Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2020 11:01

Бородин Сергей Владимирович
Преподаватель
66 лет
Местоположение
Специализация
741 рдс 20.04.2020
Категория:
Прочее
19.04.2020 11:24

Просмотр содержимого документа
«741 рдс 20.04.2020»
20.04.2020 Способы контроля и испытания ответственных сварных швов в конструкциях различной сложности.
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
визуальный;
капиллярный;
проверка на проницаемость;
радиационный;
магнитный;
ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр

Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод
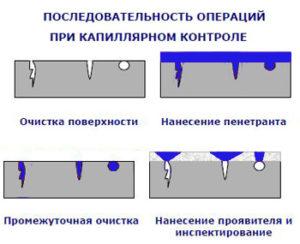
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ

Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия

Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия
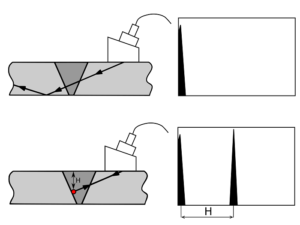
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
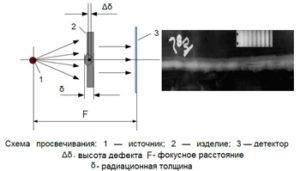
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Осуществление входного контроля сварочных материалов
Когда должна быть проконтролирована каждая партия сварочных и паяльных материалов? Этот вопрос нередко можно услышать на предприятиях самого разного масштаба: от мелкосерийных производств до крупномасштабных заводов. По умолчанию все сварочные материалы должны иметь собственный сертификат, который будет подтверждать их соответствие ГОСТам и стандартам качества. Также упаковка сварочных материалов должна содержать все основные данные о продукции.

Это основные условия, которые обязательны к выполнению. Но что насчет штучной проверки отдельно взятых сварочных материалов? Их, конечно, нужно проверять перед выпуском целой партии. Входной контроль просто обязателен, если вы хотите выпускать продукцию в соответствии с законами и правилами. В этой статье мы подробно расскажем, что проверяют при контроле сварочных материалов и как производится контроль.
КОНТРОЛЬ СВАРОЧНЫХ МАТЕРИАЛОВ
Слыша «контроль качества сварочных материалов» мы прежде всего представляем сварочные электроды, поскольку это самый многочисленный тип сварочных материалов. Качество электродов может проверяться несколько раз: в процессе их производства, в лабораторных условиях и перед проведением сварочных работ. Чем больше предприятие, тем чаще производят контроль, поскольку партии очень большие и не всегда удается с первого раза распознать брак.
КОНТРОЛЬ ЭЛЕКТРОДОВ
Самый просто тип контроля качества — внешний осмотр. Из всей партии произвольно выбирают до 20 электродов. Если партий несколько, то контролю подвергается каждая партия сварочных материалов. Из каждой партии берут еще 20 электродов. И лишь затем составляют акт. Если обнаружится, что во всей партии есть недопустимое количество электродов с дефектами, то вся партия бракуется.
Чтобы проверить механические свойства электродов диаметром до 3 мм, их бросают с высоты 1 метра на стальную плиту. Если диаметр электродов превышает 3 мм, то высота падения сокращается до 50 см. Электроды без дефектов не разрушаются при проведении такого испытания. Допускается незначительное откалывание покрытия и небольшие следы повреждений.

Также электроды погружают в емкость с водой и держат в течение суток. Температура воды должна составлять от 15 до 25 градусов. Бракованные электроды в ходе такого испытания начинают разрушаться.
Есть ряд дефектов, которые допустимы при изготовлении электродов. Они незначительно влияют на эксплуатационные характеристики продукции. Так допускается небольшая шероховатость покрытия, не более 3 мелких вмятин, не более 3 пор на 1 метр покрытия, не более 2 трещин длиной до 10-12 мм.
Толщина покрытия у электродов должна быть примерно одинаковой на протяжении всего стержня. Для проверки на поверхности покрытия делают небольшие надрезы в разных частях электрода и сравнивают толщину.
Также электроды испытают в деле. Ими формируют швы, наплавляют металл и выполняют резку. В ходе работ следят за стабильностью горения дуги, простотой ее поджига, формированием шва и прочими показателями. В качестве деталей используют стальные листы, детали сложных форм, металлические конструкции, трубы.
Если проверенные электроды соответствуют нормам, их хранят в сухих складских помещениях до момента отправки к основной партии. Производители рекомендуют перед сваркой просушить электроды в специальной печи. Ни в коме случае не используйте газовые горелки для прокалки электродов. В противном случае это может привести к ухудшению эксплуатационных свойств стержня.
КОНТРОЛЬ МАТЕРИАЛОВ ДЛЯ АУСТЕНИТНЫХ СТАЛЕЙ
Для аустенитных сталей используются специальные электроды и сварочная проволока. К этим материалам предъявляются повышенные требования, поэтому они проходят свой особый контроль. Чаще всего их проверяют на жесткость. Для этого подготавливают образец, на который в последующем будут наносить 6 наплавочных слоев и следить за образованием горячих трещин.
Для теста берут образцы, изготовленные из того же металла, что и проволока или электроды. Затем выполняют наплавку. Наплавочных слоев должно быть 6. Наплавлять нужно в нижнем пространственном положении, наплавляя каждый слой в том же положении, что и предыдущий. После наплавки каждого слоя необходимо дождаться его полного остывания и только затем наплавлять следующий.
После наплавки 6 слоев удаляют шлак и осматривают образец на наличие горячих трещин. В некоторых случаях образцы разрезают на несколько частей, затем подвергают травлению и осматривают под увеличительной лупой. Если обнаружатся трещины, вся партия электродов или проволоки будет считаться бракованной.
КОНТРОЛЬ ФЛЮСА
Флюс — еще один часто используемый сварочный материал. И он так же должен быть подвергнут контролю качества.
Для начала можно сравнить характеристики флюса с характеристиками в ГОСТе №9087-59. Если все показатели соответствуют, то это уже хорошо. Затем необходимо применить флюс в сварке и проследить за ходом выполнения работ. Зачастую в качестве тестовой детали используют металлические пластины или трубы. Используют только те режимы сварки, которые необходимы для конкретных сварочных работ.

Самые часто возникающие дефекты, образующиеся в сварных шва при наплавлении под слоем некачественного флюса — это поры и трещины. В таком случае выполняют более детальную проверку флюса. А именно степень его однородности, влажности, загрязненности. Если превышен показатель влажности, то флюс просушивают и затем снова выполняют сварку при тех же условиях.
После повторной сварки проверяют не только флюс, но и наплавленный под его слоем металл. Специалисты исследуют содержание углерода и серы. Исследования проводятся путем химического анализа. Проба берется с верхнего слоя шва.
Если после проведения всех этих проверок качество наплавленных швов не соответствует нормам, то вся партия флюса бракуется. В особых случаях партию могут еще раз просушить в промышленной печи и снова провести все этапы проверки. Но такие работы проводятся крайне редко, поскольку требуют дополнительных временных и материальных затрат.
Тип флюса не так важен при проверке. Большинство флюсов проверяют одинакового, будь они предназначены для пайки медных проводов или для сварки особо ответственных конструкций.
КОНТРОЛЬ ЗАЩИТНЫХ ГАЗОВ
В современной сварке используются самые разнообразные защитные газы. Чаще всего применяют аргон, углекислоту, гелий или их смеси в различном соотношении. Газ поставляется в баллонахразличного объема (зачастую от 5 до 40 литров). Каждый баллон имеет свой сертификат, в котором прописываются характеристики, соответствие ГОСТам, степень влажности и прочие показатели. Если газовый баллон не имеет сертификата, то запрещается его использование.

Если баллон имеет сертификат, то его качество редко проверяют. До контроля дело доходит только в том случае, когда в полученных сварных соединениях образовываются поры, трещины и прочие дефекты.
КОНТРОЛЬ ПРОВОЛОКИ
Заводы поставляют сварочную проволоку в так называемых бухтах, на которых должна присутствовать специальная металлическая бирка. На бирке указывается изготовитель, марка сварочной проволоки и номер плавки металла. Существует три основных ГОСТа, согласно которым изготавливается проволока. Проволока из стали должна быть изготовлена согласно ГОСТу №2246-70, наплавочная проволока из стали согласно №10543-63, а алюминиевая проволока согласно №7871-63.
Также вся сварочная проволока должна иметь соответствующий сертификат качества. В сертификате указывают марку проволоки, ее диаметр, изготовителя, В сертификате на сварочную проволоку указываются диаметр и марка проволоки, завод-изготовитель, номер плавки, вес проволоки, ее химический состав. Данные из сертификата нужно сверить с выше перечисленными ГОСТами. Это самый простой метод контроля.

Еще можно произвести внешний осмотр проволоки. На ней не должно быть следов окислов, грязи или масла. Если проволока все же не соответствует этому правилу, ее можно очистить с помощью механического или химического метода. После очистки проволока считается пригодной для использования.
Дополнительно проволоку нужно проверить в деле. С ее помощью наплавляют контрольное сварное соединение и изучают его. Если у наплавленного металла обнаружены поры или трещины, то показаны дополнительные тесты.
Для этого берут металлическую пластину толщиной около 1 см, либо трубу с толщиной стенки не менее 8 миллиметров. Выполняют сварные соединения. После чего детали разрезаются на несколько заготовок и отправляются на экспертизу. Полученные швы подвергаются механическому воздействию. Если большинство разрезанных деталей не проходят испытаний, проволока оправляется в брак.
Если у проволоки нет сертификата, то к ней предъявляются повышенные требования. В таких случаях требуется особо тщательный контроль. Специалисты определяют химический состав проволоки и проводят соответствующие испытания на формирование шва и отсутствие дефектов. Если все испытания прошли успешно, проволока допускается к применению.
КОНТРОЛЬ ДЛЯ ДЕФЕКТОСКОПИИ
Существуют технологичные методы контроля качества. О многих из них мы уже рассказывали в этой статье. Один из способов — дефектоскопия. И материалы, использующиеся в ходе контроля, тоже должны быть подвержены испытаниям, хотя и не являются сварочными материалами. Так удастся добиться наилучшего результата при контроле сварных швов.
Для дефектоскопии используется рентгеновская пленка, лента ферромагнитная и специальные усиливающие экраны. Именно их нужно проверить перед проведением дефектоскопии. Здесь нет ничего сложного. Нужно сравнить данные на этикетке с данными в государственных стандартах. Также нужно проверить целостность упаковочного материала. Эту работу обычно выполняют лаборанты.
Если материалы не соответствуют стандартам, они бракуются и не допускаются до дефектоскопии.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

