

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Ультразвуковой метод контроля

Просмотр содержимого документа
«Ультразвуковой метод контроля»
ПЛАН УРОКА.
Тема урока: Ультразвуковой метод контроля.
Цели урока:
образовательная: изучить сущность и технологию проведения ультразвукового метода контроля;
развивающая: развивать способность к определению вида контроля и его возможного применению, исходя из технических признаков;
воспитательная: воспитать ответственное отношение к теоретической части обучения.
Оснащение урока: учебник, ноутбук, проектор (содержит презентацию).
Тип урока: комбинированный.
ХОД УРОКА
Проверка присутствующих на уроке и их готовность к уроку…………..1мин.
Отметка отсутствующих и наличие учебных принадлежностей.
Объяснение и запись темы и целей урока…………………………………..2мин.
Актуализация опорных знаний………………………………………………5мин.
В чём заключаются разрушающие методы контроля?
В чём заключаются неразрушающие методы контроля?
В чём заключается сущность визуального контроля?
В чём заключается сущность металлографических исследований?
Для чего применяется механические испытания?
Мотивация учебной деятельности…………………………………………..3мин.
Ультразвуковой метод контроля качества сварных соединений применяют для определения наличия внутренних дефектов сварного шва. Существуют разные способы УЗК, которые основаны на способности ультразвуковых волн проходить через материал с различной скоростью, что позволяет выявить неравномерность структуры металла шва и, соответственно, качество сварного соединения.
Изучение нового материала…………………………………………………26мин.
Конспектирование и объяснение нового материала.
Закрепление полученных знаний……………………………………………5мин.
На чём основан принцип ультразвуковой дефектоскопии?
Назовите методы ультразвуковой дефектоскопии.
Опишите принцип работы эхо-импульсного метода контроля.
Опишите принцип работы эхо-зеркального метода контроля.
Опишите принцип действия теневого метода.
Подведение итогов урока……………………………………………………...2мин.
Оценивание наиболее активных студентов.
Домашнее задание……………………………………………………………...1мин.
Проработать изученный материал по конспекту и других, рекомендованных источников информации.
Ультразвуковой метод контроля.
В основе ультразвукового метода колебания лежат обычные акустические волны, которые имеют частоту колебания выше 20 кГц. Проникая внутрь металла, волны попадают между его частицами, которые находятся в равновесии, то есть, колеблются в одной фазе. Расстояние между ними равно длине ультразвуковой волны. Этот показатель зависит от скорости прохождения через металлический шов и частоты самих колебаний. Зависимость определяется по формуле:
L=c/f, где
L – это длина волны;
с – скорость ее перемещения;
f – частота колебаний.
Скорость зависит от плотности материала. К примеру, в продольном направлении ультразвуковые волны двигаются быстрее, чем в поперечном. То есть, если на пути волны попадаются пустоты (другая среда), то изменяется и ее скорость. При этом, встречая на своем пути различные дефекты, происходит отражение волн от стенок раковин, трещин и пустот. А соответственно и отклонение от направленного потока. Изменение движения оператор видит на мониторе УЗК прибора, и по определенным характеристикам определяет, какой дефект встал на пути движения акустических волн.
К примеру, обращается внимание на амплитуду отраженной волны, тем самым определяется размер дефекта в сварочном шве. Или по времени распространения ультразвуковой волны в металле, что определяет расстояние до дефекта.
Р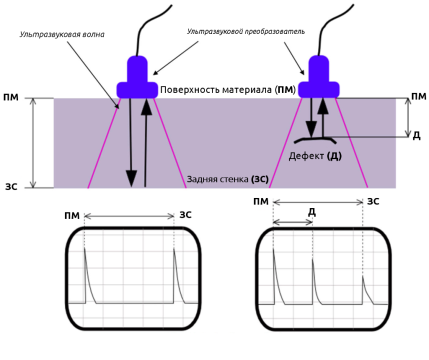 ис. Технология ультразвуковой дефектоскопии (слева отсутствие дефекта, справа дефект.)
ис. Технология ультразвуковой дефектоскопии (слева отсутствие дефекта, справа дефект.)
Виды ультразвукового контроля.
В промышленности применяются несколько способов ультразвуковой
дефектоскопии сварных швов.
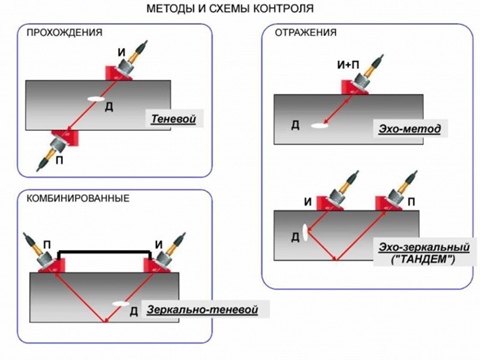
1. Теневой метод диагностики.
Это методика основана на использовании и сразу двух преобразователей, которые устанавливаются по разные стороны исследуемого объекта. Один из них излучатель, второй – приемник. Место установки – строго перпендикулярно исследуемой плоскости сварного шва. Излучатель направляет поток ультразвуковых волн на шов, приемник их принимает с другой стороны. Если в потоке волн образуется глухая зона, то это говорит о том, что на его пути попался участок с другой средой, то есть, обнаруживается дефект.
2. Эхо-импульсный метод.
Для этого используется один УЗК дефектоскоп, который и излучает волны, и принимает их. При этом используется технология отражения ультразвука от стенок дефектных участков. Если волны прошли сквозь металл сварочного шва и не отразились на приемном устройстве, то дефектов в нем нет. Если произошло отражение, значит, внутри шва присутствует какой-то изъян.
3. Эхо-зеркальный.
Данный ультразвуковой контроль сварных швов – это подтип предыдущего. В нем используется два прибора: излучатель и приемник. Только устанавливаются они по одну сторону от исследуемого металла. Излучатель посылает волны под углом, они попадают на дефекты и отражаются. Эти отраженные колебания и принимает приемник. Обычно, таким образом, регистрируют вертикальные дефекты внутри сварочного шва – трещины.
4. Зеркально-теневой.
Этот ультразвуковой метод контроля – симбиоз теневого и зеркального. Оба прибора устанавливаются с одной стороны от исследуемого металла. Излучатель посылает косые волны, они отражаются от стенки основного металла и принимаются приемником. Если на пути отраженных волн не встретились изъяны сварного шва, то они проходят без изменений. Если на приемнике отразилась глухая зона, то, значит, внутри шва есть изъян.
5. Дельта-метод.
В основе этого способа контроля сварных соединений ультразвуком лежит переизлучение дефектом направленных акустических колебаний внутрь сварного соединения. По сути, отраженные волны делятся на зеркальные, трансформируемые в продольном направлении и переизлучаемые. Приемник может уловить не все волны, в основном отраженные и движущиеся прямо на него. От количества полученных волн будет зависеть величина дефекта и его форма. Не самая лучшая проверка, потому что она связана с тонкой настройкой оборудования, сложность расшифровки полученных результатов, особенно, когда проверяется сварочный шов шириною более 15 мм. При проведении ультразвукового контроля качества металла этим способом предъявляются жесткие требования к чистоте сварочного шва.
Чаще всего специалисты используют эхо-импульсный и теневой метод. Остальные реже.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

