Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.05.2020 08:26

Недерова Галина Викторовна
Преподаватель спец.дисциплин
71 год
Местоположение
26.03.20г. 761 МСС
Категория:
Прочее
25.03.2020 18:48

Просмотр содержимого документа
«26.03.20г. 761 МСС»
Тема занятия : Контроль резьбовых, зубчатых соединений (практическое занятие)
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
Контроль резьбы представляет собой комплекс процедур по измерению важных характеристик нарезки. Для эффективного измерения параметров резьбы необходимо правильно определить методы и средства контроля. Во время контроля основных параметров нарезания чаще всего применяются методы трёх проволочек, средствами контроля выступают измерительные приспособления с индикаторами и микрометры. Существует 2 основных способа контроля резьбы:
Метод дифференцирования: каждый элемент измеряется в отдельности.
Метод комплексной проверки: проверка всех параметров производится совместно при помощи бесшкальных инструментов. Для контроля трубной и конической резьбы чаще всего используют калибры, измеряющие размеры, форму и взаимное расположение поверхности детали.
Дефекты резьбовых соединений
При контроле резьбовых поверхностей могут быть выявлены следующие дефекты резьбовых соединений:
Рваная нарезка. Этот дефект возникает при отличии диаметров отверстия и стержня от номинального диаметра. Также причиной может послужить недостаточная острота режущего инструмента. Для предупреждения проблемы необходимо тщательно проконтролировать значения всех диаметров и заменить затуплённый инструмент на подточенный.
Тупая нарезка. Этот дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. В итоге при нарезании профиль становится неполным. Чтобы избежать подобный дефект, нужно перед нарезанием провести точные измерения диаметров.
Конусность резьбы. Причиной появления этого дефекта выступает неправильный размер режущего предмета, зубья которого срезают лишний металл. Единственным способом решения этой проблемы является соотнесение установленных размеров детали и режущего прибора.
Тугая нарезка. При несоблюдении размерности детали и шероховатости резьбы инструмента процесс нарезания проводится с трудом. Этот дефект предупреждается при помощи корректного измерения параметров заготовки и определения правильных размеров режущего инструментов.
Для контроля дефектов резьбы используются калибры. Они подразделяются на следующие разновидности:
Калибр расположения. Этот вид калибров создаётся по среднедопускаемым размерам контролируемой детали. Проверка происходит посредством вхождения калибра расположения в заготовку. Если нарезание выполнено надлежащим образом, то вход должен совершиться с большей или меньшей плотностью плавно и гладко.
Калибры с пределами. Этот тип калибров изготавливается в соответствии с предельными размерами исходной заготовки. Он разделён на 2 стороны. Одна из них соответствует максимальному размеру детали, другая – минимальному. Одна сторона должна не проходить в измеряемое отверстие, чтобы мастер смог определить подлинные размеры детали.
Контрольные калибры. Этот вид калибров предназначен для проверки параметров отверстий непосредственно во время рабочего процесса.
Приемные калибры. Эти калибры являются специализированными инструментами, являющихся первостепенными рабочими приспособлениями для сотрудников отделения технического контроля (ОТК), которые осуществляют свою деятельность на проверочных пунктах.
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
призматическая: устанавливается на место пятки микрометра;
конусная: ставится в отверстие винта микрометра.
Для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Существуют дополнительные приборы с индикаторами для контроля конусности детали. Они создаются по международному стандарту API и определяют размер резьбовых соединений в диапазоне от 1,5 до 24 дюймов. Устройство этих приспособлений представлено съёмными, измерительными наконечниками. Они передают результаты измерений отдельному индикатору, который выводит полученные данные на экран. Мастеру, применяющему индикаторные приборы для определения конусности детали, не понадобятся приблизительные шаблоны для контроля. Эта особенность обусловлена тем, что наконечники приборов всегда стараются предоставить наивысшие показатели для индикатора на минимальном расстоянии в 1 дюйм.
Во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
Перед процедурой измерения необходимо подсчитать целое количество витков.
Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений. 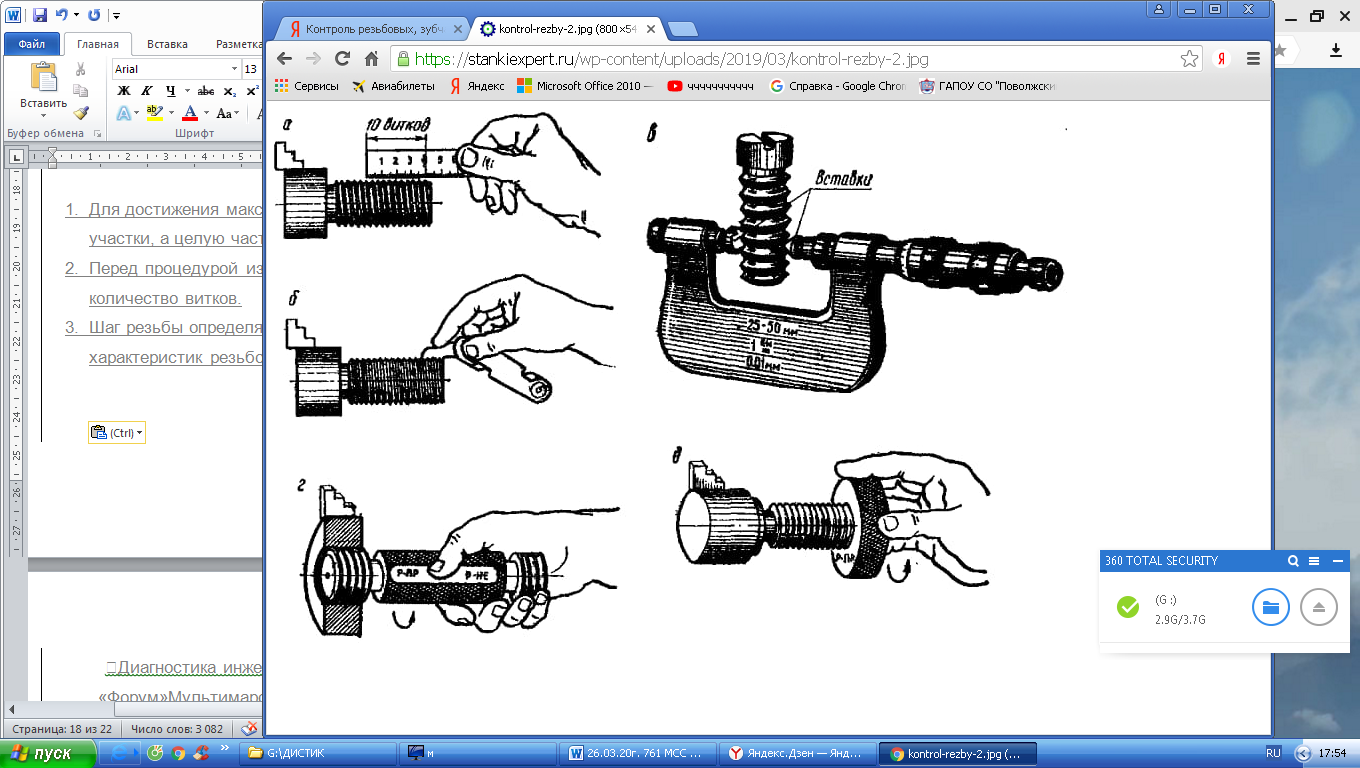
В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки. Важно, чтобы пластинка и отверстие резьбы совпали по размеру.
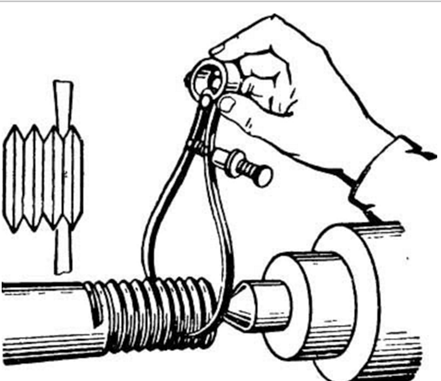
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений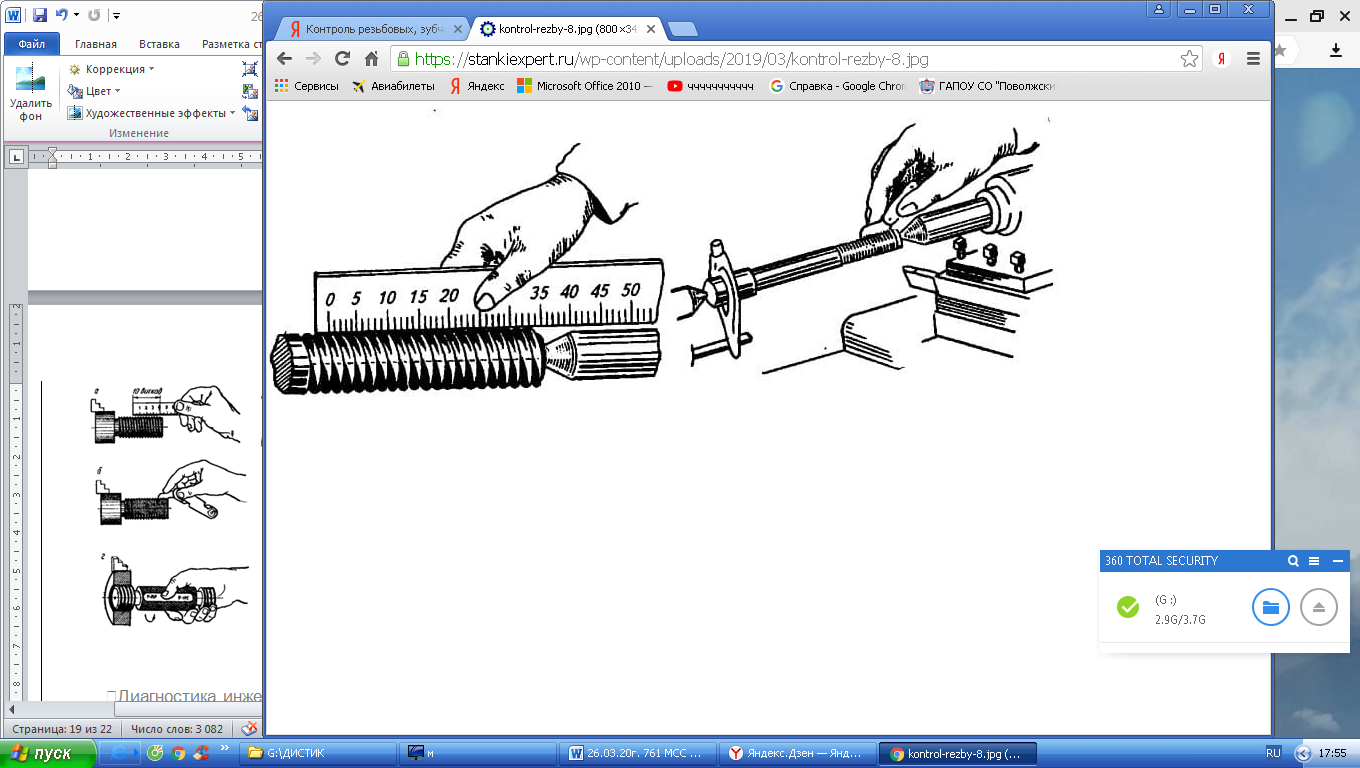
Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2[t])1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
Приложить микрометр к противоположному концу профиля и вычислить его размер.
Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
Измерение резьбы методом трех проволочек
Метод трех проволочек применяется главным образом для контроля среднего диаметра резьбы. Определение значений диаметра происходит путём накладывания проволок одинакового диаметра на впадины резьбовых соединений. Размер полученной конструкции измеряется микрометром. На конечные результат вычислений может очень сильно повлиять погрешность профиля. Для устранения этой погрешности необходимо наложить проволочки на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет эквивалента ширине выступов. Проволочки обязаны лежать следующим образом: 1 проволока размещена на впадине с левой стороны, а 2 другие – на впадинах с противоположной стороны. Важно, что во время измерений деталь не деформировалась, а проволоки не перегибались
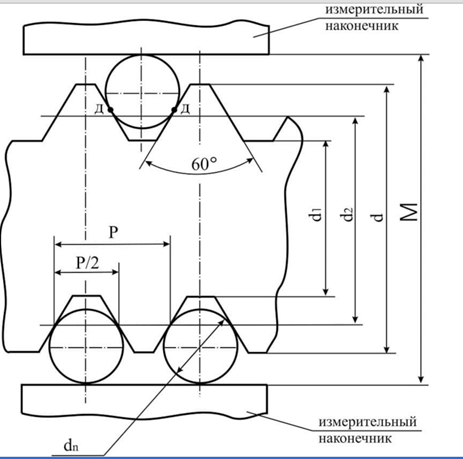
Помимо этого, сферой применения метода трёх проволочек является контроль диаметра трапецеидальной резьбы. Только в этом случае проверка детали проводится при помощи трех специальных роликов.
Контроль показателей зубчатых колес
Контроль показателей зубчатых колес, характеризующих контакт зубьев в передаче, таких как погрешность направления зуба, отклонения контактной линии от прямолинейности и от заданного направления осуществляют на специальных приборах. Поэлементный контроль отдельных показателей производят в случаях, когда не был осуществлен комплексный контроль по пятну контакта. Для поэлементного контроля используются ходомеры, контактомеры и другие специальные измерительные приборы.
Измерение толщины зубьев по хорде характеризует боковой зазор пары цилиндрических прямозубых или косозубых колес. Это измерение выполняет с помощью хордовых (кромочных) зубомеров, которые проверяют толщину зуба на заданном расстоянии от окружности вершин зубьев. Зубомеры имеют две взаимно перпендикулярные шкалы, одна из которых предназначена для измерения толщины зуба на заданной высоте, а вторая для установки на приборе заданной высоты от вершины зубьев.
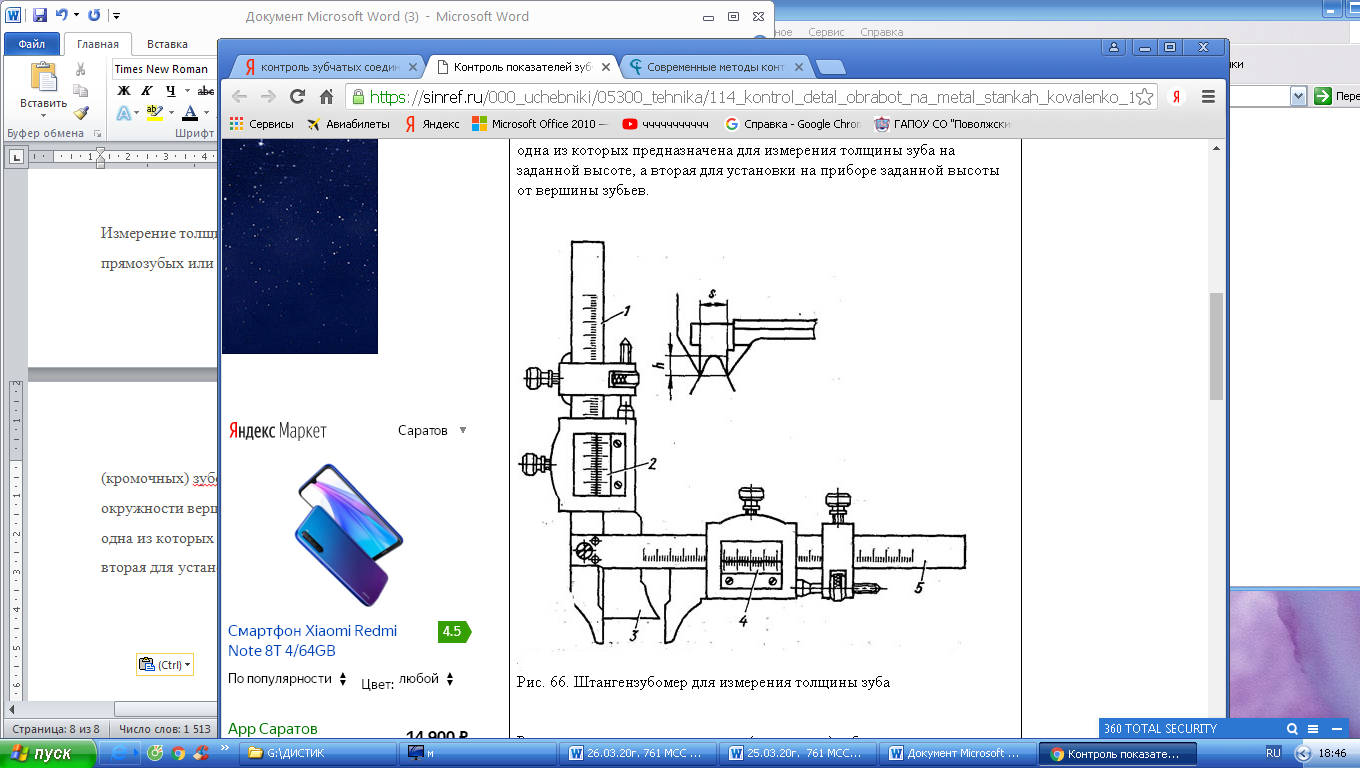
 Рис. 1 Штангензубомер для измерения толщины зуба
Рис. 1 Штангензубомер для измерения толщины зуба
Выпускают две модели хордовых (кромочных) зубомеров: штангензубомеры (рис. 1) и индикаторные зубомеры. При измерении толщины зуба штангензубомером вначале по вертикальной шкале 1 и нониусу 2 упор 3 устанавливают на размер заданной высоты h, а затем по горизонтальной шкале 5 и нониусу 4 ведут отсчет толщины зуба по постоянной хорде s. К
недостаткам штангензубомеров следует отнести низкую точность отсчета по нониусу (цена деления 0,1—0,05 мм), быстрый износ кромок измерительных губок, влияние на результат измерения отклонений диаметра окружности выступов. Большую точность измерения обеспечивают зубомеры с индикаторной головкой (цена деления 0,01 мм).
Для контроля толщины зуба колес невысокой точности в цеховых условиях иногда применяют предельные жесткие калибры-скобы, стороны ПР и НЕ которых соответствуют наибольшему и наименьшему размерам толщины зуба по постоянной хорде. Высота губок скоб соответствует расстоянию, на котором проверяется толщина зуба. У годной детали со стороны ПР должен быть зазор по толщине зуба, а со стороны НЕ — по высоте зуба. Для измерения толщины зуба колес внутреннего зацепления выпускают специальные зубомеры с индикаторными головками.
Тангенциальный зубомер отличается от кромочного тем, что его измерительные губки расположены под углом 40°, а размер по высоте зуба фиксируется наконечником измерительной головки, предварительно устанавливаемой в нулевое положение по
контрольному ролику для данного модуля, который входит в комплект прибора. Отклонение толщины зуба фиксируется по шкале измерительной головки. Нормы точности на конические зубчатые передачи установлены СТ СЭВ 186—75.
Для конических колес, как и для цилиндрических, установлено 12 степеней точности. Однако для 1—3-й степеней допуски стандартом не регламентированы. Стандарт содержит три вида норм: кинематической точности, плавности работы и контакта зубьев зубчатых колес и передач. Допускается возможность комбинирования степеней точности по этим трем видам норм. На допуски червячных цилиндрических передач вводится СТ СЭВ 311—76 взамен ГОСТ 3675—56.
Многие параметры, нормируемые в стандарте на червячные передачи, близки к установленным в ГОСТ 1643—72 для цилиндрических зубчатых передач. В стандарте установлены нормы и числовые значения для всех степеней точности (1—12) в связи с тем, что практически изготовляют червячные пары любых степеней точности [10].
Учитывая сложность геометрических форм конических зубчатых колес, особенно колес с криволинейной линией зубьев, контроль их в производственных условиях осуществляют преимущественно комплексным методом обкатом с измерительной шестерней или в паре с колесом, с которым будет образована рабочая передача. Данную проверку выполняют на специальных контрольных приспособлениях или стендах. Одновременно возможен контроль по пятну контакта. В промышленности широко используют контроль конических зубчатых колес в двухпрофильном (беззазорном) зацеплении
с измерительными колесами (по отклонениям измерительного межосевого угла или относительного положения колес вдоль оси). Комплексный двухпрофильный контроль конических зубчатых колес выполняют на приборах и контрольных приспособлениях. Следует учитывать, что изготовление конических измерительных колес представляет значительные трудности. Биение зубчатого венца конических колес измеряют на некоторых моделях биениемеров и универсально-измерительных приборов, оснащаемых необходимыми устройствами. Поэлементную проверку конических зубчатых колес производят в редких случаях, в основном для выявления погрешностей технологического процесса их изготовления. Измерение толщины зубьев конических колес производят на контрольно-обкатных стендах по величине бокового зазора при зацеплении с измерительным колесом, а также на биениемерах, снабжаемых дополнительными специальными устройствами.
Элементы червячного колеса измеряют на тех же измерительных приборах, что и соответствующих элементов цилиндрических зубчатых колес (обычно в среднем сечении червячного колеса).
Контроль и измерение элементов цилиндрических червяков производят следующим образом: осевой шаг измеряют на универсальном или инструментальном микроскопах, на проекторах или специальных приборах для проверки осевого шага; профиль .червяка контролируют на специальных профилемерах; биение витков червяка — на универсальном или инструментальном микроскопах, на проекторах или на плите с центрами и индикатором; толщину витков червяка — штангензубомером, тангенциальным зубомером, предельными калибрами-скобами; винтовую линию — на специальных приборах для проверки винтовой линии червяков.
В ряде случаев производят комплексную проверку червячных колес в двухпрофильном зацеплении с измерительным червяком. Для этого используют контрольные приспособления и приборы такого же типа, что и для цилиндрических зубчатых колес, но соответственно приспособленные. В собранной червячной передаче проверяют пятно контакта, боковой зазор передачи, межосевое расстояние и некоторые другие показатели точности червячных передач.
ЗАДАНИЕ
Заполните таблицу по методам контроля резьбовых и зубчатых соединений, воспользовавшись теоретическим материалом и примером заполнения таблицы. Ответ в виде фотоотчета прислать до 20.00 часов 26.03.20г.
| №п\п | Наименования контроля | Методика измерения | Применяемый инструмент |
| 1 | Контроль элементов цилиндрических червяков | Устанавливается на центра, подводят индикатор и проводят замер биения | Индикатор |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

