

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№129 Сварка сдвоенным электродом, гребенкой электродов, трехфазной дугой

Просмотр содержимого документа
«№129 Сварка сдвоенным электродом, гребенкой электродов, трехфазной дугой»
Сварка сдвоенным электродом, гребенкой электродов, трехфазной дугой.
При сварке сдвоенным электродом процесс ведут двумя стержнями, соединенными между собой контактной точечной сваркой (рис. 1, а). Дуга переходит с одного стержня на другой, попеременно оплавляя их. Производительность сварки повышается на 20—40% по сравнению со сваркой одностержневым электродом. Повышение производительности сварки достигается попеременным подогревом каждого из стержней дугой, горящей между соседними стержнями и изделием, увеличением времени горения дуги, уменьшением времени на смену электродов.
Электроды располагаются так, чтобы их общая ось совпадала с осью шва или при большом угле разделки кромок была перпендикулярна этой оси.
Сварочный ток составляет:
от 100 — 180А при диаметре электродов 3 + 3мм;
до 300 — 400А при диаметре 6 + 6мм.
Сдвоенными электродами можно сваривать за один проход металл толщиной до 12мм.
Электроды можно располагать по нескольку стержней в ряд в виде гребенки (рис 1, б). Так же как при сварке сдвоенным электродом, дуга возбуждается на электроде, находящемся на более близком расстоянии от свариваемого изделия. При плавлении этого электрода дуга переходит на другой стержень и т. д. Электродная гребенка позволяет глубоко опускаться в разделку кромок, располагая гребенку вдоль шва, поэтому можно глубоко проплавлять основной металл и получать хорошее формирование шва.
Сварка электродной гребенкой позволяет повысить вдвое производительность
по сравнению со сваркой обычным электродом.
Производительность ручной дуговой сварки можно повысить еще на большую величину, если использовать трехфазный ток (рис. 1, в, г). При сварке трехфазной дугой применяют два электрода, к которым подводятся две фазы от источника питания, а третья фаза — к свариваемому изделию. В каждый данный момент в процессе изменения синусоидального тока могут гореть одна или две дуги; при этом выделяется большое количество теплоты, скорость плавления металла возрастает и производительность сварки увеличивается на 50 — 60% но сравнению со сваркой однофазной дугой. Масса наплавляемого металла достигает 30 г/(А*ч).
Однако при сварке трехфазной дугой сильно утяжелен электрододержатель, что ведет к утомляемости сварщика. Поэтому сварку трехфазной дугой лучше выполнять механизированными способами.
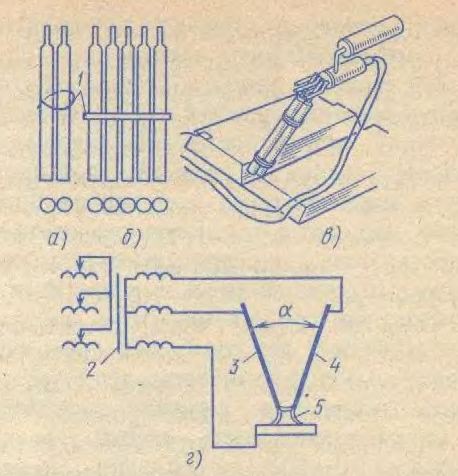
Рис. 1. Схема сдвоенного электрода (а), гребенки (б) и сварки трехфазным током (в, г):
1 — связка электродов, 2 — трехфазный трансформатор, 3,4 — электроды, 5 — дуга








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

