
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.09.2025 20:45

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
61 год
Местоположение
Специализация
Лекции по МДК 04.01 Основы организации и планирования сварочного производства для специальности 22.02.06
Категория:
Прочее
29.06.2023 13:24

Просмотр содержимого документа
«Лекции по МДК 04.01 Основы организации и планирования сварочного производства для специальности 22.02.06»
Государственное бюджетное профессиональное образовательное учреждение
«Волгоградский колледж машиностроения и связи»
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ОРГАНИЗАЦИИ САМОСТОЯТЕЛЬНЫХ
РАБОТ ОБУЧАЮЩИХСЯ ПО
ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ.04 Организация и планирование сварочного
производства
для специальности среднего профессионального образования
22.02.06 Сварочное производство
Программа подготовки – базовая
Преподаватель: Галанина Л.В.
СОДЕРЖАНИЕ
| № п/п | наименование | стр |
| | Аннотация | 4 |
|
| Введение | 5 |
| 1 | Тематический план самостоятельной работы | 6 |
| 2 | Критерии оценки и система контроля | 7 |
| 3 | Права и обязанности студента | 7 |
| 4 | Краткий конспект лекций | 8 |
| | Раздел 1 . Планирование производственных работ и организация ремонта и технического обслуживания сварочного производства | 8 |
| | 1.1.Производственная деятельность машиностроительных предприятий. Принципы координации производственной деятельности. | 8 |
| | 1.2 . Формы организации монтажно-сварочных работ | 14 |
| | 1. 3. Техническое обслуживание сварочного оборудования. Виды и организация ремонта по Единой системе планово-предупредительного ремонта. | 19 |
| | 1.4. Тарифная система нормирования труда | 24 |
| | Раздел 2.Выполнение технологических расчетов трудовых и материальных затрат | 26 |
| | 2.1.Основные нормативные документы на проведение сварочно-монтажных работ. Нормативно-справочная литература для выбора материалов, технологических режимов, оснастки, контрольно-измерительных средств | 26 |
| | 2.2. Методика расчета времени заготовительных, слесарно-сборочных,сварочных и газопламенных работ. | 38 |
| | 2.3. Методика расчета трудоемкости сборочно-сварочных работ | 41 |
| | 2.4. Технологические расчеты трудовых и материальных затрат | 43 |
| | 2.5. Методика расчета экономической эффективности средств механизации повышения эффективности производства. | 45 |
| | 2.6. Проектирование сборочно-сварочного участка. | 46 |
| | 2.7. Методы защиты от опасностей технологических систем технологических процессов. | 52 |
| 5 | Список используемой литературы | 55 |
| 6 | Приложения | 56 |
| | Приложение 1. Выписка из ЕТКС (электросварщик ручной сварки) | |
Аннотация
Учебно – методическое пособие для самостоятельной работы студентов содержат лекции, тесты для контроля знаний и список рекомендуемой литературы. Предназначены для студентов заочного отделения при изучении МДК 04.01"Основы организации и планирования производственных работ на сварочном участке" профессионального модуля ПМ 04 "Организация и планирование сварочных работ"
Междисциплинарный курс МДК 04.01 "Основы организации и планирования производственных работ на сварочном участке" относится к профессиональному циклу и является частью профессионального модуля ПМ 04 "Организация и планирование сварочного производства". Предшествующей дисциплиной является МДК 01.02 "Основное оборудование для производства сварных конструкций", МДК.02.02 "Основы проектирования технологических процессов".
Этот курс, согласно утвержденной программе, имеет целью сообщить будущим техникам сварочной производства необходимые сведения теоретического и методического характера, а также практические рекомендации для рационального решения вопросов сварочного производства при его проектировании, а также подготовить их к выполнению аналогичной работы на завершающем этапе обучения – дипломном проекте. При изучении материала предмета следует особое внимание уделять путям повышения производительности труда и качества сварных соединений при производстве сварочных работ, в том числе широкому применению механизированных способов сварки, технологических линий, современного сборочно – сварочного оборудования и оснастки, а также совершенствованию организации производства и труда.
В результате изучения междисциплинарного курса МДК 04.01"Основы организации и планирования производственных работ на сварочном участке" студент должен:
иметь практический опыт:
- текущего и перспективного планирования производственных работ;
- выполнения технологических расчетов на основе нормативов технологических режимов, трудовых и материальных затрат;
- применения методов и приемов организации труда, эксплуатации оборудования, оснастки, средств механизации для повышения эффективности производства;
- организации ремонта и технического обслуживания сварочного производства по Единой системе планово-предупредительного ремонта;
- обеспечения профилактики и безопасности условий труда на участке сварочных работ.
уметь:
- разрабатывать текущую и перспективную планирующую документацию производственных работ на сварочном участке;
- определять трудоемкость сварочных работ;
- рассчитывать нормы времени заготовительных, слесарно-сборочных, сварочных и газопламенных работ;
- производить технологические расчеты, расчеты трудовых и материальных затрат;
- производить планово-предупредительный ремонт сварочного оборудования.
знать:
- принципы координации производственной деятельности;
- формы организации монтажно-сварочных работ;
- основные нормативные документы на проведение сварочно-монтажных работ;
- тарифную систему нормирования труда;
- методику расчета времени заготовительных, слесарно-сборочных, сварочных и газопламенных работ, нормативы затрат труда на сварочном участке;
- методы планирования и организации производственных работ;
- нормативы технологических расчетов, трудовых и материальных затрат;
- методы и средства защиты от опасностей технических систем и технологических процессов;
- нормативно-справочную литературу для выбора материалов, технологических режимов, оборудования, оснастки, контрольно-измерительных средств.
Для самостоятельной работы и изучения программного материала, выполнения контрольной работы необходимо использовать рекомендуемые учебники и учебные пособия, а также СНиПы и ведомственные инструктивные материалы.
Учебным планом заочного обучение предусмотрено проведение установочных и обзорных лекций. Установочная лекция проводится перед самостоятельным изучением предмета с целью ознакомления студентов с программой, целью и задачами, методикой самостоятельных занятий, выполнения домашней контрольной работы. На обзорных лекциях, проводимых во время сессии, преподаватели помогают студентам систематизировать знания, полученные в процессе самостоятельной работы, излагают наиболее сложные темы, трудные для самостоятельного изучения или недостаточно полно изложенные в рекомендуемой литературе.
Учебный план предусматривает выполнение одной домашней контрольной работы. Зачётная контрольная работа предъявляется на экзамене. Рекомендуется так же показать экзаменатору свои конспекты (домашний и по обзорным лекциям).
РАЗДЕЛ 1
Планирование производственных работ и организация ремонта и технического обслуживания сварочного производства
Тема 1.1. Производственная деятельность машиностроительных предприятий.
Принципы координации производственной деятельности
Основные понятия и определения.
1.1.1. Машиностроительное производство.
Производство - технико-организационное подразделение труда, предназначенное для получения продуктов труда.
Машиностроительное производство, состоящее из комплекса производственных участков и вспомогательных подразделений, в которых протекают производственные процессы изготовления машин, представляют собой сложную динамическую систему, структура и параметры которой находятся в непосредственной зависимости от сложности конструкции, номенклатуры выпускаемой конструкции и характеристик производственного процесса ее изготовления.
Производственным процессом в машиностроении называется совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов. В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит изменение качественного состояния объекта производства. Для обеспечения бесперебойного выполнения технологического процесса изготовления изделий в машиностроительном производстве служат вспомогательные процессы.
Косновным этапам производственного процесса могут быть отнесены следующие: получение и складирование полуфабрикатов, доставка изк рабочим местам, различные виды обработки, перемещение полуфабрикатов между рабочими местами, контроль качества, хранение на складах, сборка изделия, испытание, регулировка, окраска, отделка, упаковка и отправка.
Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отдельных цехах или в одном цехе. В первом случае производственный процесс изготовления продукции делят на части и соответственно называют производственным процессом, выполняемым в заготовительном, сборочном, механическом цехе и т.д. Во втором случае процесс называют комплексным.
Производственные процессы делятся на поточные и непоточные. Под поточным производственным процессом понимается такой процесс, при котором полуфабрикаты в процессе их производства находятся в движении, причем это движение осуществляется с постоянным тактом в рассматриваемый промежуток времени. Под непоточным производством понимают такое производство, при котором полуфабрикаты в производственном процессе находятся в движении с различной продолжительностью операций и времени хранения между ними.
Для каждого производства устанавливают определенную программу выпуска, под которой понимают совокупность изделий установленной номенклатуры, выпускаемых в заданном объеме в определенный промежуток времени. Число изделий, подлежащих изготовлению в установленную календарную единицу времени (год, квартал, месяц) называют объемом выпуска.
Каждое машиностроительное производство обладает определенной производственной мощностью, под которой понимают максимально возможный выпуск продукции установленной номенклатуры и количества, осуществляемый за определенный период времени при выбранном режиме работы, полном использовании оборудования, площадей и других средств производства, применения передовой технологии и совершенной организации производства. Различают действительную и проектную мощность. Проектная мощность - это установленная в проекте строительства или реконструкции производства производственная мощность, которая должна быть достигнута при условии обеспечения производства принятыми в проекте средствами производства, кадрами и организацией производства. Производственная мощность действующего производства не является постоянной и зависит от технического уровня работающих, уровня использования основных и оборотных фондов, сменности работы, уровня механизации и автоматизации и других факторов.
Изготовление изделий занимает определенное время. Календарное время изготовления изделий от начала производственного процесса до его окончания принято называть производственным циклом.
Движение полуфабрикатов в производстве может осуществляться поштучно или партиями. Партией принято называть определенное число полуфабрикатов, одновременно поступающих на рабочее место. Для выполнения производственного процесса должны быть соответствующим образом оборудованы рабочие места. В зависимости от содержания операции и организации ее проведения на рабочем месте могут быть расположены основное оборудование, накопители с полуфабрикатами, один рабочий или группа рабочих, режущий, сборочный и контрольно-измерительные инструменты, накопители с полуфабрикатами, средства охраны труда, средства автоматической загрузки и разгрузки оборудования , средства технического обслуживания, элементы системы управления.
1.1.2.Производственный цех.
Исходя из организационных соображений, несколько рабочих мест объединяют, образуя производственный участок, выполняющий свое целевое назначение. Производственным участком называют часть объема цеха, в котором расположены рабочие места, объединенными транспортно-накопительными устройствами, средствами технического, инструментального и метрологического обслуживания, управления участком и охраны труда, на котором осуществляются технологические процессы изготовления изделий.
Более крупной организационной единицей является производственный цех, который представляет собой производственное административно-хозяйственное обособленное подразделение завода. Цех включает в себя производственные участки, вспомогательные подразделения, служебные и бытовые помещения. Вспомогательные подразделения создают для обслуживания и обеспечения бесперебойной работы производственных участков. К ним относятся: отделение по восстановлению режущего инструмента, контрольное и ремонтное отделения и др.
За общую площадь цеха в технологических расчетах принимают сумму производственной и вспомогательной площадей (без служебно-бытовой площади).
В состав производственной площади цеха включают площади, занимаемые рабочими местами, вспомогательным оборудованием, находящихся на производственных участках, проходами и проездами между оборудованием внутри производственных участков (кроме площади магистрального проезда). На вспомогательных площадях размещают все оборудование и устройства вспомогательных систем, не расположенные на производственных участках, а также магистральные и пожарные проезды.
Для движения автопогрузчиков, грузовых автомобилей и уборочных машин в цехах создают магистральные проезды шириной не менее 4 м.
1.1.3. Штат персонала цеха.
Для осуществления производственных процессов в машиностроительном производстве предусмотрен определенный штат персонала, который делят на следующие категории: основные (производственные) и вспомогательные рабочие, инженерно-технические работники (ИТР), служащие, младший обслуживающий персонал.
Руководители - работники, занимающие должности руководителей предприятий и их структурных подразделений (функциональных служб), а также их заместители. (директор предприятия и его заместители,главный инженер, начальники отделов и цехов)
Специалисты - работники, выполняющие инженерно-технические, экономические и другие функции. К ним относятся инженеры, экономисты, бухгалтеры, социологи, юрисконсульты, нормировщики, техники и др.
Основные рабочие - это рабочие механосборочного производства, непосредственно выполняющие операции технологического процесса по изготовлению продукции. Вспомогательные рабочие - это рабочие, не принимающие непосредственного участия в выполнении операций по изготовлению производственной программы выпуска продукции, а занятые обслуживание технологического процесса.
Инженерно-техническими работниками называют работников, выполняющие обязанности по управлению, организации и подготовке производства и занимающих должности, для которых требуется квалификация инженера или техника. К служащим относят работников, выполняющих в соответствии с занимаемой должностью административно-хозяйственные функции, ведущих финансирование, учет и статистический учет, решающих социально-бытовые и подобные вопросы. Младший обслуживающий персонал составляют сторожа, гардеробщики и уборщики бытовых и конторских помещений.Технические исполнители (служащие) - работники, осуществляющие подготовку и оформление документов, хозяйственное обслуживание (делопроизводители, секретари-машинистки, табельщики, чертежники, копировщицы, архивариусы, агенты и др.).
Соотношение работников по категориям характеризует структуру трудовых ресурсов предприятия. В зависимости от характера трудовой деятельности персонал предприятия подразделяют по профессиям, специальностям и уровню квалификации.
Профессия - определенный вид деятельности (занятий) человека, обусловленный совокупностью знаний и трудовых навыков, приобретенных в результате специального обучения. Специальность - вид деятельности в рамках той или иной профессии, который имеет специфические особенности и требует от работников дополнительных специальных знаний и навыков. Например: экономист-плановик, экономист-бухгалтер, экономист-финансист, экономист-трудовик в рамках профессии экономиста. Или: слесарь-наладчик, слесарь-монтажник, слесарь-сантехник в рамках рабочей профессии слесаря.
Квалификация - степень и вид профессиональной подготовки работника, наличие у него знаний, умения и навыков, необходимых для выполнения работы или функций определенной сложности, которая отображается в квалификационных (тарифных) разрядах и категориях.
1.1.4. Компоновка цеха.
Под компоновкойцеха понимают взаимное расположение площадей производственных участков, вспомогательных отделений, магистральных проездов и служебно-бытовых помещений на площадях цеха. После проведения компоновки цеха осуществляют планировку оборудования на нем. Под планировкой цеха понимают взаимное расположение основного и вспомогательного оборудования на площадях цеха.
Одним из показателей организации производственного процесса является величина грузопотока - сумма однородных грузов ( в тоннах, в штуках), перемещаемых в определенном направлении между отдельными пунктами выгрузки в единицу времени (час, смену, сутки). Интенсивность грузопотока - число транспортных перемещений через рассматриваемый участок в единицу времени.
Машиностроительное производство обычно размещают в зданиях, имеющих один или несколько пролетов. Пролетом называют часть здания, ограниченную в продольном направлении двумя параллельными рядами колонн. Расстояния между осями колонн в продольном направлении называют шагом колонн, а в поперечном направлении - шириной пролета. Расстояния между осями колонн в поперечном и продольном направлениях образуют сетку колонн. Под высотой пролета понимают расстояние от уровня пола до нижней части несущих конструкций покрытия здания.
1.2. Принципы управления промышленных предприятий.
1.2.1. Структура управления
Современное производство - это сложная динамическая система, состоящая из различных взаимосвязанных элементов - людей, машин, станков, технологических объектов, внутризаводского транспорта, складов, энергетических установок и др. Для эффективного взаимодействия этих элементов производства необходимо управление ими.
Управление представляет собой целенаправленное воздействие на производственные коллективы для организации и координации их деятельности.
Объектом управления на предприятии являются производственный процесс, производственный коллектив и его действия, необходимые для нормального хода производства.
Потребность в управлении ведет к формированию особого аппарата по руководству, объединению, согласованию между собой действий людей и организации производственного процесса.
Структура управления - это форма разделения труда по принятию и реализации управленческого решения. Выделяется два основных типа структуры управления: линейную и функциональную. На базе этих типов возникают различные комбинированные линейно-функциональные структуры.
Наиболее простой формой связи в управлении производством является линейная структура (рис.1.1). Сущность линейной структуры управления состоит в том, что во главе каждого производственного процесса стоит руководитель, осуществляющий все функции управления.
директор
начальник цеха


мастер

бригадир
рабочие

рис. 1.1. Линейная структура управления
Каждый член коллектива и организация в целом непосредственно подчиняются только этому руководителю. Подчиненные выполняют распоряжения только своего непосредственного руководителя. Вышестоящий руководитель не имеет право отдавать распоряжения работникам, минуя из непосредственного начальника. Преимущества линейного управления: исключения получения подчиненными противоречивых и несвязанных между собой заданий; полная ответственность руководителя за результаты работы; обеспечения принципа единоначалия.
Недостатки линейного управления: каждый руководитель должен обладать разносторонними знаниями; отсутствие специалиста по реализации отдельных функций управления.
Линейная структура приемлема для простой по содержанию управленческой деятельности и относительно одинаковых обязанностей рядовых членов организации.
Усложнение технологии и организации производства, углубление специализации послужили причиной к более сложным разновидностям структур.
Функциональная структура управления (рис.1.2) повышает эффективность управления за счет участия в работе квалифицированных специалистов, хорошо знающих конкретные области производства и управления и подготавливающих квалифицированные решения.
директор

начальник цеха
электрик
технолог
механик
бригады





рис. 1.2. Функциональная структура управления
Преимущества функциональной структуры управления: повышается компетентность принимаемых решений; разгружаются линейные руководители от необходимости глубоких знаний по каждой функции; упрощается работа линейных руководителей.
Недостатки функционального управления: нарушается единство распорядительства (отсутствует взаимосвязь распоряжений); нарушается единство ответственности; неоднозначность подчинения исполнителей.
Линейно-функциональная (штабная) структура управления свободна от недостатков , присущих отдельно линейной и функциональной системам. При линейно-функциональном управлении у линейного руководителя появляется штаб, состоящий из функциональных органов (отделы, бюро, группы, отдельные специалисты) по различным функциям. Преимущества линейно-функционального управления: команды управления, выдаваемые руководителем, более качественные; удовлетворяется принцип единоначалия при одновременном углублении специализации. Недостатки линейно-функционального управления: увеличения цикла согласования решений, несогласованность деятельности функциональных подразделений; искусственное расширение аппарата управления, его отрыв от производства, увеличение расходов на управление.
Наличие как отрицательных, так и положительных характеристик у каждой из перечисленных структур приводит к необходимости разумного сочетания их в рамках современных предприятий. Так, на низших ступенях управления (мастер - рабочий) сохраняется линейная структура, на средних (планово-экономический, планово-диспетчерский отделы, отделы труда и зарплаты и т.д.) приемлема функциональная, а на высших ступенях (на уровне дирекции) - линейно-функциональная структура управления.
1.2.2. Функции звеньев структуры управления.
Рассмотрим основные функции отделов заводоуправления и руководства предприятием.
Во главе предприятия стоит директор (генеральный директор), который организует работу и несет ответственность за его производственную деятельность. Директору непосредственно подчинены: главный инженер, заместители директора, главный бухгалтер, начальники цехов основного производства. Отдельными звеньями производства директор управляет через своих заместителей (например, капитальным строительством, экономикой, кадрами и т.д.).
Главный инженер является первым заместителем директора и осуществляет техническую политику предприятия. Он наравне с директором несет ответственность за работу предприятия. Главный инженер руководит прогнозированием и планированием развития техники, технологии производства, работой по повышению качества продукции; обеспечением технической подготовки производства; обеспечением производства энергией, техническим обслуживанием труда и их ремонтом и др. Руководство данными работами главный инженер осуществляет через соответствующие отделы: технический (ОГТ - отдел главного технолога), конструкторский (ОГК - отдел главного конструктора), сварочный (ОГСв - отдел главного сварщика), технического обучения (ОТО- отдел технического обучения), ЦЗЛ (центральная заводская лаборатория), службы главного механика (ОГМ - отдел главного механика), главного энергетика (ОГЭн - отдел главного энергетика), служба по контрольно-измерительным приборам (ОГМетр - отдел главного метролога) и др. в зависимости от вида предприятия.
На крупных предприятиях вводится должность заместителя директора по производству, которому подчиняются структурные подразделения основного производства (начальники цехов). На средних и мелких предприятиях оперативное руководство возглавляет производственный отдел, функционально подчиненный главному инженеру.
Для руководства службой охраны труда, техники безопасности и производственной санитарии на крупных предприятиях вводится должность заместителя главного инженера по технике безопасности, которому подчиняется соответствующий отдел (отдел охраны труда).
Функции управления качеством выпускаемой продукции, контроль за качеством поступающего сырья, материалов и порядком правильного их хранения, анализа претензий потребителей продукции по качеству возложены на отдел технического контроля (ОТК). Возглавляет этот отдел заместитель директора по качеству, который подчиняется непосредственно директору.
Экономическую работу на предприятии возглавляет заместитель директора по экономическим вопросам или главный экономист, подчиняющийся непосредственно директору.
Планово-экономическую работу выполняют отделы: планово-экономический (ПЭО), организации труда и заработной платы (ООТиЗ), финансовый (ОФ).
Планово-экономический отдел разрабатывает перспективные и текущие планы производственной деятельности, контролирует и анализирует их выполнение, разрабатывает нормативы для производства и контролирует их выполнение.
Отдел организации труда и заработной платы выполняет функции совершенствования организации труда и систем заработной и материального стимулирования.
Функции бухгалтерского и оперативного учета, статистической и оперативной отчетности выполняет бухгалтерия предприятия, руководит бухгалтерией главный бухгалтер, который подчиняется непосредственно директору.
На всех предприятиях введена должность заместителя директора по коммерческой работе (материально-техническому снабжению и сбыту), который руководит отделами материального снабжения (ОМТС) и сбыта (ОСб). ОМТС обязан своевременно и комплексно снабжать все структурные подразделения предприятия необходимым в соответствии с планом сырьем, материалами, запасными частями, полуфабрикатами; организовывать складское хозяйство и контроль за расходованием материально-технических ресурсов.
Отдел сбыта заключает договоры на поставку продукции, организует сбыт готовой продукции, изучение спроса на выпускаемую продукцию.
На крупных предприятиях введена должность заместителя директора по капитальному строительству, на которого возложены обязанности по обеспечению нового строительства, расширению и реконструкции объектов производственного назначения. В его подчинении находятся отделы капитального строительства (ОКС) или отдел главного архитектора (ОГАрх).
Заместитель директора по кадрам организует работу по подбору, подготовке и назначению руководящих работников, специалистов и рабочих кадров на соответствующие должности и рабочие места, осуществляет планирование, контроль и учет обеспечения и движения кадров, руководит отделом кадров.
1.2.3. Структура управления цехом
Основной производственно-хозяйственной единицей предприятия является цех, в котором осуществляется вся производственная и планово-аналитическая работа.
Структура управления цехом определяется в зависимости от его производственной структуры, обусловленной объемом производства, сложностью производственного процесса и другими показателями.
Начальник цеха на крупных предприятиях подчиняется непосредственно заместителю директора по производству. Начальники вспомогательных цехов подчиняются главному механику, главному энергетику или непосредственно заместителю директора по соответствующему направлению деятельности. Начальники цехов наделены большими правами. По их представлению решаются вопросы приема и увольнения, поощрения и наказания работников цеха, присвоения рабочих разрядов и т.п. В своей повседневной деятельности начальник цеха решает вопросы:
- рациональной организации совместного труда людей;
- обеспечения непрерывности и ритмичности производства продукции соответствующего количества и качества.
Начальник цеха имеет двух заместителей. Заместитель начальника цеха по производству курирует вопросы технической подготовки производства, оперативного контроля за ходом производства, технологическим процессом и т.д. Он исполняет функции начальника цеха в его отсутствие. Заместитель начальника цеха по технике обеспечивает бесперебойную работу наличного оборудования, руководит группой ремонтного персонала через механики цеха, мастера КИП и т.д.
На мелких предприятиях предусматривается один заместитель начальника цеха
Тема1.2. Формы организации монтажно-сварочных работ.
Методы планирования и организация производственных работ.
1.2.1. Формы организации монтажно-сварочных работ
Сварка на строительно-монтажной площадке имеет свои специфические особенности, коренным образом отличающие ее от сварочного производства на промышленных предприятиях. Это прежде всего территориальная разобщенность обслуживаемых объектов, ведущая к частой передислокации сварщиков и сварочного оборудования; выполнение работ на строительно-монтажной площадке, где условия труда сложнее, чем на промышленных предприятиях; неравномерная загрузка сварщиков, приводящая к их избытку или острой нехватке; индивидуальный характер производства; тесное переплетение монтажных и сварочных работ; невозможность широкой механизации сварочных работ. Снижение влияния указанных отрицательных факторов достигается за счет научной организации труда и внедрения прогрессивных форм организации сварочных работ. Здесь заложены большие резервы роста производительности труда, повышения качества и снижения стоимости работ. Научная организация труда предусматривает получение наилучших результатов при наименьших затратах материальных и трудовых резервов.
В монтажных организациях можно применять следующие формы организации сварочных работ: работа сварщиков в комплексных монтажных бригадах или индивидуальная работа на монтажных участках под техническим руководством специалистов по сварке; бригада сварщиков на монтажном участке; сварочный участок при монтажном управлении; сварочный участок при тресте. Структурную форму организации сварочных работ, квалификационный и численный состав службы сварки принимают, исходя из показателей и условий работы монтажной организации — объема сварочных работ в тыс. руб., сложности сварочных работ (категория), численности сварщиков (чел.), количества и степени концентрации объектов монтажа (объект, км). Объем сварочных работ определяется на основании физических объемов строительно-монтажных работ, норм затрат труда и сметной стоимости сварочных работ. Сложность сварочных работ определяется средним разрядом сложности всех работ и количеством работ на объектах.
В состав службы сварки монтажного управления может входить специализированный сварочный участок и сварочная лаборатория (рис.2.1) .
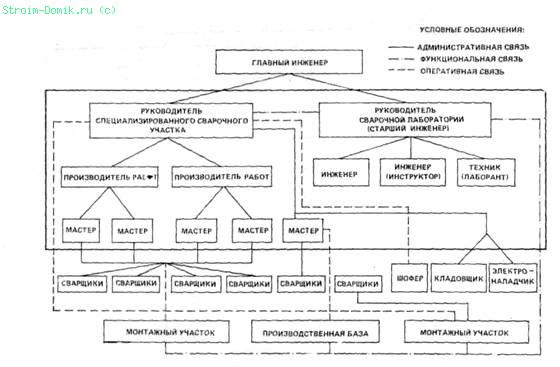 рис.2.1. Схема организационной структуры службы сварки при наличии сварочного участка
рис.2.1. Схема организационной структуры службы сварки при наличии сварочного участка
1.2.2. Методы планирования и организация производственных работ.
Планирование является одной из важнейших функций управления сварочным производством и должно осуществляться на основании укрупненных нормативов сметной стоимости сварочных работ, норм расхода сварочных материалов и других нормативных документов.
Число рабочих для материального обслуживания сварочного производства принимается в размере 2—3 % числа сварщиков. Квалификационный состав сварщиков устанавливают в зависимости от среднего разряда сварочных работ. Правильная организация труда в сварочных подразделениях позволяет повысить производительность труда сварщиков на основе эффективного использования рабочей силы и техники, совершенствования организации обслуживания рабочих мест, повышения материальных и моральных стимулов к труду путем совершенствования оплаты труда. Расстанавливать сварщиков по рабочим местам и участкам следует индивидуально, с учетом их квалификации, объема и сложности работ, чтобы обеспечить полную загрузку в течение рабочей смены и высокое качество работ. От правильной организации рабочего места в значительной степени зависит производительность труда сварщика и качество сварных соединений. Сварочную аппаратуру следует располагать таким образом, чтобы сварщик мог выполнять работу на возможно большей площади без перестановки оборудования.
Организация обслуживания рабочих мест предусматривает: выдачу наряда-задания перед началом работы; инструктаж по технике безопасности на рабочем месте; ознакомление сварщика и бригадира с чертежами, технической и учетной документацией, особенностями технологического процесса и требованиями к качеству сборки и сварки, с технологической оснасткой; обеспечение постоянной исправности оборудования; поддержание на рабочих местах безопасных условий труда, а также производственной дисциплины и культуры производства.
Большое внимание следует уделять кабельному хозяйству. Исправный и удобный кабель существенно облегчает работу сварщика, способствует росту производительности труда. При необходимости сращивания кабелей нужно предусмотреть как возможность их дальнейшей длительной эксплуатации, так и соблюдения правил противопожарной безопасности и безопасных условий труда. С этой точки зрения целесообразно использовать специальные соединительные муфты и другие соединительные устройства. Перетаскивая кабель, сварщик часто должен отключать источник сварочного тока, чтобы избежать замыкания электрододержателя. Для экономии времени можно на металлический конец держателя надеть отрезок резиновой трубки и опасность замыкания будет исключена. Частая в условиях работы на монтаже передислокация сварочного оборудования отнимает много рабочего времени на его отключение и подключение, его перевозку, установку и наладку. Экономить рабочее время позволяют передвижные сварочные установки, оборудование которых устанавливается на прицепах или в специальных контейнерах.
Индустриализация строительства позволяет резко повысить производительность труда сварщиков за счет специализации, уплотнения рабочей смены, улучшения условий труда и внедрения высокопроизводительных способов сварки. Максимально возможные объемы монтажных, а следовательно, и сварочных работ, должны быть переведены в заводские условия. Дальнейшее сокращение объема монтажных работ можно осуществлять также и в монтажных управлениях, где для этой цели следует создавать заготовительные базы, мастерские и площадки, приближающие производство к заводским условиям. Своевременная разработка проектов организации работ, согласованных со специалистами по сварке, позволяет повысить производительность труда сварщиков за счет выполнения сварки в нижнем положении на заготовительных площадках, сокращения числа неповоротных стыков, уменьшения объема работ, осуществляемых в стесненных, неудобных положениях, в обстановке повышенной загазованности. В условиях заготовительных площадок можно применять манипуляторы, кантователи и другие приспособления, облегчающие труд и повышающие его производительность.
Производительность труда сварщиков характеризуется числом заваренных в единицу времени метров шва, стыков трубопроводов, тонн металлоконструкций. Если завысить величину конструктивных элементов сварного шва (угол разделки кромок, зазор) и размеров сварных швов (размер катетов, ширина шва, высота усиления шва), производительность труда упадет. Увеличение, например, на 1 мм зазора в стыке листов толщиной 6 мм потребует дополнительно 30 % наплавленного металла, а увеличение катета шва с 5 до 6 мм приведет к увеличению количества наплавленного металла на 44 %. Следовательно, своевременный контроль за соблюдением чертежей, всех действующих стандартов и другой технической документации будет способствовать повышению производительности труда сварщиков. Такой контроль необходимо выполнять с помощью специальных шаблонов или другого измерительного инструмента, позволяющего проверить катет шва, ширину и высоту его усиления, элементы разделки шва. Шаблоны должны быть не только у контролирующих работников, но и непосредственно у исполнителей для самоконтроля в процессе работы.
Резерв оборудования на ремонт устанавливают в размере 10 % расчетного количества оборудования на сварку. Потребное количество сварочного оборудования для выполнения прихваток при сборке конструкций и трубопроводов под сварку определяют в зависимости от числа монтажных бригад и звеньев, ведущих сборку, а также от числа и концентрации объектов монтажа. Необходимое количество оборудования для производства не учтенных в нормативах работ (сварка контрольных стыков, исправление дефектов, испытание сварочных материалов) устанавливают в зависимости от числа дефектов, сложности работ (числа аттестуемых сварщиков).
Обслуживание и ремонт сварочного оборудования необходимо проводить по единой системе планово-предупредительного ремонта, которая включает межремонтное обслуживание, плановые профилактические осмотры, плановые малый, средний и капитальный ремонты. Межремонтное обслуживание проводит дежурный работник ремонтной службы монтажного управления во время перерывов в работе оборудования. Межремонтное обслуживание включает контроль выполнения правил эксплуатации оборудования и проверку состояния ухода за ним, своевременное регулирование механизмов, устранение мелких неисправностей и замену быстроизнашивающихся сменных частей, промывку, смену и пополнение масла, проверку и регулирование приборов и запорной арматуры. Планово-профилактический осмотр производят для проверки технического состояния оборудования и устранения мелких неисправностей, выявления дефектов, подлежащих устранению при очередном плановом ремонте. Если при осмотре будут обнаружены дефекты, которые могут привести к аварийному выходу из строя оборудования или -несчастному случаю, проводящий осмотр обязан запретить дальнейшую эксплуатацию оборудования до проведения необходимого ремонта.
Плановый малый ремонт выполняют на месте эксплуатации оборудования, он включает работу по замене и ремонту изношенных деталей, проверке крепежных деталей и устранению неисправностей в них, проверке электросхем (контактов, изоляции, щеток) и ликвидации неисправностей в них, проверке количества и качества смазки, при необходимости работы по добавлению и замене смазки. Плановый средний ремонт включает работы малого ремонта и дополнительно восстановление неисправных узлов и деталей, чистку, промывку электродвигателей, генераторов, трансформаторов, проверку и исправление изоляции, полную замену смазки редукторов и шарикоподшипников с предварительной промывкой, сборку агрегата после ремонта, его регулирование и испытание под нагрузкой. Плановый малый и средний ремонты выполняет ремонтная служба монтажного управления. Капитальный ремонт производят на специализированных ремонтных предприятиях.
Ответственность за своевременное и качественное техническое обслуживание и ремонт возлагается на службу ремонта сварочного оборудования и сборочно-сварочной оснастки монтажного управления. Для своевременного и качественного ремонта и обслуживания оборудования и оснастки в монтажном управлении должен быть постоянный резерв необходимых запасных частей, материалов и сменных быстроизнашивающихся деталей. Для обеспечения сохранности и надлежащего ухода целесообразно сварочное оборудование закреплять за конкретными работниками, на которых возлагается ответственность за его состояние (сварщики, бригадиры, сборщики).
Одним из важнейших условий получения качественных сварных соединений является применение электродов хорошего качества. А качество электродов зависит не только от технологии их изготовления, но и от условий хранения. На центральном складе монтажного управления и складах участков сварочные материалы должны храниться в сухих отапливаемых помещениях, оборудованных стеллажами для размещения сварочных материалов по типам, маркам и диаметрам. Температуру на складе необходимо поддерживать постоянной не только в разные времена года, но и в течение суток, так как нагревшееся за день помещение ночью остынет и содержащаяся в воздухе влага сконденсируется в виде росы на пачках электродов и перейдет при негерметичной упаковке в покрытие. Складские помещения участков и на приобъектных площадках должны быть оборудованы стационарными электропечами для сушки и прокалки электродов, порошковой проволоки и флюса. Очень удобны в эксплуатации передвижные склады, размещаемые в сборно-разборных помещениях. Для транспортировки по строительно-монтажной площадке и с объекта на объект такие склады устанавливают на сани из труб. Корпус склада выполняют двойным, наружная облицовка из листового металла, внутренняя — из досок. Между ними прокладывают изоляционный слой из стекловаты. Склад оборудуют двухъярусными стеллажами и печью для сушки и прокалки электродов. На лицевой стороне стеллажей прикрепляют таблички с указанием марок и диаметров электродов. Транспортировать сварочные материалы на объекты и хранить их на строительно-монтажных площадках необходимо в герметичных контейнерах с силикагелем. Если на монтажной площадке нельзя использовать контейнер, электроды следует просушить и прокалить в переносных печах.На рабочих местах электроды целесообразно хранить в специальных пеналах, предохраняющих покрытия электродов от насыщения влагой.
Организация работ по термической обработке должна осуществляться в соответствии с требованиями нормативно-технической документации, входящей в перечень нормативных документов, министерствами и ведомствами, и государственных стандартов. Специализированное подразделение по термической обработке создается на период массового проведения этих работ —не менее 1000 условных стыков в год (например, трубопроводы с условным диаметром 219 мм и толщиной стенки 8 мм). Основной структурной формой организации по термической обработке является бригада (группа). В управлении, имеющем специализированный сварочный участок, подразделение по термической обработке вводится в состав сварочного участка, при отсутствии участка — в состав сварочной лаборатории, в случае отсутствия участка и лаборатории организуют самостоятельное подразделение по термической обработке.
В состав подразделения по термической обработке должны входить руководитель подразделения, старший термист-оператор 5-го разряда на передвижных термических установках (бригадир), термисты-операторы 4-го разряда (звеньевые), термисты-операторы 2—3-го разряда, электромонтеры 4—6-го разряда по обслуживанию электрооборудования передвижных термических установок, газосварщик 4—5-го разряда, слесарь-монтажник 2—4-го разряда.
Структура подразделения по термической обработке строится на основе звеньев, специализированных по методам нагрева при термической обработке. Например: звено термистов для термической обработки нагревателями сопротивления и комбинированного действия с использованием постов и установок с ручным, ручным дистанционным и программным управлением; звено термистов для термической обработки индукционным нагревом токами промышленной и повышенной частоты (2500—8000 Гц) с применением постов и установок с ручным, ручным дистанционным и программным управлением; звено термистов для термической обработки газопламенным нагревом.
Численный, профессиональный и квалификационный состав подразделения по термической обработке устанавливают в зависимости от планируемых объемов и сроков выполнения работ, концентрации и сложности работ, а также наличия оборудования для термической обработки.
Численность электромонтеров по обслуживанию электрооборудования передвижных установок определяется из расчета 1 специалист на 4—5 постов и установок для термической обработки с использованием электронагрева. В случае отсутствия в монтажной организации электромонтера по обслуживанию электрооборудования передвижных установок эти работы можно поручить слесарю-электромонтеру, электромонтеру, электрослесарю. Обслуживание контрольно-измерительной и регистрирующей аппаратуры можно поручить наладчику КИПиА, электрослесарю по ремонту приборов теплотехнического контроля и автоматики тепловых процессов.
Для термической обработки создают фронт работ, обеспечивающий максимальную загрузку оборудования с учетом групповой термической обработки нескольких сварных соединений, для которых допускается время перерыва между окончанием сварки и началом термической обработки более 8 ч. На объектах с длительным технологическим циклом термической обработки (более 8 ч) организуются бригады (группы) по термической обработке для работы в 2 или 3 смены.
Рабочие места персонала термистов должны быть достаточными для размещения оборудования, материалов, инструмента, а также свободного перемещения рабочих во время работы. Электротермическое оборудование необходимо располагать в специальных переносных постах, конструкция которых должна обеспечивать перевозку их всеми видами транспорта, перемещение краном по монтажной площадке, быстрый монтаж и демонтаж. Пускорегулирующую и контрольно-измерительную аппаратуру следует размещать в переносных постах, гарантирующих во время термической обработки температуру не ниже 10°С и относительную влажность 30—80%. Расстояние от источников питания до блоков пускорегулирующей и контрольно-измерительной аппаратуры должно быть не менее 10 м.
Для повышения эффективности и качества сварочных работ на монтаже на всех этапах производства строительно-монтажных работ следует организовать эффективную систему контроля качества сварки, включающую предупредительный, пооперационный контроль и контроль готовых сварных соединений. В процессе предупредительного контроля проверяют: квалификацию сварщиков, термистов, дефектоскопистов и инженерно-технических работников, осуществляющих оперативное руководство сборочно-сварочными работами, термообработкой и контролем качества сварки; техническое состояние и соблюдение правил эксплуатации сварочного оборудования, сборочно-сварочной оснастки и приспособлений, аппаратуры и контрольно-измерительных приборов; качество сварочных материалов, материалов для дефектоскопии, выполнение требований их хранения, подготовки к использованию; проектную и исполнительную техническую документацию на соответствие требованиям всех действующих стандартов и других нормативных документов; а также производят учет и анализ причин брака, разработку и осуществление мероприятий по его предупреждению.
При пооперационном контроле проверяют качество подготовки деталей и узлов под сварку, качество сборки под сварку, режимы предварительного и сопутствующего подогрева, технологию сварки (режимы сварки, порядок наложения швов, форму и размеры отдельных слоев шва, зачистку шлака между слоями, наличие подрезов, пор, трещин и других внешних дефектов), качество термической обработки сварных соединений путем замера твердости металла.
Качество готовых сварных соединений и изделий в целом проверяют в соответствии с технической документацией на изделие, с действующими стандартами и другими нормативными документами. Квалификацию сварщиков проверяют аттестационная комиссия предприятия (при аттестации и переаттестации), мастера по сварке и сварочная лаборатория при сварке пробных стыков. Техническое состояние и соблюдение правил эксплуатации оборудования проверяет дежурная служба ремонта, а за качеством и правильностью использования сварочных материалов следят мастера и бригадиры по сварке, сварочная лаборатория.
Проектную и исполнительскую техническую документацию контролирует техническая служба сварки монтажного управления. Пооперационный систематический контроль выполняют линейные ИТР, бригадиры и сварщики, а выборочный — сварочная лаборатория.
На выполнение работ в строительно-монтажных организациях бригаде, звену или рабочему мастер после проверки нормировщиком и утверждения производителем работ выдает наряд на месячный объем работ. При большом разнообразии работ наряд выдается только на изготовление определенного изделия. Последняя форма выдачи нарядов нашла распространение на промышленных предприятиях. Наряду с простыми нарядами существуют аккордные, предусматривающие выполнение указанных в наряде работ в точно установленный срок. При невыполнении аккордного задания к сроку выполненные работы оплачиваются по сдельным расценкам без начисления премии.
Элементы планирования производства
В общественном хозяйстве каждое предприятие выполняет свою часть работы. Между предприятиями самых различных отраслей промышленности, а также между отдельными цехами существуют тесные производственные связи. Поэтому, чтобы организовать слаженную бесперебойную работу всего народного хозяйства и каждого предприятия, необходимо добиваться пропорциональности (соразмерности) в развитии отдельных его частей, т. е. работать по единому плану.
Государственный план — это научно обоснованная программа развития народного хозяйства, его отдельных отраслей и предприятий.
В зависимости от длительности периода, на который разрабатывается задание, планы делятся на перспективные и текущие.
Перспективные планы составляются на 5 лет и более.
На основе перспективного плана ежегодно разрабатываются текущие (годовые) планы. В текущие планы вносятся все необходимые поправки, вытекающие из хода выполнения перспективного плана, в них наиболее полно отражаются резервы производства.
Производственные резервы лучше видны работникам, непосредственно занятым на производстве. Каждый рабочий может подсказать, за счет чего можно увеличить выработку, сократить расходование материалов, как повысить качество продукции.
Само по себе выполнение и перевыполнение производственной программы как по количеству, так и по номенклатуре изделий еще не полностью указывают на хорошую работу предприятия. Следует еще знать, как расходовался фонд зарплаты и каковы себестоимость продукции и производительность труда.
Перерасход фонда зарплаты указывает на плохую организацию труда и отсутствие борьбы за снижение себестоимости.
Составлением плана по предприятию в целом плановая работа не заканчивается. Плановые задания доводятся до исполнителей — до цеха, участка, бригады, рабочего места. На основе задания техпромфинплана составляются планы на месяц, оперативные задания на декаду, сутки, смену, а иногда и на час.
Цеховой план разрабатывается исходя из техпромфинплана завода. Отдельные его разделы в основном совпадают с соответствующими разделами заводского плана. Но выглядит он значительно проще. Так, план материально-технического снабжения цеха представляет собой расчет потребности в материалах, энергии и т. п. без указания, откуда они будут поступать.В свою очередь задания цехового плана распределяются по более мелким звеньям производства: участкам, бригадам, рабочим местам. Месячные планы участков дополняются сменными или суточными заданиями, сменными или часовыми графиками. Сменные задания и графики доводятся до отдельных бригад или до каждого рабочего.
Задания рабочим обычно устанавливает мастер с учетом квалификации и способностей каждого рабочего, а также с учетом обеспечения наиболее полного использования оборудования на каждом рабочем месте.
Каждый исполнитель должен знать не только текущее задание, но и свои задачи на ближайшее время. Рабочему заранее сообщают, в какие сроки и сколько он должен изготовить продукции, каков плановый расход материалов, инструмента и т. п.
Тема 1.3. Технического обслуживания сварочного оборудования.
Виды организации ремонта по Единой системе планово-предупредительного ремонта
Комплекс организационных и технических мероприятий по техническому обслуживанию, ремонту и контролю, проводимых с целью профилактики через установленное количество часов работы оборудования в определенной последовательности по заранее составленному плану-графику и направленных на предупреждение преждевременного износа деталей, сопряжений узлов, агрегатов, машин, и содержание их в работоспособном состоянии, называется системой планово-предупредительного ремонта.
Внедрение системы планово-предупредительного ремонта оборудования предусматривает достижение следующих целей:
- повышение сроков службы деталей, сопряжений, узлов, агрегатов;
- сокращение простоев и обеспечение роста эффективности использования оборудования;
- снижение затрат на ремонт и техническое обслуживание при повышении качества работ;
- сокращение капитальных затрат за счет оптимизации технически необходимого резерва;
- совершенствование организации и технологии технического обслуживания и ремонта.
Термины межотраслевого назначения, касающиеся системы технического обслуживания и ремонта машин, а также показателей надежности оборудования, установлены соответственно ГОСТ 18322-78 «Система технического обслуживания и ремонта техники. Термины и определения» и ГОСТ 13377-75 «Надежность в технике»:
Техническое обслуживание - комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании.
Периодичность технического обслуживания (ремонта) - интервал времени или наработки между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности.
Продолжительность технического обслуживания (ремонта) - календарное время проведения одного технического обслуживания (ремонта) данного вида.
Трудоемкость технического обслуживания (ремонта) - трудозатраты на проведение одного технического обслуживания (ремонта) данного вида.
Плановый ремонт - ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации.
К плановым ремонтам относятся текущий и капитальный ремонты.
Текущий ремонт - ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей.
Капитальный ремонт - ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей.
Ремонтный цикл - наименьшие повторяющиеся интервалы времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта.
Послеремонтный гарантийный срок - время, в течение которого исполнитель ремонта гарантирует выполнение установленных требований к изделию при условии соблюдения потребителем правил эксплуатации, в том числе правил хранения и транспортирования.
Надежность - свойство оборудования выполнять заданные функции, сохраняя во времени значения установленных эксплуатационных показателей в заданных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонтов, хранения и транспортирования.
Долговечность - свойство оборудования сохранять работоспособность до наступления предельного состояния при установленной системе технического обслуживания и ремонтов.
Предельное состояние - состояние оборудования, при котором его дальнейшая эксплуатация должна быть прекращена из-за неустранимого нарушения требований безопасности или неустранимого Ухода заданных нормативов за установленные пределы, или неустранимого снижения эффективности эксплуатации ниже допустимой, или необходимости проведения капитального ремонта.
Период эксплуатации оборудования - совокупность всех видов существования оборудования с момента постановки на балансовый учет и до списания, включая хранение и транспортирование потребителем, использования по назначению, и всех видов ремонта и технического обслуживания.
Коэффициент технического использования - отношение времени пребывания оборудования в работоспособном состоянии за некоторый период эксплуатации к сумме времени пребывания оборудования в работоспособном состоянии, времени простоев, обусловленных техническим обслуживанием, и времени ремонтов за тот же период эксплуатации.
Планово-предупредительная система ремонта включает:
- ежесменное техническое обслуживание;
- ежецикличное техническое обслуживание форм;
- периодическое техническое обслуживание;
- текущий ремонт;
- капитальный ремонт;
- модернизацию оборудования;
- неплановый ремонт.
Организация технического обслуживания оборудования включает в себя межремонтное обслуживание, периодические ремонтные и профилактические работы.
Межремонтное обслуживание, являющееся операцией профилактического характера, включает повседневный уход и надзор за оборудованием. Надлежащая организация межремонтного обслуживания позволяет значительно удлинять сроки службы оборудования, сохранять высокое качество его работы, а также ускорять и сокращать затраты на плановые ремонты. Межремонтное обслуживание включает наблюдение за состоянием оборудования, за выполнением рабочими правил рациональной эксплуатации; ежедневную смазку и очистку станков; своевременное регулирование механизмов и устранение мелких неисправностей. Эти работы выполняются самими рабочими, обслуживающими агрегаты, и дежурными ремонтной службы (слесарями, электриками, смазчиками, шорниками).
Операции межремонтного обслуживания выполняются без нарушения процесса производства производят их во время перерывов в работе оборудования.Резерв оборудования на ремонт устанавливают в размере 10 % расчетного количества оборудования на сварку. Потребное количество сварочного оборудования для выполнения прихваток при сборке конструкций и трубопроводов под сварку определяют в зависимости от числа монтажных бригад и звеньев, ведущих сборку, а также от числа и концентрации объектов монтажа. Необходимое количество оборудования для производства не учтенных в нормативах работ (сварка контрольных стыков, исправление дефектов, испытание сварочных материалов) устанавливают в зависимости от числа дефектов, сложности работ (числа аттестуемых сварщиков).
Обслуживание и ремонт сварочного оборудования необходимо проводить по единой системе планово-предупредительного ремонта, которая включает межремонтное обслуживание, плановые профилактические осмотры, плановые малый, средний и капитальный ремонты. Межремонтное обслуживание проводит дежурный работник ремонтной службы монтажного управления во время перерывов в работе оборудования. Межремонтное обслуживание включает контроль выполнения правил эксплуатации оборудования и проверку состояния ухода за ним, своевременное регулирование механизмов, устранение мелких неисправностей и замену быстроизнашивающихся сменных частей, промывку, смену и пополнение масла, проверку и регулирование приборов и запорной арматуры.
Планово-профилактический осмотр производят для проверки технического состояния оборудования и устранения мелких неисправностей, выявления дефектов, подлежащих устранению при очередном плановом ремонте. Если при осмотре будут обнаружены дефекты, которые могут привести к аварийному выходу из строя оборудования или несчастному случаю, проводящий осмотр обязан запретить дальнейшую эксплуатацию оборудования до проведения необходимого ремонта.
Плановый малый ремонт выполняют на месте эксплуатации оборудования, он включает работу по замене и ремонту изношенных деталей, проверке крепежных деталей и устранению неисправностей в них, проверке электросхем (контактов, изоляции, щеток) и ликвидации неисправностей в них, проверке количества и качества смазки, при необходимости работы по добавлению и замене смазки.
Плановый средний ремонт включает работы малого ремонта и дополнительно восстановление неисправных узлов и деталей, чистку, промывку электродвигателей, генераторов, трансформаторов, проверку и исправление изоляции, полную замену смазки редукторов и шарикоподшипников с предварительной промывкой, сборку агрегата после ремонта, его регулирование и испытание под нагрузкой. Плановый малый и средний ремонты выполняет ремонтная служба монтажного управления. Капитальный ремонт производят на специализированных ремонтных предприятиях.
Ответственность за своевременное и качественное техническое обслуживание и ремонт возлагается на службу ремонта сварочного оборудования и сборочно-сварочной оснастки монтажного управления. Для своевременного и качественного ремонта и обслуживания оборудования и оснастки в монтажном управлении должен быть постоянный резерв необходимых запасных частей, материалов и сменных быстроизнашивающихся деталей. Для обеспечения сохранности и надлежащего ухода целесообразно сварочное оборудование закреплять за конкретными работниками, на которых возлагается ответственность за его состояние (сварщики, бригадиры, сборщики).
Расчеты за капитальный и средний ремонты оборудования производятся за счет фонда амортизационных отчислений, оставляемых в распоряжении предприятия для использования по прямому назначению, а расчеты за малый ремонт — за счет цеховых расходов.
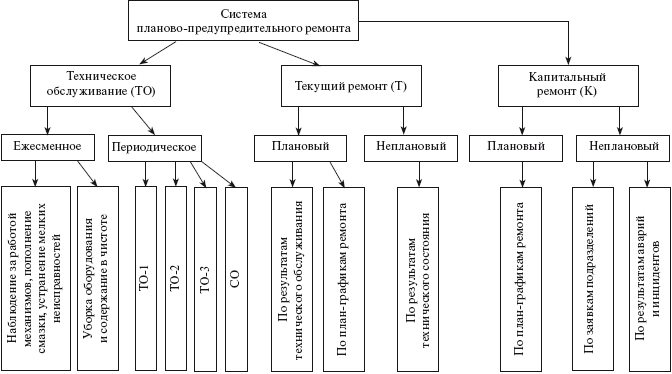
рис. 3.1. Схема планово-предупредительного ремонта оборудования
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утвержденных главным инженером ( в цехах - главным механиком). В графиках, помимо сроков (дат) контроля, указываются фамилии лиц, ответственных за проведение этих операций (рис.3.2 и 3.3).
Для сварочного оборудования может быть принята периодичность осмотра и ремонта, указанная в табл. 3.1.
Периодичность осмотров и ремонтов сварочного оборудования Таблица 3.1
| Вид оборудования | Вид обслуживания и межремонтные сроки | ||
|
| Осмотр | Текущий ремонт | Капитальный ремонт |
| Сварочные трансформаторы и выпрямители | 2 раза в месяц | 4 раза в год | 1 раз в 3 года |
| Сварочные преобразователи | Еженедельно | 6 раз в год | 1 раз в 2 года |
| Сварочные автоматы и полуавтоматы | Ежедневно | 4 раза в год | 1 раз в 2 года |
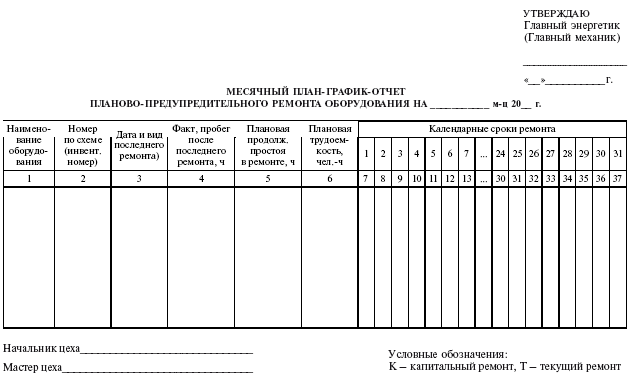
рис.3.2 Таблица месячного план-графика планово-предупредительного
ремонта оборудования
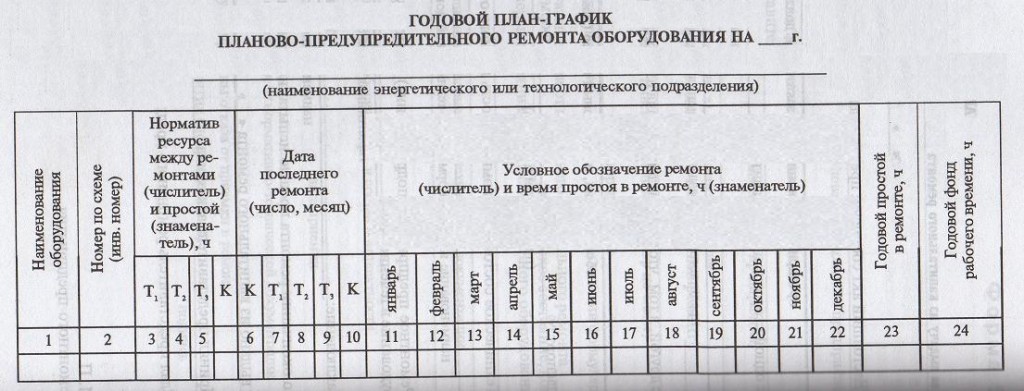
рис.3.3. Таблица годового план-графика планово-предупредительного ремонта оборудования
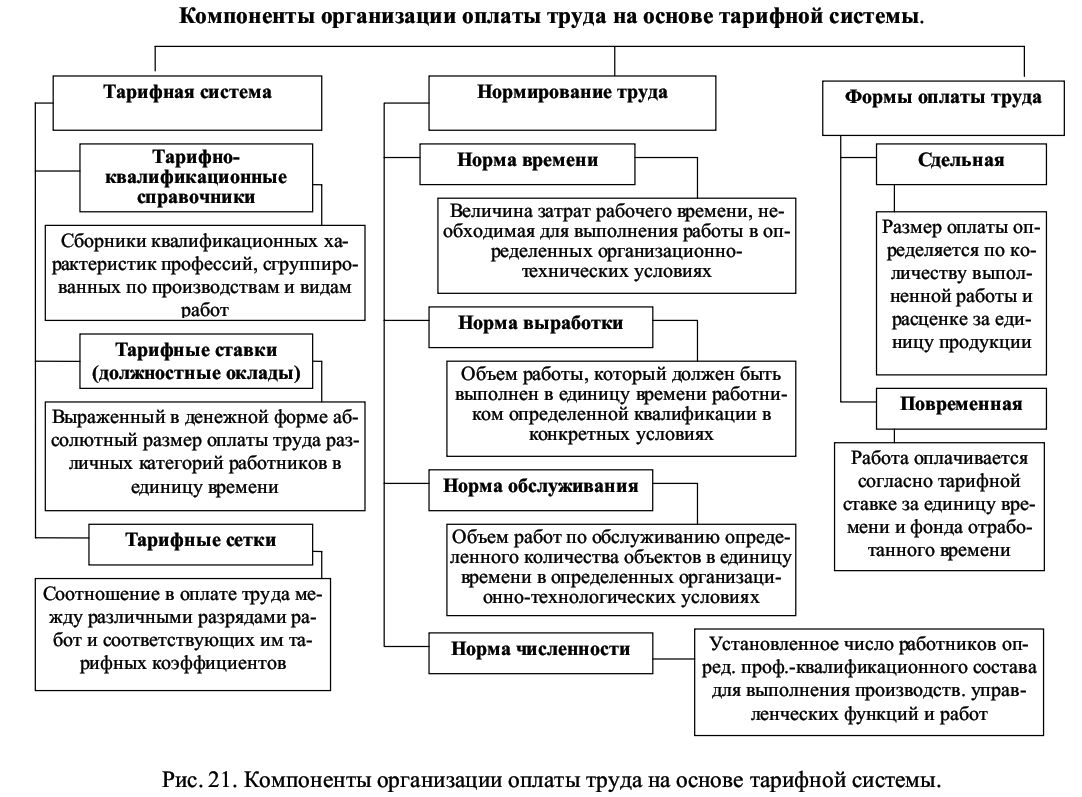
Тема 1.4. Тарифная система нормирования труда
Техническое нормирование и заработная плата - это часть единого механизма, единое целое в системе управления трудом и его оплатой. Заработная плата регулируется посредством тарифной системы - тарифных ставок, тарифных сеток и тарифно-квалификационных справочников.
Тарификация работ - определение разряда работ - производится на основе единого тарифно-квалификационного справочника (ЕТКС) - нормативного документа, служащего для определения разряда работ и разряда квалификации рабочих на предприятиях независимо от их ведомственной принадлежности. Это важный инструмент регулирования заработной платы в зависимости от квалификации рабочих и сложности выполняемых работ(см. Приложение1). В нем содержатся тарифно-квалификационные характеристики основных профессий рабочих. Разряды работ установлены по их сложности, как правило без учета условий труда. В необходимых случаях условия труда (тяжесть, вредность, неудобство в работе и др.) учитываются путем установления повышенных тарифных ставок и повышающих коэффициентов к нормативам времени.
Труд рабочих оплачивается на основе существующей в стране тарифной системы, в которую входят тарифно-квалификационный справочник, тарифные ставки и сетки. Тарифно-квалификационный справочник устанавливает к имеющимся в стране профессиям требования, предъявляемые к работам различных разрядов. Наиболее простые работы относятся к первому разряду, а наиболее сложные — к высшему. Тарифно-квалификационные справочники создают по отраслям промышленности. Для сварщиков, занятых на строительно-монтажных площадках, применяется «Тарифно-квалификационный справочник работ и профессий рабочих, занятых в строительстве и на ремонтно-строительных работах». Тарифные ставки определяют уровень оплаты труда за 1 ч, рабочий день или месяц. Ставки по работам 1-го разряда устанавливаются правительством, а ставки высших разрядов — с помощью соответствующих коэффициентов. По тарифным ставкам и разрядам можно найти часовую или дневную заработную плату рабочего любого разряда. Такой расчет выполняют с помощью тарифной сетки, которая устанавливает соотношение в оплате труда рабочих разной квалификации. Тарифная сетка состоит из определенного числа разрядов и соответствующих им тарифных коэффициентов.
Тарифные ставки определяют стоимость 1 часа работы определенной сложности, установленной тарифным разрядом. Часовые тарифные ставки помимо сложности работ учитывают условия труда: нормальные, тяжелые и вредные.
Тарифная сетка представляет собой ряд тарифных коэффициентов, которые показывают, во сколько раз тарифная ставка второго, третьего и каждого последующего разряда больше тарифной ставки первого разряда.
Тарифный коэффициент дает представление о том, во сколько раз работа, тарифицируемая данным разрядом, должна быть сложнее работ, тарифицируемых первым разрядом:
| Тарифные разряды | 1 | 2 | 3 | 4 | 5 | 6 |
| Тарифные коэффициенты | 1,00 | 1,09 | 1,2 | 1,33 | 1,5 | 1,71 |
Отношение коэффициентов крайних разрядов, равное 1,71:1, называется диапазоном тарифной сетки.
Оплачивать труд рабочего можно по двум формам: сдельной и повременной. Заработная плата, которая зависит от количества произведенной рабочим продукции или объема выполняемой работы, сложности этой работы, называется сдельной. Сдельная оплата труда наиболее полно сочетает интересы рабочего и общества. Эта форма оплаты труда подразделяется на простую сдельную и прогрессивно-сдельную. Наибольшее распространение получила сдельно-премиальная оплата труда, при которой за выполнение единицы работы устанавливается твердая оплата, а по завершении определенного объема работ выплачивается премия. При простой сдельной оплате расценка за единицу объема работ остается неизменной и сумма заработной платы растет пропорционально увеличению объема выполненной работы.
При повременной оплате труда заработную плату определяют временем работы трудящихся и его квалификацией. Эту форму оплаты труда применяют, когда выполняемая работа трудно поддается нормированию или требуется стимулирование материальной заинтересованности рабочего в повышении качества выпускаемой продукции.
Труд сварщиков оплачивается на основе технически обоснованных норм выработки, определяющих количество продукции, которое должно быть произведено рабочим в единицу времени при условии максимально возможного применения передового производственного опыта. Технически обоснованные нормы времени позволяют сварщику правильно и наиболее производительно использовать рабочее время и полностью загрузить сварочное оборудование. Применяя рациональные приемы сварки, рабочий имеет возможность не только выполнять, но и перевыполнять установленные нормы. Технически обоснованная норма времени на сварочные работы состоит из основного (машинного) времени сварки, подготовительно-заключительного, вспомогательного и времени, затрачиваемого на обслуживание рабочего места, на отдых и естественные надобности.
За основное время сварки принимается время горения дуги, которое определяется с учетом технологии сварки, производительности оборудования и заданных режимов сварки. Подготовительно-заключительное время включает затраты времени на получение задания, производственный инструктаж, наладку оборудования и сдачу работы. Оно составляет 4—8%, основного времени. Вспомогательное время складывается из времени, необходимого на установку детали в рабочее положение, поворот ее при сварке, зачистку швов от шлака, установление режима сварки, включение и выключение рубильников, смену электродов, клеймение швов, переход от одного участка шва к другому. Время обслуживания рабочего места включает время на раскладывание и уборку инструмента, на включение, регулировку и выключение источника питания и уборку рабочего места. Для ручной дуговой сварки затраты вспомогательного, подготовительно-заключительного времени и времени на обслуживание рабочего места, отдых и естественные надобности в среднем для монтажных условий составляют 40—60%, а для заводских — 30—50%. Число, показывающее, какую часть времени горит у сварщика дуга по отношению ко всему рабочему времени, называется коэффициентом использования сварочного поста. Этот коэффициент характеризует условия работы и организацию рабочего места сварщика: чем лучше организовано рабочее место, чем меньше сварщик отвлекается от основной работы — сварки, тем выше коэффициент использования сварочного поста. На строительно-монтажной площадке коэффициент использования сварочного поста равен 0,4—0,6.
Основным методом определения технически обоснованных норм является аналитически -расчетный. Он предусматривает посредством наблюдения выявить фактическую структуру операции и установить анализом возможность ее рационализации. Одним из методов наблюдения является фотография рабочего дня, которая включает запись и анализ всех без исключения затрат рабочего времени на протяжении рабочей смены или части ее. Фотография рабочей смены не может выявить резервов роста производительности труда, связанных с повышением режима сварки, рационализацией структуры операции и последовательности выполнения ее отдельных элементов. Для вскрытия этих резервов применяют хронометраж (по секундомеру — хронометру отмечают время, затрачиваемое на определенную операцию). Для установления правильной нормы хронометрируют большое число опытов, из них выводят среднюю цифру времени, которую берут за основу при расчете нормы.
Фотографирование является очень трудоемкой операцией. Поэтому широкое распространение получил метод моментных наблюдений, когда проводят не длительные, а короткие, внезапные и нерегулярные наблюдения, на основе которых определяют число повторяющихся отдельных видов затрат рабочего времени. После этого находят удельный вес затрат и их абсолютную величину по времени. Установленные нормы и соответствующие им расценки пересматривают систематически, по мере изменения производственных условий.
Сварочные работы в строительно-монтажных организациях в настоящее время практически можно планировать только при наличии сварочных участков. Сам факт существования такого участка уже предопределяет необходимость планирования сварочных работ. При других формах организации сварочных работ этого не делается, так как в ценниках на монтажные работы не выделена стоимость сварочных работ, т. е. нельзя определить ту часть стоимости монтажных работ, которая приходится на сварку.
ТК РФ Глава 22. НОРМИРОВАНИЕ ТРУДА
Статья 159. Общие положения
Статья 160. Нормы труда
Статья 161. Разработка и утверждение типовых норм труда
Статья 162. Введение, замена и пересмотр норм труда
Статья 163. Обеспечение нормальных условий работы для выполнения норм выработки
ТК РФ Статья 160. Нормы труда
Нормы труда - нормы выработки, времени, нормативы численности и другие нормы - устанавливаются в соответствии с достигнутым уровнем техники, технологии, организации производства и труда.
Нормы труда могут быть пересмотрены по мере совершенствования или внедрения новой техники, технологии и проведения организационных либо иных мероприятий, обеспечивающих рост производительности труда, а также в случае использования физически и морально устаревшего оборудования.
Достижение высокого уровня выработки продукции (оказания услуг) отдельными работниками за счет применения по их инициативе новых приемов труда и совершенствования рабочих мест не является основанием для пересмотра ранее установленных норм труда.
ТК РФ Статья 161. Разработка и утверждение типовых норм труда
Для однородных работ могут разрабатываться и устанавливаться типовые (межотраслевые, отраслевые, профессиональные и иные) нормы труда. Типовые нормы труда разрабатываются и утверждаются в порядке, установленном уполномоченным Правительством Российской Федерации федеральным органом исполнительной власти.
ТК РФ Статья 162. Введение, замена и пересмотр норм труда
Локальные нормативные акты, предусматривающие введение, замену и пересмотр норм труда, принимаются работодателем с учетом мнения представительного органа работников.
О введении новых норм труда работники должны быть извещены не позднее чем за два месяца.
ТК РФ Статья 163. Обеспечение нормальных условий работы для выполнения норм выработки
Работодатель обязан обеспечить нормальные условия для выполнения работниками норм выработки. К таким условиям, в частности, относятся:
исправное состояние помещений, сооружений, машин, технологической оснастки и оборудования;
своевременное обеспечение технической и иной необходимой для работы документацией;
надлежащее качество материалов, инструментов, иных средств и предметов, необходимых для выполнения работы, их своевременное предоставление работнику;
условия труда, соответствующие требованиям охраны труда и безопасности производства
Нормирование труда: зачем нужно и как реализуется
Нормирование труда предполагает измерение затрат труда и установление норм труда на выполнение работ на определенном участке. На первый взгляд может показаться, что тема нормирования труда в условиях свободного рынка потеряла свою актуальность. А повышения эффективности и производительности труда каждая организация добивается как может. Однако это не так.
Определение: что такое нормирование труда
Нормирование труда – это исследование количества выполняемой сотрудником работы за промежуток времени, что позволяет оценить трудоемкость работ. Нормы труда устанавливает работодатель с учетом действующих типовых норм, в том числе межотраслевых (ст. 159 ТК РФ, Правила разработки и утверждения типовых норм труда, утв. Постановлением Правительства от 11.11.2002 N 804).
Установление норм труда полезно для организации с точки зрения определения уровня заработной платы работников, а в более глобальном смысле – для целей планирования и бюджетирования. Поскольку размер зарплаты зависит от квалификации работника, сложности, количества, условий выполняемой работы и ряда других факторов (ст. 129 ТК РФ). Можно сказать, что норма труда определяет цену рабочей силы.
Задачи нормирования труда
Нормирование труда проводится с целью:
определить себестоимость произведенной продукции;
установить справедливую оплату труда, а также разработать меры стимулирования и поощрения работников;
рассчитать объем выполняемой работы в единицу времени с учетом допустимой интенсивности труда;
определить квалификационный состав и оптимальную численность работников.
Нормирование труда в ТК РФ
ТК РФ требует от работодателя устанавливать нормы труда в соответствии с имеющимся уровнем техники, технологии, а также организации производства (ст. 160 ТК РФ). Это значит, что нормы труда должны определяться с учетом:
средств производства (оборудования, инструментов и т.д.) и применяемых технологий. Условно говоря, на станке 1960 года выпуска невозможно добиться такой же производительности труда, как и на станке 2000 года;
наиболее рационального режима работы технических средств и оптимальной организации рабочего пространства, в том числе расположения рабочих мест;
требований к безопасности труда, соблюдения режима труда и отдыха. Очевидно, что определенный в соответствии с нормами труда уровень производительности труда не может достигаться в ущерб здоровью работников.
Таким образом, нормы труда в организации должны быть обоснованы со всех указанных точек зрения.
Какие бывают виды норм труда и нормативов
Существуют различные виды норм труда. В ТК прямо поименованы нормы выработки, нормы времени (о них поговорим отдельно), а также нормативы численности (ст. 160 ТК РФ). Последний показатель – это количество работников определенных профессий и квалификаций, которое требуется для выполнения набора функций конкретного подразделения (отдела, цеха и др.), либо организации в целом.
Также в экономической и юридической литературе встречается такое понятие, как норма обслуживания.
Одна из классификаций норм труда – по длительности действия. В соответствии с ней выделяют:
постоянные нормы. Они, как правило, устанавливаются локальным нормативным актом компании бессрочно (пока работодатель не примет решение о пересмотре норм);
временные. Их вводят, к примеру, для освоения нового оборудования;
разовые. Они могут быть установлены при выполнении персоналом разовых работ.
По «ареалу распространения» нормы труда делят на индивидуальные и коллективные.
Также нормы труда подразделяются на операционные (установленные в отношении конкретной операции) и комплексные (установленные на несколько операций, действий).
Норма времени
Под нормой времени понимается то количество рабочего времени, которое установлено для выполнения определенного объема работ сотрудником определенной квалификации в конкретных организационных условиях соответствующего предприятия. Норму времени также можно установить для группы работников (бригады, отдела, цеха).
Норма выработки
Под нормой выработки понимается объем работы (например, конкретное число единиц продукции), которое работник или группа работников должны выполнить (изготовить, обработать, доставить и т.д.) за определенный промежуток времени.
Выполнение норм выработки невозможно без обеспечения работников необходимыми условиями труда (ст. 163 ТК РФ). В связи с этим работникам должны быть предоставлены оборудованные рабочие места в технически исправных помещениях, а также материалы, инструменты и иные средства, без которых они не смогут нормально выполнять свои трудовые функции. И, конечно, условия труда сотрудников должны соответствовать требованиям охраны труда.
Если для работника не созданы нормальные условия труда и из-за этого он не смог выполнить норму труда, то вина за это ложится на работодателя. В такой ситуации работнику все равно должно быть оплачено отработанное время или оплачен объем выполненной работы. При этом размер оплаты не может быть меньше средней зарплаты работника, определенный пропорционально отработанному времени (ст. 150 ТК РФ).
Если же работник не смог выполнить норму труда по независящим ни от него самого, ни от работодателя причинам (к примеру, из-за остановки производства по причине аварии на электростанции), то ему должна быть выплачена зарплата, рассчитанная исходя из 2/3 тарифной ставки или оклада.
Норма обслуживания
Речь идет об обслуживании оборудования, помещений, рабочих мест и т.д. Нормы обслуживания устанавливают количество таких объектов (к примеру, станков или офисных рабочих мест), которые работник или определенное число работников должны обслужить за единицу времени. Допустим, провести проверку готовности оборудования к работе или провести уборку на этих объектах.
Методы нормирования труда: основные подходы
К методам нормирования труда относятся такие методы, как хронометраж, фотографирование рабочего места, самозапись, метод опроса и интервью и др.
Хронометраж предполагает проведение измерений времени, затрачиваемого на выполнение конкретных операций. Измерения проводятся неоднократно, после чего выводится среднее значение, которое корректируется с учетом объема выполненной работы. На выходе получается норма труда по времени.
При фотографировании рабочего места делаются фотоснимки в определенные моменты времени в течение рабочего дня. Цель нормирования в данном случае – определение норм времени и выработки.
При самозаписи сведения о выполненной работе (конкретных операциях) фиксирует сам работник или работники. Затем на основе полученных данных выводят средние показатели временных трудозатрат, которые и служат ориентиром для определения норм труда.
При методе опроса и интервью необходимые сведения записывает не сам работник, а инженер по нормированию труда (или иной сотрудник, в чьи обязанности входит процедура нормирования).
Кстати, зачастую держать в штате именно нормировщика работодателю невыгодно. Не так часто в компаниях приходится вводить и пересматривать нормы труда. Поэтому в такой ситуации проще отдать функции по нормированию на аутсорсинг.
Организация и управление нормированием труда: пересмотр норм
ТК предусматривает возможность пересмотра норм труда. Но для изменения норм должны быть веские основания: изменение техпроцесса, переход на новое оборудование, использование новых организационных мероприятий, которые должны привести к росту производительности труда и т.д. То есть работодатель не может просто так взять и повысить нормы труда. А если в компании есть профсоюзная организация или иной представительный орган работников, то пересмотренные нормы необходимо согласовать и с ним (ст. 162, 372 ТК РФ).
Об изменении норм труда работников необходимо уведомить не менее чем за 2 месяца до их введения в письменной форме. Но если работник откажется выполнять работу с учетом изменившихся норм (как правило, увеличившихся), его нельзя будет уволить за нарушение трудовой дисциплины (пп. «б» п. 35 Постановление Пленума ВС от 17.03.2004 N 2).
Дело в том, что обязанности работника, в том числе их объем, являются существенным условием трудового договора (ст. 57 ТК РФ). Соответственно, изменение норм труда влечет за собой изменение этого существенного условия. Поэтому в случае отказа сотрудника от работы по новым нормам работодатель обязан предложить ему другую имеющуюся у него работу (ст. 74 ТК РФ). Если подходящая вакансия так и не будет найдена, то трудовой договор прекращается по причине отказа работника от продолжения работы из-за изменившихся условий труда (п. 7 ст. 77 ТК РФ).
Нормирование труда
Нормирование труда позволяет определить количество необходимого труда и является важнейшим условием его рационального стимулирования. Количественным показателем меры труда является рабочее время общественно необходимое для производства данного продукта или выполнения определённой работы. Величина рабочего времени, необходимого для изготовления определённого изделия зависит от многих факторов, воздействующих на продолжительность процесса, и связана с различными сторонами использования рабочей силы, производственного оборудования, предметов труда и уровнем организации производства и тру да. Необходимое рабочее время изменяется с каждым изменением производительных сил труда. Своё конкретное выражение оно находит в норме труда.
При нормировании труда применяются следующие виды норм труда:
- нормы времени,
- нормы выработки,
- нормы обслуживания
- нормы численности.
Норма времени - установленная величина, которая показывает рабочее время, необходимое для выполнения единицы продукции или единицы работы работником или бригадой соответствующей квалификации в конкретных технико-организационных условиях.
Норма выработки - установленный объём работы (количество единиц продукции) который работник или бригада соответствующей квалификации обязаны выполнить в единицу рабочего времени в определённых организационно-технических условиях.
Между нормой времени и нормой выработки существует обратно-пропорциональная зависимость. Если обозначить продолжительность смены через Т, норму времени через Нвр, а норму выработки через Не, то эта зависимость определяется выражением:
Не = Т/Нвр или
Нвр = Т/Не.
Установленная законом продолжительность рабочего времени (смены) и нормы выработки являются обязательной мерой труда, закреплённой в нормативных документах, и определяют продолжительность и производительность труда.
При определении рабочего времени как общественно необходимого для изготовления того или иного изделия нужно принимать во внимание не индивидуальную интенсивность труда, а исходить из учёта достигнутого общественного уровня интенсивности труда. Нормальная общественно необходимая интенсивность труда, это интенсивность, которая обеспечивает как достижение необходимого уровня производительности труда, так и рациональное использование и развитие физических и умственных способностей трудящихся.
Норма обслуживания показывает, сколько работников необходимо для обслуживания определённой машины, какого-либо производственного оборудования или автоматической линии, или сколько единиц данного оборудования должен обслуживать при нормальных условиях один работник.
Норма численности - установленная численность работников определённого профессионального и квалификационного состава необходимая для выполнения конкретного объёма работ.
Нормы труда устанавливаются на отдельную операцию или группу взаимосвязанных операций. Укрупнённые (комплексные) нормы устанавливаются на единый взаимосвязанный комплекс работ. Нормы бывают местные (заводские), разрабатываемые предприятиями для собственных нужд, и отраслевые ( единые), разрабатываемые отраслевыми центрами по нормированию труда. Единые нормы труда разрабатываются на работы, выполняемые по единой технологии в аналогичных условиях производства в одной или ряде отраслей, и являются обязательными для нормирования труда работников на всех предприятиях с соответствующими видами работ.
Как уже указывалось, нормы труда должны устанавливаться исходя из экономически наиболее выгодных технико-организационных условий, которые можно создать на данном рабочем месте. Эти условия должны обеспечить наименьший расход живого и овеществлённого труда. При установлении технических условий на практике исходят из имеющейся документации (конструкционные чертежи и технологические карты ), из анализа данных о физическом состоянии оборудования и приборов, а также из квалификации работников.
Организационные условия определяются следующими элементами:
- организацией рабочего места и его обслуживанием;
- общими условиями производства, то есть принятой системой планирования и управления;
- организацией технического обслуживания и ремонта оборудования;
- условиями технического контроля.
КОЛЛЕКТИВНЫЙ ДОГОВОР
ТК РФ Статья 40. Коллективный договор
Коллективный договор - правовой акт, регулирующий социально-трудовые отношения в организации или у индивидуального предпринимателя и заключаемый работниками и работодателем в лице их представителей.
При недостижении согласия между сторонами по отдельным положениям проекта коллективного договора в течение трех месяцев со дня начала коллективных переговоров стороны должны подписать коллективный договор на согласованных условиях с одновременным составлением протокола разногласий.
Коллективный трудовой договор ― это договор между трудовым коллективом и работодателем о правах и обязанностях сторон. В документе можно прописать условия, не затронутые Трудовым кодексом. Главное, чтобы они не противоречили закону и не ухудшали права работников, гарантированные законодательством.
НЕЛЬЗЯ
выплачивать зарплату реже двух раз в месяц
установить рабочую неделю длиннее 40 рабочих часов
установить зарплату меньше МРОТ
МОЖНО
установить выплату еженедельно
увеличить продолжительность отпуска
подключить программу добровольного медицинского страхования
Работодатель может зафиксировать в документе увеличенный размер оплаты труда, выплату пособий и компенсаций, улучшенные условия и охрану труда работников. Расходы на поощрения работодатель может учесть при исчислении налога на прибыль. Например, если бесплатные обеды для сотрудников прописаны в коллективном договоре — их можно зачесть, как расходы по обычным видам деятельности. А если коллективного договора нет, работодатель оплачивает обеды из собственной прибыли.
Многие компании обходятся без коллективного договора, но есть ситуации, когда заключить его необходимо.
ПРИМЕР: Сотрудники регулярно просят повысить зарплату, в противном случае грозят массовым увольнением или забастовкой. Чтобы погасить конфликт, работодатель выслушивает пожелания работников и объясняет финансовые возможности предприятия. Во время переговоров стороны принимают компромиссное решение, например, индексировать зарплату раз в год на 10%. Решение закрепляют документально — стороны подписывают трудовой договор. Если в дальнейшем работники вновь будут настаивать на повышении зарплаты сверх договоренности, их требования будут признаны безосновательными.
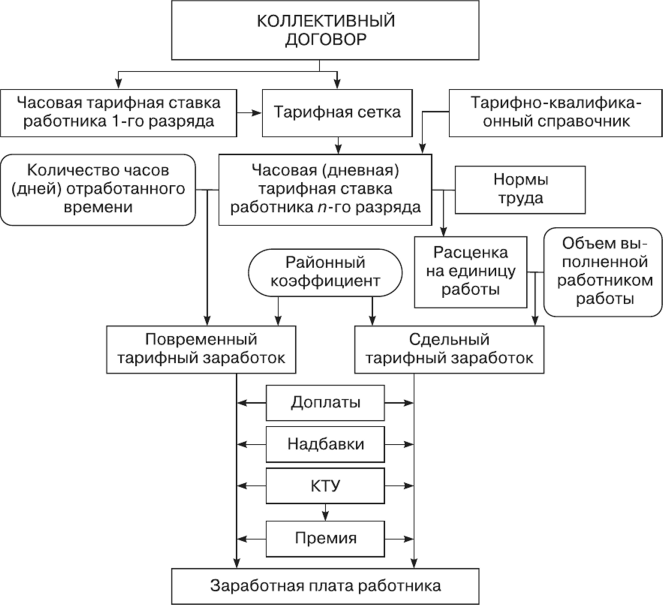
Кто может стать инициатором составления документа. Коллективный договор заключают по письменному предложению одной из сторон. Работодатель может самостоятельно составить текст документа и согласовать его с коллективом. Или работники предлагают работодателю перечень условий, которые они хотят включить в документ.
Если в течение трех месяцев стороны не достигли консенсуса по некоторым пунктам, в договор вносят только согласованные условия и одновременно составляют протокол разногласий — ст. 40 ТК РФ. Коллективный договор распространяет свое действие на всех сотрудников организации, даже на новичков, которых приняли на работу позже его заключения
Какую ответственность понесет работодатель, если откажется заключить договор или не выполнит принятые договоренности. Работодатель не может игнорировать предложение работников — заключить коллективный договор. Если работники обратятся в Трудовую инспекцию, работодателя оштрафуют на сумму от 1000 до 3000 ₽. Если работодатель откажется заключать коллективный договор и не приведет веских доводов для отказа, он заплатит штраф от 3000 до 5000 ₽. После уплаты штрафа Трудовая инспекция обяжет работодателя заключить коллективный договор.
Когда коллективный договор заключен, стороны обязаны выполнять его условия. Если работники пожалуются в Трудовую инспекцию, что работодатель нарушает договоренности, ему грозит штраф от 3000 до 5000 ₽. А если нарушения касаются индексации зарплаты, принятой трудовым договором, — работодателя оштрафуют на сумму от 30 000 до 50 000 ₽.
Зачем заключать коллективный договор
Польза для работодателя. Премии, доплаты, надбавки и социальные гарантии, которые зафиксированы в коллективном договоре мотивируют сотрудников работать лучше, увеличивают производительность труда, избавляют от текучести кадров. Коллективный договор помогает работодателю сэкономить на налогах. Премию, которую работодатель выплатил сотруднику по своей инициативе, нельзя учитывать при исчислении налога на прибыль. А если премия прописана в коллективном договоре, то расходы на ее выплату уменьшают налогооблагаемую базу. Такие суммы бухгалтер проводит, как расходы по обычным видам деятельности.
Документ помогает избежать конфликтов с персоналом, потому что стороны предварительно договорились, какие условия внести в документ. Еще можно прописать условие, запрещающее работникам выдвигать дополнительные требования к работодателю, которые не указаны в действующем договоре. Например, в договоре написано, что работодатель компенсирует мобильную связь сотрудникам, которые выполнили план. Через полгода работники посчитали, что это условие несправедливым и выдвинули дополнительное требование, компенсировать мобильную связь всем работникам предприятия. В этом случае работодатель не обязан идти на поводу работников и удовлетворять их требования.
РАЗДЕЛ 2
Выполнение технологических расчетов трудовых и материальных затрат
Тема 2.1. Основные нормативные документы на проведение сварочно-монтажных работ и нормативно-справочная литература для выбора материалов, технологических режимов, оборудования, оснастки, контрольно-измерительных средств
Сборка и сварка изделий производится на основании чертежа. Чертеж конструкции и требования к ней разрабатываются на основании НТД, стандартов.
ГОСТ 34374-2017. Сосуды и аппараты стальные сварные. Этот стандарт распространяется на стальные сварные сосуды и аппараты, работающие под давлением не более 16 МПа (160 кгс/см2) или без давления (под налив) при температуре стенки не ниже - 70 °С.Настоящий стандарт не распространяется:на сосуды с толщиной стенки более 120 мм;на сосуды, работающие под вакуумом с остаточным давлением ниже 665 Па (5 мм рт. ст.);на сосуды, предназначенные для транспортирования нефтяных и химических продуктов;на баллоны для сжатых и сжиженных газов;на аппараты военных ведомств;на трубчатые печи.
Тема 2.2. Методика расчета времени заготовительных, слесарно-сборочных,
сварочных и газопламенных работ. Нормативы затрат труда на сварочном участке.
2.2.1. Классификация затрат рабочего времени
Под рабочим временем подразумевается регламентированная продолжительность рабочей смены, в течение которой рабочий (бригада)выполняют производительную работу, предусмотренную заданием.
Затраты рабочего времени систематизируются в группы по определенным признакам. Их подразделяют на нормируемые и ненормируемые. К нормируемым относят затраты рабочего времени, которые необходимы для выполнения производственного задания, а следовательно, подлежат включению в состав нормы времени.
Нормируемые затраты включают:
- подготовительно-заключительное время (ПЗ);
- оперативное время (ОП);
- время обслуживания рабочего места (ОМ);
- время на отдых и личные надобности.
К ненормируемым затратам ( потери рабочего времени) относят:
- потери времени на непроизводительную работу;
- потери не зависящие от рабочего;
- потери, зависящие от рабочего.
Подготовительно-заключительное время включает в себя время на подготовку к работе и выполнение действий, связанных с окончанием работы:
- получение задания, материалов, заготовок, инструмента, технологической документации, чертежей и наряд на работу;
- ознакомление с заданием, технологической документацией, чертежом, инструктаж мастера;
- подготовка оборудования, инструмента, приспособлений;
- снятие и уборка приспособлений, инструмента;
- сдача работы мастеру, сдача остатков заготовок, материала, инструмента, наряда.
К оперативному времени относятся затраты на выполнение технологической операции, предусмотренной заданием. Оперативное время подразделяется на основное и вспомогательное.
Основное (технологическое время) - это время в течение которого осуществляется конкретная технологическая операция ( например, сборка, сварка). Различают 3 вида основного времени:
- машинное и автоматизированное ( автоматическая сварка, правка листов на вальцах, гибка под прессом и т.д.);
- ручное механизированное ( действие осуществляется машиной, механизированного инструмента под ручным воздействием рабочего, например, зачистка сварного шва пневматическим инструментом);
- ручное ( действие выполняется вручную без применения каких-либо источников энергии, например сварки ручная).
Вспомогательное время - это время, затраченное рабочим на обеспечение основной работы (установка, закрепление деталей, смена электрода при сварке, ожидание нагрева заготовки).
Время обслуживания рабочего места включает затраты времени рабочим на уход за оборудованием, инструментом и поддержании рабочего места в пригодном для работы состоянии.
Время на отдых и личные надобности - это перерывы на отдых и личные надобности.
К ненормируемым затратам рабочего времени относятся затраты, не включаемые в состав нормы времени. Они состоят из затрат на непроизводительную работу, потерь не зависящих от рабочего и потерь, зависящих от рабочего.
Непроизводительные работы - работы, не предусмотренные заданием и технологическим процессом ( ремонт и наладка оборудования рабочим, изготовление каких-либо приспособлений рабочим сборщиком и пр.).
К потерям рабочего времени не зависящим от рабочего относятся простои вследствие организационно-технических неполадок (недостаток в работе цеховых служб по комплектованию и обеспечению деталями, и мастера - в ожидании задания, чертежа, инструментов, материала и пр.).
Потери рабочего времени зависящего от рабочего происходят из-за нарушения трудовой дисциплины ( ранний уход, поздний приход, самовольный уход с рабочего места).
2.2.2. Виды норм времени
Основным видом норм затрат труда является норма времени. Нормой времени называется время, установленное для выполнения заданной работы в определенных организационно-технических условиях с применением конкретного оборудования, инструмента, оснастки и приспособлений.
Технически обоснованной нормой времени называется время, необходимое и достаточное для выполнения заданной работы в определенных организационо-технических условиях с учетом полного использования оборудования и инструмента, применение рационального технологического процесса, передовых форм организации труда и обслуживания рабочего места, исключающие непроизводительные затраты и потери рабочего времени.
Технически обоснованные нормы времени относятся к постоянным нормам. Однако они не являются пределом производительности для данного вида работ или технологической операции и заменяются более прогрессивными нормами при совершенствовании техники, технологии и оснащенности производства, улучшении организации труда.
Технически обоснованная норма времени состоит из нормы подготовительно-заключительного времени Тпз и нормы штучного времени Тш:
Тн=Тпз + Тш * n, (1)
где, n - количество изготавливаемых изделий в задании ( партии).
В норму штучного времени входят:
- оперативное время Топ, состоящее из основного (технологического) времени То и вспомогательного времени Тв, не перекрываемого машинным временем;
- время обслуживания рабочего места Тобс;
- время на отдых и личные надобности Тот.л
Следовательно, в общем случае норма штучного времени:
Тш = Топ + Тобс + Тот.л (2)
Состав технически обоснованной нормы времени схематически показан на рис.2.2.1
Технически обоснованная норма времени Тн

Подготовительно-заключительное время Тпз
Штучное время Тш
оперативное время Топ
время обслуживания рабочего места Тобс
время на отдых и личные надобности Тот.л
основное время То
вспомогательное время Тв
время машинной работы
время ручной работы
время машинно-ручной работы
При подетальном нормировании, когда задана партия деталей, подготовительно-
заключительное время и необходимо установить норму времени на одну деталь, определяют и штучно-калькуляционное время: Тпз
Тшк = ------ + Тш (3)
n
Норма времени на изготовление партии деталей :
Тпар = Тпз + Тш *n (4)
Норму времени на задание или партию изделий рассчитывают по следующим формулам:
для операций машинной обработки
Тн= (То + Тв)* Кобщ, (5)
для ручных операций
Тн = ƩТоп*Кобщ , (6)
или
Тн = Ʃ Тшк*N = Тшк1N1 + Тшк2N2 + .....+ ТшкnNn, (7)
где Тшк1Тшк2Тшкn- штучно-калькуляционное время на отдельные операции,N1,N2, Nn - количество узлов, деталей и т.п. Так, например, норма времени на изготовление трубы судового трубопровода состоит из штучно-калькуляционного времени на изготовление шаблонаТшк1, разметку трубыТшк2, резкуТшк3, гибкуТшк4, установку фланцевТшк5, отбуртовку Тшк6, сваркуТшк7 и т.д.
2.2.3. Классификация нормативов времени
Нормативы времени для нормирования труда представляют собой руководящие материалы, действующие на предприятии и содержащие исходные данные для установления методом расчета технически обоснованных норм времени на выполнение различных работ. Они содержат затраты времени на единицу измерения объемов работ по операциям или их составляющим ( например, на
1 м, 1 м2, 1 слой и т.п.). Нормативы обеспечивают единый уровень норм времени на одинаковые виды работ. На предприятиях действуют отраслевые нормативы, применяемые при расчете целевых норм, типовых норм и укрупненных нормативов. Они служат базой для объективной оценки производительности труда, расчетов трудоемкости и стоимости продукции, правильной оплаты труда рабочих.
По своему назначению, характеру производства, масштабам измерения и структуре технические нормативы делятся на следующие виды.
Общемашиностроительные нормативы предназначены для нормирования труда на предприятиях разных отраслей промышленности. Они содержат регламентированные затраты времени на выполнение отдельных элементов операций. Такие нормативы времени обладают универсальностью. Общемашиностроительные нормативы времени служат исходной базой для разработки отраслевых и местных (заводских) укрупненных нормативов и норм.
Отраслевые нормативы служат для расчета технически обоснованных норм времени на работы, специфические для предприятий данной отрасли промышленности.
Местные (заводские) нормативы распространяются на специфические работы, выполняемые на одном или нескольких однородных предприятиях, т.е на те виды работ, которые не охвачены отраслевыми нормативами.
Тема 2.3. Методика расчета трудоемкости сборочно-сварочных работ
Трудоемкость сварочных работ может быть также определена пропорционально весу наплавленного металла в соответствии с нормами на производство этих работ на предприятии, изготовляющем новую технику
При подсчетах трудоемкости сварочных работ, кроме основного времени сварки, учитывают также времена - подготовительно - заключительное, вспомогательное и дополнительное, относящиеся к каждой сварочной операции, в соответствии с общепринятой методикой технического нормирования сварочных работ
Для оценки технологичности сварных соединений, выполняемых методами дуговой сварки в конструкциях из листового и профильного проката, кроме показателя относительного веса наплавленного металла, могут применяться следующие показатели: уровень механизации сварочных процессов при изготовлении конструкции; количество сварных швов; общая длина швов; средняя длина одного шва; стоимость сварочных материалов, расходуемых на 1 т конструкции; трудоемкость сварочных работ на 1 т конструкции; себестоимость 1 кг наплавленного металла.
Трудоемкость сварочных работ составляет в среднем около 24 %, а при их монтаже - 16 - 18 % общей трудоемкости, т.е. 40 - 42 % всех трудовых затрат приходится на сварочные работы. Термическое воздействие на металлы, которым сопровождается сварка, может приводить к изменению свойств металлов, возникновению в сварных конструкциях значительных напряжений и деформаций, что существенно влияет на их работоспособность. Это свидетельствует о важной роли сварки в процессе создания экономных и надежных металлических конструкций.
Основным источником снижения себестоимости сварочных работ является непрерывный рост производительности труда. На сварочных работах производительности труда характеризуется в основном трудоемкостью сварочных работ и средней выработкой на одного сварщика. Под трудоемкостью сварочных работ понимают затраты рабочего времени в человеко-часах или человеко-сменах на выполнение единицы длины шва металлоконструкций или стыка трубопроводов. Различают нормативную, фактическую и плановую трудоемкости. Нормативная трудоемкость определяется по Единым нормам и расценкам на строительные, монтажные и ремонтно-строительные работы ( сборник 22) и Указаниям по производству расчетов за сварочные работы, выполняемые сварочными участками. Под плановой трудоемкостью подразумевают предусмотренные по плану затраты рабочего времени к концу года или на другую дату.
Методы установления норм времени, применяемые на практике, зависят от характера и типа производства. На практике применяется аналитический исследовательский методнормирования труда.
Аналитическим исследовательским методом нормирования предусматривается установление нормируемых затрат времени на основе глубокого анализа элементов, составляющих операцию. Метод включает несколько этапов:
- расчленение нормируемой операции на составляющие ее элементы и анализ этих составляющих с целью исключения лишних затрат времени и создание наиболее рациональной ее структуры;
- анализ существующей организации труда и рабочего места;
- проектирование наиболее производительного технологического режима выполнения операции и работы оборудования;
- расчет основного (технологического ) времени;
- расчет вспомогательного времени с учетом возможных перекрытий и совмещений отдельных приемов;
- определение подготовительно-заключительного времени, времени обслуживания рабочего места и времени на отдых и личные надобности по результатам проведенных наблюдений;
- расчет нормы штучного или штучно-калькуляционного времени путем суммирования всех категорий нормируемых затрат времени, полученных на предыдущих этапах.
При определении технически обоснованной нормы времени аналитическим расчетным методом отдельно нормируют ее составные части: подготовительно-заключительное время, основное, вспомогательное, время обслуживания рабочего места и время на отдых и личные надобности.
Подготовительно-заключительное время устанавливается по данным фотографии рабочего дня и выражается в % от оперативного времени.
Основное (технологическое) время рассчитывается по существующим в методических приложениях к техническому нормированию формулам в зависимости от характера технологической операции, применяемого оборудования, инструмента, приспособлений, оснастки, свойств обрабатываемого материала, рациональных режимах работы оборудования и пр.
Все разнообразие технологических операций в машиностроении делятся на 3 основные группы, для каждой из которых целесообразно применять свой характерный способ расчета основного времени.
1 группа. К операциям первой группы относятся: механическая обработка на металлорежущих станках, станочная обработка поверхностей, строжка кромок листов, резка листов и профилей, правка на станках, автоматическая сварки и др. характерные работы. Для таких операций продолжительность основного времени зависит от размера и скорости линейного перемещения инструмента или обрабатываемого изделия. Например, основное (технологическое) время для механической обработки на токарных и фрезерных станках определяется по формуле:
То= , (8)
, (8)
где, L- длина обрабатываемой поверхности; n - частота вращения обрабатываемой детали (или инструмента), об/мин; s- подача на один оборот обрабатываемой детали в единицу времени, мм.
Для расчета основного времени при тепловой резке листов и строжке их кромок, гибке и правке в вальцах, автоматической сварке и пр. служит выражение:
То= , (9)
, (9)
здесь L- длина реза (при тепловой резке) или длина строгаемой кромки; путь проходимый листом между валками (при гибке на гибочных вальцах); длина сварного шва;
v - скорость перемещения инструмента или обрабатываемой детали.
2 группа. Во второй группе операций продолжительность основного времени зависит от количества наносимого или удаляемого материала, вещества. К операциям второй группы относятся: ручная и полуавтоматическая сварка, наплавка, окраска, нанесение изоляции, металлизация и др.
Основное время
То= , (10)
, (10)
где G - количество (масса) наносимого или удаляемого материала, вещества; масса наплавляемого металла при ручной или полуавтоматической сварке, наплавке; количество краски, изоляционного материала, наносимых на поверхность в один слой;
α - удельных коэффициент производительности ( например, количество металла, наплавляемого в единицу времени при силе тока1 А);
I - параметр, характеризующий выбранный режим работы (например, сила сварочного тока при ручной сварке, наплавке).
3 группа. К третьей группе относятся ручные операции, в которых трудно отличить приемы основной работы от вспомогательных приемов. К таким операциям относятся: разметка и сборка корпусных конструкций; монтаж механизмов; изготовление и монтаж труб; судовые молярные и изоляционные работы; отделочные, столярные и плотницкие работы и др. Для таких операций определяется оперативное время путем проведения наблюдений на рабочих местах с учетом организационных и технологических факторов: марки материала, размеров и формы изделий, применяемого оборудования, инструмента, приспособлений, оснастки и т.д. Затраты вспомогательного времени устанавливаются на основе непосредственного наблюдения на рабочем месте.
Тема 2.4. Технологические расчеты трудовых и материальных затрат
2.4.1. Расчет численности работающихна участке
Численность основных рабочих для каждого вида сварки, а также численность сборщиков определяется по формуле:
Росн = (М*Т)/(Fр*Кн), чел.
Где Т – трудоёмкость операции, н/ч;
М – производственная мощность, ед.;
Fр – действительный фонд времени работы рабочих,ч;
Кн – коэффициент, учитывающий перевыполнение норм времени (=1,1).
Численность вспомогательных рабочих по формуле:
Рвсп = (∑ Росн*10-15%)/100%, чел.
Где ∑ Росн. – сумма расчётного количества основных рабочих, чел.;
Численность инженерно-технических работников по формуле:
Ритр = (∑ Росн.+ Рвсп.)*8 ÷10%, чел.
100%
Где ∑ Росн. – сумма расчётного количества основных рабочих, чел.;
Рвсп. – расчётное количество вспомогательных рабочих,чел.
2.4.2. Расчет расхода сварочных материалов
Норма расхода сварочных материалов определяется по формуле :
Н=Q х К , (1)
где Н - норма расхода сварочного материала,
Q - масса наплавленного металла,
К - коэффициент перехода от массы наплавленного металла к расходу сварочных материалов .
1. Масса наплавленного металла определяется от веса металлоконструкций судна и коэффициента :
Q = Р х М, (2)
где ,Р - вес металлоконструкций изделия , т
М- норматив массы наплавленного металла на 1 т проката;
2. Для выполнения плавных сопряжений сварного шва и усилений обварки конструкции масса наплавленного металла увеличивается на 5 % - Qобщ
3. Масса наплавленного металла при выполнении прихваток составляет 10 % от общей массы наплавленного металла- Qприхв
4. Масса металла , наплавленного механизированными способами сварки с учетом прихваток
Qмех = Qобщ - Qприх (3)
5. Масса наплавленного металла отдельно для разных способов сварки исходя из доли участия данного способа сварки в изготовлении изднлия :
Qавт = Qмех х 0,1 = qавт(кг), где 0,1 (10%) -доля автоматической сварки
Qп/а= Qмехх 0,9 = qп/а (кг), где 0,9 ( 90%) -доля полуавтоматической сварки
6. Определяем норму расхода сварочных материалов по формуле(1)
Н авт = qавт х К , (кг)
Н п/а = qп/а х К, (кг)
Н ручн = Qприхв х К, (кг),
где К - коэффициент перехода от массы наплавленного металла к расходу сварочных материала. Значения К приведены в табл. 2.4.1
Таблица 2.4.1.
| Сварочный материал и защитный газ | Коэффициент перехода от массы наплавленного металла к расходу сварочныхматериала |
| Электроды для ручной дуговой сварки углеродистых сталей | 1,72 |
| Электроды для ручной дуговой сварки нержавеющих сталей | 1,80 |
| Сварочная проволоки для автоматических способов сварки для углеродистых и нержавеющих сталей | 1,04 |
| Сварочная проволока для полуавтоматических способов сварки для углеродистых и нержавеющих сталей | 1,14 |
| Сварочная проволока для алюминиевых сплавов ручной сваркой в защитных газах неплавящимся электродом | 1,2 |
| Сварочная проволока для алюминиевых сплавов полуавтоматической сваркой в защитных газах плавящимся электродом | 1,15 |
| Сварочная проволока для сварки медных и медноникелевых сплавов ручной аргоно-дуговой сваркой | 1,3 |
| Флюсы для автоматической сварки углеродистых , низколегированных и нержавеющих сталей | 1,35 |
| Аргон , для ручной аргонодуговой сварки углеродистых и нержавеющих сталей | 5,0 м3 |
| Аргон , для ручной аргонодуговой сварки алюминиевых сплавов неплавящимся электродом | 4,5 м3 |
| Аргон , для полуавтоматической аргонодуговой сварки алюминиевых сплавов плавящимся электродом | 4,5 м3 |
| Аргон , для ручной и полуавтоматической аргонодуговой сварки медных и медноникелевых сплавов | 4,0 м3 |
| Вольфрамовые электроды | 0,020 м3 |
| Углекислый газ для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей | 1,6 кг* |
| Углекислый газ для полуавтоматической и автоматической сварки легированных и нержавеющих сталей | 2,3 кг* |
* Примечание:
1.Норматив расхода углекислого газа при сварке на открытых площадках равен 4,0 кг.
2.4.3. Определение фонда заработной платы работающих на участке
Сдельная расценка по каждой операции технологического процесса определяется по формуле:
Р сд = Тст * Т, руб
где Тст – часовая тарифная ставка, руб;
Т – трудоёмкость операции, н/час.
Расчёт полного фонда заработной платы основных рабочих производится с учётом производственной мощности работы участка, а также полученной в ходе расчётов сдельной расценки на единицу изделия, и составляется аналитическая таблица.
Отчисления в фонд социального обеспечения определяется по формуле:
З/П * 38%
100%
где, З/П – полный фонд заработной платы
2.4.4.Расчёт отдельных статей цеховых накладных расходов
Цеховые накладные расходы определяются в следующем порядке:
определяют затраты на содержание оборудования из расчёта 5% от расчётной стоимости оборудования
затраты на вспомогательные материалы составляют 5000 руб. на единицу оборудования
амортизация оборудования определяется из расчёта 32% от расчётной стоимости оборудования
затраты на текущий ремонт оборудования составляют 4,5% от расчётной стоимости оборудования
затраты по охране труда и технике безопасности составляют 3% от фонда заработной платы основных и вспомогательных рабочих
расходы на изобретательство и рационализацию определяются из расчёта 1500 руб. на одного работающего
прочие расходы составляют 15 ÷ 25% от суммы с 1 по 9 статью сметы цеховых накладных расходов
процент цеховых накладных расходов определяется по формуле:
%ЦНР = (ЦНР/Зар.пл.)*100%
где ЦНР – итоговая сумма накладных цеховых расходов, руб.;
Зар.пл. – тарифная заработная плата производственных рабочих, руб.
Тема 2.5. Методика расчета экономической эффективности средств механизации
повышения эффективности производства
Оценка уровня механизации производства
Уровень механизации (%) характеризуется тремя показателями:
- У1– количественный показатель уровня механизации – определяет удельный объем механизированных операций в общем производственном процессе.
- У2 – качественный показатель механизации – отражает степень вытеснения ручного труда в результате механизации.
- У3 – степень обхвата рабочих механизированным трудом – определяет удельное число рабочих, занятых механизированным трудом в общем числе рабочих и характеризует уровень механизации труда.
Показатели У1 и У3 изменяются от 0 до 100 %, а показатель У2 стремится к 100%.
Механизация и автоматизация сварочного производства обеспечивает снижение трудоемкости процесса, облегчение труда рабочих, повышение качества и надежность сварных соединений, экономию материалов и производственных площадей. С другой стороны механизация и автоматизация связаны с дополнительными затратами на приобретение, содержание и ремонт оборудования. Поэтому при планировании механизации и автоматизации сварочного производства необходимо сопоставлять затраты с получаемым эффектом.
Предпочтительный в экономическом отношении вариант механизации выбирают путем сопоставления материальных затрат на внедрение оборудования и получаемой в результате экономии. Предпочтительнее вариант, показавший наименьшие приведенные затраты, представляющие собой сумму себестоимости и нормативной прибыли:
З=С + ЕнК , где
З – приведенные затраты на годовой выпуск по каждому из свариваемых вариантов, руб/год;
С – себестоимость годового выпуска продукции по каждому варианту, руб/год;
К – капитальные вложения в производственные фонды по каждому варианту, руб;
Ен - нормативный коэффициент капитальных вложений.
Под капитальными вложениями понимают единовременные затраты на оборудование, приспособления и производственные помещения.
Нормативный коэффициент кап.вложений определяет минимальную величину годового дохода на 1 рубкап.вложений, т.е коэффициент Е показывает, какая часть капитальных вложений должна быть возмещена ежегодно за счет экономии, получаемого в результате внедрения нового варианта. Е принимают 0,15.
Величина, обратная Е, называется нормативным сроком окупаемости капитальных вложений.
Ток. = 1/Ен.=1/0,15=6,6 ( в годах)
Механизация сварочного производства связана с капительными вложениями на приобретение оборудования, его доставку и монтаж. Величина этих работ зависит от сложности оборудования и определяется по ценам завода-изготовителя или дилера.
Механизация сварочного производства в ряде случаев обеспечивает и экономию капитальных затрат в связи с уменьшением производственных площадей для проведения сборочно-сварочных работ, особенно при внедрении поточно-механизированных и автоматических линий.
Эффективность механизации сварочного производства положительно сказывается на себестоимости производства сварочной конструкции. Снижение себестоимости в связи с механизацией обычно происходит за счет снижения трудоемкости, уменьшения расходов на зарплату и снижения стоимости материалов и электроэнергии.
При выборе варианта механизации в первую очередь рассматривают уже внедренные или готовые к внедрению решения отечественной или зарубежной практики.
После установления предпочтительного варианта рассчитывают срок окупаемости капитальных вложений и величину годового экономического эффекта от внедрения выбранного варианта.
Срок окупаемости определяется по формуле.
Ток. = К2-К1 / С2-С1ок.н.
К1 и К2 – капитальные вложения по базовому и новому варианту ( руб.)
С1и С2 – себестоимость годового выпуска по базовому и новому вариантам.
Затем засчитывают затраты по каждому варианту.
З = С + Ен К
Годовой экономический эффект:
Э = З1 – З2 (руб/год)
З1 и З2 – затраты по каждому варианту.
За базовый вариант принимают заменяемую технику, за новый – лучшую спроектированную или внедряемую в промышленность технику.
Тема 2.6. Проектирование сборочно-сварочного участка.
Размещение цеха - всех его производственных отделений и участков, а также вспомогательных, административно-конторских и бытовых помещений - должно полностью удовлетворять всем специфическим требованиям процессов, подлежащих выполнению в каждом из этих отделений. Поскольку в сварочных цехах основными ведущими процессами являются сборочно-сварочные работы, следовательно, удовлетворению требований этих процессов в первую очередь должно быть уделено особое внимание при разработке проектов сварочных производств.
При разработке плана и разрезов здания проектируемого сборочно-сварочного цеха устанавливают необходимые размеры последнего и расположение в нем всех необходимых элементов производства. Такой план цеха (участка), определяющий пространственное расположение в нем технологического процесса производства, называют технологическим.
Разработка технологического плана цеха (участка) включает выбор наиболее рациональной схемы его компоновки, определение его геометрических размеров и последующую детализацию ее содержания.
В целях снижения стоимости строительства промышленных зданий путем унификации и значительного сокращения количества типоразмеров их конструкций, использования индустриальных методов их изготовления, а также сокращения проектных работ и продолжительности строительства были утверждены унифицированные типовые секции и пролеты для строительства всех производственных зданий ряда отраслей промышленности. Для цехов машиностроительных заводов установлены унифицированные типовые секции следующих размеров в плане:
а) основные секции (для продольных пролетов): 144 х 72 и 72х72 м с сеткой колонн 24 х 12 и
18 х 12 м, где размер 12 м представляет собой шаг колонн ( т.е. расстояние между осями соседних колонн вдоль пролета), а размеры 18 и 24 м означают ширину пролетов (между осями колонн).
б) дополнительные секции (для поперечных пролетов): 24 х 72, (24+24) х 72 м и 30 х 72 м, где размеры 24 и 30 м относятся к ширине пролетов.
В целях достижения наиболее рационального расположения технологического процесса заготовительных и сборочно-сварочных работ необходимо стремиться к его прямоточности во всех пролетах проектируемого цеха. Отсутствие возвратных перемещений собираемых, свариваемых и обрабатываемых узлов и комплектов изготовляемых изделий и сокращение до минимума количества поперечных перемещений в каждом пролете является показателем высокого качества разработки пространственного размещения производственного процесса.
Технологический план цеха может быть выполнен в нескольких вариантах, из которых выбирается самый прогрессивный и экономичный. Такой план должен предусматривать:
- прямоточность( прямолинейность) технологического процесса;
- рациональную специализацию работ в пролетах;
- лучшее использование подъемно-транспортных средств.
Габариты производственного здания сборочно-сварочного цеха, кроме ширины и длины, определяются высотой, которая измеряется от пола цеха, принятого за отметку 0, до верхней части головки подкранового пути.
Высота сборочно-сварочного цеха по технологическим требованиям обусловлена размерами, необходимыми:
- для сборки и сварки конструкции, имеющих наибольшие размеры;
- для кантовки конструкции;
- для установки монорельсового пути требуемой грузоподъемности.
Основное требование, предъявляемое во всех случаях к технологическому плану проектируемого цеха - наиболее простое осуществление рациональной взаимной технологической связи между всеми звеньями производственного процесса с одновременным максимальным использованием цеха.
2.6.1. Расчет параметров планировки сборочно-сварочного участка
При разработке плана отделений узловой и общей сборки и сварки, основными являются определение требуемого числа пролетов, и необходимых размеров каждого из них – длины, высоты, ширины.При детальном проектированииосновным методом уточнения указанных параметров плана отделений сборки и сварки служит последовательное размещение на плане принятого по расчету количества оборудования, сборочно-сварочных стендов и других рабочих мест. При этом нужно не только обеспечить прямоточность производства и наиболее рациональную специализацию работ в каждом пролете, но также достигнуть наилучшего использования грузоподъемных транспортных средств (главным образом козловых или мостовых кранов). Для этого все отдельные производственные участки в проектируемых сборочно-сварочных отделениях располагаются на плане (не нарушая прямоточности производства) в различных пролетах в зависимости от массы изготавливаемых узлов (изделий). В результате такого размещения в одних пролетах группируются участки, производящие тяжелые, а в других - легкие узлы (изделия). После этого грузоподъемность транспортных средств назначают в соответствии с наибольшей массой узлов (изделий), изготовленных в каждом данном пролете, либо в соответствии с наибольшей массой транспортной партии ( в случаях изготовления мелкой продукции).
Для составления плана цеха на бумаге наносят (без соблюдения масштаба) два ряда колонн, представляющие собой продольные границы пролета.
В этом пролете вычерчивают (также без соблюдения масштаба) рабочие места , расположенные в порядке прохождения технологического процесса. Расположение рабочих мест на участке (направление грузопотока) должно быть прямоточным : вначале участка - склад комплектации, в конце участка - склад готовой продукции.
Рядом с этими рабочими местами намечают расположение складочных мест для прибывающих на сборку деталей из промежуточного склада либо узлов с предыдущих рабочих мест пролета.
Размещение складочных мест может быть произведено двумя способами: либо со стороны проезда, либо в продольном направлении пролета - между двумя последовательно расположенными рабочими местами производственного потока.
Искомое значение ширины пролета bпрможет быть представлено выражением:
bпр = 2(b1 + bм) + bп, (1)
где b1 - расстояние от тыльной стороны рабочего места до оси продольного ряда колонн ( или стены здания цеха) - обычно принимают не менее 1 м. Это значение выбирается из соображений строительного характера: фундаменты колонн цеха не должны соприкасаться с фундаментами оборудования, устанавливаемого на отдельных рабочих местах.
bм - ширина рабочего места в сборочно-сварочных отделениях цеха, обуславливается шириной сборочно-сварочного устройства (стеллажа, стенда и т.п.). Последняя, в свою очередь, зависит от габаритов изготавливаемого на данном рабочем месте изделия.
bп- ширина проезда между двумя линиями рабочих мест, расположенными в одном пролете - принимается обычно 3-4 м. Такая ширина необходима ля обеспечения свободного проезда средств внутрицехового напольного транспорта в случаях встречи двух самоходных тележек.
На основании данных практики ширина сборочно-сварочного устройства равна сумме ширины стенда на данном рабочем месте изделия и припусков на каждую сторону (по ширине) в пределах 0,2 - 0,3 м.
Чтобы не создавать узких мест в проездах проектируемого цеха, рекомендуется при описываемых подсчетах ширины пролетов вводить в расчет габариты наибольших по размерам сборочно-сварочных узлов, изготавливаемых в данном пролете цеха.
В общий размер ширины рабочего места следует включить ширину проходов по 1 м с каждой стороны сборочно-сварочного устройства. Эти проходы необходимы для перемещения рабочих в процессе выполнения ими работ на данном рабочем месте.
В табл.2.6.1. приведены размеры пролетов в сборочно-сварочных цехах по материалам технологического проектирования. Окончательный размер ширины пролета в пределах полученных значений устанавливают с учетом наиболее удобного расположения технологического процесса проектируемого производства и требований, представленных в табл. 2.6.1.
Таблица 2.6.1
Размеры пролетов в сборочно-сварочных цехах
| Шаг колонн, м | Ширина пролета, м | Высота до низа перекрытия ( в одноэтажном здании), м Нз | Отметка головки рельса подкранового пути, м
Нn | Грузоподъемность подъемно-транспортных средств , кН (электрические краны) |
| Одноэтажные здания оборудованные мостовыми кранами общего назначения | ||||
| 12 | 18 | 8,4 | 6,15 | 100 |
| 12 | 18 | 9,6; 10,8 | 6,95; 8,15 | 100; 200 |
| 12 | 18 | 12,6; 14,4 | 9,65; 11,45 | 100; 200; 300 |
| 12 | 24 | 8,4 | 6,15 | 100 |
| 12 | 24 | 9,6; 10,8 | 6,95; 8,15 | 100; 200 |
| 12 | 24 | 12,6; 14,4 | 9,65; 11,45 | 100; 200; 300 |
| 12 | 24 | 16,2; 18,0 | 12,65; 14,45 | 300; 500 |
| 12 | 30 | 12,6 | 9,65 | 100; 200; 300 |
| 12 | 30 | 14,4 | 11,45 | 200; 300 |
| 12 | 30 | 16,2; 18,0 | 12,65; 14,45 | 300; 500 |
Длина пролетов проектируемого сборочно-сварочного цеха (участка) устанавливается на основе планировки оборудования и складочных мест. При этом шаг колонн и ширина пролетов представляют собой основные параметры сетки колонн, являющихся канвой для составления технологического плана цеха.
Допускаемые пределы минимальных расстояний между оборудованием (рабочими местами), складочными местами и элементами заданий (по нормам технического проектирования) приведены в табл.2.6.2.
Таблица 2.6.2.
| Определяемое минимальное расстояние | Допускаемые пределы значения, м |
| Междуколонной в стене цеха и боковой стороной станка или сборочно-сварочного стенда | 0,5 - 2,6 |
| Между колонной на границе смежных пролетов и боковой стороной станка или стенда | 0,5 - 2,0 |
| Между колонной в стене цеха и тыльной стороной станка или стенда | 0,5 - 2,6 |
| Между колонной на границе смежных пролетов и тыльной стороной станка или стенда | 0,5 - 2,2 |
| Между тыльной стороной одного и боковой стороной другого станка или стенда | 0,5 - 1,6 |
| Между тыльными сторонами двух станков или стендов | 1,0 -1,6 |
| Между боковыми сторонами двух станков или стендов | 0,5 - 3,0 |
| Между боковой стороной оборудования и складочным местом | 1,0 - 1,6 |
| Между тыльной стороной оборудования и складочным местом | 1,0 - 1,2 |
| Между двумя соседними складочными местами | 1,0 - 1,4 |
Подсчитанная длина пролета после фактической расстановки оборудования , складочных мест и вспомогательных помещений должна быть кратной 12 м , т.е шагу колонн.
Высота пролетовсборочно-сварочного проектируемого цеха (участка) обуславливается габаритами изготавливаемых в них узлов и изделий в целом, габаритами запроектированного к установке производственного оборудования большой высоты и предусмотренным применением верхнего транспорта (мостовых кранов, кран-балок и пр.).
Рис. 2.6.1. Схема поперечного сечения пролетов цеха для подсчетов необходимой их высоты
При наличии верхнего транспорта (рис.2.6.1) высота пролета может быть определены из следующих выражений:
Нпh1+h3+h4+h5+h6 (2)
НзНn + h7+h8 (3)
где Нn - высота пролета цеха от пола до уровня головки рельса подкрановых путей, м;
Нз - высота пролета цеха от пола до уровня затяжки стропил перекрытия, м;
h1 – максимальная высота производственного оборудования либо стеллажей и стендов с обрабатываемыми на них узлами и изделиями, но не менее 2,3 м;
h3 – расстояние от поверхности головки рельса подкрановых путей до наиболее низкой точки подъёмного крюка в его наиболее высокого положении, м (определяется по конструктивным данным стандартных кранов и составляет не менее 0,75 м);
h4 – расстояние между наиболее низкой точкой крюка и наиболее высокой точкой транспортируемого груза; величина h4 зависит от запроектированного способа захвата или подвеса с увязки транспортируемого груза, м (принимают не менее 1 м);
h5 – наибольшая высота грузов, транспортируемых в данном пролете при помощи верхнего транспорта, м;
h6 – расстояние между наиболее низкой точкой поднятых грузов, транспортируемых в данном пролете при помощи верхнего транспортаи наивысшей точкой установленного в этом же пролете оборудования либостеллажей и стендов с обрабатываемыми на них узлами и изделиями, м ( числовое значение h6 принимается равным 0,5 - 1,0 м);
h7 – расстояние от уровня головки рельса подкранового пути до высшей точки оборудования тележки мостового крана, м (определяется по конструктивным данным стандартных кранов);
h8 – расстояние между высшей точкой оборудования тележки крана и уровнем затяжки стропил перекрытия - принимается равным 0,6 - 1,2 м; введение в расчет величины h8 при определении высоты пролета вызывается размещением в пролете светильников общего освещения цеха, подвешиваемых обычно к нижним поясам ферм перекрытия, а также расположением троллейных проводов крана.
Порядок числовых значений величин Нз и Нn, при одноярусном расположении верхнего транспорта по данным норм технологического проектирования приведен в табл. 2.6.1.
Рассчитанную высоту цеха округляют до стандартной, указанной в табл.2.6.1.
2.6.2. Вычерчивание планировки
Планировка элементов производства в пролете сборочно-сварочного отделения выполняется в соответствии с последовательностью работ, указанных в разработанных картах технологического процесса и согласно данным расчетной таблицы количества рабочих мест и расчетного количества сборочно-сварочного оборудования.
В принятом масштабе, на отдельном листе миллиметровой бумаги, вычерчивают "габариты" (очертания) планов всех рабочих мест и оборудования проектируемого участка цеха в том количестве, которое предусмотрено к установке согласно данным разработанного технологического процесса производства.
Дальнейшая работа проектанта заключается в рациональном размещении габаритов рабочих мест и оборудования на плане (рис.2.6.1), в пролетах цеха (участка), с соблюдений всех необходимых расстояний между ними. После ряда попыток различногоразмещения оборудования и рабочих мест обычно находятодин из наиболее удачных и целесообразных вариантов планировки, на котором и останавливаются. Одновременно вгабаритами рабочих мест в проходах вокруг последних указывают размещение рабочих.
После вычерчивания на плане каждой единицы оборудования (станка, стенда) ее расположение в проектируемом пролете обозначается размером расстояний ( в продольном и поперечном направлении) от ближайшей колонны. Разрывы между станками и рабочими местами (стендами), между ними и ближайшими частями здания (колоннами и стенами), а также ширина рабочих проходов и приездов устанавливается в соответствии с нормами технологического проектирования (табл.2.6.2).
На планировку наносится размещение оборудования, места подключения к пожарному водопроводу, пунктов подачи сжатого воздуха, углекислого газа, размещение щитов электропитания.
Контрольные вопросы
1. Каковы обычный состав сборочно-сварочного цеха (участка) и его производственная связь с другими цехами и службами на машиностроительном заводе?
2. Что подразумевает прямоточность производственного процесса?
3. Какая общая методика проектирования технологического плана цеха и какие исходные данные необходимы для его разработки?
Тема 2.7. Методы защиты от опасностей технологических систем технологических процессов.
Таблица 1 Опасные и вредные производственные факторы в сварочных работах
| ВОПФ | фактор | Источник ВОПФ | Защита СКЗ и СИЗ |
| 1.Химические | Загазованность и запыленность рабочей зоны | - Выгорание химических веществ из металла проволоки, флюса, обмазки - зачистка металла от ржавчины | Вентиляция (общеобменная и местная) Респираторы Специальные маски |
| 2. психофизиологические | Динамические и статические нагрузки | -Напряжение во время работы - неудобная поза при сварке | - Использовать средства малой механизации - использовать грузоподъемые механизмы и приспособления |
| Поднятие и перемещение тяжестей | |||
| Нервное перенапряжение | - однообразность работы - сменный график работы - удлиненное рабочее время | - льготы +6 дней к отпуску - спецпитание | |
| 3. физические | 1.Подвижные части производственного оборудования | Роликовые стенды, велосипедные тележки, манипуляторы, кантователи, позиционеры и др | - ограждение - соблюдение ТБ |
| 2. Запыленность и загазованность воздуха рабочей зоны | - зачистка металла от ржавчины -дробеструйная и пескоструйная зачистка металла | - респираторы - вентиляция (общеобменная и местная) специальные камеры для очистки | |
| 3. Недостаточная освещенность рабочего места | Труднодоступные места | Дополнительное (переносное) освещение | |
| 4. Острые кромки | Обрезка металла на гильотине или кромкострогательном станке | Соблюдение ТБ работы со станком | |
| 5. Повышенный уровень шума | - Работа оборудования, - работа пневмоинструмента - работа зачистных машинок | "Беруши", специальные наушники – только при работе в металлических конструкциях | |
| 6. Брызги расплавленного металла | - Воздушно-дуговая строжка - сварка | Краги, фартук, спеодежда | |
| 7. Пониженная температура воздуха и металла | Работа в зимнее время на открытом воздухе | При темп. -20 сварочные работы запрещены (для н.л.ст) -10 для углеродистых сталей | |
| 8. Повышенная влажность воздуха | Работа во влажном помещении (возможность поражения электрическим током) | Резиновые коврики Соблюдение ТБ | |
| 9. Интенсивное излучение сварочной дуги | - Сварочная дуга - пламя при газовой сварке и резке | Маска, светофильтры, специальные очки | |
| 10.Пожаро-, взрывоопасные газы | -баллоны с кислородом, пропаном, ацетиленом | Правильная эксплуатация баллонов Соблюдение требований ТБ |
2.2. Предельно допустимая концентрация вредного вещества в рабочей зоне
Отнесение того или иного вещества к определенному классу опасности осуществляется по целому ряду признаков, основным из которых является предельно допустимая концентрация (ПДК) вредного вещества в воздухе рабочей зоны.
Предельно допустимый уровень (ПДУ) вредного производственного фактора — уровень, воздействие которого при работе установленной продолжительности (но не более 40 часов в неделю) в течение всего трудового стажа не приводит к травме, заболеванию или отклонению в состоянии здоровья, как в процессе работы, так и в отдаленные сроки жизни настоящего и последующего поколений.
Администрация предприятия обязана обеспечить контроль уровней опасных и вредных производственных факторов на рабочих местах, организовывать периодические медосмотры работников.
ГОСТ 12.1.005-88 устанавливает предельно допустимые концентрации вредных веществ в воздухе рабочей зоны.
По степени воздействия на организм вредные вещества подразделяются на 4 класса опасности:
1-й - чрезмерно опасные (ПДК менее 0,1)
2-й - высокоопасные (ПДК 0,1-1,0)
3-й - умеренно опасные (ПДК 1,1-10,0)
4-й - малоопасные (ПДК более 10)
Методы защиты человека от вредных и опасных производственных факторов.
Выполнение заготовительных и сварочных работ при неправильной организации производства и труда приводит к появлению опасных и вредных производственных факторов, которые при неблагоприятном стечении обстоятельств могут вызвать несчастные случаи, отравления и профессиональные заболевания.
При сварке и резке металлов воздушная среда производственных помещений может загрязняться сварочным аэрозолем, содержащим пыль, вредные газы и пары, например, газообразные фтористые соединения, окись углерода, окислы азота, озон и др.
Наличие вредных веществ в рабочей зоне может привести к возникновению у сварщиков профессиональных интоксикаций и пневмокинеоза. Отрицательно влияют на здоровье тепловое излучение нагревательных устройств, нагретых крупногабаритных изделий и переохлаждение организма в холодный период года.
Неправильная эксплуатация электрического оборудования может создать опасность поражения электрическим током. Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию. Опасность создает использование в сварочном производстве горючих газов и кислорода, а также эксплуатация сосудов, работающих под давлением.
Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при сварке и резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров.
Поэтому, работники, занятые в сварочном и газорезательном производстве должны быть защищены от вредных и опасных производственных факторов. Для защиты тела рабочего применяется средства индивидуальной защиты – специальная одежда, специальная обувь, рукавицы, каска, маска. Спецодежда должна быть безвредной, не вызывать неприятных ощущений , защищать от искр и брызг расплавленного металла, свариваемого изделия, влаги, производственных загрязнений, механических повреждений.
Для защиты рук при сварке , наплавке , резке рабочий должен быть обеспечен рукавицами, рукавицами с крагами или перчатками, изготовленными из износостойкого материала с низкой электропроводностью.
Защита органов дыхания осуществляется путем применения респираторов и противогазов, иногда применяют сварочные маски с подачей в них чистого воздуха. Для защиты лица и глаз от действия лучистой энергии электрической дуги, а также от искр и брызг и расплавленного металл.
Сварщики должны быть обеспечены щитками или масками, а газорезчики, газосварщики и вспомогательные рабочие – очками закрытого типа. Каждый щиток должен быть снабжен светофильтром, оптическую плотности которого подбирают в зависимости от мощности сварочной дуги.
При превышении предельно допустимых норм шума работники должны обеспечиваться средствами индивидуальной защиты органов слуха - противошумными наушниками, шлемами или противошумными вкладышами.
Для индивидуальной защиты людей, обслуживающих электроустановки, от поражения электрическим током используются изолирующие штанги и клещи, изолированный инструмент, диэлектрические перчатки и рукавицы, диэлектрические боты и калоши, диэлектрические коврики, маты и подставки.
Запрещается использовать рукавицы и спецодежду из синтетических материалов типа лавсан, капрон и т.д., которые не обладают защитными свойствами, разрушаются от излучений сварочной дуги и могут возгораться от брызг расплавленного металла, и спекаться при соприкосновении с нагретыми поверхностями.
Правила техники безопасности при выполнении сборочно-сварочных работ на участке.
Электросварочные работы должны производится в приспособленных для этого помещениях. Помещения должны соответствовать санитарным нормам проектирования промышленных предприятий.
В электросварочных цехах и участках должны соблюдаться следующие правила техники безопасности :
1. Все части электроустановок, предназначенных для сварочных работ, должны удовлетворять требованиям техники « Правил безопасности» и « Правил устройства электрических сооружений, сильных токов, низкого и высокого напряжений;
2. Все части, находящиеся под напряжением должны быть надежно закреплены;
3. Токоподводящие провода к распределительному щиту и от него к рабочим местам, должны быть тщательно изолированы и защищены от высоких температур и механических повреждений;
4. Провода должны удовлетворять требованиям максимальной гибкости для обеспечения их хорошего состояния должны производиться периодические испытания.
5. электросварочные установки должны снабжаться измерительными приборами;
6. электродержатель должен быть изготовлен из изоляционного материала;
7. воспрещаются работы вблизи легковоспламеняющихся материалов;
8. освещение рабочих мест должно быть не менее 200 люкс, а участка – не менее 50 люкс.
9. Корпуса сварочных машин и источников сварочного тока должны быть заземлены.
В целях борьбы с загрязнением воздуха пылью и газом производственные помещения должны быть снабжены вентиляцией. Она может быть общеобменной, местной или приточно-вытяжной.К сварочным работам допускаются лица не моложе 18 лет, прошедшие медицинскую комиссию, обучение, аттестованные, знакомые с инструкцией по технике безопасности.
Противопожарная защита на производственных объектах
Производственные и вспомогательные помещения для производства электросварочных работ должны соответствовать требованиям пожарной безопасности в соответствии с требованиями ГОСТ 12.1.004 и обеспечиваться первичными средствами пожаротушения в соответствии с требованиями Правил пожарной безопасности в Российской Федерации, а также пожарным инвентарем в соответствие с требованиями ГОСТ 12.4.009 и иметь степень огнестойкости согласно классификации производств по пожарной безопасности. До начала проведения газа- и электросварочных работ, проводимых в помещении, должен быть проведен анализ проб воздуха из верхних точек помещения с тем, чтобы убедиться в отсутствии взрывоопасных концентраций ацетилена.
По окончании электросварочных работ, наплавке, резке работник не должен покидать рабочее место, не убедившись в отсутствии очага, способного вызвать пожар на месте проведения работ и в смежных помещениях.
Сгораемые конструкции должны быть ограждены постоянными или переносными заграждениями, а сгораемые полы должны быть защищены металлическими листами. Переносные заграждения должны быть изготовлены из листовой стали.
Места производства электросварочных работ на данном, а также на нижерасположенных ярусах ( при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее5 метров, а от взрывоопасных материалов и оборудования (газогенераторов, газовых баллонов и т.п.) – не менее 10 метров.
Охрана окружающей среды
В нашей стране применяют необходимые меры для охраны окружающей среды, природы, земли, недр, водных ресурсов, растительного и животного мира, воздуха.
Охрана и рациональное использование водных ресурсов предусматривает мероприятия по воздействию сооружений для забора воды и водоемов, очистки сточных вод, а также мероприятия по определению нереализованных вод. В сварочном производстве на многих предприятиях применяется система оборотного водоснабжения: холодную воду используют для охлаждения сварочного оборудования, многократно используется после её естественного охлаждения. Охрана воздушного бассейна предусматривает мероприятия по обезвреживанию вредных для человека и окружающей среды веществ, выбрасываемых с отходами, газа, а также создание установок для улавливания ценных веществ утилизации отходов и др.
Деятельность предприятия не должна нарушать нормальных условий работы других предприятий и организаций, ухудшать бытовые условия населения.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
Технологическая подготовка производства. Организация сварочного производства и управление процессом.
Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
Проведение заготовительных операций сварочного производства.
Приобретение необходимых расходных материалов в нужном количестве.
Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
Разработка технологических процессов.
Выпуск технических заданий на проектирование и изготовление технологической оснастки.
Составление графиков проводимых работ.
Контрольные испытания.
Осуществление входного контроля приобретенных материалов и оборудования.
Обучение сварщиков и их периодическая аттестация.
Освоение прогрессивных методов и их внедрение в производство.
Поэтапный контроль за выполнением сварочных процессов.
Обеспечение качества получаемых результатов.
Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
требования к сборке перед сваркой;
требования к материалам, подлежащим сварке;
наличие соответствующей квалификации сварщиков, инженеров и технологов;
режимы сварки;
обеспечение безопасности;
вид оборудования для осуществления сварки;
необходимая технологическая оснастка;
необходимость термообработки, ее режимы и необходимое для этого оборудование;
количество исполнителей;
массу металла для наплавки;
методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии - отдел главного технолога.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
наличие ротаметров на каждом посту дает возможность регулировать поток газа;
благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
при установке газового смесителя появляется возможность регулировать состав в смеси газов;
отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение - давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации - использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва.
Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Обязанности мастера
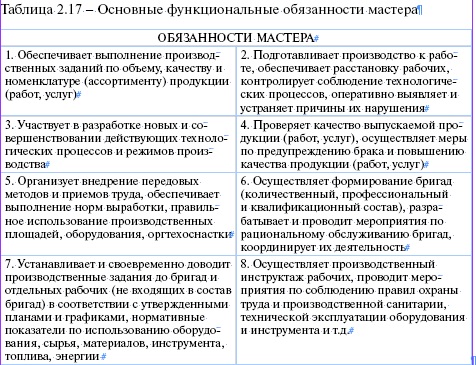
Система управления организацией
Чтобы сделать компанию прибыльной, успешной и жизнеспособной — важно грамотно управлять всеми её подразделениями. Эту функцию выполняет система управления организацией. В неё входят инструменты, технологии и методы воздействия на ресурсы для получения запланированного результата. Управление предприятием обозначает направление его к поставленной цели путём максимального извлечения возможностей из существующих в его распоряжении ресурсов.
Функции и элементы системы управления
Система управления используется для разработки, принятия управленческих решений, доведения их до исполнителей и контроля их исполнения. В её функции входит:
разработка миссии компании;
распределение функций управления и производства;
установка порядка взаимодействия сотрудников;
рациональное распределение ресурсов;
организация взаимодействия с внешней средой;
внедрение мероприятий, направленных на модернизацию компании;
инновационная деятельность;
развитие компании.
Это сложное по устройству образование состоит из следующих элементов:
органов или субъектов управления (должностей или управленческих подразделений);
коммуникаций, обеспечивающих выполнение управленческих решений;
комплекса методов, инструментов и технологий, регламентирующих модели поведения работников;
правового обеспечения управления (в виде норм, установленных правил и полномочий);
процесса управления (состоящего из коммуникаций и управленческих решений);
технических условий.
В менеджменте выделяют пять групп процессов, охватывающих работу любого предприятия. Они являются объектами управления компании. К ним относят:
Производство;
Маркетинг;
Финансы;
Кадровый отдел;
Учёт и анализ хозяйственной деятельности компании.
Организационную структуру управления формируют органы управления. Они объединяются между собой коммуникационными каналами. Методы, технологии, инструменты и процедуры, определяющие способы воздействия на исполнителей, образуют механизм управления. Систему управления считают организованной при определении её границ, состава элементов, структуры, схемы взаимодействия и функций каждого элемента.
Научная организация труда
Научная организация труда (НОТ) — процесс совершенствования организации труда на основе достижений науки и передового опыта. Термином «НОТ» характеризуют обычно улучшение организационных форм использования живого труда в рамках отдельно взятого трудового коллектива (например, предприятия). Вместе с тем при социализме научный подход характерен и для организации труда в рамках всего общества.
Развитием представлений о задачах НОТ являются положения о ее функциях, т.е.специфических особенностях проявления НОТ на предприятии, ее воздействии на
различные стороны производства. Категория "функция" предоставляет возможность
конкретизировать общие задачи НОТ, выделить в пределах каждой из них особенные
направления воздействия НОТ на производство и его субъект - человека, выявить
принципиальные различия между организацией труда научной и "обычной", которая
зачастую упускает важные моменты в организации трудовой деятельности, что чревато
потерями для производства.
Особенно следует подчеркнуть последнее обстоятельство. Нередко можно встретить
мнение, что слово "научная" излишне в понятии "научная организация труда".
Задачи, которые решаются в рамках НОТ:
Совершенствование форм разделения труда;
Улучшение организации рабочих мест;
Рационализация методов труда;
Оптимизация нормирования труда;
Подготовка рабочих кадров.
Как надо работать
Для правильной работы предприятия или учреждения необходимо в первую очередь расставить работников на определенные рабочие места и поручить каждому конкретные трудовые функции. Это достигается путем выбора наилучших форм разделения труда или расчленения всего объема работ на отдельные составные части, каждая из которых выполняется определенным работником.
Разделение труда предполагает также отделение основных работ, направленных
непосредственно на обработку изделия или детали, от вспомогательных
подготовительных и подсобных работ, которые предназначены для уборки отходов,
доставки материалов, инструментов и т. д. Это помогает улучшить использование
рабочего времени квалифицированных работников.
Однако разделение труда предполагает и его кооперацию, т. е. объединение совместных усилий работников, выполняющих отдельные части работы, для выполнения всего объема работ. На предприятиях кооперация труда осуществляется между цехами (межцеховая), различными участками внутри цехов (внутрицеховая) и между исполнителями (внутриучастковая, внутрибригадная).
Чтобы трудовой процесс протекал успешно, необходима определенная
организация рабочих мест, т. е. их правильная планировка и оснащение в соответствии с характером работы, а также организация обслуживания рабочих мест (обеспечение их сырьем, материалами, инструментом). Чем рациональнее организовано рабочее место, чем оно удобнее, тем лучше обеспечено всем необходимым для бесперебойной и ритмичной работы, тем менее утомителен и более привлекателен труд, тем выше уровень производительности труда рабочего.
Большое значение для организации труда имеет установление наилучших приемов и методов, с помощью которых может быть выполнена определенная работа. Это позволяет в значительной степени повысить производительность труда и его эффективность. Этому способствуют и хорошие условия труда внешняя среда, в которой трудится работник, производственная обстановка, которая его окружает на производстве), они делают работу привлекательной, а также оказывают хорошее влияние на здоровье человека, его работоспособность. Неблагоприятные условия труда приводят к быстрой утомляемости, снижают производительность.
Улучшение организации работы во многом зависит от правильного нормирования труда, от подготовки кадров (обучение рабочих, в ходе которого они приобретают профессию), от повышения их квалификации, соблюдения работниками трудовой дисциплины. Во многих случаях внедрение НОТ сокращает, а иногда вовсе устраняет потребность в капитальных вложениях, так как обеспечивает рост производительности труда в результате применения наиболее совершенных организационных методов трудовых процессов.
Список используемой литературы.
Основная
Лукьянов В.Ф. Изготовление сварных конструкций в заводских условиях / В.Ф.Лукьянов, В.Я.Харченко, Ю.Г. Людмирский. – Ростов н/Д: Феникс, 2013. – 315.
Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов.-М.: ИЦ «Академия»,2014.-256с.
Овчинников В.В. Охрана труда при производстве сварочных работ.-М.: ИЦ «Академия» ,2014.-68с.
Рязанова В.А. Организация и планирование производства .-М. : Издательский центр "Академия", 2015. - 272 с.
Дополнительная
1. Красовский А. И. Основы проектирования сварочных цехов. – М. Машиностроение. 1985. – 392с.
ПРИЛОЖЕНИЕ А
Выписка из ЕТКС ( к теме 1.4)
§ 57. Электросварщик ручной сварки
1-й разряд
Характеристика работ. Прихватка деталей, изделий и конструкций во всех пространственных положениях сварного шва под руководством электросварщика более высокой квалификации. Подготовка изделий и узлов под сварку и зачистка швов после сварки. Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитном газе.
Должен знать: основные сведения об устройстве электросварочных машин и аппаратов; способы и основные приемы прихватки; формы разделки шва под сварку, правила обеспечения защиты шва при сварке в защитных газах, устройство баллонов, цвета их окраски и правила обращения с ними.
§ 58. Электросварщик ручной сварки
2-й разряд
Характеристика работ. Ручная дуговая и плазменная сварка простых деталей, узлов и конструкций из углеродистых сталей в нижнем и вертикальном положениях сварного шва, наплавка простых неответственных деталей. Нагрев изделий и деталей перед сваркой. Прихватка деталей изделий и конструкций во всех пространственных положениях сварного шва. Чтение простых чертежей.
Должен знать: принцип действия электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, применяемых в работе; правила обслуживания электросварочных аппаратов; виды сварных соединений и швов; подготовка кромок изделий для сварки; типы разделок и обозначение сварных швов на чертежах; основные свойства применяемых электродов и свариваемого металла и сплавов; назначение и условия применения контрольно-измерительных приборов; причины возникновения дефектов при сварке и способы их предупреждения; общие сведения о сварке в защитном газе; устройство горелок для сварки неплавящимся электродом в защитном газе.
Примеры работ
1. Баки трансформаторов - подварка стенок под автоматическую сварку.
2. Балки люлечные, брусья, подрессорные и надрессорные цельнометаллические вагонов и вагонов электросекций - приварка усиливающих угольников, направляющих и центрирующих колец.
3. Балки прокатные - наварка точек и захватывающих полос по разметке.
4. Бойки, шаблоты паровых молотов - наплавка.
5. Диафрагмы рам платформ и металлических полувагонов - приварка ребер.
6. Жеребейки - сварка.
7. Каркасы и детали тормозных площадок грузовых вагонов и оконные каркасы пассажирских вагонов - сварка.
8. Кожухи ограждения и другие слабонагруженные узлы сельскохозяйственных машин - сварка.
9. Кронштейны жатки, валики тормозного управления - сварка.
10. Кронштейны подрамников автосамосвалов - сварка.
11. Накладки и подкладки рессорные - сварка.
12. Опоки стальные - сварка.
13. Рамы баков трансформаторов - сварка.
14. Рамы матрацев кроватей, сетки панцирные и ромбические - сварка.
15. Резцы простые - наплавка быстрореза и твердого сплава.
16. Стальные и чугунные мелкие отливки - наплавка раковин на необрабатываемых местах.
§ 59. Электросварщик ручной сварки
3-й разряд
Характеристика работ. Ручная дуговая и плазменная сварка средней сложности деталей, узлов и конструкций из углеродистых сталей и простых деталей из конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочного. Ручная дуговая кислородная резка, строгание деталей средней сложности из малоуглеродистых, легированных, специальных сталей, чугуна и цветных металлов в различных положениях. Наплавка изношенных простых инструментов, деталей из углеродистых и конструкционных сталей.
Должен знать: устройство применяемых электросварочных машин и сварочных камер; требования, предъявляемые к сварочному шву и поверхностям после кислородной резки (строгания); свойства и значение обмазок электродов; основные виды контроля сварных швов; способы подбора марок и электродов в зависимости от марок сталей; причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения.
Примеры работ1. Барабаны битерные и режущие, передние и задние оси тракторного прицепа, дышла и рамы комбайна и хедера, шнеки жатки, граблина и мотовила - сварка.
2. Боковины, переходные площадки, подножки, обшивка железнодорожных вагонов - сварка.
3. Буи и бочки рейдовые, артщиты и понтоны - сварка.
4. Валы электрических машин - наплавка шеек.
5. Детали каркаса кузова грузовых вагонов - сварка.
6. Детали кулисного механизма - наплавка отверстий.
7. Каркасы для щитов и пультов управления - сварка.
8. Катки опорные - сварка.
9. Кильблоки - сварка.
10. Кожухи в сборе, котлы обогрева - сварка.
11. Колодки тормоза грузовых автомобилей, кожухи, полуоси заднего моста - подварка.
12. Конструкции, узлы, детали под артустановки - сварка.
13. Корпуса электрической взрывоопасной аппаратуры - сварка.
14. Краны грузоподъемные - наплавка скатов.
15. Кузова автосамосвалов - сварка.
16. Рамки дышел паровоза - наплавка.
17. Рамы тепловоза - приварка кондукторов, листов, настила, деталей.
18. Резцы фасонные и штампы простые - сварка и наплавка быстрореза и твердого сплава.
19. Станины станков малых размеров - сварка.
20. Стойки, бункерные решетки, переходные площадки, лестницы, перила ограждений, настилы, обшивка котлов - сварка.
21. Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали - сварка.
22. Трубы связные дымогарные в котлах и трубы пароперегревателей - сварка.
23. Трубы нагретые - наплавка буртов.
24. Трубопроводы безнапорные для воды (кроме магистральных) - сварка.
25. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка в стационарных условиях.
26. Шестерни - наплавка зубьев.
§ 60. Электросварщик ручной сварки
4-й разряд
Характеристика работ. Ручная дуговая и плазменная сварка средней сложности деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва. Ручная кислородная резка (строгание) сложных ответственных деталей из высокоуглеродистых, специальных сталей, чугуна и цветных металлов, сварка конструкций из чугуна. Наплавка нагретых баллонов и труб, дефектов деталей машин, механизмов и конструкций. Наплавка сложных деталей, узлов и сложных инструментов. Чтение чертежей сложных сварных металлоконструкций.
Должен знать: устройство различной электросварочной аппаратуры; особенности сварки и дуговой резки на переменном и постоянном токе; технологию сварки изделий в камерах с контролируемой атмосферой; основные законы электротехники в пределах выполняемой работы; способы испытания сварных швов; виды дефектов в сварных швах и методы их предупреждения и устранения; принципы подбора режима сварки по приборам; марки и типы электродов; механические свойства свариваемых металлов.
Примеры работ
1. Баки трансформаторов - приварка патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков.
2. Аппараты, сосуды, емкости из углеродистой стали, работающие без давления - сварка.
3. Арматура несущих железобетонных конструкций - сварка.
4. Баллеры руля, кронштейны гребных валов - наплавка.
5. Гарнитура и корпуса горелок котлов - сварка.
6. Детали из чугуна - сварка, наплавка с подогревом и без подогрева.
7. Камеры рабочих колес гидравлических турбин - сварка и наплавка.
8. Каркасы промышленных печей и котлов ДКВР - сварка.
9. Картеры моторов - сварка.
10. Коллекторы газовыхлопные и трубы - сварка и подварка.
11. Кольца регулирующие гидравлических турбин - сварка и наплавка.
12. Корпуса и мосты ведущих колес жатки - сварка.
13. Корпуса компрессоров, цилиндры низкого и высокого давления воздушных компрессоров - наплавка трещин.
14. Корпуса роторов диаметром до 3500 мм - сварка.
15. Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка.
16. Крепления и опоры для трубопроводов - сварка.
17. Кронштейны и шкворневые крепления тележки тепловоза - сварка.
18. Листы больших толщин (броня) - сварка.
19. Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях.
20. Подкосы, полуоси стойки шасси самолетов - сварка.
21. Плиты фундаментные крупные электрических машин - сварка.
22. Пыле-газовоздухопроводы, узлы топливоподачи и электрофильтров - сварка.
23. Рамы транспортеров - сварка.
24. Резервуары для нефтепродуктов вместимостью менее 1000 куб. м - сварка.
25. Рельсы и сборные крестовины - наплавка концов.
26. Статоры турбогенераторов с воздушным охлаждением - сварка.
27. Станины дробилок - сварка.
28. Станины и корпуса электрических машин сварно-литые - сварка.
29. Станины крупногабаритных станков чугунные - сварка.
30. Станины рабочих клетей прокатных станов - наплавка.
31. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка на монтаже.
32. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в стационарных условиях.
33. Трубопроводы технологические (V категории) - сварка.
34. Фрезы и штампы сложные - сварка и наплавка быстрореза и твердого сплава.
35. Фахверки, связи, фонари, прогоны, монорельсы - сварка.
36. Цилиндры блока автомашин - наплавка раковин.
37. Цистерны автомобильные - сварка.
§ 61. Электросварщик ручной сварки
5-й разряд
Характеристика работ. Ручная дуговая и плазменная сварка сложных и ответственных аппаратов, узлов, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов. Ручная дуговая и плазменная сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях. Ручная дуговая кислородная резка (строгание) особо сложных и ответственных деталей из высокоуглеродистых, легированных и специальных сталей и чугуна. Сварка ответственных конструкций в блочном исполнении во всех пространственных положениях сварного шва. Наплавка дефектов ответственных деталей машин, механизмов и конструкций. Наплавка особо сложных и ответственных деталей и узлов.
Должен знать: электрические схемы и конструкции различных типов сварочных машин; технологические свойства свариваемых металлов, металла наплавленного электродами различных марок и отливок, подвергающихся строганию; технологию сварки ответственных изделий в камерах с контролируемой атмосферой; выбор технологической последовательности наложения швов и режимов сварки; способы контроля и испытания ответственных сварных швов; чтение чертежей особо сложных сварных пространственных металлоконструкций.
Примеры работ
1. Аппараты и сосуды из углеродистых сталей, работающих под давлением, и из легированных сталей, работающих без давления, - сварка.
2. Арматура мартеновских печей - сварка при ремонте действующего оборудования.
3. Арматура несущих и ответственных железобетонных конструкций; фундаменты, колонны, перекрытия и т.п. - сварка.
4. Баки уникальных мощных трансформаторов - сварка, включая приварку подъемных крюков, домкратных скоб, нержавеющих плит, работающих под динамическими нагрузками.
5. Балки хребтовые, буферные, шкворневые, рамы тележек локомотивов и вагонов, фермы кузова вагона - сварка.
6. Балки и траверсы тележек кранов и балансиры - сварка.
7. Балки пролетные мостовых кранов грузоподъемностью менее 30 т - сварка.
8. Барабаны котлов давлением до 4,0 МПа (38,7 атм) - сварка.
9. Блоки строительных и технологических конструкций из листового металла (воздухонагреватели, скрубберы, кожухи доменных печей, сепараторы, реакторы, газоходы доменной печи и т.п.) - сварка.
10. Блоки цилиндров и водяные коллекторы дизелей - сварка.
11. Валы коленчатые крупные - сварка.
12. Газгольдеры и резервуары для нефтепродуктов объемом 5000 куб. м и более - сварка в стационарных условиях.
13. Газонефтепродуктопроводы - сварка на стеллаже.
14. Детали особо ответственных машин и механизмов (аппараты засыпные доменных печей, гребные винты, лопасти турбин, валки прокатных станов и т.п.) - наплавка специальными, твердыми, износостойкими и коррозионно-стойкими материалами.
15. Детали ответственных машин, механизмов и конструкций кованые, штампованные и литые (гребные винты, лопасти турбин, блоки цилиндров двигателей и т.п.) - наплавка дефектов.
16. Кессоны для мартеновских печей, работающих при высоких температурах, - сварка.
17. Колонны, бункера, стропильные и подстропильные фермы, балки эстакады и т.п. - сварка.
18. Конструкции радиомачт, телебашен и опор ЛЭП - сварка в стационарных условиях.
19. Корпуса головок, траверсы, основания и другие сложные узлы прессов и молотов - сварка.
20. Корпуса роторов диаметром свыше 3500 мм - сварка.
21. Корпуса стопорных клапанов турбин мощностью свыше 25000 кВт - сварка.
22. Корпуса врубовых, погрузочных машин, угольных комбайнов и шахтных электровозов - сварка.
23. Крышки, статоры и облицовка лопастей и гидравлических турбин - сварка.
24. Мачты, вышки буровые и эксплуатационные - сварка на монтаже.
25. Основания из высоколегированных буровых труб под буровые вышки и трехдизельные приводы - сварка.
26. Плиты фундаментные для агрегата шагающего экскаватора - сварка.
27. Рамы и узлы автомобилей и дизелей - сварка.
28. Рамы шкворневые и поддизельные локомотивов - сварка.
29. Резервуары для нефтепродуктов вместимостью от 1000 до 5000 куб. м - сварка на монтаже.
30. Стыки выпусков арматуры элементов несущих сборных железобетонных конструкций - сварка.
31. Трубные элементы паровых котлов давлением до 4,0 МПа (38,7 атм) - сварка.
32. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка на монтаже.
33. Трубопроводы наружных и внутренних сетей газоснабжения среднего и высокого давления - сварка в стационарных условиях.
34. Трубопроводы технологические III и IV категорий (групп), трубопроводы пара и воды III и IV категорий - сварка.
35. Узлы подмоторных рам и цилиндры амортизаторов шасси самолетов - сварка.
36. Шины, ленты, компенсаторы к ним из цветных металлов - сварка.
§ 62. Электросварщик ручной сварки
6-й разряд
Характеристика работ. Ручная дуговая и плазменная сварка особо сложных и ответственных аппаратов, узлов, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов. Ручная дуговая и газоэлектрическая сварка особо ответственных строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций особо сложной конфигурации. Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов. Сварка особо ответственных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
Должен знать: конструкцию обслуживаемого оборудования; разновидности титановых сплавов, их сварочные и механические свойства, виды коррозии и факторы, вызывающие ее; методы специальных испытаний свариваемых изделий и назначение каждого из них; схемы откачных систем камер с контролируемой атмосферой; основные виды термической обработки сварных соединений; необходимые сведения по металлографии сварных швов.
Примеры работ
1. Балки рабочих площадок мартеновских цехов, конструкций бункерных и разгрузочных эстакад металлургических предприятий, балки подкрановые под краны тяжелых режимов работы, стрелы шагающих экскаваторов - сварка.
2. Балки пролетные мостовых кранов грузоподъемностью 30 т и выше - сварка.
3. Барабаны котлов давлением свыше 4,0 МПа (38,7 атм) - сварка.
4. Газгольдеры и резервуары для нефтепродуктов объемом 5000 куб. м и более - сварка на монтаже.
5. Газонефтепродуктопроводымагистральные - сварка на монтаже.
6. Емкости, колпаки, сферы и трубопроводы вакуумные и криогенные - сварка.
7. Емкости и покрытия сферические и каплевидные - сварка.
8. Замки бурильные труб и муфт - сварка двойным швом.
9. Колеса рабочие газотурбокомпрессоров, паровых турбин, мощных воздуходувок - приварка лопастей и лопаток.
10. Колонны синтеза аммиака - сварка.
11. Конструкции радиомачт, телебашен и опор ЛЭП - сварка на монтаже.
12. Коробки паровых турбин - сварка и наплавка раковин.
13. Корпуса статоров крупных турбогенераторов с водородным и водородно-водяным охлаждением - сварка.
14. Корпуса тяжелых дизельных двигателей и прессов - сварка.
15. Котлы паровые судовые - приварка донышек, сварка ответственных узлов односторонним стыковым швом.
16. Конструкции из легких алюминиевомагниевых сплавов - сварка.
17. Лапы и шарошки буровых долот, бурильные паропроводники - сварка.
18. Нефте- и газопроводы - сварка при ликвидации разрывов.
19. Обвязка трубопроводами нефтяных и газовых скважин и скважин законтурногозаводнения - сварка.
20. Резервуары и конструкции из двухслойной стали и других биметаллов - сварка.
21. Стержни арматуры железобетонных конструкций в разъемных формах - сварка ванным способом.
22. Строения пролетные металлических и железобетонных мостов - сварка.
23. Трубные элементы паровых котлов давлением свыше 4,0 МПа (38,7 атм) - сварка.
24. Трубопроводы напорные; камеры спиральные и камеры рабочего колеса турбин гидроэлектростанций - сварка.
25. Трубопроводы наружных сетей газоснабжения среднего, высокого давления - сварка на монтаже.
26. Трубопроводы технологические I и II категорий (групп), трубопроводы пара и воды I и II категорий - сварка.
64








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

