья буквы индекса характеризуют технологические особенности станка: например, ЛС — ленточнопильный столярный, ЦДК — круглопильный для продольной распиловки (циркульный делительный — ЦД) с конвейерной (К) подачей, CP — рейсмусовый, ФС — фрезерный средний, СВПГ — сверлильно-пазовальный горизонтальный и т. д.
Цифры после первой буквы (или между буквами) указывают на количество рабочих органов или агрегатов станка: например С2Ф — фуговальный станок с двумя (горизонтальным и вертикальным) режущими инструментами, С2Р — рейсмусовый с двумя ножевыми валами и т. п.
Цифры после букв индекса характеризуют главный параметр станка, а при наличии нескольких моделей данного типа очередной номер модели. Например: СР6-9 — станок рейсмусовый (CP), ширина стола 630 мм (6), девятая модель (9); ЛС80-5 — станок ленточнопильный столярный (ЛС), диаметр пильных шкивов 800 мм (80), пятая модель (5).
Индексация некоторых станков не соответствует описанному принципу, например 2ШлКН — шлифовальный двухагрегатный станок (2Шл) с конвейерной подачей (К) и нижним расположением агрегатов (Н). По буквенно-цифровому индексу можно быстро определить тип станка, его главный параметр и конструктивное исполнение.
Правила техники безопасности при работе на деревообрабатывающих станках.
К работе допускаются лица в возрасте не моложе 18 лет, прошедшие соответствующую подготовку и имеющим удостоверение разрешающее работу на деревообрабатывающих станках, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. Рабочие должны проходить инструктаж раз в квартал. Запрещается допускать рабочего к станку, не ознакомив его с правилами техники безопасности и инструкцией по обслуживанию станка.
В мастерской должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах. При получении травмы оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить об этом администрации. Работающие обязаны соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения. Мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным или порошковым и ящиком с песком. При загорании электрооборудования станка немедленно выключить станок и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком.
Перед началом работы необходимо:
1.Привести в порядок рабочую одежду.
2.Подготовить рабочее место к работе.
3.Проверить исправность ограждения.
4.Проверить надежность закрепления режущего инструмента на валу зажимными шайбами.
5.Произвести настройку станка на обработку заданных деталей, закрепить ограждения.
6.О недостатках доложить мастеру, после их устранения приступить к работе.
Все движущиеся части станка должны быть ограждены, все устройства необходимо содержать в исправности, режущие кромки должны быть хорошо заточены. Кнопка пуска утапливается на 3-5мм., а кнопка стопа выдвигается на 3-5мм.
Во время работы необходимо:
а) строго соблюдать правила техники эксплуатации станка.
б) начинать обрабатывать заготовку после того. как вал разовьет полное число оборотов, подачу производить равномерно, без толчков, замедляя ее при наличии сучков. гнили и косослоя.
в) следить, чтобы в станок не поступали заготовки с гвоздями и прочими металлическими предметами.
г) осмотр механики станка, чистка и смазка его. Надевание ремня и извлечение засорений разрешается только при полной остановке станка.
Немедленно остановить станок:
а) при появлении ненормального шума. стука, сильной вибрации ножевого вала.
б) при поломке ножей и деталей их крепления или ограждений.
в) при попадании засорений.
г) при перегреве подшипников ножевого вала и электродвигателя, в случае неисправной изоляции электродвигателя или электрической пусковой аппаратуры и “биения на корпус”.
При возникновении каких либо неисправностей, необходимо обратиться к бригадиру или начальнику, чтобы он вызвал мастера для устранения неполадок.
Экзаменационный билет № 27
Профессия «Станочник деревообрабатывающих станков»
1 вопрос: Назначение и устройство четырехстороннего - фрезерного станка.
2 вопрос: Режущий инструмент для четырехстороннего - фрезерного станка.
3 вопрос: Приемы работ на четырехстороннем фрезерном станке, виды изготавливаемых изделий.
4 вопрос: Техника безопасности при работе на четырехстороннем фрезерном станке.
Назначение и устройство четырехстороннего - фрезерного станка.
По назначению деревообрабатывающие станки подразделяют на три группы: универсальные, имеющие широкое распространение в различных деревообрабатывающих производствах; специализированные, предназначенные для выполнения только определенных видов работы с переналадкой станка, и специальные для определенной обработки без переналадки станка
Четырехсторонние продольно-фрезерные станки выпускают для обработки заготовок с сечением заготовок по ширине и толщине 100Х50 мм, 160Х80 мм, 250Х125 мм; для обработки паркетных дощечек – с наибольшей шириной фрезерования 70 мм и 100 мм.

Рис. Схема четырехстороннего продольно-фрезерного станка:
1 – обрабатываемая деталь, 2 – боковые ножевые валы, 3 – верхний ножевой вал, 4 – прижимные ролики, 5 – подающие вальцы, 6 – нижний ножевой вал, 7 – гладильные ножи, 8 – нижний калевочный ножевой вал
На станине четырехстороннего продольно-фрезерного станка С26-2М размешены последовательно суппорты горизонтального нижнего шпинделя, вертикальных правого и левого шпинделей и верхнего горизонтального шпинделя. Станок может оснащаться калевочным суппортом для выборки пазов или раскроя ее на части при выходе из станка.
Режущие инструменты крепят на шпиндели, имеющие индивидуальные электродвигатели. Станок снабжен когтевой защитой, предотвращающей обратный выброс заготовки из станка. Рядом установлена планка-ограничитель подачи заготовок с недопустимым припуском.
Механизм подачи расположен впереди рабочих шпинделей и состоит из двух нижних неприводных и двух верхних приводных вальцов, верхние вальцы рифленые. Привод вальцов от электродвигателя с регулируемым шкивом через клиновой ремень (вариатор) и систему зубчатых колес. Вариатор позволяет плавно изменять скорость подачи от 7,5 до 42 м/мин.
На суппорте установлены подпружиненные ролики, прижимающие деталь к столу. Сбоку заготовка прижимается прижимом к направляющей линейке.
Устройство станков для обработки паркетных дощечек аналогично. Единственное отличие – конвейерный механизм подачи для обработки коротких заготовок. Это двухцепной приводной конвейер с подпружиненными шипами. Шипы обеспечивают надежную подачу заготовок, различающихся величиной припуска до 3 мм.
По заданным размерам детали и припускам на обработку вычисляют толщину и ширину снимаемого слоя каждым режущим инструментом. Эти данные нужны для выбора допустимой скорости подачи.
Из станков этого типа, выпускаемых сегодня, можно назвать следующую модель.
4-сторонний продольно-фрезерный станок 4ФМ-180/4 предназначен для обработки прямых и фасонных поверхностей с четырех сторон за один проход при производстве деталей для мебельных, строительно-столярных и других изделий. Используется для серийного либо массового производства погонажныж изделий, столярных изделий, картинных рам, мебели, вагонки, половой доски, деревянного упаковочного материала из древесины мягких или твердых пород.
Настройка четырехсторонних продольно-фрезерных станков – сложная и трудоемкая операция. Она заключается в установке инструментов на заданные размеры обработки, регулировке подвижных столов и направляющих линеек, а также наладке подающих и прижимных устройств.
Режущий инструмент для четырехстороннего - фрезерного станка.
Режущими инструментами на продольно-фрезерных станках служат ножи плоской формы, цельные фрезы и съемные ножевые головки.

Рис. Ножи и ножевые валы:
а – тонкий нож, б – толстый нож с прорезями, в – толстый нож с рифленой поверхностью, г – нож, армированный пластинкой из твердого сплава, д – ножевой вал с прямыми ножами, е – винтовой вал с креплением ножей по винтовой линии: 1 – лезвие, 2 – передняя грань, 3 – задняя грань, 4,5 и 6 – грани ножа, 7 – пластинка из твердого сплава, 8 – канавка для крепления ножа, 9 – корпус ножевого вала. 10 – нож, 11 – клин, 12 – крепежные винты, 13 – регулирующие винты, ж – квадратный ножевой вал, з – круглый ножевой вал: 1 – упорные планки или пружины, 2 – регулирующий винт, 3 – зажимной болт, 4 – нож, 5 – корпус, 6 – прижимная планка
Ножи для фрезерования являются сменными режущими элементами цилиндрических ножевых валов фуговальных и рейсмусовых станков. Их изготовляют шириной 40 мм и толщиной 3 мм. Длина – 260, 410, 640, 810, 1260 и 1610 мм. Ножи изготовляют из инструментальных легированных сталей, оснащают пластинами из твердого сплава. Угол заострения режущей кромки ножей 40°.
Ножи должны удовлетворять следующим требованиям:
– неравномерность ширины ножа допускается не более 0,1 мм на длине 100 мм;
– разнотолщинность ножей – не более 0,05 мм;
– режущая кромка ножа не должна иметь трещин, выкрашиваний и забоин;
– продольная и поперечная вогнутость передней грани ножа должна быть не более 0,1 мм на 10O мм длины ножа;
– отклонение от прямолинейности режущей кромки ножа допускается не более 0,025 мм на длине 100 мм. Прямолинейность лезвия контролируют поверочной линейкой;
– радиус округления лезвия после доводки оселком должен быть 6-8 мкм.
Фрезы применяют для обработки нормализованных профилей деталей на четырехсторонних продольно-фрезерных станках. Они могут быть изготовлены из одной заготовки легированной стали или конструкционной стали с пластинами из твердого сплава. В зависимости от формы зубьев различают фрезы двух типов: затылованные и с прямой задней гранью зубьев.

Рис. Фрезы:
а – сплошная, б – составная, в – сборная со сменными ножами, г – комбинированная, д – концевая
Фрезы затылованные используют для фасонного фрезерования различных профилей, фрезы с прямой задней гранью (остроконечными зубьями) – для обработки плоскостей и выборки прямоугольных пазов. Цилиндрические пазовые и прорезные фрезы с прямой задней гранью зубьев.
Составные фрезы применяют для обработки двусторонних фасонных профилей и пазов, получение которых одинарными фрезами невозможно или трудно.
Приемы работ на четырехстороннем фрезерном станке, виды изготавливаемых изделий.
Техника безопасности при работе на четырехстороннем фрезерном станке.
Четырехсторонний продольно-фрезерный станок обслуживают двое или трое рабочих. До начала работы следует убедиться в наличии достаточного количества заготовок и в исправности эксгаустер-ной системы,
Перед пуском станка проверяют исправность и правильность положения всех оградительных устройств, а перед настройкой отключают щит станка, на котором расположено кнопочное управление, чтобы предотвратить возможность ошибочного включения станка.
В четырехсторонний продольно-фрезерный станок нельзя направлять доски с крыловатостью, с глубокими рисками или кривые, а также пересушенные, с большим короблением.
В процессе работы станочник, стоя у питательного стола, следит за тем, чтобы доски по роликам стола шли в один ряд, без значительных перекосов, поправляя неправильно лежащие доски вручную Если станок не оборудован питательным столом, то доски или заготовки из штабеля укладывают на стол впереди станка. Материал следует подавать без межторцовых разрывов. При строгании коротких заготовок межторцовые разрывы приводят к остановке заготовки в станке, что может повлечь за собой образование на обработанной поверхности дефектов обработки (вырывы поперек детали, поджоги). Если при данной скорости подачи межторцовые разрывы неизбежны, следует снизить скорость подачи.
Станочник должен следить за правильным положением упоров, ограничивающих размеры подаваемых заготовок, так как попадание в станок заготовок с чрезмерными припусками может привести к поломке станка или к перегреву электродвигателей.
Размеры заготовок после фрезерования следует контролировать через каждые 20—30 мин, пользуясь калибрами. Если в процессе работы частота вращения одного из рабочих органов падает (обнаруживается по возникновению шума, несвойственного нормальной работе станка), станочник должен немедленно выключить подачу до тех пор, пока рабочие органы не будут вращаться с необходимой частотой вращения. При пробуксовке подающих вальцов, указывающей на ослабление прижимов, следует остановить станок и, осмотрев его, устранить причину, нарушающую нормальную подачу заготовок в станок.
При остановке станка следует проверить состояние электродвигателей и ременных передач. Если обнаружено недопустимое нагревание хотя бы одного электродвигателя, нужно остановить станок и устранить причину нагревания. Через 1,5—2ч работы необходимо фуговать и доводить ножи.
При загрязнении столы или вальцы следует очищать. Причиной появления сколов, вырывов, мшистости и ворсистости на обработанной поверхности может быть большая толщина снимаемого слоя древесины. Рубленая поверхность или большое различие в длине волн может быть из-за слабины в подшипниках.
Если станок не оснащен загрузочно-разгрузочными устройствами, его обслуживают двое рабочих. Станочник укладывает заготовку на стол, базируя ее кромкой по направляющей линейке. После захвата заготовки подающими вальцами станочник берет следующую заготовку и подает ее без межторцовых разрывов.
Второй рабочий принимает готовые детали, проверять качество обработки и складывает в штабель.
При механизированной загрузке и разгрузке станка станочник следит за работой всех элементов станка.
Нельзя подавать заготовки с большими припусками, слишком тонкие и покоробленные. При заклинивании или остановке заготовки нужно включить обратную подачу и вывести заготовку из станка. При появлении мшистости и ворсистости на обработанных поверхностях меняют затупившиеся фрезы.
4-сторонний продольно-фрезерный станок 4ФМ-180/4 предназначен для обработки прямых и фасонных поверхностей с четырех сторон за один проход при производстве деталей для мебельных, строительно-столярных и других изделий. Используется для серийного либо массового производства погонажныж изделий, столярных изделий, картинных рам, мебели, вагонки, половой доски, деревянного упаковочного материала из древесины мягких или твердых пород.
Виды деревообрабатывающего оборудования
Сегодня древесина обрабатывается на специальных деревообрабатывающих станках. Эта машинная конструкция представляет собой устройство, созданное для обработки древесины, чтобы придать ей определенные размеры и заданную форму.
Во время комплексной обработки дерева необходимо не только пилить древесину, но также шлифовать, удалять сучки, сверлить ее и производить массу других сложных процессов. А для проведения всех этих работ нужно использовать различные виды деревообрабатывающего оборудования. Однако, для начинающего столяра такое разнообразие может стать большой проблемой, путающей его в выборе того или иного оснащения.
В зависимости от метода обработки и вида технологии деревообрабатывающее оборудование разделяют на:
окорочное;
сверлильные;
лесопильное;
круглопильное;
ленточнопильное;
продольно-фрезерное;
фрезерное;
шипорезное;
рейсмусовальное;
торцовочное;
строгальное;
заточные;
копировальное;
токарное.
Окорочные станки
Этот вид станков делится на 3 подвида: роторные, суппортные и гидравлические. Наибольший спрос имеют роторные станки. Коросниматели (притупленные) прикрепляются внутрь вращающегося ротора. При этом центрирование древесины осуществляется автоматически. Нажим создают пружины, гидравлические либо пневматические цилиндры. Кора снимается по камбиевому слою.
Рамы лесопильные
Этот станок необходим для продольного распиливания брусьев, а также бревен на лесоматериалы. Процесс пиления осуществляется одной, двумя полосовыми пилами, которые натянуты в пильной рамке.
По назначению лесопильные рамы разделяют на 2 группы:
Общее назначение –используют для распилки брусьев и бревен на лесоматериалы с монтажом в лесопильных цехах. Эти рамы оснащаются четырехвальцовым устройством подачи.
Специальное назначение:
Горизонтальные – пильная рамка, которая несет 1 полотно, двигается по горизонтальной линии. Бревно подается с помощью тележки, а подача на диаметр отпиливаемого бруска осуществляется суппортом пильной рамки. Они нужны в целях раскроя кряжей и для фанерного производства (выпиливания ванчесов).
Передвижные – используются в лесопильных цехах на лесных площадях. Устанавливаются на подвижные платформы, а затем перевозятся к пункту назначения.
Коротышевые – распиливают брусья, длина которых не больше 3 м. Особенность – восьмицилиндровый механизм подачи.
Тарные – применяют для распилки дерева на тарные дощечки (толщина 6 мм).
Круглопильные станки
Это оборудование используют для раскроя лесоматериалов, листовых пластин (фанера, древесноволокнистые плиты и т.п.) и заготовок. По технологическому назначению круглопильные станки делят на:
Станки для поперечного раскроя (материал раскраивается вдоль на черновые заготовки, также здесь производится торцовка деталей);
Станки для продольного раскроя (бывают с механизированной и ручной подачей);
Станки для смешанного раскроя (также имеют ручную либо механизированную подачу материала).
Ленточнопильные станки
Ленточнопильное оборудование, предназначенное для раскроя древесины, делится на такие виды:
Делительные – имеют механическую подачу, предназначены для продольного раскроя бревен, горбылей и досок на более тонкие заготовки;
Бревнопильные;
Столярные – с ручным либо съемным податчиком-автоматом для криволинейного либо прямолинейного раскроя плит, пиломатериалов и прочее.
Главное различие этих видов станков в строении механизма подачи. Подающие элементы расположены в вертикальном положении, на бревнопильных – брусок крепится к тележке, а затем поступает на режущий элемент.
Продольно-фрезерные станки
Это оборудование необходимо для формирования родольных поверхностей по сечению щитовых брусковых деталей.
Обрабатываются поверхности способом фрезерования ножевыми валами либо фрезерными насадками. Продольно-фрезерное оборудование делят на:
Фуговальные станки – применяются для формирования одной или несколько базовых поверхностей за один раз. Бывают односторонними либо двухсторонними, с механической или ручной подачей.
Четырехсторонние – применяют для обработки за один подход прямоугольных заготовок (по сечению) с 4 сторон с целью получения профильных либо плоских поверхностей.
Рейсмусовые станки используют в целях обработки заготовительных материалов на нужную толщину, бывают одно- и двухсторонними.
Фрезерные станки
Этот вид деревообрабатывающего оснащения предназначается для фрезерования криволинейных и прямолинейных поверхностей по разомкнутому, внешнему, замкнутому и внутреннему контурам, а еще для обработки кромок, профилирования калевок, нарезания проушин и шипов. Станки разделяют на 2 типа:
С нижним шпинделем – имеют ручную или механическую подачу, они универсальны, поэтому их используют на предприятиях, специализирующихся на обработке древесины с серийным выпуском изделий и на вспомогательных участках.
С верхним шпинделем – используют для выборки чертежей, фигурного фрезерования, пазов и в целях обработки наружных кромок элементов согласно шаблону.
Шипорезные станки
Этот вид оборудования используют для формирования проушин и шпонов на смежных элементах в процессе их соединения под углом в ящики, рамки либо сращивании относительно длины. Наибольший спрос имеют шипорезные станки, предназначенные для выработки ящичных и рамных шпонов.
Сверлильные, долбежные, пазовальные станки
Эта группа оборудования необходима для сверления несквозных и сквозных отверстий, выстраивания сучков с пробковой заделкой, а также для выборки гнезд.
Классификация оборудования этой группы осуществляется по:
используемому режущему инструменту и осуществляемой техоперации (гнездовая фреза, фрезерная цепь, сверло-сверлильные и прочее);
количеству функционируемых шпинделей (одно/многошпиндельные);
расположению шпинделей (горизонтально-вертикальные, горизонтальные, вертикальные).
Токарные станки
Применяются для обработки деталей, обладающих формой тел вращения. Обработка осуществляется по внутренней и внешней поверхности с целью получения конических, цилиндрических и прочих сложных форм по заданной форме или продольной оси заготовки на плоскости.
По технологическому назначению токарные станки делят на:
Центровые – обладают механизированной либо ручной подачей режущего инструмента. Заготовка крепится к центру шпинделя, а также задней бабки, последняя перемещается согласно направляющим станины от длины детали.
Лоботокарные – обладают планшайбой больших размеров, к которой крепится плоская заготовка, обрабатывающаяся на любой поверхности. Это оборудование пользуется спросом в модельном производстве.
Безцентровые (круглопалочные) – используются для производства элементом, имеющих цилиндрическую форму либо с меняющимся по длине диаметром. На круглопалочных станках базирование заготовок осуществляется по поверхности (внутренней) головки ножа либо по втулке, расположенной на выходе из механизма. Процесс обработки производится ножами двигающейся головки, через нее проходит заготовка, которая перемещается с помощью подающих вальцев.
Перечень учебных изданий, интернет – ресурсов, дополнительной литературы.
Основные источники:
10.02.044 Плакаты "Безопасные приемы работ при деревообработке" (3листа)
Клюев/Столярно-плотничные и паркетные работы/Плакаты АКАДЕМИЯ.
Клюев/Столярно-плотничные,стекольные и паркетные работы 2008 год Академия.
Коротков/Деревообрабатывающие станки 2006 год Академия.
Рыкунин/Технология деревообработки 5-изд. 03.2012.
Сидоров / Столярные работы. 2010 год Академия
Справочник столярного и мебельного производства/Клюев. 2012 год Академия
Степанов/ Справочник столяра и плотника 2009 год Академия
Столярно-плотничные работы/Фокин. 2010 год Академия.
Дополнительные источники:
Амалицкий В.В., Амалицкий В.В. Деревообрабатывающие станки: учебник для студ.сред.проф.образования. – 6-е изд., стер. – М.: Издательский центр «Академия», 2011. – 400 с.
Карпицкий В.Р. Общий курс слесарного дела: учебное пособие. – М.: ИНФРА-М, 2011. – 400 с.
Клюев Г.И. Столяр (базовый уровень): учебное пособие. – 2-е изд., стер. – М.: Издательский центр «Академия», 2011. – 80 с.
Клюев Г.И. Справочник мастера столярного и мебельного производства: учебное пособие для нач.проф.образования. – 3-е изд., стер. – М.: Издательский центр «Академия», 2010. – 368 с.
Степанов Б.А. Материаловедение (деревообработка): учебное пособие для проф.подготовки рабочих и служащих. – 2-е изд., стер. – М.: Издательский центр «Академия», 2011. – 80 с.
Электронные ресурсы:
Интернет-сайт Федерального агентства по техническому регулированию. Форма доступа:www.gost.ru
Электронная версия специализированного ежемесячного журнала по деревообработке «Дерево.ru», форма доступа –http://www.derewo.ru
Интернет-сайт Издательского центра «Академия». Форма доступа: www.academia-moscow.ru.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

