Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2020 11:01

Бородин Сергей Владимирович
Преподаватель
66 лет
Местоположение
Специализация
741 рдс 26.03.2020
Категория:
Прочее
25.03.2020 08:59

Просмотр содержимого документа
«741 рдс 26.03.2020»
26.03.2020 Выполнение расчета расхода аргона и электроэнергии при плазменной резке легированных сталей.
Чистый аргон применяют довольно редко, т. е. в основном для резки тонколистового металла.
Аргоно-плазменная резка приводит к появлению повышенной литой зоны и зоны термического влияния (ЗТВ) на кромках вырезанных деталей (14{. Форма реза характеризуется большим скосом кромок и наличием на их нижней грани трудноотделимого грата. Это обусловлено тем, что тепло плазменной дуги реализуется в основном в верхней части полости реза, вследствие чего стекающие по стенкам продукты резки в нижней части реза почти не раскисляются: они недостаточно жидкотекучи и поэтому плохо удаляются газовой струей. Характерной особенностью резки с применением аргона является то, что эта плазмообразующая среда не требует высокого напряжения для возбуждения дуги и обеспечивает надежный устойчивый процесс. При этом применяется наиболее простой по конструкции плазмотрон с акисиальной подачей газа. Кроме того, аргоновая плазма по сравнению с другими средами заметно снижает образование вредных газов и аэрозолей. В связи с этим аргон чаще всего используется при ручной плазменной резке.
Азотно-плазменная резка находит большее применение. Скорость резки на азоте значительно выше, чем на аргоне. Азотная дуга обладает хорошей проплавляющей способностью. Ширина реза и наличие грата на кромках при использовании азота меньше, чем при применении аргона. При резке металлов малых толщин грат отсутствует.
Проведенные исследования показали [15], что с применением азота обеспечивается достаточно высокое качество резки нержавеющих сталей (особенно малых толщин). Качество резки алюминиевых сплавов и сплавов меди хуже, чем при использовании азотно-водородных смесей, но лучше, чем в аргоне. Азот по сравнению с аргоном сильнее взаимодействует с вольфрамовым электродом с образованием нитридов и окислов вольфрама и тем самым снижает его работоспособность (особенно при больших значениях силы тока). Так, при силе тока 200 А длина электрода за 1 ч непрерывной работы уменьшается на 0,4 мм; при силе тока 400 А длина электрода уменьшается соответственно на 1,1 мм; при увеличении силы тока до 500 А и выше разрушение вольфрамового электрода происходит еще быстрее.
Основная причина такого быстрого разрушения катода связана с тем, что применяемый технический азот не является достаточно чистым. Он может содержать до 1 % кислорода и более.
По сравнению с аргоном плазменная резка в азоте сопровождается интенсивным выделением бурого дыма и вредных газов — окислов азота, поэтому требуются интенсивная вентиляция или индивидуальные средства защиты газорезчика. С целью повышения эффективности использования азота для плазменной резки его предварительно подогревают (87[. Подогрев газа до температуры 200—300 °С осуществляется в медной трубке, по которой его подают в камеру плазмотрона. С помощью термопары в зоне застоя газа определяют его температуру в зависимости от степени его нагрева (до возбуждения режущей дуги и после ее возбуждения).
Установлено, что при подогреве азота, подаваемого в камеру плазмотрона, обеспечиваются существенное увеличение производительности резки и улучшение качества кромок реза при ограниченных расходах азота.
Предварительный подогрев газа способствует повышению давления в камере плазмотрона, что даже при сравнительно низких расходах его позволяет получить необходимую скорость истечения газа из канала сопла и обеспечить высокую кинетическую энергию столба плазменной дуги. Выполнение резки при малых расходах плазмообразующеге аза повышает эксплуатационную надежность вольфрамовых электродов
Для повышения энергетических параметров плазменной дуги аргон и азот используют в смеси с водородом. Большая часть водорода в дуге диссоциирует с поглощением тепла при относительно низкой температуре с образованием атомарного газа. Например, водород диссоциирует на 90 % при температуре 4700 К, а азот — при 9000 К [/"].
При последующей рекомбинации атомов водорода на стенках полости реза освобождается дополнительное тепло, заимствованное в нерабочих частях дуги (приблизительно 105 ккал).
В аргоноводородной смеси, содержащей до 35 % водорода, оказалось возможным резать алюминий и его сплавы, получая інь: машинной резке качественный рез с чистыми и ровными кромками, свободными от натеков и грата.
При использовании водорода требуется поддерживать высокое напряжение. Дежурную дугу возбуждают на аргоне, а при переходе на рабочий процесс включают водород. Во избежание расплавления сопла вспомогательной дугой силу тока ограничивают балластным сопротивлением в цепи электрод — сопло до 15—20 А. Максимальная скорость резки при аргоноводородной плазме достигается при оптимальном значении расстояния между соплом и разрезаемым листом, равном б—7 мм. Производительность резки нержавеющей стали при силе тока 300 А (плазмообразующая среда Аг 80 % + Н2 20 %) следующая:
Толщина металла, мм……………………………….. 6………….. 8 10 15 20 26
Скорость резки, мм/с………………………………… %………… 30 26 17 12 8
При большей скорости резки происходит непрорезание металла. При скорости резки меньше оптимальных значений рез получается неровным, широким и с большими натеками. Это обусловлено тем, что вследствие несоответствия между скоростью резки и мощностью плазменной дуги избыточное количество тепла, выделяемое плазменной дугой, поглощается кромками реза и при перемещении дуги вокруг нее образуется область перегретого металла.
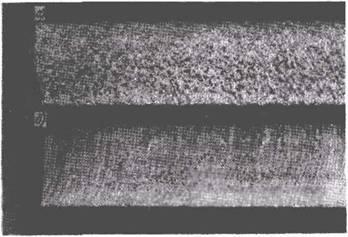
При применении аргоноводородной смеси уменьшается окисление и исключается прилипание частичек расплавленного алюминия и окислов к поверхности реза. Качество поверхности реза получается более высоким, чем при резке с использованием воздуха (рис. 2.12).
Добавка водорода в смесь тем эффективнее, чем больше толщина разрезаемых листов [15]. Более того, толстые листы металлов с высокой теплопроводностью (медь, алюминий и их сплавы) вообще невозможно резать в аргоновых смесях, не содержащих водород, так как необходимые плотности тепловых потоков порядка 103 кВт/см для их резки возможно получить только при использовании водородосодержащих сред. При силе тока до 400 А скорость резки не зависит от того, какой применен состав газа — аргон с водородом или азот с водородом. При силе тока более 700 А скорость резки в аргоноводородной среде при тех же мощностях выше
Смесь азота с водородом в настоящее время чаще всего применяется для резки алюминия, меди, их сплавов и высоколегированных сталей.
|
Рис. 2.12. Поверхность плазменного реза сплава алюминия: а - воздушная плазма; б — аргоноводородная плазма |
Повышенное напряжение при резке обеспечивает более высокий уровень энергии при меньшем значении тока.
Качество кромок при резке малоуглеродистых и нержавеющих сталей в аргоно — и азотно-водородных смесях при соблюдении оптимальных режимов удовлетворительное [16]. В случае резки в азотно-водородной смеси можно использовать кромки под сварку без дополнительной механической обработки. Однако, как правило, на нижней кромке реза стальных листов толщиной свыше 20 мм по всей длине возникает характерный валик (наплыв) округлой формы, который плохо поддается обработке. Применение для резки 50 %-ной смеси азота с водородом позволило почти полностью исключить появление наплывов на кромках листов толщиной 20—25 мм. Скос кромок, шероховатость поверхности, наличие грата на кромках зависят от состава плазмообразующей среды, а также от скорости резки, расстояния от плазмотрона до листа, величины тока.
Существенное влияние на процесс плазменной резки и качество кромок деталей оказывают конструктивные элементы плазмотрона, и в частности катодного и соплового узлов, а также способ подачи газа в полость сопла. При исследовании процесса резки алюминиевого сплава марки Д16 толщиной 25 и 60 мм подавался плазмообразующий газ аргон + водород [10]. Аргон подавался аксиально вдоль вольфрамового электрода, водород — тангенциально. При этом сила тока достигала 260—280 А, расход аргона составлял 0,13—0,23 л/с, водорода —0,08—0,15 л/с. При работе плазмотрона дежурную и основную дугу возбуждали на аргоне, а после этого одновременно автоматически повышали силу тока и расход водорода. При уменьшении размера каналов для подачи аргона в 1,4 раза и увеличении каналов для поступления водорода примерно в 1,3 раза (при тех же расходах газов) скорость резки изменилась с 38,3 до 52,8 мм/с; качество поверхности реза улучшилось, уменьшился грат на кромках.
При аксиально-тангенциальной подаче плазмообразующих газов в прикатодную зону дуги положительное влияние на повышение скорости резки оказывает увеличение расстояния между электродом и каналом сопла. Увеличение прикатодного участка столба дуги приводит к возрастанию
мощности дуги за счет повышения напряжения. При этом увеличивается объем газа в прикатодной камере вследствие подогрева, что приводит к снижению его расхода. Авторы работы [10] отмечают, что скорость резки и качество реза повышаются также при концентрации и увеличении кинетической энергии потока плазмообразующего газа за счет приближения завихрителя к каналу сопла.
Исследования показали, что при аксиально-тангенциальной подаче аргона и водорода с ростом толщины разрезаемого металла расход этих газов для получения оптимальных производительности и качества резки до определенных пределов следует уменьшать. Например, при резке металла толщиной 25 мм, силе тока 310 А и скорости резки 83,3 мм/с поток плазмы должен быть более «жестким», чем при резке металла толщиной 00 мм при силе тока 300 А и скорости резки 20,0 мм/с. Для толщины 60 мм более важны тепловые характеристики плазменной дуги, так как скорость плавления металла и его выдувание по сечению реза при одинаковом токе значительно ниже, чем при резке листа толщиной 25 мм. При резке металла толщиной 60 мм скорость растет с увеличением суммарного расхода аргона и водорода с 0,18 до 0,25 л/с, а затем при большем увеличении расхода падает. Напряжение при этом увеличивается со 130 до 150 В, а сила тока снижается с 300 до 280 А, мощность дуги возрастает с 39 до 42,8 кВ-А.
Первоначальное повышение скорости при увеличении расхода газов объясняется возрастанием степени обжатия и концентрации дуги. При дальнейшем увеличении расхода газов падение скорости резки связано с охлаждающим действием столба дуги газом (особенно водородом), которое происходит несмотря на повышение мощности дуги.
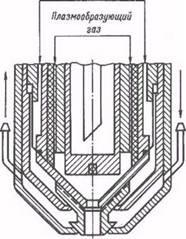
По влиянию состава плазмообразующих газов проводились исследования на стали толщиной 65 мм. Резка выполнялась на установке АПР-402, (исп. 07), обеспечивающей напряжение холостого хода 400 В, с помощью плазмотрона ПМР-74 (рис. 2.13). В качестве плазмообразуюшего газа использовался азот, а также смеси азота с водородом и газ. Элегаз — шестифтористая сера (SFe); при смешивании его с аргоном для сварки была обеспечена большая проплавляющая способность дуги. С этой же целью газ был опробован для плазменной резки в качестве добавки к азоту.
Результаты проведенных исследований приведены в табл. 2.1.
Плазмообразующая среда, состоящая из двух газов, подавалась в плазмотрон двумя способами: 1) через смеситель как один однородный газ; 2) раздельно — азот через завихритель как основной газ, а вспомогательные газы — в канал составного сопла (рис. 2.14).
Однако использование смесей азота с водородом, подаваемых через завихритель и раздельно по указанным выше схемам, не дало положительных результатов. При совместной подаче газа до 5 % с азотом скорость резки возросла на 50—70 %. Но при этом в считанные секунды гафниевая вставка электрода была разрушена, электрод прогорел насквозь. При раздельной подаче этот газ существенного влияния на процесс резки не оказал.
На кромках реза при использовании газа образовывался бурый налет вследствие термохимической реакции. Выделяющийся обильный дым при резке был очень едким и вызвал кашель. В связи с этим дальнейшие работы в этом направлении были прекращены.
Особого внимания заслуживает поведение водорода в составе азотноводородной смеси. При проведении экспериментов было обнаружено, что
|
|

| Рис. 2.14. Схема плазмотрона для плазменной резки с дополнительной подачей газа в канал сопла |
| Вода Вода |
|
|
| Дополнительный газ |
| Таблица 2.1. Влияние состава плазмообразующей среды на процессе резки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечания: I. Во всех случаях расход газа составлял 1,4—1,6 л/с. 2. При использовании азота с водородом эти газы смешивались и подавались через завихритель. 3. При использовании азота и газа применялась раздельная подача.
водород при увеличении его расхода сильно уменьшает яркость дуги. Последняя, как и скорость резки, особенно заметно снижалась при расходе водорода более 30 % в составе азотно-водородной смеси. При проведении экспериментов ставилась задача получить наиболее концентрированную дугу за счет повышения расхода плазмообразующей среды и обжатия дуги газом в канале сопла. Из табл. 2.1 следует, что расход газа был достаточно высокий — 1,4— 1,6 л/с, доля водорода в смеси составляла 20—40 % (0,3—0,6 л/с), т. е. она была значительно выше, чем при исследованиях по резке алюминиевого сплава [10], рассмотренных выше.
При больших расходах газа возросли напряжение и мощность электродугового разряда, что, казалось, должно было способствовать увеличению проплавляющей способности дуги, однако этого не произошло. Охлаждающее действие водорода оказало более сильное влияние на дугу, чем обжатие на повышение ее тепловой концентрации. Аналогичное действие водорода проявилось при использовании аргоноводородной смеси при резке алюминиевого сплава [10] и резке высоколегированной коррозионно-стойкой стали типа Х18Н9 [97]. Следовательно, для того чтобы увеличить кинетическую энергию столба дуги и его приникающую способность при оптимальных расходах газа, необходимо повышать его давление в полости сопла, но только не за счет увеличения общего расхода.
Увеличение давления может быть достигнуто или за счет предварительного подогрева газа, или за счет увеличения расстояния между электродом и соплом. Увеличение прикатодного пространства приводит к повышению катодного напряжения и увеличивает нагрев газа в полости сопла, а следовательно, и его давление.
В настоящее время использование водорода при плазменной резке ограничено, так как это связано с целым рядом трудностей. Водород взрывоопасен и легко воспламеняется, его не легко обнаружить, так как он не имеет запаха, транспортировка водорода затруднена. Наиболее доступным химическим соединением, содержащим водород, является природный газ, состоящий в основном из метана. Однако (как показали исследования) углерод, входящий в состав метана, оказывает отрицательное действие на электрод. Она образует с вольфрамовым электродом карбиды вольфрама, что приводит к довольно быстрому износу катода [75]. Опыт использования химически связанного водорода показал, что газ, содержащий водород, должен подаваться в катодную область дуги. Например, в качестве водородной добавки используют «смешанный газ», который состоит из следующих компонентов: 19,8 % N2, 79,9 % Н2, 0,3 % CRt, или 24 % N2, 72-74 % Н2, 1,5 % СН4, 1 % С02, 0,03 % СО.
Смешанный газ содержит водород в несвязанном молекулярном виде, что особенно важно для выполнения основной функции плазмообразующего газа. Смешанный газ — основное сырье азотно-тукового предприятия. Он имеет низкую стоимость, транспортабелен, производится в большом количестве.
Исследования показали, что скорости и качество резки в аммиаке и при использовании смешанного газа получаются такие же, как и при применении азотно-водородных смесей в тех же соотношениях между азотом и водородом и при тех же расходах газа. При этом аммиак подается непосредственно в дуговое пространство плазмотрона, где он диссоциирует на исходные элементы — азот и водород.
Систематических исследований с использованием гелия в качестве добавки в ппазмообразующую среду не проводилось. Однако на основе отдельных ОПЫТОВ | 15] МОЖНО иметь некоторое продет.)р. лечие о (‘ВОЙС"8аХ дуги с использованием гелия. В аргоногелиевой дуге при силе тока 500 А была получена скорость резки медного листа толщиной 50 мм, равная 0,35 мм/с. При использовании чистого аргона такой лист разрезать не удалось. Это свидетельствует о том, что добавка гелия к аргону позволила повысить энергетические параметры дуги таким же образом, как и добавка водорода. Однако для ионизации гелия необходима высокая температура. А так как гелий имеет большую теплопроводность, то при высоких температурах могут произойти перегрев и расплавление сопла. В связи с этим гелий может быть использован в качестве добавки к аргону или азоту. По-видимому, наиболее целесообразно гелий использовать в смеси с аргоном для плазменной резки такого металла, как титан, для которого взаимодействием с водородом, азотом, кислородом является нежелательным.
Основным требованием при плазменной резке является обеспечение высокого качества кромок вырезаемых деталей при минимальных теплоэнергетических затратах. Одним из способов выполнения этих требований является создание более совершенной аппаратуры для плазменной резки, надежной в работе, обладающей меньшей электрической мощностью источников питания режущей дуги и плазмотронов с. малыми диаметрами сопел. Для таких плазмотронов не требуются большие токи, поэтому скорость резки и толщина разрезаемого металла ограничены, хотя скорость значительно выше, чем при кислородной резке. Качество реза, получаемое при использовании аппаратов с такими плазмотронами, во многих случаях такое же или даже лучше по сравнению с автоматической кислородной резкой.
Выбор плазмообразующей среды определяется разрезаемым материалом, его толщиной, используемым оборудованием. В настоящее время зарубежными фирмами выпускаются самые различные аппараты для плазменной резки с токовыми параметрами от 50 до 750 А [83]. Аппараты последних лет характеризуются широким разнообразием для резки на малых, средних и больших токах.
Первые аппараты разрабатывались и предназначались на большой диапазон разрезаемых толщин и обладали, как правило, большой мощностью. Резка металлов малых толщин с их использованием не обеспечивала необходимого качества. Новые аппараты предназначены для резки металла сравнительно небольшого диапазона толщин.
Рекомендуемыми плазмообразующими газами для плазменной резки сталей и цветных сплавов, по данным зарубежных фирм, являются в основном аргоно — и азотно-водородные смеси. Для резки сталей, по их мнению, следует применять для малых толщин аргоно-кислородную смесь, для средних и больших толщин — воздух, азот, азот-|-вода. Для резки алюминиевых сплавов и нержавеющих сталей рекомендуется применение аргоно-, азотно-водородных, аргоно-азотных смесей, а также азот-|- +вода.
26.03.2020 Изготовление чертежей шаблонов для резки изделий сложной конфигурации из листового металла.
Высоки требования к выполнению внешних контуров современных самолетов и к обеспечению взаимозаменяемости его агрегатов, узлов и деталей приводят к необходимости создания большого количества объемной оснастки, применяемой заготовительными цехами и цехами сборочной оснастки: пространственные макеты агрегатов, макеты сечений, обтяжные пуансоны, болванки, формблоки, оправки, контрольные приспособления и др.
Взаимосвязь шаблонов и объемной оснастки и их применение при изготовлении заготовительной и сборочной оснастки лучше всего проследить по схеме увязки плазово-шаблонной, заготовительной и сборочной оснастки приведенной на рис.6.1.
Изготовление шаблонов
Шаблоны представляют собой копии контуров и разверток самолетных деталей. Они обычно выполняются из тонкой листовой стали и служат для изготовления и контроля технологической оснастки и деталей самолета. Шаблонами называются жесткие носители формы и размеров, обеспечивающие взаимозаменяемость деталей, узлов и агрегатов самолета при их изготовлении.
Плазово-шаблонный метод производства вносит свои особенности в технический контроль деталей и узлов самолета. Здесь в отличие от общего машиностроения точность деталей и узлов оценивается путем их сопоставления с соответствующей плазово-шаблонной оснасткой.
Основными характеристиками шаблона являются: контур, координатные и конструктивные оси, установочные линии, отверстия и нанесенная на шаблон техническая информация.
В зависимости от назначения шаблоны подразделяют на три основные группы:
· Основные шаблоны применяются для изготовления, технологической увязки и контроля производственных шаблонов. Эти шаблоны являются первоисточниками контуров и технической информации и в производственные цехи завода не выдаются.
· Производственные шаблоны применяются для изготовления и контроля заготовительно-штамповочной и стапельно-сборочной оснастки, а также деталей самолета. Эти шаблоны хранятся в производственных цехах завода.
· Эталонные (контрольные) шаблоны применяются в исключительных случаях, например, при изготовлении шаблона обрезки контура и кондуктора для сверления отверстий сложной конфигурации, а также при изготовлении на смежных заводах самолетных горячештампованных, литых и механообрабатываемых деталей. В этом случае эталонный комплект шаблонов пересылают заводу-изготовителю деталей.
Номенклатура шаблонов
Номенклатура основных и производственных шаблонов не является неизменной и в зависимости от технических условий на изготовление изделия и оснащенности предприятия оборудованием может изменяться.
Установившейся номенклатуры для эталонных шаблонов не существует, и в зависимости от требований ими могут быть любые шаблоны.
Типовая номенклатура шаблонов, состоящая из двух наименований основных и десяти производственных, приведена в таблице 6.1.
Независимо от программы выпуска самолетов на данном заводе все шаблоны изготавливают только в одном экземпляре в так называемом рабочем комплекте. Это позволяет избежать ошибок при изменении конструкции деталей самолета и при внесении соответствующих изменений в выпущенные ранее шаблоны.
Таблица 6.1.
Номенклатура применяемых шаблонов
|
| |||
| Группа | Наименование | Условное обозначение | Назначение |
| Основные шаблоны | Шаблон контрольно-контурный | ШКК | Изготовление, технологическая увязка и контроль узлового комплекта шаблонов, а также шаблонов приспособлений |
| Отпечаток контрольный | ОК | Изготовление, технологическая увязка и контроль узлового и детального комплекта шаблонов, а также изготовление отдельных шаблонов |
|
| Производственные шаблоны | Шаблон контура | ШК | Изготовление, увязка и контроль детального комплекта шаблонов, а также заготовительно-штамповочной оснастки |
| Шаблон внутреннего контура | ШВК | Изготовление и контроль формблоков, оправок и деталей |
|
| Шаблон развертки детали | ШР | Разметка и контроль разверток деталей, вырубных штампов и шаблонов фрезерования |
|
| Шаблон заготовки | ШЗ | Разметка заготовок деталей сложной пространственной формы |
|
| Шаблон фрезерования | ШФ | Изготовление разверток деталей на фрезерных станках |
|
| Шаблон контура сечения | ШКС | Изготовление и контроль формблоков, оправок, болванок, обтяжных пуансонов и самолетных деталей сложной формы |
|
| Шаблон гибки | ШГ | Изготовление и контроль профильных и трубчатых деталей, имеющих кривизну в одной плоскости, оправок и приспособлений |
|
| Шаблон обрезки и кондуктор для сверления отверстий | ШОК | Разметка деталей под обрезку по контуру и длине, сверление в них отверстий |
|
| Шаблон приспособления | ШП | Изготовление элементов сборочных приспособлений и их монтаж |
|
| Шаблон разный | РШ | Выполнение единичных работ, связанных с проверкой установки деталей на самолет, и т.д. |
|
Комплектность шаблонов
Для обеспечения геометрической и технологической увязки всех деталей, входящих в узел, шаблоны изготовляют комплектами.
Увязка шаблонов необходима для достижения взаимозаменяемости деталей, узлов и агрегатов и обеспечивается при изготовлении шаблонов в пределах установленных допусков.
При изготовлении и контроле комплекта шаблонов увязку производят по контурам, координатным и конструктивным осям, установочным линиям, отверстиям, сериям выпуска шаблонов.
Комплекты шаблонов подразделяют следующим образом:
· детальный комплект шаблонов;
· узловой комплект шаблонов;
· комплект шаблонов приспособлений ШП (на стапель);
· комплект шаблонов контура сечений ШКС (на макет поверхности или болванку).
Детальный комплект шаблонов - группа шаблонов, необходимых для изготовления какой-либо детали. Эти шаблоны связаны между собой геометрией детали и технологическим процессом ее изготовления.
Номенклатура шаблонов, входящих в детальный комплект, зависит от конфигурации детали и приведена в таблице 6.2.
Таблица 6.2.
Детальные комплекты шаблонов
|
| |
| Форма детали | Шаблоны, входящие в комплект |
| Плоская деталь | ШК, ШР, ШВК, ШФ, ШР (частичный) |
| Профильная деталь | ШК, ШОК, ШГ |
| Объемная деталь | ШОК, ШЗ, комплект ШКС |
В узловой комплект шаблонов входят шаблоны, необходимые для выполнения всех деталей, входящих в данный узел. Узловой комплект объединяет несколько детальных комплектов шаблонов.
Комплекты шаблонов ШКС и ШП состоят из группы шаблонов ШКС, необходимых для изготовления (контроля), например, выклеечной формы под выклейку обшивки. Или группы шаблонов ШП, необходимых для изготовления сборочных приспособлений, например, для сборки нервюр крыла.
В настоящее время комплекты ШКС и ШП изготавливают на фрезерных станках с ЧПУ по программам, подготовленным CAD/CAM-системах по моделям деталей.
Технологический процесс изготовления шаблонов
Технологический процесс изготовления шаблонов включает в себя следующие основные операции:
· Раскрой заготовки;
· Разметка контура и осей;
· Вырезание по контуру;
· Опиливание по контуру;
· Разметка отверстий;
· Сверление отверстий;
· Нанесение информации и маркировки;
· Контроль шаблона;
· Окраска.
В настоящее время первые три операции, а также операции разметки и сверления отверстий (за исключением базовых - они сверлятся до обработки шаблона, т.к. они необходимы для фиксации заготовки на столе станка) осуществляются на фрезерных станках с ЧПУ.
В шаблонах сверлят комплекс технологических отверстий, необходимых для изготовления заготовительной и сборочной оснастки, деталей самолетов, а также для сборки их в узлы и агрегаты.
Номенклатура, обозначения и назначение технологических отверстий, выполняемых в шаблонах, приведены в таблице 6.3.
Таблица 6.3
Отверстия на шаблонах
|
| ||
| Наименование отверстий | Обозначение | Назначение |
| Базовые | БО | Установка заготовок на стол станка; сборка шаблонов в «корзинку». |
| Сборочные | СО | Создание возможности правильной сборки всех входящих в узел деталей без применения сборочных приспособлений. |
| Направляющие | НО | Сверление отверстий под заклепки, анкерные гайки или болты во всех сопрягаемых деталях узла. |
| Инструментальные | ИО | Установка ловителей в инструментальных штампах; сверление отверстий в развертках деталей, необходимых для их установки на штампы. |
Как уже было отмечено, изготовление шаблонов происходит на фрезерных станках с ЧПУ, причем управляющие программы подготавливаются в системе «Cimatron it». Базовый набор управляющих программ включает программу обработки, программу разметки и программу сверления отверстий.
Создание шаблона происходит по следующей последовательности действий:
1. Подготовка информации на выпуск шаблона.
а. Построение сечения или развертки модели шаблонируемой детали - определение контура обработки - средствами графической системы («Cimatron it»).
б. Разметка осей и отверстий («Cimatron it»).
в. Изготовление и контроль паспорта на шаблон.
г. Создание управляющей программы обработки («Cimatron it»).
д. Создание управляющей программы разметки («Cimatron it»).
е. Создание управляющей программы сверления отверстий («Cimatron it»).
ж. Форматирование управляющих программы в файлы траектории движения инструмента в системе «Астра».
2. Изготовление шаблона
а. Обрезка заготовки и сверление базовых отверстий.
б. Установка на станок и отработка управляющих программ.
в. Выполнение управляющих программ.
г. Зачистка контуров шаблона от заусенцев и т.п.
д. Нанесение текстовой информации и маркировка.
е. Контроль шаблона.
Подготовка управляющей программы в системе «Cimatron it» выполняется по следующей последовательности:
1. Вход в модуль подготовки управляющих программ («NC» NC - Numeric Control - «числовое управление».).
2. Командой MACSYS создается система координат модели соответствующая системе координат станка.
3. Командой TOOLS создается инструмент - фреза. Здесь присваивается имя инструменту и указываются его геометрические параметры.
4. Вход в подмодуль TP.MNGR - менеджер создания траекторий.
5. Во вкладке CREATE панели инструментов менеджера указывается тип обработки. В случае изготовления плоских контуров - шаблонов указывается 2,5-координатная обработка (MILL 2.5 AXIS). На данном этапе создается основа программ обработки.
6. Вновь во вкладке CREATE указывается тип траектории: для обработки или разметки контура указывается тип PROFILE, а для сверления отверстий - DRILL.
7. Указывается контур кривых либо точки - центра отверстий. Здесь необходимо указать при подготовке программы для разметки, что инструмент находиться над плоскостью контура (TOOL ON).
8. Во вкладке SERVISES указывается, что плоскость безопасности станка находиться на 160мм над плоскостью обработки. Здесь же во вкладке GO TO POINT указывается, что после обработки инструмент должен вернуться в исходную точку (GO HOME).
9. Подтверждение правильности ввода всех данных и запись файла управляющей программы.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

