Казахстан, Тайынша


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 21.05.2018 11:17

Сорокин Игорь Юрьевич
Учитель технологии и НВП
51 год
Местоположение
Специализация
Уроки технологии
Категория:
Технология
16.05.2018 12:02

Просмотр содержимого документа
«Уроки технологии»
10 класс Занятие №10_ _ «___»_______________20 ___г.
Тема: Теория механизмов и машин. Общие сведения. ОФГ. Инфляция.
Цель урока: сформировать знания о механизмов и машинах.
Задачи:
образовательная: ознакомить учащихся с устройством машин и их механизмов;
развивающая: развивать техническое мышление;
воспитательная: воспитывать бережное отношение к инструментам, аккуратность и внимательность при .
Методы проведения занятия:
объяснительно-иллюстративный (рассказ, беседа, работа с дидактическим материалом, демонстрация);
Оборудование и материалы: .образцы механизмов, слесарный инструмент.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
Машинами называются технические устройства, предназначенные для выполнения производственных (логических, двигательных, физиологических) функций человека. В зависимости от выполняемых функций машины можно классифицировать следующим образом:
— логические (математические, кибернетические);
— трансформирующие-технологические (всевозможные станки);
— двигательные (двигатели, транспортирующие);
— физиологические (автономные роботы, искусственные органы человека);
К машинам-двигателям относятся: паровые, внутреннего сгорания (ДВС), электродвигатели, турбины и т.п.
К трансформирующим (технологическим) — всевозможные дерево-металлообрабатывающие станки, бумагоделательные машины, ткацкие станки, печатные машины и др.
К транспортирующим — автомобили, тракторы, эскалаторы, насосы, операторы-манипуляторы и т.п.
К физиологическим — автономные роботы, искусственные органы человека и др.
К логическим — электронно-вычислительные машины.
Современная машина — это машина развитая. Она представляет собой совокупность источника движения (энергии), передаточного механизма и исполнительного органа. Двигателей у нее может быть несколько. Исполнительных органов — тоже. В этих случаях передаточный механизм должен обеспечивать согласованность всех их взаимодействий.
Механизмами называются технические устройства, служащие для преобразования движений (усилий) и передачи их от двигателя к исполнительному органу. В связи с этим их иногда называют передачами. Однако понятие «передача» в техническом смысле более узкое, чем «механизм». Теория механизмов и машин разделяет все механизмы на две группы:
1) механизмы преобразования движения. Сюда относят технические устройства, преобразующие один вид движения в другой. Например, вращательное в поступательное, прерывистое в непрерывное и т.п.;
2) передачи — технические устройства, преобразующие определенным образом только параметры движения без изменения его вида. Например, передавая вращение, изменяют его направление, ускоряют или замедляют.
Механизмы преобразования движения бывают винтовые, реечные, кривошипно-шатунные, кривошипно-кулисные, кривошипно-коромысловые, эксцентриковые, мальтийские, зубчатые с неполнозубыми колесами, храповые, кулачковые и зубчатые с некруглыми, обычно эллиптическими колесами. Передачи подразделяются на фрикционные, ременные, зубчатые, винтовые зубчатые и червячные, цепные, гидравлические и др.
В технических устройствах часто применяют сложные механизмы, состоящие из однотипных или разнотипных передач. Механизмы, включающие в себя однотипные передачи, например зубчатые, называют иногда сложными передачами в отличие от простых передач, решающих задачу передвижения или усилия за счет однократного их изменения.
Механизмы, все части которых движутся как бы в одной плоскости, называются плоскими в отличие от пространственных механизмов. Часть технического устройства, совершающего движение относительно других его частей, в теории машин и механизмов называют кинематическим звеном. Оно может состоять из одной или нескольких неподвижно соединенных между собой деталей. Станина (корпус) технического устройства вместе со всеми неподвижно соединенными в ней деталями также представляет собой кинематическое звено — стойку.
Два подвижных, соединенных между собой звена, обеспечивающих взаимное перемещение, образуют кинематическую пару. Если относительное движение звеньев происходит в одной плоскости, пару называют плоской, если в пространстве — пространственной. Кинематические пары называются низшими, если соприкосновение звеньев происходит по поверхности, и высшими, если оно осуществляется по линии или в точке.
Элементарные части, на которые может быть расчленено техническое устройство, называются деталями.
Деталь — это часть технического устройства, изготовленная, как правило, из одного куска материала и имеющая в данном устройстве самостоятельное значение и наименование. В технике различают два основных вида деталей:
1) типовые — повторяющиеся в различных устройствах;
2) специальные — встречающиеся только в данном устройстве.
При определении вида детали надо исходить из основного ее назначения. К типовым деталям часто относят и типовые узлы, например, муфты, подшипники и т.д., которые состоят из таких деталей. Узлом называют две или более деталей, соединенные так, что они образуют часть технического устройства, имеющую в нем самостоятельное назначение.
Типовые детали подразделяют на две группы: типовые конструкционные и типовые крепежные. К первой группе относят валы, оси, шкивы, зубчатые колеса, ходовые винты и гайки, рычаги, стойки и другие детали, которые образуют конструкцию технического устройства. К типовым крепежным деталям относят болты, гайки, шпильки, шпонки, штифты и т.д. Назначение этих деталей — соединять (скреплять) конструкционные детали в единое целое.
Вал обычно представляет собой стержень цилиндрической (может быть и иной) формы. На валах закрепляются детали, с помощью которых передается крутящий момент (движение) от одного вала к другому. Валы могут быть гладкими, ступенчатыми, пустотелыми, коленчатыми и др.
Ось по форме напоминает вал, но в отличие от него не передает крутящего момента. Она только поддерживает вращающиеся вместе с ней или относительно ее детали. Оси могут быть неподвижными, например ось велосипедного колеса, или подвижными. Подвижные оси вращаются вместе с закрепленными на них деталями (например, ось железнодорожного вагона).
Опорные части валов и осей называют шипами или цапфами. Цапфу, расположенную на торце вала или оси, называют пятой.
Подшипники — это опоры для валов и осей, обеспечивающие нормальное их вращение. В простейшем случае — это отверстие в стенке корпуса, в которое вставляется шип вала или оси. По принципу работы подшипники делятся на подшипники скольжения и подшипники качения. В первых шарики или ролики заключены, как правило, в специальную обойму — сепаратор. Торцовые подшипники часто называют подпятниками.
Муфты — типовые узлы, служащие для соединения концов валов, труб, тяг и т.п. В технике используется большое количество их видов: кулачковые, фрикционные, глухие и т.д.
Шкив — обычно гладкое колесо с ободом, приспособленным для охватывания его ремнем. Обод может быть гладким — для гладкого ремня или иметь специальные профильные канавки — для профильных, например клиновых, ремней. В последние годы получили распространение зубчатые ремни с соответствующим профилем шкивов. Шкивы могут быть одноступенчатыми или многоступенчатыми, одноручьевыми (одноканавочными) или многоручьевыми.
З убчатые колеса делятся на прямозубые, косозубые и шевронные. Форма зуба может быть различной по профилю. Чаще всего используются зубчатые колеса с эвольвентными зубьями. По форме зубчатые колеса, в зависимости от расположения их осей, делятся на цилиндрические, конические и червячные. Косозубые колеса применяются при значительных усилиях и скоростях вращения. Шевронные — при тяжелых условиях работы. Конструкционные винты и гайки служат в основном для преобразования движения.
Шпонки предназначены для закрепления шкивов или зубчатых колес на валах (осях). Для этого на валу и соответственно на закрепляемой детали делают специальные канавки — шпоночные пазы, куда и вставляется шпонка. Различают призматические, сегментные и клиновые шпонки.
Шайба — деталь, помещаемая под гайку для улучшения качества резьбового крепежного соединения.
Шпилька — крепежная деталь цилиндрической формы, имеющая на обоих концах резьбу.
Шплинт — деталь, изготавливаемая из проволоки, обычно полукруглого сечения, и предназначенная для фиксации гайки или головки болта в определенном положении.
При сборе любого технического устройства из деталей их необходимо соответствующим образом расположить и соединить. Соединение деталей — конструктивное скрепление их в целях образования из них определенного технического устройства или отдельного узла. Все многообразие встречающихся в технике соединений можно объединить в две группы: подвижные и неподвижные соединения. Подвижные соединения обеспечиваются в основном за счет подвижных посадок (посадок с зазором). Неподвижные соединения подразделяются на неразъемные и разъемные. К неразъемным можно отнести заклепочные, сварные, клеевые, паяные и т.п. соединения; к разъемным — шпоночные, шлицевые, резьбовые, клиновые, соединения за счет посадок с гарантированным натягом и т.п.
Для расчета, ремонта, изучения устройства и работы технических устройств необходимо уметь составлять и читать их кинематические схемы.
Кинематическая схема — это графическое, с помощью условных обозначений, изображение технического устройства, используемое для изучения принципов его работы. Схема не отражает действительного конструктивного устройства машины (аппарата, прибора, механизма), но она позволяет увидеть за условными изображениями «живые» детали и их взаимодействие. Это способствует формированию у школьников абстрактного мышления и развития пространственного воображения. При помощи кинематических схем легче проводить сравни-тельный (политехнический) анализ технических устройств.
Кинематические схемы выполняют в соответствии с требованиями ГОСТа 2.703-68 и ГОСТа 2.701-76.
Как правило, указываются только подвижные соединения. Детали, неподвижно соединенные между собой, изображаются как одно целое (звено). Звенья могут быть твердыми (жесткие или гибкие). Жесткие звенья могут передавать любые нагрузки, гибкие — только растягивающие, жидкие и газообразные — только сжимающие. Звенья образуют кинематические пары. Систему взаимосвязанных звеньев и кинематических пар, изображенных на схеме, называют кинематической цепью. Если каждое звено входит в две и более кинематические пары, то цепь называют замкнутой. Если же хотя бы одно звено входит лишь в одну пару, цепь называют разомкнутой.
На кинематической схеме технического устройства изображают все элементы и их соединения (звенья, пары, цепи), отражают кинематические связи между ними, как механические, так и не механические, а также связь с источником движения. Кинематическую схему составляют с таким расчетом, чтобы с ее помощью можно было осуществлять регулирование, управление и контроль заданных движений исполнительных органов технического устройства. Схему изделия вычерчивают обычно в виде развертки. Можно вписывать ее в контур изображения технического устройства, а также вычерчивать в аксонометрических проекциях.
4.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
10 класс Занятие №11 ____ _ «___»_______________20 ___г.
Тема: История развития теории механизмов и машин как научной дисциплины ОФГ. Государство в экономике.
Цель урока: сформировать знания о истории развития механизмов.
Задачи:
образовательная: ознакомить учащихся с научными дисциплинами теории машин ;
развивающая: развивать техническое мышление;
воспитательная: воспитывать бережное отношение к инструментам.
Методы проведения занятия:
объяснительно-иллюстративный (рассказ, беседа, работа с дидактическим материалом, демонстрация);
Оборудование и материалы: образцы механизмов, слесарный инструмент
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
В качестве самостоятельной научной дисциплины ТММ, как и многие другие прикладные разделы механики, возникла на волне промышленной революции, начало которой относится к 30-м годам XVIII столетия, хотя машины создавались задолго до этого, и простые механизмы (колесо, винтовая передача и др.) широко использовались ещё во времена Древнего Египта.
Глубокий научный подход в теории механизмов и машин начал широко применяться с начала XIX века. Весь предшествующий период развития техники можно рассматривать как период эмпирического создания машин, на протяжении которого делались изобретения большого количества простых машин и механизмов, среди которых:
грузоподъёмные машины;
дробилки;
ткацкие и токарные станки;
насосы и др.
Теория механизмов и машин в своём развитии опиралась на важнейшие физические законы — закон сохранения энергии, законы Амонтона и Кулона для определения сил трения, золотое правило механики и др. В ТММ широко используются законы, теоремы и методы теоретической механики. Важное значение для данной дисциплины имеют: понятие передаточного отношения, основы теории эвольвентного зацепления и др.
Можно отметить роль, которую сыграли в создании предпосылок для развития ТММ, следующие учёные: Л. Эйлер, Леонардо да Винчи, Дж. Кардано, Д. Ватт, Г. Амонтон, Ш. Кулон.
Одним из основоположников теории механизмов и машин считается Пафнутий Чебышев (1812-1894), который во второй половине XIX века опубликовал серию важнейших работ, посвящённых анализу и синтезу механизмов. Одно из его изобретений — механизм Чебышева.
В XIX веке развиваются такие разделы как кинематическая геометрия механизмов (Савари, Шаль, Оливье), кинетостатика (Г. Кориолис), классификация механизмов по функции преобразования движения (Г. Монж), решается задача расчёта маховика (Ж. В. Понселе) и др. Были написаны первые научные монографии по механике машин (Р. Виллис, А. Бориньи), читаются первые курсы лекций по ТММ, выходят первые учебники (А. Бетанкур, Д. С. Чижов, Ю. Вейсбах).
Во второй половине XIX столетия публикуются работы немецкого учёного Ф. Рёло, в которых вводятся важные понятия кинематической пары, кинематической цепи и кинематической схемы.
Основные понятия.
Машина — технический объект, состоящий из взаимосвязанных функциональных частей (узлов, устройств, механизмов и др.), предназначенный для получения или преобразования механической энергии с целью выполнения возложенных на него функций.
Механизм — система взаимосвязанных тел, предназначенных для преобразования движения одного или нескольких тел в требуемое движение других тел. Механизм составляет основу большинства машин.
Твёрдое тело, входящее в состав механизма, называется звеном. Звено может состоять из одной или нескольких неподвижно соединённых деталей.
Соединение звеньев, допускающее их относительное движение, называется кинематической парой. Наиболее распространённые кинематические пары: цилиндрический шарнир; шаровой шарнир; ползун и направляющая; винтовая передача. На рисунках приведены условные трёхмерные обозначения типовых кинематических пар для построения пространственных кинематических схем механизмов согласно ISO 3952 [1].
Сферический шарнир
При построении механизма звенья соединяются в кинематические цепи. Другими словами, механизм – это кинематическая цепь, в состав которой входит неподвижной звено (стойка или корпус (основание), число степеней свободы которого равняется числу обобщённых координат, характеризующих положения звеньев относительно стойки. Движение звеньев рассматривается по отношению к неподвижному звену – стойке (корпусу, основанию).
Задачи дисциплины
Теория механизмов и машин решает следующие задачи:
анализ механизмов, то есть описание движения, кинематический и динамический анализ существующих и разрабатываемых механизмов;
синтез механизмов, то есть проектирование структуры и геометрии механизмов на основе заданных кинематических и динамических характеристик;
задачи теории машин-автоматов, рассматривающей вопросы построения схем автоматических машин, исходя из условий согласованной работы отдельных механизмов, и достижения оптимальной продуктивности, точности и надёжности машин-автоматов.
Структура дисциплины.
Структура механизмов и машин.
Геометрия механизмов и их элементов.
Динамика машин и механизмов.
Современная техника характеризуется большим разнообразием машин, приборов и устройств механического действия, главной особенностью которых является передача движения и энергии посредством механизмов. Поэтому инженерам механических специальностей конструкторского, технологического и эксплуатационного профилей необходимо владеть основными знаниями в области механики и энергетики машин, т. е. иметь представление о распространенных в технике механизмах, методах их метрического, кинематического и силового расчета, о машинных агрегатах и динамических процессах, протекающих при их работе. Все эти вопросы объединяются в общей теории механизмов и машин.
Наука о механизмах решает две проблемы -- синтеза и анализа механизмов. Задачей синтеза механизмов является создание методов проектирования механизмов, удовлетворяющих высоким требованиям современной техники. Задача анализа -- изучение методов исследования движения существующих механизмов. Каждая из названных проблем решает следующие вопросы: а) структуры и классификации механизмов; б) кинематики; в) кинетостатики и динамики машин.
Первая пятилетка и бурный рост советского машиностроения в первой половине 30-х годов стимулировали развитие высших школ в стране и реорганизацию всей системы высшего образования. В связи с этим возник вопрос и о программах, содержании и методах обучения. По вопросу содержания курса прикладной механики-- одного из важнейших предметов при обучении инженера-механика--в 1932 г. была проведена дискуссия, в которой приняли участие виднейшие советские машиноведы и многие практические работники. Высказанные мнения сводились, в сущности, к необходимости перераспределить изучаемый материал и несколько преобразовать программы, не затрагивая в большинстве случаев основ сложившегося курса науки.Совершенно иначе отнесся к дискуссионному вопросу И. И. Артоболевский. Указывая на важнейший недостаток прикладной механики--почти полное отсутствие теории синтеза механизмов, он предложил перестроить методику преподавания этого предмета в высших технических учебных заведениях, рекомендовал вести преподавание в хорошо оборудованных лабораториях и предложил приступить к решению задач практического машиностроения, связанных с трением, вибрациями в машинах, ударным действием сил, методикой синтеза механизмов, теорией пространственных механизмов, теорией автоматов. Иван Иванович пришел к выводу, что было бы своевременным поднять вопрос о создании специального института по теории машин.В период с 1932 по 1937 г. Иван Иванович продолжает заниматься пространственными механизмами. Им были опубликованы: монография «Теория пространственных механизмов», статья «Структура и кинематика механизмов с качающимися шайбами» и ряд других статей, а также «Теория и методы уравновешивания щековых дробилок» (в соавторстве с С. И. Артоболевским и Б. В. Эдельштейном), «Теория вибрационного грохота с приводом Бюлера», «Методы уравновешивания сил инерции в рабочих машинах со сложными кинематическими схемами». В 1936 г по предложению С. А. Чаплыгина ему была присвоена степень доктора технических наук без защиты диссертации. С 1937 г. он приступил к работе в Комиссии машиноведения при Отделении технических наук АН СССР. После преобразования Комиссии в Институт машиноведения И. И. Артоболевский возглавил в нем отдел машин и механизмов.Структура и классификация механизмов - одна из тем, разработку которой начала Комиссия машиноведения. С этого времени начинается глубокое изучение классификационных идей Л. В. Ассура и их развитие.Иван Иванович работает над созданием общих принципов единиц классификации плоских и пространственных механизмов и решает ряд важных задач кинематики и кинетостатики. Он публикует работы: «Структура, кинематика и кинетостатика многозвенных плоских механизмов» (1939 г.), «Синтез плоских механизмов» (1939 г.), «Основы единой классификации механизмов» (1939 г.), «Структура и классификация механизмов» (1939 г.). Тогда же вышли в свет и другие работы по самым различным вопросам теории механизмов.Приблизительно с середины 50-х годов начинается период становления и развития машин автоматического действия. Именно в этот период произошли принципиальные изменения в отношении к объекту исследования - к машине. При этом в теории механизмов и машин существенное значение приобрела не только специальная теория автоматов, но и теория рабочих машин вообще.В 50-х годах Иван Иванович занимается синтезом механизмов, теорией машин-автоматов, теорией рабочих машин, вопросами механического воспроизведения математических зависимостей. Многочисленные работы о механизмах, завершенные монографией «Теория механизмов для воспроизведения плоских кривых» (1959 г.), а также книга «Синтез плоских механизмов», написанная в соавторстве с Н. И. Левитским и С. А. Черкудиновым (1959 г.), отразили состояние теории современного учения о механизмах. Одновременно И. И. Артоболевский начинает исследования в области теории механизмов машин автоматического действия: гидравлических, пневматических и гидропневматических.Для современных машин характерны вибрационные явления и существенное изменение массы в процессе работы. Чтобы учесть эти факторы, в большинстве случаев требуется учитывать не только конструктивные особенности самой машины, но также и системы «машина-- обрабатываемый материал». Следует отметить, что до исследований И. И. Артоболевского теория механизмов и машин рассматривала любую машину исключительно с точки зрения ее конструктивных признаков, а технологическим воздействиям отводилась роль внешних сил. И. И. Артоболевский предложил рассматривать воздействие обрабатываемого материала на машину не как внешнее, а как интегрально входящее в совокупность воздействий. В результате работ, выполненных И. И. Артоболевским частично в соавторстве со своими учениками до 60-х годов, теория механизмов и машин приобрела совершенно иное, существенно отличающееся от науки первой половины века содержание: изучение структурной схемы, характерное для того времени, уступает место новой теории машин, математической и экспериментальной, отражающей особенности машин второй половины века.
В дальнейшем последовала серия статей, посвященных теории машин автоматического действия. Работы «Основные задачи теории механизмов и машин в области конструирования машин-автоматов» (1956 г.), «Задачи теории машин и механизмов в развитии методов расчета и проектирования машин автоматического действия» (1956 г.) и ряд других явились большим вкладом г. теорию машин. Иван Иванович продолжает разработку теории механизмов для воспроизведения математических зависимостей и их применения в кинематической геометрии в сочетании с развитием идей П. Л. Чебышева, Сильвестера, Робертса и других классиков науки второй половины прошлого века.
Исторически так сложилось, что до второй половины 50-х годов исследовались лишь жесткие и с оговорками гибкие звенья. Кенигс развил теорию пар как частный случай математической теории связей, а Франк в середине 30-х годов попробовал обобщить понятия звеньев, пар и механизма, но только в самом общем плане. Со второй половины 50-х годов начинается изучение пар, звенья которых могут иметь самые различные функциональные назначения, исследуются машины и механизмы, которые могут включать в свой состав пары различного назначения. В результате теория механизмов становится способной решать те сложнейшие задачи, которые ранее решать ей не удавалось.В начале 1958 г. состоялось Второе Всесоюзное совещание по основным проблемам теории машин и механизмов, которое подытожило пройденный путь и наметило основные этапы дальнейшего развития науки. На этом совещании И. И. Артоболевский в докладе «Современное состояние теории машин и механизмов» указал области развития дальнейших исследований: изучение кинематических пар в их реальном оформлении, развитие теории механизмов с упругими звеньями, углубление теории машин - автоматов, создание теории рабочих процессов.
История инженерной мысли в области теории машин и механизмов
«Чтобы обозреть прогресс науки в целом, полезно сравнить современные проблемы науки с проблемами предшествующей эпохи и исследовать те специфические изменения, которые претерпевала та или иная важная проблема в течение десятилетий или даже столетий». В. Гейзенберг
Еще около двух тысячелетий назад знаменитый представитель александрийской школы Герон создавал грузоподъемные и военные машины, турбины и даже простейшие автоматы для раздачи воды, а Марк Витрувий описал созданные им машины и грузоподъемные сооружения, в которых он применял пространственную зубчатую передачу, архимедов винт, полиспасты и другие механизмы.
В IX--Х вв. изобретаются часы с зубчатыми передачами. Особенное развитие машинная техника получает в период Возрождения. Здесь можно указать на знаменитого генуэзца Л. Б. Альберти, в сочинениях которого имеется описание различных механизмов, необходимых для строительства зданий. В его трудах мы впервые встречаемся с попыткой представить машину как совокупность отдельных механизмов.Эпоха Возрождения неразрывно связана с именем гениального Леонардо да Винчи. Обнаруженные недавно две его большие рукописи, носящие названия «Мадридский кодекс I» и «Мадридский кодекс II», показывают, что Леонардо да Винчи не только подошел вплотную к понятию механизма, но и пытался дать систематику механизмов и их деталей.Он рассматривает механизмы зубчатых передач различных видов, кулачковые, рычажные и другие механизмы и детали. Крупнейший знаток технического творчества Леонардо Ладислав Рети в книге «Неизвестный Леонардо» пишет о том, что Леонардо сформулировал свои идеи относительно связи теории с практикой в форме двух постулатов. Первый: «Книга о науке механизмов должна предшествовать книге об их применении». Второй: «Механика есть рой математических наук. Посредством ее достигается плод математики».Таким образом, Леонардо впервые ставит вопрос о необходимости создания науки о механизмах и широком использовании математических методов в создании конструкции машин. Если обратиться к совокупности тех механизмов, которые рассматривал Леонардо в «Мадридских кодексах» и в «Атлантическом кодексе», то, как свидетельствует Брицио, в них содержатся все 22 элемента, из которых состоят машины и которые позднее были описаны в классическом труде Ф. Рёло по кинематике машин. Таким образом, Леонардо более чем на три века опередил ученых XIX столетия в понимании того, что каждая машина может быть создана из совокупности одних и тех же механизмов.Он еще не использует понятия механической модели механизма, его кинематической схемы, но вплотную подошел к пониманию необходимости применения математических описаний механики машин и механизмов.Работы Леонардо да Винчи были крупным скачком в науке о машинах.После эпохи Возрождения наука о машинах и механизмах долгое время носила чисто эмпирический изобретательский характер. Создавались и изобретались отдельные машины и механизмы, но теоретические обоснования этих конструкций, как правило отсутствовали. Тем не менее эти новые машины открывали целые эпохи в развитии техники Здесь в первую очередь надо упомянуть о Дж. Уатте как создателе паровой машины и ряда механических устройств а также о русских изобретателях Кулибине, Ползунове. Нартове и других, В начале XIX столетия Г. Модели был изобретен суппорт токарного станка, а Дж. Стефенсон создает первый локомотив.Но первые теоретические работы после Леонардо да Винчи относятся к XVIII в. Здесь можно указать на семитомное сочинение Я. Лейпольда «Театр машин», Он так же, как и Леонардо, выделяет отдельные механизмы, подробно описывает зубчатые зацепления и даже пишет об элементах зубчатых редукторов.Крупнейшим вкладом в науку о машинах были труды Г. Монжа, относящиеся к концу XVIII и началу XIX в. Выдающийся геометр Монж поставил геометрию на службу инженерным наукам, создав начертательную геометрию--этот изящнейший аппарат кинематики машин и механизмов. Он развил идею о механизмах как преобразователях движения отдельных звеньев. Из выдающихся ученых, внесших значительный вклад в теорию машин, мы должны указать на А. Бетанкура. Составленные им совместно с Ланцем таблицы механизмов поражают своим богатством видов простейших машин и механизмов.Понятие кинематики, в том числе и в приложении к машинам, было сформулировано А. М. Ампером в его первой таблице «Классификация человеческих знаний или синоптические таблицы наук и искусств»В первой половине XIX столетия рядом ученых эффективно развиваются вопросы динамики машин. Целую эпоху о машинах составили труды Ж. В. Понселе. Ему принадлежит фундаментальный труд «Курс механики в приложении к машинам». В последующих своих книгах Понселе рассматривает динамику машин с учетом движущих сил, сил сопротивления, сил инерции и сил веса.Крупным вкладом в науку о механизмах в середине XIX столетия явилась работа английского ученого Р. Виллиса, посвященная теории механизмов. Ему принадлежит классификация механизмов, основы которой не потеряли и теперь своего значения.Создание русской школы по теории механизмов относится к середине XIX в. и непосредственно связано с именем П. Л. Чебышева. Чебышев--основоположник теории структурного и кинематического синтеза механизмов. Он глубже чем кто-либо из его предшественников понял роль математики в решении задач синтеза механизмов. Его труды стали тем фундаментом, на котором были впоследствии развиты аналитические методы синтеза механизмов, получившие такое широкое развитие в наше время.Во второй половине XIX в. публикуются работы выдающегося немецкого ученого Ф. Рёло. Его труды обогатили науку о машинах принципиально новым содержанием. Им вводятся важнейшие в теории механизмов понятия о кинематической паре и кинематической цепи. Его «Теоретическая кинематика» может быть признана трудом энциклопедическим, охватывающим все стороны учения о механизмах.Работами Виллиса, Чебышева и Рёло определялись основные научные направления, ставшие впоследствии содержанием науки, которую мы теперь называем «Теория механизмов и машин».
Здесь уместно вспомнить слова Ч. Дарвина: «Наука заключается в такой группировке фактов, которая позволяет выводить на основании их общие законы и заключения».
Таким образом, мы можем говорить достаточно уверенно о рождении новой науки--теории механизмов и машин - после публикации работ Виллиса, Чебышева, Рёло и ряда ученых второй половины XIX в., создавших те научные основы, которым должна удовлетворять каждая наука.
Это в первую очередь наличие строгой научной систематики и классификации изучаемых объектов. Затем искусство замены реального физического объекта некоторой абстрактной механической моделью, достаточно близкой к физической природе изучаемого объекта. Наконец, умение дать математическое описание рассматриваемой модели, позволяющее провести с той или иной степенью строгости анализ свойств и явлений созданной модели.
Действительно, Виллис создал наиболее совершенную для того времени классификацию механизмов. Рёло создал механические модели механизмов и их элементов, введя понятие о кинематической паре, кинематической цепи и кинематической схеме. Чебышев устанавливает аналитическую связь между числом звеньев и числом кинематических пар механизмов, т. е. дает основы структуры механизмов и показывает, каким мощным аппаратом является математика для решения задач анализа и синтеза механизмов.
Теперь, когда мы, хотя и очень приближенно, установили начало становления теории механизмов и машин как науки, нет необходимости подробно излагать историю ее развития от второй половины XIX в. до наших дней. Перечислим только некоторых ученых, с именами которых связано развитие науки о машинах. В России это были Петров, Орлов, Вышнеградский, Сомов, Жуковский, Гохман, Горячкин, Мерцалов, Ассур и другие: в Германии -- Грюблер, Мор, Бурместер, Грасгоф, Бах, Виттенбауэр, Альт и другие.
В США фактически до 40-х годов не было школы в области теории механизмов и машин, и только после 40-х годов появляются первые работы американских ученых. В настоящее время американская школа представляет собой крупное направление в области теории механизмов и машин.
Широкое развитие теория механизмов и машин после второй мировой войны получила в социалистических странах, а также в Италии, Голландии, Австралии, Канаде и в ряде других стран.
До последнего десятилетия техника использовала в основном механизмы, обладающие одной и в редких случаях (в конструкциях механизмов дифференциалов) двумя степенями подвижности. Сейчас все шире применяются механизмы со значительно большим числом степеней подвижности. Это стало возможным благодаря появлению комплексных систем управления, которые обеспечивают движение отдельных звеньев механизмов по более сложным законам.
Современные инженер-конструктор, технолог, исследователь должны в совершенстве владеть методиками и конструирования новых приборов, высокопроизводительных машин, машин-автоматов, автоматических линий, удовлетворяющих высоким требованиям надёжности и точности воспроизведения перемещений рабочего органа и т.д.
При создании сложных машин и особенно машин-автоматов или автоматических линий необходимо, прежде всего, разработать рациональный технологический процесс, в соответствии с которым конструктору и технологу надлежит проектировать отдельные исполнительные механизмы, механизмы управления, специальные устройства для контроля прочности и отбраковки изделий и др.
Машиностроительное конструирование в целом базируется на ряде общеобразовательных, общетехнических и технологических дисциплин. Кроме этого, конструкторская работа в каждой отрасли машиностроения опирается на материал специальных дисциплин данной отрасли. Однако основой всех этих дисциплин является теория механизмов и машин.
Создание новых, более совершенных машин и механизмов требует развития существующих и разработки новых инженерных методов анализа и синтеза их. В решении этих задач важнейшая роль принадлежит теории механизмов и машин.
Таким образом, ТММ является одной из важнейших дисциплин, дающих знания инженеру-машиностроителю для качественного проектирования машин и механизмов.
4.Закрепление.
1-Одним из основоположников теории механизмов и машин?
2-Основные понятия?
5.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
10 класс Занятие №12____ _ «___»_______________20 ___г.
Тема: Виды механических передач и их условные обозначения. Типовые детали. Виды и обозначение моделей металлорежущих станков. ОФГ. Налоговая система.
Цели урока:
- сформировать знания об основных видах механических передачах.
Задачи:
-образовательная: ознакомить учащихся с основными операциями на ТВ-6;
-развивающая: развивать умения и навыки работы на фрезерном станке;
-воспитательная: воспитывать аккуратность и внимательность при работе на станке.
Оборудование и материалы: учебник “Технология” класс,станок ТВ-6
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Проверка домашнего задания:
1-Одним из основоположников теории механизмов и машин?
2-Основные понятия?
3.Изложение программного материала.
Каждой модели станка (кроме специального оборудования) присваивается определенное обозначение (номер), состоящее из цифр и букв, по которым можно определить его основные признаки в соответствии с принятой в стране классификацией.
По видам обработки (токарные, сверлильные, фрезерные и т. д.) станки делятся на 10 групп, каждая из которых подразделяется на 10 типов в зависимости от технологического назначения (например, круглошлифовальные,
внутришлифовальные и т. д.), расположению рабочих органов (вертикально-сверлильные, горизонтально-сверлильные и т. д.), числу главных рабочих органов (одношпиндельные, многошпиндельные и т. д.), степени автоматизации (автомат, полуавтомат) .Каждый тип включает 10 типоразмеров в зависимости от основных параметров в данной группе (например, для токарных станков — по наибольшему размеру обрабатываемой детали над станиной, сверлильных — по наибольшему диаметру сверления, фрезерных — по размерам основного стола и т. п.) . Все эти данные зашифрованы в номере модели станка. Первая цифра обозначает группу, вторая — шифр типа, третья (или третья и четвертая) — типоразмер.
Кроме того, в обозначении станка после третьей (четвертой) цифры буквой указывается класс точности данной модели:
П — повышенной точности,
В — высокой точности,
А — особо высокой точности,
С — особо точный (при нормальной точности станка обозначение его класса Н опускается).
Для станков с программным управлением установлены особые шифры, указывающие дополнительно степень автоматизации:
Ф1 — станки с цифровой индикацией и преднабором координат,
Ф2 — с позиционными и прямоугольными системами,
Ф3 — с контурными системами,
Ф4 — с универсальной системой для позиционной и контурной обработки. Эти шифры пишутся в конце номера модели.
В обозначении станка после второй цифры может быть также буква (А, Б, В и т. д.), указывающая, что данная модель подвергалась усовершенствованию, а после шифра точности станка — буква М, свидетельствующая о наличии на нем инструментального магазина.
Приведем несколько примеров обозначения металлорежущих станков и их расшифровку.
Станок 6Б75В:
6 — фрезерный;
Б —усовершенствованный (по сравнению с моделью 675 и 6А75В);
7 — консольный, широкоуниверсальный;
5 — типоразмер (в данном случае в зависимости от размера рабочего стола);
В — высокоточный.
Станок 1А616Ф3;
1 — токарный;
А — усовершенствованный;
6 — тип токарных и лобовых станков;
16 — типоразмер (в зависимости от максимального диаметра обрабатываемой детали), станок нормальной точности (шифр точности отсутствует);
Ф3 — с числовым программным управлением контурной системы.
Станок 265ПМФ2;
2 — сверлильный;
6 — тип горизонтально-расточный;
5 — типоразмер;
П — повышенная точность;
М — с инструментальным магазином;
Ф2 — с числовым программным управлением с прямоугольной системой.
Металлорежущие станки подразделяются также по степени их специализации: универсальные, специализированные и специальные (что нашло отражение в типаже), а также (согласно ГОСТ 7599—73) в зависимости от их массы: на легкие (до 1 т), средние (от 1 до 10 т) и тяжелые (свыше 10 т).
Специальные станки обозначаются условным номером.
Например ОФ-72. В данном случае ОФ — Одесский завод фрезерных станков им. С. М. Кирова, где создана или выпускается эта модель станка, а 72 — номер, который присвоен станку на данном предприятии. Указанный шифр почти никаких конкретных сведений о станке не содержит, поэтому для получения данных о нем требуется дополнительная информация.
Обозначение импортных станков в большинстве случаев также носит условный характер, или дает лишь некоторое представление о типоразмере в условиях данной фирмы. Подобную информацию о станках можно получить из соответствующей технической документации (паспорт, руководство, рекламные или другие материалы).
Следует отметить, что технические сведения о станках необходимы не только конструкторам, технологам и другим специалистам, но и производственным мастерам и рабочим-станочникам. Знание технических возможностей обслуживаемых станков и умение их использовать является эффективным путем активного участия рабочих-станочников в модернизации оборудования, а также в системе управления качеством продукции.
Общими тенденциями развития современного станкостроения является непрерывное повышение технического уровня, точности, механизации и автоматизации процесса обработки и контроля, широкое внедрение различных систем программного управления, включая автоматическую смену инструмента и оптимизацию режимов обработки (на системах адаптивного управления), создание комплексных участков и автоматических линий с групповым управлением станками с помощью ЭВМ. Значительно увеличивается выпуск различных станков с использованием электрофизических методов обработки. При создании современных станков наряду с повышением их надежности и долговечности особое внимание уделяется улучшению их обслуживания, а также внешнему виду, художественно-эстетическому оформлению.
Современные металлорежущие станки обладают всеми необходимыми свойствами для обеспечения высококачественной обработки самых разнообразных деталей.
Вместе с тем следует подчеркнуть, что непременным условием внедрения системы бездефектной работы является правильное использование оборудования. Нельзя, например, выполнять грубые операции на прецизионных станках (так как это приведет к нарушению их точности), а точные финишные операции на оборудовании несоответствующего качества. Эту истину все производственники знают, но не всегда ее учитывают в работе. Между тем известно, что нарушение точности прецизионного станка может быть вызвано при грубой обработке даже одной заготовки, а восстановление его качества нередко связано с большими трудностями, простоями в работе и существенными материальными затратами.
На качество обработки в большой мере влияет жесткость станка, характеризующаяся деформацией его органов в процессе работы. Проведенные исследования показывают, что на точность формы и размер обрабатываемой детали на токарных, фрезерных, строгальных, зуборезных, протяжных станках (при снятии припуска за один проход) заметно влияет жесткость станин, суппортов, рабочих столов, шпинделей, бабок и механизмов точных перемещений подвижных органов. Это касается также обеспечения заданной шероховатости обрабатываемой поверхности, хотя в данном случае влияние жесткости станины несколько меньше, чем суппорта или шпинделя.
При эксплуатации шлифовальных, хонинговальных и притирочных станков наиболее существенное влияние на точность и шероховатость обрабатываемой поверхности оказывает жесткость шпиндельной бабки и самого шпинделя, а при работе на накатных станках, используемых для отделки поверхности алмазным выглаживанием и обкаткой (раскаткой), больше всего влияет на качество обработки нежесткость механизма подач.
Качество станка оказывает значительное влияние на общую жесткость комплексной упругой системы станок — приспособление — инструмент — деталь (СПИД). При этом следует учесть, что жесткость этой системы в значительной мере определяется рабочим состоянием ее элементов, их правильной наладкой и надежностью крепления, величиной зазоров между поверхностями подвижных частей, износом направляющих станин, суппортов и т. п.
Жесткость станка зависит также от качества применяемого масла и своевременной смазки рабочих органов, от фактической толщины масляного слоя в подшипниках, на направляющих и других трущихся поверхностях.
Большое значение для качества обработки на высокоточных станках имеет создание для них соответствующих фундаментов. Для установки станков используют виброизолирующие опоры . Существует много различных типоразмеров опор, которые выбираются в соответствии с конструкцией, габаритными размерами, классом точности и другими особенностями оборудования.
Подбор опор производится в зависимости от весовой нагрузки станка 3 по опорным точкам. Выверять станок необходимо по уровню. Для этой цели они снабжаются специальной гайкой 2, соединенной с верхней крышкой 4 посредством гофрированной пружины 1, предотвращающей поворачивание гайки относительно опоры, но допускающей ее поступательное перемещение при ввинчивании болта. Опоры с проходными болтами применяются при наличии на станке опорных лап или ниш с отверстиями. В противном случае используются упорные болты
Классификация станков (металлорежущие станки) Металлорежущий станок - это машина, предназначенная для обработки заготовок в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки. Все серийно выпускаемые станки разделены на девять групп, в каждой группе предусмотрены девять типов.
|
|
Стандартами установлены основные размеры, характеризующие станки каждого типа. Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки, для фрезерных станков - длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно-строгальных станков - наибольший ход ползуна с резцом.
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр - номер, состоящий из нескольких цифр и букв. Первая цифра означает группу станка, вторая - его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Классификация станков по степени универсальности. Различают следующие станки - универсальные, которые используют для изготовления деталей широкой номенклатуры с большой разницей в размерах. Такие станки приспособлены для различных технологических операций:
специализированные, которые предназначены для изготовления однотипных деталей, например, корпусных деталей, ступенчатых валов сходных по форме, но различных по размеру;
специальные, которые предназначены для изготовления одной определенной детали или одной формы с небольшой разницей в размерах.
Классификация станков по степени точности. Станки разделены на 5 классов: Н - станки нормальной точности, П - станки повышенной точности, В - станки высокой точности, А станки повышенной точности, С - особо точные или мастер-станки. В обозначение модели может входить буква, характеризующая точность станка: 16К20П - токарно-винторезный станок повышенной точности.
Классификация станков по степени автоматизации. Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства - гибкие производственные модули (ГПМ).
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф). Цифра после буквы A обозначает особенность системы управления; Ф1 - станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат; Ф2 - станок с позиционной или прямоугольной системой; Ф3 - станок с контурной системой; Ф4 - станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 - токарный станок с контурной системой ЧПУ.
Классификация станков по массе. Станки подразделяют на легкие - до 1 т, средние - до 10 т, тяжелые - свыше 10 т. Тяжелые станки делят на крупные - от 16 до 30 т, собственно тяжелые - от 30 до 100 т, особо тяжелые - свыше 100 т.
4.Практическая часть.
Работа на станке.
5.Закрепление.
6.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
7. Домашнее задание.
----------------------------------------------------------------------------------------------------------------
10 класс Занятие №13___ _ «___»_______________20 ___г.
Тема: Классификация станков по назначению.Материалы, применяемые для изготовления заготовок из чугуна, стали и др. сплавов. ОФГ. Виды налогов.
Цели урока:
- сформировать знания классификации станков по назначению .
Задачи:
-образовательная: ознакомить учащихся с основными операциями токарной обработки;
-развивающая: развивать умния и навыки работы на станке;
-воспитательная: воспитывать аккуратность и внимательность при работе на станке.
Оборудование и материалы: учебник “Технология” класс.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
Сплавы железа. Деление железоуглеродистых сплавов на стали и чугуны
Сплавляя железо с углеродом и варьируя содержание компонентов, получают сплавы с различными структурой и свойствами.
Сплавы, в которых углерода менее 0,02%, называются технически чистым железом (армко-железо). Техническое железо имеет высокую магнитную проницаемость ( m= 4500 Гс/Э). Оно является электротехническим магнитно-мягким материалом (марки Э, ЭА, ЭАА) и применяется для сердечников, полюсных наконечников, электромагнитов, пластин аккумуляторов.
Железоуглеродистые сплавы - сплавы железа Fe (основной компонент) с углеродом С. Различают чистые железоуглеродистые сплавы (со следами примесей), получаемые в небольших количествах для исследовательских целей, и технические железоуглеродистые сплавы, содержащие примеси, легирующие элементы и специальные добавки.
В зависимости от содержания углерода эти славы делятся на стали и чугуны.
Сталь — железоуглеродистый сплав, в котором углерода содержится до 2%.
Сталь обладает высокой прочностью и твердостью, хорошо сопротивляется ударным нагрузкам. Сталь можно ковать, прокатывать, легко обрабатывать на металлорежущих станках. Стальные изделия хорошо свариваются.
Чугун — железоуглеродистый сплав с содержанием углерода свыше 2%. В технике наибольшее применение получили чугуны, имеющие от 2,4 до 3,8% углерода.
Чугун более хрупок, чем сталь, он хуже сваривается, но обладает лучшими литейными свойствами. Поэтому изделия из чугуна получают исключительно литьем. Большая часть чугуна идет на переплавку в сталь.
Структурные составляющие железоуглеродистых сплавов и их свойства.
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит.
Железо технической чистоты обладает невысокой твердостью (80 НВ) и прочностью (предел прочности σВ=250 МПа) и высокими характеристиками пластичности (относительное удлинение δ=50%).
Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500 0С, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000 0С).
В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах).
Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода.
Цементит имеет высокую твердость (более 800 НВ, легко царапает стекло), но чрезвычайно низкую, практически нулевую, пластичность. Такие свойства являются следствием сложного строения кристаллической решетки.
В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит.
Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
Феррит (Ф) Feα (C) – твердый раствор внедрения углерода в α-железо.
Свойства феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел прочности σВ=300 МПа) и пластичен (относительное удлинение δ=30%), магнитен до 768o С.
Аустенит (А) Feγ (С) – твердый раствор внедрения углерода в γ-железо.
Аустенит имеет твердость 200…250 НВ, пластичен (относительное удлинение δ=40…50%), парамагнитен.
С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного.
Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость.
Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции.
Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0,4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием.
Влияние примесей на качество стали
В сталях всегда присутствуют примеси, которые делятся на четыре группы:
1) Постоянные примеси: кремний, марганец, сера, фосфор.
Марганец и кремний вводятся в процессе выплавки стали и являются технологическими примесями. Содержание марганца не превышает 0,5…0,8 %. Повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. При содержании марганца более 1,8% сталь становится хрупкой.
Красноломкость – повышение хрупкости при высоких температурах.
Содержание кремния не превышает 0,35…0,4 %. Кремний повышает плотность и прочность стали, но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке.
Содержание фосфора в стали 0,025…0,045 %. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности и предел текучести, но снижает пластичность и вязкость. Повышение содержания фосфора на каждую 0,01 % повышает порог хладоломкости на 20…25oС.
Содержание серы в сталях составляет 0,025…0,06 %. Сера – вредная примесь, попадает в сталь из чугуна. Сера снижает механические свойства, особенно ударную вязкость и пластичность, а так же предел выносливости. Она ухудшают свариваемость и коррозионную стойкость.
2) Скрытые примеси - газы (азот, кислород, водород) – попадают в сталь при выплавке.
Азот в несвязанном состоянии способствует старению стали и делает ее хрупкой, особенно, при низких температурах.
Водород приводит к снижении пластических свойств стали.
Кислород – повышает хрупкость стали.
3) Специальные примеси – специально вводятся в сталь для получения заданных свойств. Примеси называются легирующими элементами, а стали - легированные сталями.
Назначение легирующих элементов.
Хром - основной легирующий элемент (0,8…1,2)%.;повышает твердость и прочность стали. При значительном содержании (до 10%) он придаёт металлу окалиностойкость, снижает пластичность и вязкость стали.
Никель - не ухудшая свариваемости стали, увеличивает ее пластические и прочностные свойства.
Молибден - повышает прочность и твердость стали, делая её теплоустойчивой, увеличивает несущую способность конструкций при ударных нагрузках и высоких температурах. В то же время, он затрудняет сварку, так как активно окисляется и выгорает.
Ванадий - повышает вязкость и пластичность стали и улучшает ей структуру. Способствует закаливаемости, что ухудшает свариваемость.
Вольфрам - увеличивает твердость и работостойкость стали при высоких температурах.
Медь - несколько повышает прочность стали, но меньше, чем марганец и кремнии, увеличивает стойкость ее против коррозии. Избыточнее содержание меди (более 0,7&) способствует старению стали и несколько ухудшает ее свариваемость.
Титан и ниобий повышают коррозионные свойстве стали.
Добавка свинца, кальция – улучшает обрабатываемость резанием.
4) Случайные примеси
Обзор современных способов получения чугуна и стали
Область технологии металлов, которая занимается изучением способов производства металлов и сплавов, называется металлургией. В соответствии с общей классификацией металлов ее можно разделить на металлургию черных металлов и металлургию цветных металлов.
Для получения чугуна необходимо приготовить шихту - смесь сырых материалов, подлежащую переработке в металлургических печах. Шихта для производства чугуна состоит из железной руды, топлива и флюсов, взятых в определенных соотношениях.
В качестве сырья в черной металлургии используются различные природные железные руды (окиси, гидроокиси, карбонаты), а также металлические отходы и лом. Топливо обеспечивает необходимую температуру для расплавления исходных материалов, углерод топлива входит также в состав железоуглеродистых сплавов. Флюсы служат для понижения температуры плавления пустой породы — соединений, не содержащих элементов, необходимых для получения чугуна.
Железная руда путем восстановления превращается либо в передельный чугун в доменных печах или электропечах, либо в губчатый металл (губчатое железо), или в кусковое железо при помощи различных процессов восстановления; если требуется железо исключительной чистоты для специальных целей (например, в химической промышленности), то оно получается путем электролиза или при помощи других химических процессов.
Большая часть чугуна, полученного из железной руды, все еще вырабатывается при помощи доменного процесса. Восстановители в доменных печах состоят преимущественно из твердого кокса, иногда в сочетании с небольшими количествами угля или жидкими или газообразными углеводородами.
Чугун, получаемый таким образом, является жидким передельным чугуном. Побочными продуктами являются шлак, доменный газ и колошниковая пыль.
Большая часть получаемого таким образом жидкого передельного чугуна перерабатывается непосредственно в сталь на металлургических заводах.
Некоторая часть чугуна может быть использована на литейных заводах (чугунолитейные заводы) для производства изложниц, чугунных труб и т.п. Оставшаяся часть может быть отлита в форме чушек или брусков.
Переработка железной руды в установках прямого восстановления
В отличие от описанного выше процесса, в данном случае восстановителями обычно являются газообразные или жидкие углеводороды или уголь, так что не возникает потребности в твердом коксе.
В данных процессах температура восстановления ниже, поэтому конечные продукты (обычно известные как губчатое железо) получаются, не проходя через расплавленное состояние, в форме губчатого металла, металлизованных окатышей или кусков. По этой причине содержание в них углерода бывает обычно ниже, чем в доменном чугуне (где расплавленный металл находится в тесном контакте с углеродом). Большинство этих черновых продуктов переплавляется на сталелитейных заводах и перерабатывается в сталь.
Производство стали
Передельный или литейный чугун в расплавленном или твердом виде и продукты из черных металлов, полученных путем прямого восстановления (губчатое железо), составляют вместе с металлическими отходами и ломом исходные материалы для производства стали. К этим материалам добавляются некоторые шлакообразующие добавки, такие как негашеная известь, флюорит, раскислители (например, ферромарганец, ферросилиций, алюминий) и различные легирующие элементы.
Процессы производства стали разделяются на две основные категории, а именно: конвертерные процессы, в которых расплавленный передельный чугун в конвертере проходит очистку от примесей продуваемым воздухом; и нагревательные процессы, для осуществления которых используются мартеновские и электрические печи.
Конвертерные процессы не требуют внешнего источника тепла. Они применяются в том случае, когда завалка состоит главным образом из расплавленного передельного чугуна. Окисление некоторых элементов, присутствующих в чугуне (например, углерода, фосфора, кремния и марганца), обеспечивает достаточно тепла, чтобы удерживать сталь в жидком состоянии.
Мартеновские процессы, однако, требуют внешнего источника тепла. Они применяются, когда исходным материалом служит твердая завалка (например, металлолом или скрап, губчатое железо и твердый передельный чугун).
Двумя основными процессами в этой категории являются мартеновский процесс, при котором нагревание осуществляется при помощи сжигания мазута или газа, и электросталеплавильные процессы в дуговых или индукционных печах, где нагревание осуществляется электричеством.
Возникло много новых процессов для производства сталей специального состава или со специальными свойствами. Эти новые процессы включают электродуговую плавку в вакууме, электронно-лучевую плавку или электрошлаковый процесс. Во всех этих процессах сталь получается из плавящегося электрода.
Стали, полученные в этих процессах, подразделяются согласно содержанию в них легирующих элементов на нелегированные стали и легированные стали (нержавеющая сталь или другие виды). Далее они классифицируются в соответствии с их особыми свойствами на автоматную сталь, кремнистую электросталь, быстрорежущую сталь или, например, марганцевокремнистую сталь.
Классификация сталей
По химическому составу:
- углеродистые:
• малоуглеродистые - менее 0,3% С;
• среднеуглеродистые - 0,3...0,7% С;
• высокоуглеродистые - более 0,7 %С.
- легированные (В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов):
• низколегированные - менее 2,5%;
• среднелегированные - 2,5... 10%;
• высоколегированные - более 10%.
По прочности:
- обычной прочности;
- повышенной прочности;
- высокой прочности.
По способу производства:
- мартеновские;
- конверторные;
- электростали.
По качеству (Количественным показателем качества является содержания вредных примесей: серы и фосфора):
- углеродистые обыкновенного качества;
являясь наиболее дешевыми, уступают по механическим свойствам сталям других
классов, так как отличаются повышенными ликвацией (химической и структурной неоднородностью) и количеством неметаллических включений.
- качественные;
по химическому составу - углеродистые стали, содержащие до 0,6% С. Эти стали выплавляются в конвертерах с применением кислорода или в больших мартеновских печах.
– высококачественные;
по химическому составу бывают углеродистые или легированные; также выплавляются в конвертерах или в основных мартеновских печах, но с соблюдением более строгих требований к составу шихты, процессам плавки и разливки.
- особо высококачественные.
выплавляются преимущественно в электропечах, а особо высококачественные - в электропечах с электрошлаковым переплавом (ЭШП) или другими совершенными методами, что гарантирует повышенную чистоту по неметаллическим включениям и содержанию газов, а следовательно, улучшение механических свойств.
По назначению:
- конструкционные – применяются для изготовления деталей машин и механизмов;
- инструментальные – применяются для изготовления различных инструментов;
- специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др.
Углеродистые стали
Углеродистая сталь – сплав в который кроме железа и углерода (до 2%) входят также кремний, марганец, сера и фосфор.
Углеродистые конструкционные стали обыкновенного качества предназначены для изготовления: горячекатаного проката, холоднокатаного тонколистового проката, слитков, труб, штамповок, метизов и др.
Стали углеродистые конструкционные качественные характеризуются высокими пластичностью и свариваемостью. Они могут использоваться без упрочняющей термической обработки или после нее.
В углеродистых инструментальных сталях буква У в обозначении марки означает "углеродистая сталь", а цифра показывает содержание углерода в десятых долях процента.
Стали У7 и У8, У8А наиболее пластичные из углеродистых инструментальных сталей. Они идут на производство молотков, стамесок, долот, зубил.
Из сталей У 10, У11, У11А изготавливают резцы, сверла, метчики, фрезы, плитки и прочий мерительный и режущий инструмент для резания мягких материалов. Стали У12, У13, У13А используются для изготовления инструмента, работающего без ударных нагрузок (напильники, рашпили, бритвы).
Легированные стали, их назначение и применение.
Легированной называется сталь, в которой, кроме обычных примесей, содержатся специально вводимые в определенных сочетаниях легирующие элементы (Cr, Ni, Mo, Wo, V, А1, В, Ti и др.), а также Мn и Si в количествах, превышающих их обычное содержание как технологических примесей (1% и выше). Как правило, лучшие свойства обеспечивает комплексное легирование.
Легирование сталей и сплавов используют для улучшения их технологических свойств. Легированием можно повысить предел текучести, ударную вязкость, относительное сужение и прокаливаемость, а также существенно снизить скорость закалки, порог хладноломкости, деформируемость изделий и возможность образования трещин. В изделиях крупных сечений (диаметром свыше 15...20 мм) механические свойства легированных сталей значительно выше, чем механические свойства углеродистых.
Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.
Маркировка сталей
Принято буквенно-цифровое обозначение сталей
Углеродистые стали обыкновенного качества маркируются: Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп.
Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав. Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная.
Качественные стали поставляют с гарантированными механическими свойствами и химическим составом (группа В).
Конструкционные качественные углеродистые стали маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисленности, если она отличается от спокойной: сталь 08 кп, сталь 10 пс, сталь 45.
Содержание углерода, соответственно, 0,08 %, 0,10 %, 0.45 %.
Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента: сталь У8, сталь У13. Содержание углерода, соответственно, 0,8 % и 1,3 %
Инструментальные высококачественные углеродистые стали маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А, для обозначения высокого качества стали - Сталь У10А.
Качественные и высококачественные легированные стали
Легирующие элементы обозначаются буквами русского алфавита:
Х – хром, Н – никель, М – молибден, В – вольфрам, К – кобальт, Т – титан, А – азот (указывается в середине марки), Г – марганец, Д – медь, Ф – ванадий, С – кремний, П – фосфор, Р – бор, Б – ниобий, Ц – цирконий, Ю – алюминий
Легированные конструкционные стали Сталь 15Х25Н19ВС2
В начале марки указывается двухзначное число, показывающее содержание углерода в сотых долях процента. Далее перечисляются легирующие элементы. Число, следующее за условным обозначение элемента, показывает его содержание в процентах, если число не стоит, то содержание элемента не превышает 1,5 %. В указанной марке стали содержится 0,15 % углерода, 25% хрома, 19 % никеля, до 1,5% вольфрама, до 2 % кремния.
Для обозначения высококачественных легированных сталей в конце марки указывается символ А.
Легированные инструментальные стали Сталь 9ХС, сталь ХВГ.
В начале марки указывается однозначное число, показывающее содержание углерода в десятых долях процента. При содержании углерода более 1 %, число не указывается,
Далее перечисляются легирующие элементы, с указанием их содержания.
Некоторые стали имеют нестандартные обозначения.
Чугун, его свойства. Влияние примесей на структуру и свойства чугуна. Виды чугуна, их свойства и область применения. Маркировка чугунов
Чугун - сплав железа с углеродом, содержащий свыше 2,3% углерода (практически от 2,5 до 4,5%). Углерод в нем может находится в химически связанном состоянии в виде карбида железа (цементита) и в свободном состоянии - в виде графита. В соответствии с этим чугуны делятся набелые - передельные и серые - литейные.
В белом чугуне почти весь углерод находится в состоянии карбида железа (Fe3C), обладающего высокой твердостью. Такие чугуны имеют мелкозернистое строение с серебристо-белой поверхностью в изломе, высокую твердость, трудно поддаются обработке резанием, плохо заполняют форму и поэтому используются в основном для выплавки сталей.
В сером чугуне большая часть углерода находится в свободном состоянии в виде мелких пластинок графита. Последние, разделяя структуру чугуна и действуя как надрезы, значительно уменьшают его прочность и увеличивают его хрупкость. Такие чугуны имеют в изломе серый цвет, обладают хорошими литейными свойствами, почти не дают усадку в отливках и сравнительно легко обрабатываются резанием. Однако, имея в своем составе твердые зерна цементита, серые чугуны значительно ускоряют изнашивание инструмента, что не позволяет обрабатывать их с высокими скоростями резания.
Марки серого чугуна обозначаются буквами СЧ и числами, соответствующими его пределу прочности при растяжении в кгс/мм2.
В промышленности также применяются отливки из высокопрочных и ковких чугунов.
Высокопрочный чугун обладает повышенной прочностью и пластичностью. Его применяют для деталей, работающих при значительных механических нагрузках.
Ковкий чугун обладает повышенной прочностью и пластичностью и по своим свойствам занимает промежуточное положение между серым чугуном и сталью.
Высокопрочные и ковкие чугуны маркируются буквами и цифрами: ВЧ - высокопрочный чугун, КЧ - ковкий чугун; первые две цифры - предел прочности при растяжении в кгс/мм2 (1кгс/мм2 = 9,608МПа).
Сера и фосфор - вредные примеси. Сера придает хрупкость чугуну, делает его густотекучим и пузырчатым. Фосфор увеличивает хрупкость чугуна, но делает его жидкотекучим.
Чугун отличается от стали: по составу – более высокое содержание углерода и примесей; по технологическим свойствам – более высокие литейные свойства, малая способность к пластической деформации, почти не используется в сварных конструкциях.
Наиболее широкое распространение получили чугуны с содержанием углерода 2,4…3,8%. Чем выше содержание углерода, тем больше образуется графита и тем ниже его механические свойства, следовательно, количество углерода не должно превышать 3,8 %. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) углерода должно быть не менее 2,4 %.
Положительные стороны чугуна:
чугун значительно дешевле стали;
производство изделий из чугуна литьем дешевле изготовления изделий из стальных заготовок обработкой резанием, а также литьем и обработкой давлением с последующей механической обработкой;
чугун хорошо гасит вибрации и имеет повышенную циклическую вязкость;
детали из чугуна не чувствительны к внешним концентраторам напряжений (выточки, отверстия, переходы в сечениях);
чугун имеет лучшие антифрикционные свойства, по сравнению со сталью, так как наличие графита обеспечивает дополнительную смазку поверхностей трения.
Учитывая малое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать этот материал для деталей, которые подвергаются сжимающим или изгибающим нагрузкам. В станкостроении это – базовые, корпусные детали, кронштейны, зубчатые колеса, направляющие; в автостроении - блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления. Отливки из серого чугуна также используются в электромашиностроении, для изготовления товаров народного потребления.
Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы.
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Недостатком ковкого чугуна по сравнению с высокопрочным является ограничение толщины стенок для отливки и необходимость отжига.
Отливки из ковкого чугуна применяют для деталей, работающих при ударных и вибрационных нагрузках - вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Для изготовления деталей, работающих в условиях абразивного износа, используются белые чугуны, легированные хромом, хромом и марганцем, хромом и никелем. Отливки из такого чугуна отличаются высокой твердостью и износостойкостью.
Для деталей, работающих в условиях износа при высоких температурах, используют высокохромистые и хромоникелевые чугуны. Жаростойкость достигается легированием чугунов кремнием (5…6 %) и алюминием (1…2 %). Коррозионная стойкость увеличивается легированием хромом, никелем, кремнием.
Для чугунов можно применять термическую обработку.
Твердые сплавы, их свойства и применение
Более высокую твёрдость и износостойкость, чем у железоуглеродистых сплавов, имеют материалы называемые твёрдые сплавы.
Твердые сплавы выпускаются в виде пластинок различных форм и размеров, получаемых методом порошковой металлургии (прессованием и спеканием). Основой для них служат порошки твердых зерен карбидов тугоплавких металлов (вольфрама, титана, тантала), сцементированных кобальтом.
Промышленностью выпускаются три группы твердых сплавов: вольфрамовые - ВК, титановольфрамовые - ТК и титанотанталовольфрамовые - ТТК.
Характерными признаками, определяющими режущие свойства твердых сплавов, являются высокая твердость, износостойкость и красностойкость до 1000 градусов С. Вместе с тем эти сплавы обладают меньшей вязкостью и теплопроводностью по сравнению с быстрорежущей сталью, что следует учитывать при их эксплуатации.
Вольфрамовые сплавы (ВК) по сравнению с титановольфрамовыми (ТК) обладают при резании меньшей температурой свариваемости со сталью, поэтому их применяют преимущественно для обработки чугуна, цветных металлов и неметаллических материалов. Сплавы группы ТК предназначены для обработки сталей. Титанотанталовольфрамовые сплавы (ТТК), обладая повышенной прочностью и вязкостью, применяются для обработки стальных поковок, отливок при неблагоприятных условиях работы.
Минералокерамические материалы
В целях экономии дорогостоящих и редких материалов, входящих в состав твердых сплавов, создан минералокерамический материал - микролит марки ЦМ332 на основе корунда (оксида алюминия - Al2O3) в виде пластинок белого цвета. Микролит превосходит твердые сплавы по твердости и красностойкости (1300 градусов С), уступая им значительно по вязкости. Поэтому его применяют в основном для получистового и чистового точения при жесткой технологической системе и безударной нагрузке.
Так же разработаны более прочные керамические материалы, в частности марки В3, в виде многогранных неперетачиваемых пластинок черного цвета, содержащих, кроме корунда, карбиды тугоплавких металлов. Как показывает практика, такие пластины успешно конкурируют с твердым сплавом при чистовой обработке сталей и высокопрочных чугунов.
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ
В зоне резания инструмент испытывает воздействие ряда факторов: высокие температуры (300…800 ºС и выше); высокие давления (более 500 МПа); высокое истирающее давление стружки. Режущий инструмент находится в достаточно агрессивной физико-химической среде. Таким образом, инструментальные материалы должны обладать особыми физико-механическими и технологическими свойствами, из которых основными, как правило, являются: высокие твердость, прочность, теплостойкость; достаточная пластичность; высокое сопротивление схватываемости с обрабатываемой поверхностью; высокая износостойкость; низкая склонность к трещинообразованию; хорошая свариваемость или способность к соединению пайкой; низкая стоимость и хорошая технологичность. За основную характеристику инструментального материала принята скорость резания для стандартных условий резания: сталь 45, наружное точение, глубина резания 1 мм, подача 0,1 мм/об.
^ 5.1. Инструментальные стали
Углеродистые стали относятся к инструментальным материалам общего назначения, применяемым, в основном, для изготовления ручного режущего инструмента (скорость резания до 3 м/мин). Они содержат 0,7–1,3 % С, после термической обработки обладают твердостью 58…64 HRC, теплостойкостью 200–250 оС. Выше указанных температур твердость стали резко уменьшается, поэтому эти стали имеют ограниченное применение. Для режущего инструмента (шаберы, ножовки ручные, напильники, бритвы, фрезы, зенкеры, сверла, спиральные пилы и другие) обычно применяют стали У9, У10, У11, У12.
Легированные, в основном, хромом, ванадием, кремнием, марганцем инструментальные стали (9XC, ХВГ, ХВГС, ШХ15, 11ХФ и др.) в отличие от углеродистых имеют более высокую прокаливаемость, и поэтому их применяют для инструмента более сложного по форме и большего сечения. После термической обработки их твердость 58…68 HRC, теплостойкость 200–400 ºС в зависимости от степени и характера легирования. Из них изготавливают ручной режущий инструмент, а также сверла, развертки, плашки, протяжки, метчики и другой инструмент.
^ Быстрорежущие стали широко применяются в промышленности для изготовления инструментов, работающих со скоростями резания 20…100 м/мин. Различают стали обычной производительности (скорость резания до 20 м/мин) (марки Р9, Р12, Р18, Р6М5, Р9К10), стали повышенной производительности (скорость резания до 70 м/мин) (марки Р6М5К5, 10Р6М5Ф3, Р10К5Ф5) и порошковые стали (скорость резания до 100 м/мин) (марки Р6М5К5-М, Р6М5К5-ОМ, 10Р6М5К5Ф3-ОМ). Буквы в конце марки порошковых сталей: М – мелкая структура, ОМ – особо мелкая структура. С 1980 г. в промышленности применяют быстрорежущие стали с интерметаллидным упрочнением марок В11М7К23, В4М12К23 и др. Эти стали применяются, в основном, для точения, фрезерования и строгания труднообрабатываемых материалов. По сравнению со сталью Р18 их стойкость выше: при обработке титановых сплавов в 20–35 раз; при обработке аустенитных и нержавеющих сталей в 8–15 раз, а при обработке чугунов в 3–4 раза.
В таблице 5 указаны основные стали для режущего инструмента различного назначения.
^ Твердые сплавы
Твердые спеченные сплавы состоят из тонкоизмельченных карбидов тугоплавких металлов (вольфрама, титана, тантала), соединенных связкой – кобальтом. Благодаря наличию карбидов тугоплавких металлов сплавы имеют высокие теплостойкость, твердость и износостойкость, поэтому при работе с ними допускается скорость резания 100…150 м/мин. Существуют твердые сплавы четырех видов: вольфрамовые, вольфрамотитановые; вольфрамотитанотанталовые и безвольфрамовые.
В группу вольфрамовых входят твердые сплавы: ВК3, ВК3-М, ВК4, ВК6-М, ВК6-ОМ, ВК8, ВК10-ОМ, ВК-10М, ВК15, – где буквы обозначают следующее: В – карбид вольфрама; К – кобальт; число после буквы К – содержание кобальта (%), остальное до 100 % – содержание карбида вольфрама в марке не указывают; М – мелкозернистый; ОМ – особомелкозернистый. По сравнению другими вольфрамосодержащими твердыми сплавами эти вольфрамовые твердые сплавы характеризуются наибольшими пределом прочности на изгиб и вязкостью, но наименьшими температуростойкостью и твердостью. Поэтому вольфрамовые твердые сплавы рекомендуются для обработки чугуна, цветных сплавов и труднообрабатываемых материалов с небольшими скоростями резания.
В группу вольфрамотитановых твердых сплавов входят сплавы: Т30К4, Т15К6, Т14К8, Т5К10, Т5К12, – где буква Т– карбид титана, последующее число – его содержание (%); К – кобальт, последующее число его содержание (%); остальное (до 100 %) – содержание карбида вольфрама (не указывается).
4.Практическая часть.
Работа на станке.
5.Закрепление.
6.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
7. Домашнее задание.
----------------------------------------------------------------------------------------------------------------
10 класс Занятие 14 ____ _ «___»_______________20 ___г.
Тема: Металлокерамические материалы для изготовления режущего инструмента. Измерительные инструменты, способы измерения. ОФГ. Кривая Лаффера.
Цели урока:
обучения: систематизация приемов, навыков обращения с инструментами;
развития: уметь анализировать, формировать и совершенствовать умения и навыки;
воспитания: воспитать у учащихся добросовестное отношение к изучению основ своей. профессии, данной темы.
Тип урока: изучение нового материала.
Оборудование и материалы: плакаты, планшеты с инструментами, презентация, тесты, карточки-задания.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
Напильник – это стальной стержень определенного сечения, на гранях которого выполнена насечка
Напильники выполняются из углеродистой инструментальной стали У10А, У13, У13А.
Получение зубьев у напильника.
Насеканием – на пилонасекательных станках с помощью специального зубила.
Фрезерованием или шлифованием.
Протягиванием.
Виды насечек.
Одинарная – для мягких материалов (латунь, медь, алюминий ) См. рисунок.
Двойная (перекрестная) – для твердых материалов (чугун, сталь) См. рисунок.
Рашпильная – для обработки неметаллов (дерево, оргстекло, кожа. кость) См. рисунок.
Дуговая – для мягких материалов (медь, алюминий). См. рисунок.
Классификация напильников.
I. Напильники общего назначения.
|
| № № насечек | Припуск,мм | Точность обработки, мм | Кол-во насечек на 10 мм |
| Драчевый | 0; 1 | 0,5 - 1 | 0,2 – 0,5 | 4,5 - 14 |
| Личной | 2; 3 | 0,1 – 0,3 | 0,02 – 0,15 | 8,5 - 20 |
| Бархатный | 4; 5 | 0,02 – 0,05 | 0,01 – 0,05 | до 56 |
По форме напильники бывают:
Плоские длина напильников бывает: от 100 до 400 мм
Квадратные У10А, У13А.
Трехгранные
Круглые
Полукруглые
Ромбические
Ножовочные
II. Специальные напильники – для обработки специальных сплавов.
а) Тарированные – для обработки изделий из легких сплавов.
б ) Алмазные – для обработки и доводки твердосплавных материалов.
III. Надфили – это мелкие напильники для ювелирных, граверных работ и зачистки в трудно доступных местах. По форме они такие же, как и напильники общего назначения – плоские, трехгранные, круглые и т.д.
IV. Рашпили – для обработки неметаллов (дерево и т.п.)
V . Машинные напильники – применяются для опиловочных станков с вращательным движением.
Уход за напильниками.
Предохранять от ударов (хранить на деревянных подставках).
Не допускать попадания влаги (коррозия).
Не допускается попадания масла (напильник будет скользить, теряется острота зуба).
Применять напильники только по назначению.
Новые напильники лучше обрабатывать сначала мягкие материалы или натирать мелом.
Напильники очищают кордовой щеткой.
На протяжении всего урока повторяется вопрос проблемного задания, а в конце урока учащиеся должны ответить на него.
Ответ на проблемное задание
Выбор напильников.
Выбирается тип напильника (от формы обрабатываемой поверхности).
Выбирается длина напильника (от размеров детали).
Выбирается номер насечки (от вида обработки и размеров припуска).
Длина ручки напильника берется в полтора раза длиннее хвостовика напильника.
Приложение 2
Тестовая контрольная работа по теме “Опиливание”
1 вариант
| п/п | Вопрос | № п/п | Ответ |
| 1 | Опиливание – это… | 1 | Одинарная, двойная (перекрестная), рашпильная, дуговая. |
| 2 | Напильники выполняются из… | 2 | мелкие напильники для ювелирных, граверных работ и зачистки в трудно доступных местах. |
| 3 | Напильники с одинарной насечкой применяются для… | 3 | Насеканием, фрезерованием или шлифованием, протягиванием. |
| 4 | Виды насечек | 4 | Обработки неметаллов (дерево, оргстекло, кожа. кость). |
| 5 | Надфили– это… | 5 | Углеродистой инструментальной сталиУ10А, У13, У13А. |
| 6 | Напильники с рашпильной насечкой применяются для… | 6 | Обработки мягких материалов (латунь, медь, алюминий). |
| 7 | Получение зубьев у напильника выполняется… | 7 | Операция по снятию лишнего слоя металла режущим инструментом напильником. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 7 | 5 | 6 | 1 | 2 | 4 | 3 |
Тестовая контрольная работа по теме “Опиливание”
2 вариант
| П/п | Вопрос | № п/п | Ответ |
| 1 | Напильник – это… | 1 | Обработки для твердых материалов (чугун, сталь) |
| 2 | Специальные напильники применяют для… | 2 | Напильники общего назначения, специальные напильники, надфили, рашпили, машинные напильники. |
| 3 | По форме напильники бывают.. | 3 | Стальной стержень определенного сечения, на гранях которого выполнена насечка |
| 4 | Напильники с двойной (перекрестной) насечкой применяются для… | 4 | Обработки специальных сплавов. |
| 5 | Алмазные напильники применяют для… | 5 | Обработки мягких материалов (медь, алюминий). |
| 6 | Классификация напильников | 6 | Плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные |
| 7 | Напильники с дуговой насечкой применяются для… | 7 | Обработки и доводки твердосплавных материалов. |
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
6.1. Способы и средства измерения отверстий. Нутромеры. Штангенциркуль. Шлангенглубиномер. Калибры-пробки.
Яндекс.ДиректРазработки уроков математики Видеоуроки, презентации, тесты и другие материалы для учителя математики 18+videouroki.net
При работе на сверлильных станках сверловщику приходится часто пользоваться измерительным инструментом для контроля диаметров и глубины отверстий, а также других размеров.
Измеряют и проверяют размеры отверстий различными контрольно-измерительными инструментами, которые выбирают в зависимости от требуемой точности измеряемого размера и характера производства.
Часто сверловщику приходится пользоваться следующими измерительными инструментами: измерительной линейкой, нутромером, угольниками, штангенциркулем, калибрами гладкими и резьбовыми, штангенглубиномером.
Измерительная линейка представляет собой жесткую стальную ленту длиной от 150 до 1000 мм и более с нанесенными на нее делениями через 1 мм и используется для приближенных измерений габаритных размеров обрабатываемых заготовок, расстояний между центрами отверстий, диаметров отверстий и т. д. Возможная точность измерения линейкой до 0,5 мм.
. Нутромеры:
а — индикаторный, б — микрометрический
Индикаторный нутромер (рис. 6.1, а) применяют для измерения точных отверстий диаметром от 6 мм и более. Погрешность показаний нутромера от ±0,15 до 0,025 мм. Цена деления 0,01 мм. В комплект нутромеров входит набор сменных вставок, с помощью которых устанавливают нужные пределы измерения.
Установка индикатора на нуль производится по аттестованному кольцу или блоку концевых мер. При измерении диаметра отверстия нутромер, предварительно наклонив, осторожно, без ударов наконечниками о стенки заготовки вводят в отверстие.
Нутромер перпендикулярно оси отверстия устанавливают легким покачиванием его, после чего отмечают отклонение стрелки от нуля. Если при измерении стрелка индикатора отклоняется вправо, измеряемый размер меньше настроенного, если влево — больше настроенного.
Например, при измерении отверстия диаметром 25 мм стрелка индикатора отклонилась вправо на 15 делений, следовательно, действительный размер отверстия будет равен 25 - 0,15= 24,85 мм. При отклонении стрелки на то же число делений влево измеряемый размер составит 25 + 0,15 = 25,15 мм.
Для проверки точных отверстий применяют микрометрические нутромеры, которые имеют цену деления 0,01 мм и погрешность показаний не менее чем ±0,006 мм.
Яндекс.ДиректИзмерение диаметра лазером Сверхточный контроль прутков, валов, оправок, трубок с точностью до 0.1 мкмтеневые микрометры·2D теневые микрометры·контроль кабеляАдрес и телефон ru.d-test.ru
Микрометрический нутромер (рис. 6.1, б) имеет следующие основные части: стебель 3 с запресованным в него сферическим измерительным наконечником 1, микрометрический винт 5, барабан 6, жестко соединенный с микрометрическим винтом, колпачок 7, закрепляющий барабан на микрометрическом винте, измерительный наконечник 8, предохранительный колпачок 2 и стопор 4.
Нутромеры выпускают в виде микрометрической головки и нескольких удлинителей, свинчивая которые можно получить различные пределы измерения.
Штангенциркули имеют особую шкалу — нониус, позволяющий снимать показания с точностью до 0,1 и 0,05 мм.
Штангенциркуль:
а — с отсчетом по нониусу, б — показания нониуса, в — с отсчетом по индикатору
На рис. 6.2, а изображен штангенциркуль с точностью отсчета по нониусу 0,05 мм. Он предназначается для наружных и внутренних измерений, а также для разметочных работ. Штангенциркуль состоит из штанги 6 с миллиметровыми делениями, на одном конце которой имеются две губки 1 и 2. По штанге 6 перемещается рамка 9 с губками 11 и 3. На рамке укреплена нониусная линейка 10.
Для облегчения точных измерений в отдельных конструкциях штангенциркулей имеется микрометрическое устройство для подачи рамки 9, состоящее из винта 8, гайки 7 и зажимного винта 5. Стопорный винт 4 служит для закрепления рамки 9 на штанге 6.
Нониус 10 служит для отсчета дробных частей деления шкалы штанги 6. Длина его 39 мм и разделен он на 20 частей. Цифрами отмечается число сотых долей миллиметра через каждые пять делений. Поэтому против пятого штриха нониуса стоит цифра 25, против десятого — 50 и т. д. Длина каждого деления нониуса равна 39:20= 1,95 мм, т.е. отсчет может быть произведен с точностью до 0,05 мм.
Яндекс.ДиректОборудование из Европы Металлообрабатывающее оборудование.Адрес и телефон oborud.eu
При измерении штангенциркулем к количеству целых миллиметров, которое пройдено нулевыми штрихами нониуса, надо прибавить столько сотых долей миллиметра, сколько покажет штрих нониуса, совпадающий со штрихами измерительной штанги. Например, по штанге штангенциркуля (рис. 6.2, б) нулевой штрих нониуса прошел 24 мм, а его восьмой штрих совпал с одним из штрихов измерительной штанги. В этом случае штрих соответствует размеру 0,40 мм (0,05X8), а измеряемый размер равен 24,40 мм, т.е. 24 + 0,40= 24,40 мм.
Штангенциркули изготовляют с пределами измерения от 0 до 125, 160, 250, 400, 630, 1000 мм и более.
При измерении диаметра отверстия губки 1 и 11 штангенциркуля вводят в отверстие и фиксируют винтом 4 их положение. Затем по показаниям нониуса определяют размер диаметра. При этом к отсчитанному размеру прибавляется действительная толщина губок 1 и 11 для внутренних измерений.
Штангенциркуль с отсчетом по индикатору применяют для наружных и внутренних измерений, а также для разметочных работ. На подвижной рамке штангенциркуля укреплен индикатор с ценой деления на циферблате 0,02 мм. Один оборот стрелки равен 2 мм. Максимальная погрешность при измерении с большими измерительными губками ±30 мкм. При измерении штангенциркулем происходит комбинированный отсчет измеряемых величин: грубая индикация положения движка на линейной шкале, а также точная индикация эффективного измеряемого значения по положению стрелки на циферблате. Диапазон измерения 0—150 мм.
Шлангенглубиномер применяют для измерения глубины отверстий, выточек, канавок и размеров выступов. Устройство его аналогично устройству штангенциркуля.
Яндекс.ДиректМолитва для исполнения желаний Потрясающее открытие психологов: Технология исполнения желаний 18+success-psychology.ru
Штанга 4, имеющая миллиметровые деления, свободно перемещается в рамке 8 с нониусом 1 и основанием 9 и закрепляется в нужном положении стопорным винтом 2. Рамка 8 соединена с механизмом микрометрической подачи, состоящим из движка 5, винта 7, гайки 6 и стопорного винта 3.
Для промера глубины просверленного отверстия с помощью штангенглубиномера необходимо левой рукой прижать основание 9 к поверхности детали, а правой рукой, вращая гайку 6, довести штангу 4 до соприкоснования с дном просверленного отверстия.
Отсчет по нониусу производится так же, как и при измерении штангенциркулем. Штангенг лубиномеры изготовляют с верхними пределами измерений до 150, 200, 300 и 500 мм и с точностью отсчета от 0,1 до 0,02 мм.
Микрометрический глубиномер (рис. 6.3, б) позволяет измерять отверстия глубиной 0—25; 25—50; 50—75; 75—100 мм с точностью до 0,01 мм. Своим основанием 1 он устанавливается на обработанную поверхность детали 7 и плотно к ней прижимается. Затем вращением трещотки 3 измерительный стержень 6 микрометрического винта 5 перемещается до соприкосновения с дном отверстия. Расстояние между измерительными плоскостями основания и стержня микрометрического винта определяет глубину отверстия, паза и т. д. Отсчитывают размеры по шкале стебля 4 и барабана 2.
Индикаторный глубиномер (рис. 6.3, б) представляет собой измерительный прибор с отсчетным устройством — индикатором часового типа с зубчатой передачей от измерительного стержня к отсчетной стрелке.
Стрелка вращается вокруг оси и дает показания по круговой шкале. Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм, т. е. цена деления индикатора равна 0,01 мм. По второй шкале циферблата с малой стрелкой отсчитываются целые миллиметры.
Индикаторный глубиномер состоит из корпуса 2, большой 3 и малой 5 шкал циферблата, отсчетной стрелки 4 и измерительного стержня 6. Для замера глубины отверстия глубиномер устанавливается на поверхность детали своим основанием 1. Шаблоны-глубиномеры (рис. 6.3, г) рекомендуется применять для проверки отверстий глубиной до 100 мм. Ими можно быстро и надежно проверить глубину обрабатываемых отверстий в пределах заданных допусков.
Яндекс.ДиректЭзотерическая школа Кайлас Знания которые изменят Вашу жизнь. Прикоснись к настоящей эзотерике. Смотриandreyvoroshilov.com
Гладкие калибры — бесшкальные измерительные инструменты; используются главным образом в серийном или массовом производстве для контроля правильности изготовления отверстий. Они обеспечивают быстроту и точность измерений и делятся на нормальные и предельные.
Нормальные калибры имеют размеры, равные только номинальному размеру проверяемого элемента изделия. Эти калибры входят в проверяемую деталь с большей или меньшей степенью плотности.
В настоящее время применяют в основном предельные калибры. Их изготовляют двусторонними, из которых одна сторона имеет наибольшие, а другая — наименьшие предельные размеры детали. Одна сторона называется проходной (ПР), а вторая — непроходной (НЕ).
Если непроходные стороны калибров входят в отверстие, то изделия считаются окончательным браком. Если же проходные стороны калибров не входят в отверстие, то изделия могут быть исправлены.
Изделия, имеющие внутренние резьбы, контролируются резьбовыми калибрами. Резьбовые калибры для контроля внутренних резьб являются прототипами сопрягаемых изделий.
Рабочими калибрами для контроля внутренних резьб являются резьбовые пробки: проходная ПР и непроходная НЕ (рис. 6.4,б).
Ввинчиваемость пробки ПР в нарезное отверстие показывает, что средний диаметр резьбы не выходит за установленный предельный размер. Если непроходная пробка НЕ не ввинчивается, это означает, что средний диаметр гайки не больше установленного наибольшего предельного размера.
Следовательно, если проходная пробка ввинчивается в нарезное отверстие, а непроходная не ввинчивается, изделие считается годным.
4.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
5. Домашнее задание.
----------------------------------------------------------------------------------------------------------------
10 класс Занятие №15___ _ «___»_______________20 ___г.
Тема: Виды механических передач, применяемых в станках и их условные графические обозначения на кинематических схемах. Технология обработки типовых деталей токарным способом.ОФГ.Государственный бюджет.
Цели урока:
- сформировать знания об основных видах механических передач, применяемых в станках.
Задачи:
-образовательная: ознакомить учащихся с основными станках.
-развивающая: развивать умения и навыки изготовление изделий на станке;
-воспитательная: воспитывать аккуратность и внимательность при работе на фрезерном станке.
Оборудование и материалы: учебник “Технология” ,станки и механизмы
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Проверка домашнего задания.
4.Изложение программного материала.
Виды передач
Фрикционная передача
Зубчатая передача
Ременная передача
Червячная передача
Цепная передача
Храповые механизмы
Вращательное движение в машинах передается при помощи фрикционной, зубчатой, ременной, цепной и червячной передач. Будем условно называть пару, осуществляющую вращательное движение, колесами. Колесо, от которого передается вращение, принято называть ведущим, а колесо, получающее движение - ведомым.
Всякое вращательное движение можно измерить оборотами в минуту. Зная число оборотов в минуту ведущего колеса, мы можем определить число оборотов ведомого колеса. Число оборотов ведомого колеса зависит от соотношения диаметров соединенных колес. Если диаметры обоих колес будут одинаковы, то и колеса будут крутиться с одинаковой скоростью. Если диаметр ведомого колеса будет больше ведущего, то ведомое колесо станет крутиться медленнее, и наоборот, если его диаметр будет меньше, оно будет делать больше оборотов. Число оборотов ведомого колеса во столько раз меньше числа оборотов ведущего, во сколько раз его диаметр больше диаметра ведущего колеса.
В технике при конструировании машин часто приходится определять диаметры колес и число их оборотов. Эти расчеты можно делать на основе простых арифметических пропорций. Например, если мы условно обозначим диаметр ведущего колеса через Д1, диаметр ведомого через Д2, число оборотов ведущего колеса через n1, число оборотов ведомого колеса через n2, то все эти величины выражаются простым соотношением:
Д2/Д1 = n1/n2
Если нам известны три величины, то, подставив их в формулу, мы легко найдем четвертую, неизвестную величину.
В технике часто приходится употреблять выражения: "передаточное число" и "передаточное отношение". Передаточным числом называют отношение числа оборотов ведущего колеса (вала) к числу оборотов ведомого, а передаточным отношением - отношение между числами оборотов колес независимо от того, какое из них ведущее. Математически передаточное число пишется так:
n1/n2 = i или Д2/Д1 = i
где i - передаточное число. Передаточное число - величина отвлеченная и размерности не имеет. Передаточное число может быть любым - как целым, так и дробным.
Фрикционная передача
При фрикционной передаче вращение от одного колеса к другому передается при помощи силы трения. Оба колеса прижимаются друг к другу с некоторой силой и вследствие возникающего между ними трения вращают одно другое. Недостаток фрикционной передачи: большая сила, давящая на колеса, вызывающая дополнительное трение, а следовательно, требующая и дополнительную силу для вращения. Кроме того, колеса при вращении, как бы они ни были прижаты друг к другу дают проскальзывание. Поэтому там, где требуется точное соотношение чисел оборотов колес, фрикционная передача себя не оправдывает.
Достоинства фрикционной передачи:
Простота изготовления тел качения;
Равномерность вращения и бесшумность работы;
Возможность бесступенчатого регулирования частоты вращения и включения/выключения передачи на ходу;
За счет возможностей проскальзывания передача обладает предохранительными свойствами.
Недостатки фрикционной передачи:
Проскальзывание, ведущее к непостоянству передаточного числа и потери энергии;
Необходимость обеспечения прижима.
Применение фрикционной передачи:
В машиностроении чаще всего применяют бесступенчатые фрикционные передачи для бесступенчатого регулирования скорости.
а - лобовая передача, б - угловая передача, в - цилиндрическая передача
В самодельных устройствах фрикционная передача может быть широко использована. Особенно приемлемы передачи цилиндрическая и лобовая. Колеса для передач можно делать деревянные. Для лучшего сцепления, рабочие поверхности колес следует "обшить" слоем мягкой резины толщиной в 2-3 мм. Резину можно или прибить мелкими гвоздиками, или приклеить клеем.
Зубчатая передача
В зубчатых передачах вращение от одного колеса к другому передается при помощи зубьев. Зубчатые колеса вращаются намного легче фрикционных. Объясняется это тем, что здесь нажима колеса на колесо совсем не требуется. Для правильного зацепления и легкой работы колес профиль зубца делают по определенной кривой, называемой эвольвентой.
Диаметр начальной окружности является основным расчетным диаметром зубчатых колес. Расстояние, взятое по начальной окружности между осями соседних зубцов, между осями впадин или от начала одного зубца до начала другого, называется шагом зацепления. Разумеется, что шаги у зацепляющихся шестерен должны быть равны.
Передаточное число в зубчатых колесах может выражаться и через число зубцов:
i = z2/z1
где z2 - число зубцов ведомого колеса, z1 - число зубцов ведущего колеса.
Есть в шестернях еще одна очень важная величина, которую именуют модулем. Модулем называют отношение шага к величине π (3,14) или отношение диаметра начальной окружности к числу зубцов на колесе. Модуль, шаг и другие величины шестерен измеряются в миллиметрах. Колеса с одинаковым модулем, с любым количеством зубцов дают нормальное зацепление. Модули зубчатых колес берутся не произвольно. Величины их стандартизированы.
Передаточное число шестеренчатой передачи берется обычно в определенных пределах. Оно колеблется до 1:10. При увеличении передаточного числа одна из шестерен делается очень большой, механизм получается громоздким. Но иногда бывает нужно получить очень большое передаточное число, которое одной парой шестерен создать трудно. В этом случае ставится несколько пар и передаточное число распределяется между ними.
Иногда в передачах малую шестерню требуется сделать особенно уменьшенной, например в часах, в приборах. В этих случаях шестерню с валом делают из одного куска. Такую цельную шестерню принято называть трибком (трибок).
Часто в машинах применяют цилиндрические шестерни, у которых зубец идет не по оси вращения, а под некоторым углом (г). Такие шестерни работают на больших скоростях очень плавно, и зубцы их выносят большую нагрузку. Колеса с косыми зубцами носят название косозубых цилиндрических колес. Еще более плавный ход при большой прочности зубцов дают так называемые шевронные колеса (д). Зубцы у этих колес скошены в обе стороны, расположены "в елочку".
Шестеренчатая передача применяется не только с параллельными валами, когда используются так называемые цилиндрические шестерни, но и тогда, когда валы идут под любым углом. Такая передача под углом называется конической зубчатой передачей, а шестерни - коническими (ж).
Конические шестерни, так же как и цилиндрические, бывают со спиральным косым зубцом (з). Такие шестерни обычно применяются в автомобилях (для плавности работы). В зубчатых передачах можно применить шестерни с рейкой. Для периодического вращения может применяться шестеренчатая пара, у которой ведущая шестерня имеет неполное число зубцов.
Ведущие шестерни встречаются и с одним зубцом. Такие передачи очень часто применялись в счетных механизмах. Ведущая шестерня имеет один зубец, а ведомая - десять, и, таким образом, за один оборот ведущей шестерни ведомая повернется всего на одну десятую оборота. Чтобы повернуть ведомую шестерню на один оборот, ведущая должна сделать десять оборотов.
а - шестерня с одним зубом, б - мальтийский крест
Достоинства зубчатой передачи:
Значительно меньшие габариты, чем у других передач;
Высокий кпд (потери в точных, хорошо смазываемых передачах 1-2%);
Большая долговечность и надёжность.
Недостатки зубчатой передачи:
Шум при работе;
Необходимость точного изготовления.
Применение зубчатой передачи:
Наиболее распространённый вид механических передач. Их применяют для передачи мощностей - от ничтожно малых до десятков тысяч кВт.
К разобранному типу передач можно отнести и так называемое мальтийское зацепление, или мальтийский крест (б). Механизм мальтийского креста применяется для периодического вращения.
Ременная передача
Ременная передача, как и шестеренчатая, встречается очень часто. Ремень, натянутый на шкивы, охватывает какую-то их часть. Эта облегающая часть (дуга) носит, название угла обхвата. Чем больше будет угол обхвата, тем лучше образуется сцепление, лучше и надежнее будет вращение шкивов. При малом угле обхвата может получиться так, что ремень на малом шкиве станет проскальзывать, вращение будет передаваться плохо или его совсем не будет. Угол обхвата зависит от соотношения размеров шкивов и их расстояния друг от друга. На рисунках (а, б) показано, как меняются углы обхвата. Когда требуется увеличить угол обхвата, у передачи ставят нажимной шкив-ролик (в).
В зависимости от расположения валов и ремня ременная передача бывает разных видов.
Открытая передача (г). Оба шкива при такой передаче вращаются в одну сторону.
Перекрестная передача (д). Такую передачу применяют, когда требуется изменить вращение ведомого шкива. Шкивы вращаются навстречу друг другу.
Полуперекрестная передача (е) применяется, когда валы лежат не параллельно, а под углом.
Угловая передача (ж) образуется, когда валы идут под углом, но лежат как бы в одной плоскости. При этой передаче для получения надлежащего направления ремня обязательно устанавливают ролики.
Спаренная передача (з). При этой передаче с одного ведущего шкива могут идти ремни на несколько ведомых шкивов.
Кроме перечисленных передач, бывает еще и ступенчатая передача (и). Она применяется тогда, когда требуется изменять число оборотов ведомого вала. Оба шкива в этой передаче делаются ступенчатыми. Переставляя ремень на ту или иную пару ступеней, меняют число оборотов ведомого вала. При этом длина ремня остается неизменной.
По своему профилю ремни бывают плоские, круглые и трапецеидальные (к, л, м).
Передаточное число ременных передач берется в пределах 1:4, 1:5 и только в исключительном случае - до 1:8.
При расчете ременной передачи учитывается скольжение ремня по шкивам. Это проскальзывание выражается в пределах 2-3%. Чтобы получить нужные обороты, диаметр ведомого шкива уменьшают в этих же пределах.
Шкивы можно cделать из фанеры или легких металлов.
Достоинства ременной передачи:
Простота конструкции;
Возможность расположения ведущего и ведомого шкивов на больших расстояниях (более 15 метров);
Плавность и бесшумность работы;
Предохранение механизмов от перегрузки за счёт упругих свойств ремня и его способности проскальзывать по шкивам;
Возможность работы с большими угловыми скоростями.
Недостатки ременной передачи:
Постепенное вытягивание ремней, их недолговечность (при больших скоростях работает от 1000 до 5000 часов);
Непостоянство передаточного отношения (из-за неизбежного проскальзывания ремня);
Относительно большие размеры.
Применение ременной передачи:
Используется очень часто, от бытовой электроники до промышленных механизмов мощностью до 50 кВт.
Червячная передача
Червячная передача служит для получения вращения между валами, пересекающимися в одной плоскости. Передача состоит из винта (червяка) и винтового колеса, которые находятся в зацеплении. При вращении червяка витки ведут зубцы колеса и заставляют его вращаться. Обычно вращение от червяка передается колесу. Обратная передача почти не встречается из-за самоторможения.
Червячная передача применяется чаще всего при больших передаточных числах в пределах от 5 до 300. Благодаря большому передаточному числу червячная передача широко применяется в качестве механизма для снижения числа оборотов - редуктора.
Обычно червяк соединяется при помощи муфты с электромотором, а вал червячного колеса соединяется с машинами (станком, лебедкой, транспортером и пр.), которым он и передает необходимое вращение. Конструктивно червячный редуктор оформляют в самостоятельный механизм, помещенный в закрытый корпус.
Передаточное число червячной передачи (i), зависит от числа заходов червяка и количества зубцов на колесе. Его можно легко вычислить по формуле:
i = Z/K
где Z - число зубцов винтового колеса, а K - число заходов червяка. Решим пример: мотор совершает n1 = 1500 об/мин, на валу червячной шестерни нужно получить n2 = 50 об/мин. Червяк двухзаходный, то есть K = 2. Необходимо определить передаточное число и количество зубцов на винтовой шестерне. Передаточное число определится из формулы:
i = n1/n2 = 1500/50 = 30
Число зубцов на шестерне Z = i·K = 30·2 = 60 зубцов.
Редукторы можно сделать по-разному. У одних червяк делается из обыкновенного крепежного винта, у других он изготовляется навивкой на стержень в виде пружины проволоки или узкой медной полоски (на ребро). Для прочности витки к стержню следует припаивать. Червячные шестерни подбирают от ненужного часового механизма. Но их можно сделать и самим: нарезать напильником из латунного или дюралевого диска.
При изготовлении редукторов нужно следить за тем, чтобы винт и шестерня при вращении не имели бы осевого смещения. В быстроходных редукторах его валы следует устанавливать на подшипниках.
Достоинства червячной передачи:
Плавность и бесшумность работы;
Большое передаточное число.
Недостатки червячной передачи:
Усиленное тепловыделение;
Повышенный износ;
Склонность к заеданию;
Сравнительно низкий кпд.
Применение червячной передачи:
Преимущественно используется, когда требуется большое передаточное число.
Цепная передача
Цепная передача по сравнению с ременной удобна тем, что не дает проскальзывания и позволяет соблюдать правильность передаточного числа. Цепная передача осуществляется только при параллельных валах.
а - пластинчатая роликовая цепь, б - бесшумная цепь
Основной величиной цепной передачи является шаг. Шагом считается расстояние между осями роликов у цепи или расстояние между зубцами звездочки.
Кроме роликовых цепей, в машинах широко применяются еще зубчатые, так называемые бесшумные цепи. Каждое звено их соединено из нескольких зубчатых пластин в ряд. Ширина этой цепи намного больше, чем роликовая. Звездочка такой передачи похожа на шестерню. Зубчатые цепи могут работать на больших скоростях.
Допустимое передаточное число цепных передач может быть до 1:15. Самое малое число зубцов у звездочек берут: у роликовых цепей - 9, а у зубчатых - 13-15. Расстояние между осями звездочек принимают не менее полуторного диаметра большой звездочки.
Цепь надевается на звездочки не туго, как ремни, а с некоторым провисанием. Для регулирования натяжения применяется натяжной ролик. Число оборотов ведомой звездочки зависит от соотношения зубцов на обеих звездочках.
Достоинства цепной передачи:
Меньшая чувствительность к неточностям расположения валов;
Возможность передачи движения одной цепью нескольким звездочкам;
Возможность передачи вращательного движения на большие расстояния.
Недостатки цепной передачи:
Повышенный шум и износ цепи при неправильном выборе конструкции, небрежном монтаже и плохом уходе.
Применение цепной передачи:
При межосевых расстояниях, при которых зубчатые передачи требуют промежуточных ступеней или паразитных зубчатых колес, не вызываемых необходимостью получения нужного передаточного отношения; при необходимости работы без проскальзывания (препятствующего применению клиноременных передач).
Храповые механизмы
Кроме непрерывного вращательного движения, в машинах очень часто применяется прерывистое вращательное движение. Такое движение осуществляется при помощи так называемого храпового механизма. Основными частями храпового механизма являются: храповик (диск с зубцами), рычаг и собачка. Зубцы храповика имеют особую форму. Одна сторона у них сделана пологой, а другая отвесной или несколько поднутренной. Храповик насажен на вал неподвижно. Рычаг же, сидящий рядом с храповиком, может свободно качаться. На рычаге имеется собачка, которая одним концом лежит на храповике. С помощью шатуна или тяги от того или иного ведущего механизма рычаг приходит в качательное движение. При отклонении рычага влево собачка скользит свободно по пологому склону зубцов, не поворачивая храповик. При отходе вправо собачка упирается в уступ зубца и поворачивает храповик на некоторый угол. Так, непрерывно качаясь в ту и другую сторону, рычаг с собачкой приводит храповик с валом в периодическое вращательное движение. Для надежного прилегания собачки к храповику собачка снабжается нажимной пружиной.
Но чаще бывает другое назначение храпового механизма - предохранения вала с храповиком от проворачивания. Так, у лебедки при подъеме груза храповик с собачкой не дают барабану провертываться обратно.
4.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
5. Домашнее задание.
----------------------------------------------------------------------------------------------------------------
10 класс Занятие №16___ _ «___»_______________20 ___г.
Тема: Классификация механизмов преобразования движения применяемых в токарно-винторезном и настольном горизонтально-фрезерном станках.ОФГ.Дефицит. Профицит.
Цели урока:
- сформировать знания о классификации механизмов преобразования движения применяемых в токарно-винторезном и настольном горизонтально-фрезерном станках .
Задачи:
-образовательная: ознакомить учащихся с основными операциями фрезерной обработки;
-развивающая: развивать умения и навыки фрезерования изделий на фрезерном станке,выполнения операций на ТВ-6.
-воспитательная: воспитывать аккуратность и внимательность при работе на фрезерном станке.
Оборудование и материалы: учебник “Технология” 10 класс. Учебные станки, слесарные инструменты.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Проверка домашнего задания(устройство фрезерного станка).
4.Изложение программного материала.
В школьных мастерских применяются токарно-винторезные станки, которые предназначены для обработки тел вращения (валов, колец, дисков и др.), нарезания резьбы и сверления осевых отверстий.
В токарно-винторезном станке, как в любой другой технологической машине (сверлильном станке, токарном станке по дереву и др.), есть электродвигатель, передаточный механизм, рабочий орган (шпиндель) и система управления.
В передаточном механизме станка применяются механические передачи: ременная (рис. 61, а), зубчатая (рис. 61, б), реечная (рис. 61, в). Детали передач, которые передают движение, называются ведущими (шкив с диаметром D1 и зубчатое колесо с числом зубьев Z1 на рис. 61). Детали, которые воспринимают это движение, называются ведомыми(шкив с диаметром D2 и шестерня с числом зубьев Z2 на рис. 61).
Важной характеристикой механических передач является передаточное отношение и. Оно показывает отношение частоты вращения ведущей детали к частоте вращения ведомой. Для ременной передачи оно может быть вычислено по формуле: и = D1 / D2, а для зубчатой передачи - и = Z1 / Z2. Например, при числе зубьев ведущего колеса Z1 = 40 и при числе зубьев ведомого колеса Z2 = 20 получаем: и = 40 / 20 = 2.
Основанием станка является станина, установленная на двух тумбах. В левой тумбе находится электродвигатель. На станине крепятся передняя бабка, задняя бабка и суппорт.
В передней бабке размещена коробка скоростей, которая осуществляет изменение частоты вращения ведомого вала. На шпинделе крепится приспособление для крепления заготовки (токарный патрон и др.).
Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта.
Суппорт предназначен для закрепления и перемещения режущего инструмента или заготовки. Суппорт содержит трое салазок и резцедержатель.
Продольные салазки (каретка) прикреплены к фартуку суппорта и двигаются по направляющим станины механически или вручную с помощью рукоятки 15 Поперечные салазки перемещаются вручную рукояткой 6. Верхние салазки закреплены на поворотной плите и могут поворачиваться на угол до 40° (для точения конических поверхностей). Перемещаются верхние салазки вручную рукояткой 8. Для отсчета перемещений предусмотрены специальные устройства — лимбы.
Задняя бабка служит для поддержания конца длинных заготовок при помощи центра, а также для закрепления и подачи сверл и зенковок. Она может перемещаться по направляющим станины и закрепляться неподвижно рукояткой 10. В верхней части корпуса задней бабки находится пиноль, которую можно перемещать маховиком 11 и фиксировать рукояткой 9.
Точение деталей осуществляется за счет срезания резцом стружки с вращающейся заготовки. Вращательное движение заготовки называют главным. Главное движение обеспечивается за счет передачи движения по цепочке (рис. 63): двигатель — ременная передача — коробка скоростей — шпиндель с патроном и заготовкой.
Поступательное движение резца, которое обеспечивает непрерывность снятия слоя металла, называют движением подачи. Движение подачи обеспечивается цепочкой: двигатель — ременная передача — коробка скоростей — коробка подач — фартук суппорта — суппорт с резцом.
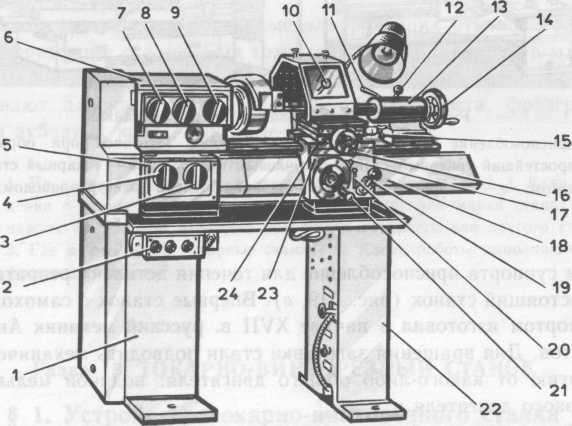
1 — передняя тумба; 2 — кнопочный пост управления; 3 — рукоятка включения ходового валика и ходового винта; 4 — рукоятка установки величины подач и шага резьбы; 5 — коробка подач; 6 — передняя бабка; 7—рукоятка изменения направления подач; 8 и 9—рукоятки установки частоты вращения шпинделя; 10 — рукоятка крепления резцовой головки; 11 — рукоятка крепления пиноли задней бабки;12— рукоятка крепления задней бабки к направляющим станины;13— задняя бабка; 14 — маховичок перемещения пиноли задней бабки; 15 — рукоятка ручного перемещения верхних салазок суппорта; 16 — рукоятка перемещения поперечных салазок; 17 — кнопка включения реечной шестерни; 18 — станина; 19 — рукоятка включения гайки ходового винта; 20—рукоятка включения продольной механической подачи; 21 — маховичок ручной продольной подачи; 22 — задняя тумба;23 — фартук; 24 — суппорт.
На предприятиях применяются более сложные токарно-винторезные станки. На таких станках закрепление заготовок, резцов, перемещение задней бабки выполняются механическим путем. В массовом производстве, где необходимо изготавливать большое количество одинаковых деталей, применяют токарные станки-автоматы, которые без участия человека по заданной программе выполняют подачу и закрепление заготовок, смену и закрепление инструмента, токарную обработку на необходимых режимах и др.
Токарные работы на предприятиях выполняют токари. Токарь — одна из наиболее распространенных рабочих профессий по обработке металла. Эта профессия подразделяется на несколько специальностей: токарь, токарь-карусельщик, токарь-револьверщик, токарь-расточник и др. Токарь должен знать устройство станков, основы черчения, назначение и правила применения различных инструментов и приспособлений, уметь пользоваться контрольно-измерительными приборами, разбираться в свойствах металлов и сплавов и др.
4.Практическая работа
Ознакомление с устройством токарно-винторезного у станка ТВ-6
1. Осмотрите токарно-винторезный станок и назовите его основные части.
2. Рассмотрите кинематическую схему токарно-винторезного станка ТВ-6 (рис.63) и разберитесь, каким образом передается от электродвигателя главное движение заготовке и движение подачи инструменту.
3. Изобразите в рабочей тетради кинематическую схему одной из частей станка (по указанию учителя).
Новые термины: Токарно-винторезный станок, механические передача (ременная, зубчатая, реечная), ведущее и ведомое звено передачи, передаточное отношение, станина, передняя бабка, коробка скоростей, коробка подач, суппорт, лимб, задняя бабка, главное движение, движение подачи, токарь.
5.Закрепление
1. Назовите виды механических передач.
2. Что такое ведущее звено передачи? Ведомое?
3. Что называется передаточным отношением механической передачи?
4. Укажите назначение токарно-винторезного станка и назовите операции, выполняемые на нем.
5. В чем сходство токарно-винторезного станка и токарного станка для обработки древесины?
6. Почему токарный станок относится к технологическим машинам?
7. Что такое главное движение и движение подачи?
6.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
7. Домашнее задание.
----------------------------------------------------------------------------------------------------------------













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

