

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№15 Проволока стальная сварочная

Просмотр содержимого документа
«№15 Проволока стальная сварочная»
Проволока стальная сварочная.
Для сварки сталей применяют специальную стальную проволоку, изготовляемую
по ГОСТ 2246 — 70. Стандарт распространяется на холоднотянутую гладкую проволоку из низкоуглеродистой, легированной и высоколегированной стали, поставляемую в мотках или бухтах массой до 80 кг (по требованию потребителя масса может быть и большей).
Стандартом предусмотрено 75 марок сварочной проволоки различного химического состава: выпускается 6 марок низкоуглеродистой проволоки (Св-08, Св-08А, Св-08АА, Св-08ГА,
Св-ЮГ'А и Св-10Г2), 30 марок легированной про-волоки (Св-08ГС, Св-08 Г2С, Св-12ГС,
Св-15ГСТЮЦА и др.) и 39 марок высоколегированной проволоки (Св- 12X13, Св-12Х 11НМФ,
Св-10Х 17Т и др.).
В легированной стали легирующих элементов содержится от 2,5 до 10%, в высоколегированной — более 10%.
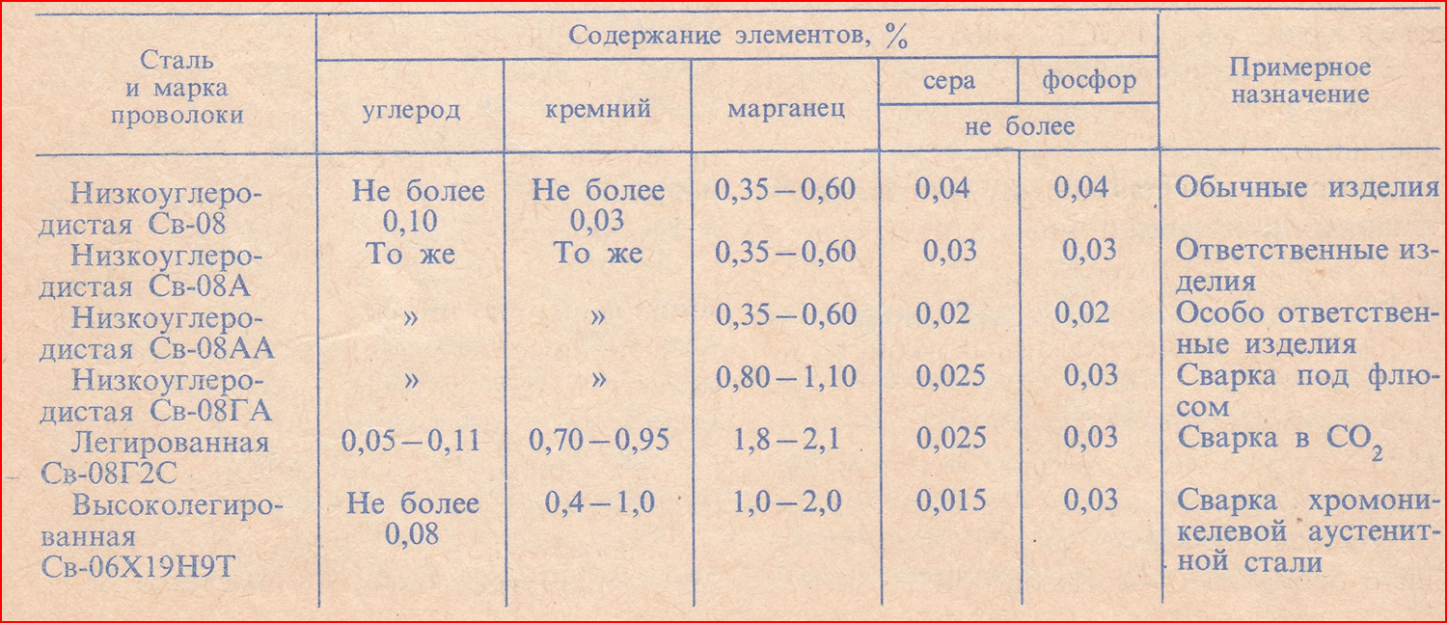
Буквы и цифры в написании марок проволоки обозначают: Св-08 — сварочная 0,08 % углерода (среднее содержание); А — пониженное, А А — еще более пониженное содержание серы и фосфора: Г — легированная марганцем; Г2 — содержащая до 2% марганца.
Условные обозначения легирующих элементов следующие: С — кремний, Н — никель,
М — молибден, Т — титан, Ю - алюминий, Ц цирконий, X — хром, Ф - ванадий. Б — ниобий,
В — вольфрам, Д — медь, Г - марганец.
В проволоке из низкоуглеродистой стали содержание углерода допускается не более 0,12%. Первые три марки (Св-08, Св-08А, Св-08АА) изготовляют из кипящей стали (Si 2, которые получаются от окисления углерода. Образованию этих газов способствует кремний, содержащийся в электродной проволоке из спокойной стали. В этом случае при высокой температуре сварочной ванны сначала окисляется кремний, как более активный, чем углерод, и позднее при охлаждении сварочной ванны — углерод, образуя газы СО и СО2, при выходе которых из затвердевающей сварочной ванны получаются наружные поры и свищи (крупные конусообразные поры).
При сварке электродом из кипящей стали более высокая концентрация угле-рода, чем кремния, способствует образованию СО и СО2 при более высокой температуре, поэтому газы успевают улетучиться из сварочной ванны до затвердевания металла шва. Кроме пористости применение проволоки из спокойной стали вызывает сильное разбрызгивание металла электрода, меньшее проплавление основного металла и худшее формирование шва. При медленном остывании металла шва (газовая, электрошлаковая сварка) применение проволоки из спокойной стали пористости не вызывает.
Проволоку выпускают следующих диаметров, мм: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4. 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Проволока с диаметром до 3 мм применяется для шланговой сварки; от 1,6 до 6,0 мм — для ручной сварки покрытыми электродами; от 2 до 5 мм — для автоматической сварки под флюсом; проволока больших диаметров — для наплавочных работ.
В стандарте указаны технические условия на маркировку, упаковку, транспортирование и хранение проволоки. Каждый моток или бухту проволоки снабжают металлической биркой, на ко-торой указано наименование завода-изготовителя, условное обозначение проволоки, номер партии, клеймо технического контроля.
По требованию потребителя проволоку изготовляют из стали, выплавленной электрошлаковым или вакуумно-дуговым переплавом, или в вакуумно-индукционных исчах; с омедненной поверхностью и ограниченным содержанием вредных примесей.
Каждая партия проволоки сопровождается сертификатом (удостоверением), содержащим основные технические данные.
Табл. Химический состав сварочной проволоки некоторых марок.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

