Россия, г.Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 18.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 05.04.2025 18:10

Петровский Александр Николаевич
Преподаватель
64 года
Местоположение
Технология сборки неразъёмных деталей. Пайка металлов.
Категория:
Технология
14.11.2021 17:31

Просмотр содержимого документа
«Технология сборки неразъёмных деталей. Пайка металлов.»
Фкп оу №57 Петровский А.Н . Технология сборки неразъемных соединений
Паяние (пайка) металлов
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов.
При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Пайка бывает
низкотемпературная (нагрев припоя до 450 °C);
высокотемпературная (нагрев припоя свыше 450 °C).
Соответственно — припои бывают
легкоплавкие;
тугоплавкие.
Для низкотемпературной пайки используют, в основном, электрический нагрев,
для высокотемпературной — в основном, нагрев горелкой.
В качестве припоя используют сплавы
оловянно-свинцовые ( Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
медно-серебряные ( Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
медно-цинковые ( Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
галлиевые ( t° пл. ~50°С);
висмутовые ( сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
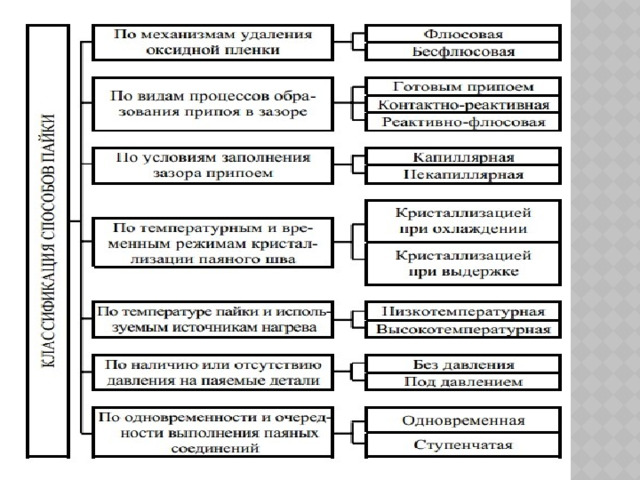
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые детали, очередности выполнения паяных соединений
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
Виды пайки:
капиллярная (смачивание деталей и затекание припоя в зазор между ними происходит за счёт капиллярных сил):
горизонтальная;
вертикальная;
диффузионная (пайка происходит при температуре выше точки плавления припоя за счёт взаимной диффузии припоя и основного металла):
атомно-диффузионная;
реакционно-диффузионная;
контактно-реакционная или контактно-реактивная:
с образованием эвтектики ;
с образованием твёрдого раствора;
реакционно-флюсовая или реактивно-флюсовая (во время нагрева припой образуется за счёт реакции металла и флюса):
без припоя;
с припоем;
пайка-сварка:
без оплавления;
с оплавлением.
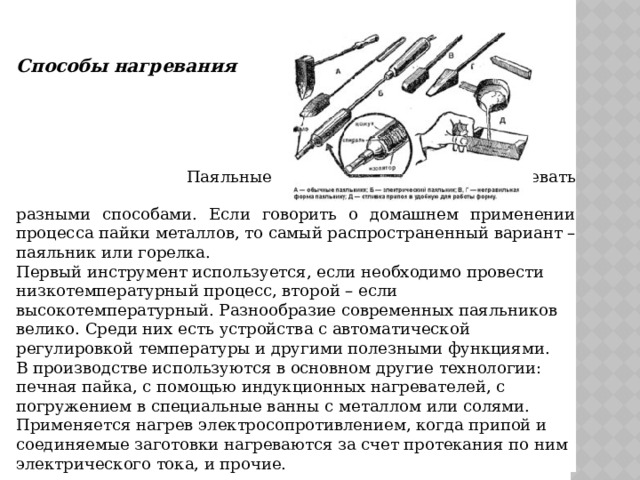
Способы нагревания
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои.
Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления.
Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие .
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов.
Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности.
К примеру,
никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом.
Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.

Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка .
Именно для этого в процессе пайки и применяют флюсы .
Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
активные и нейтральные;
с низкой температурой нагрева и высокой;
твердые, пастообразные, жидкие, в виде гелей;
на основе воды и безводные.
Преимущества и недостатки
Рассмотрим основные плюсы и минусы технологии.
К достоинствам относят:
Возможность соединять поверхности с различными физическими и химическими свойствами.
Технологию пайки использует для работы в труднодоступных местах, где исключается сваривания.
Отсутствуют требования к форме и размерам изделий.
Возможно выполнение обработки все плоскости касания.
Пайка не создает внутреннее напряжение, что положительно сказывается на качестве металла.
Относительная простата, по сравнению со сваркой, процесса позволяет выполнять спаивание заготовок уже после получения базовых знаний в этой области.
Выделяют три недостатка .
Малая прочность соединения. Это связано со свойствами материалов, которые используются в качестве припоя. Отсюда и следующий минус.
Низкая термостойкость. Нельзя работать с деталями, эксплуатация которых связана с повышенными температурами. Например, заделка отверстия в чайнике точно не порадует качеством и долговечностью.
Низкая производительность. По этой причине пайку практически не применяют на массовом производстве, а выполняемые работы связаны с точечными воздействиями.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



