
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.09.2025 19:58

Аннушкин Владимир Борисович
Мастер производственного обучения
56 лет
Местоположение
Специализация
Лекция "Контроль точности обработки измерительным инструментом". Специальность "слесарь механосборочных работ".
Категория:
Технология (мальчики)
14.02.2022 17:47

Просмотр содержимого документа
«Лекция "Контроль точности обработки измерительным инструментом". Специальность "слесарь механосборочных работ".»
ФКП образовательное учреждение № 57 ФСИН России г. Калуга
Лекция по теме:
«Контроль точности обработки измерительным инструментом»
Для обучающихся по профессии:
«Слесарь механосборочных работ»
Разработал: мастер п/о Аннушкин В.Б.
Контроль точности обработки измерительным инструментом
При выборе измерительного инструмента необходимо убедиться, что цена деления его отсчетного устройства соответствует тем требованиям, которые предъявляют к точности обработки проверяемой детали.
Контроль линейных размеров осуществляется при помощи следующих инструментов: измерительной (масштабной) линейки; кронциркулей; поверочных (лекальных)
линеек; концевых мер длины; штангенинструментов; микрометрических инструментов.
Измерительная (масштабная) линейка имеет штрихи-деления, расположенные на расстоянии 1 мм друг от друга, что определяет цену деления линейки и, следовательно, точность измерения.
Кронциркули (рис. 1.1) применяют для контроля наружных и внутренних размеров деталей (диаметра, длины, толщины буртиков и стенок).
Поверочные (лекальные) линейки служат для контроля прямолинейности и плоскостности обработанных поверхностей. Поверочные линейки могут быть с двухсторонним скосом, трех- и четырехгранными (рис. 1.2).
Концевые меры длины применяют для воспроизведения единицы длины, с их помощью производят регулирование и настройку на размер показывающих измерительных приборов (микрометров, измерительных головок и т. п.). Концевые меры длины могут быть также использованы для непосредственного измерения размеров деталей методом сравнения с мерой и для выполнения точных разметочных работ.
Штангенинструменты (рис. 1.3) служат для измерения линейных размеров методом непосредственной оценки. К этим инструментам относятся штангенциркули (рис. 1.3, а и б), штагенглубиномеры (рис. 1.3, в), штангенрейсмасы (рис. 1.3, г) и ряд других штангенинструментов специального назначения.
В качестве отсчетного устройства у этих инструментов используется шкала штанги (линейки) с делениями через 1 мм. Отсчет делений по этой шкале производится при помощи нониуса — вспомогательной подвижной шкалы. Нониус — равномерная дополнительная шкала с пределом измерений, равным цене деления
основной шкалы.
Перед измерением штангенциркулем следует проверить:
плавность перемещения рамки по всей длине штанги;
плотность прилегания измерительных губок друг к другу (в сведенном положении
между ними не должно быть просвета);
точность совпадения нулевого штриха нониуса с нулевым штрихом шкалы, т. е.
правильность установки измерительного инструмента в нулевое положение;
точность совпадения измерительной линейки глубиномера с торцом штанги.
Измерять следует только обработанные детали, чтобы предупредить повреждение измерительных губок. При измерении необходимо точно, без перекосов,
сопрягать измерительные плоскости (ребра) измерительных губок с измеряемыми поверхностями детали.
При определении размера проверяемой детали необходимо обращать внимание на указатель точности измерения, выбитый на нониусе штангенинструмента.
Микрометрические инструменты широко применяют для контроля наружных и внутренних размеров, глубин пазов и отверстий. Измерение микрометрическими инструментами осуществляется методом непосредственной оценки, т. е. результаты измерений непосредственно считывают со шкалы инструмента. Принцип действия этих инструментов основан на использовании пары винт—гайка, преобразующей вращательное движение винта в поступательное движение его торца.
К группе микрометрических инструментов относятся микрометры для измерения наружных размеров, микрометрические нутромеры для измерения диаметров отверстий и ширины пазов,
микрометрические глубиномеры для измерения глубины отверстий и пазов и высоты уступов.
Микрометрические инструменты независимо от их конструкции состоят из корпуса и
микрометрической головки, являющейся основной частью микрометрического инструмента. В зависимости от пределов измеряемых размеров микрометрические головки могут иметь разную конструкцию. Конструкция микрометрической головки, которую устанавливают на микрометрические инструменты с верхним пределом измерений до 100 мм, показана на рис. 1.4, а, а с верхним пределом измерений свыше 100 мм — на рис. 1.4, б.
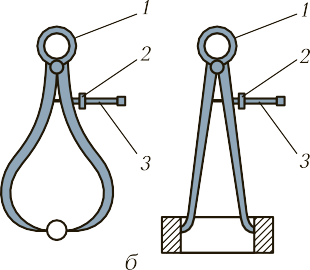
Рис. 1.1. Кронциркули
а — для наружных и внутренних измерений; б — пружинный для наружных и внутренних измерений: 1 — пружина; 2 — гайка; 3 — винт; в, г — измерение размера по кронциркулю с использованием измерительной линейки и штангенциркуля
Контрольные вопросы:
1. Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая затем проверяется инструментом?
2. Что является общим для инструментов, объединяемых в группу штангенинструментов?
3. Какова роль нониуса в измерениях, осуществляемых штангенинструментами?
4. Какова роль микрометрической передачи винт—гайка в работе
микрометрического инструмента?







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

