

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№84 Растворение газов и борьба с ними

Просмотр содержимого документа
«№84 Растворение газов и борьба с ними»
Растворение газов и борьба с ними.
При дуговой сварке невозможно получить металл шва, не содержащий газы (азот и водород), так как, во-первых, любой металл, применяемый для сварки, содержит газы, во-вторых, расплавленный электродный и основной металл неизбежно соприкасаются с газовой средой, со-держащей азот и водород, которые растворяются в расплавленном железе. Их растворимость с понижением температуры железа изменяется. При температуре 1600°С железо растворяет азота 0,044% и водорода 0,0026%. Содержание азота и водорода в сталях в зависимости от содержания в них примесей может отличаться от указанных выше.
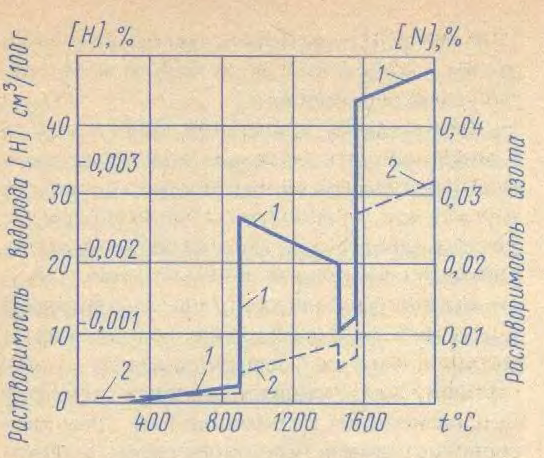 Важной закономерностью поведения газов является скачкообразное изменение их растворимости в металле при переходе из жидкого состояния в твердое (рис. 1).
Важной закономерностью поведения газов является скачкообразное изменение их растворимости в металле при переходе из жидкого состояния в твердое (рис. 1).
Рис. 1. Диаграмма растворимости азота (1) и водорода (2) в железе.
Наиболее неприятным свойством азота и водорода является малая растворимость их в железе в области низких температур. Поэтому эти газы находятся в виде газовых пор или некоторых химических соединений.
Азот при нагревании растворяется в железе до максимального значения. Он может оставаться при охлаждении в металле шва в виде пересыщенного раствора.
Азот в значительном количестве снижает пластичность и усталостную прочность металла.
Для устранения влияния азота на пористость при сварке в состав сварочных материалов вводят элементы Ti, Zr, Al и др., которые приводят к образованию устойчивых нитридов титана TiN, алюминия A1N и др. Нитриды остаются в металле швов в виде неметаллических включений. Они тоже снижают качество металла шва, но в меньшей степени по сравнению с растворенным в большом количестве азотом.
Применяют два способа борьбы с азотом:
1) физический — защита расплавленного металла от воздуха;
2) химический — введение в расплавленный металл химических элементов, удаляющих азот в виде химических соединений из металла шва в сварочный шлак.
Водород растворяется в железе тем больше, чем выше температура нагревания металла, но только до определенной величины.
При охлаждении металла шва водород в виде атомов и ионов выделяется из раствора. С течением времени в процессе охлаждения этот водород за счет диффузии может собраться в микронесплошностях, перейти в молекулярное состояние, что повышает внутреннее давление в не-сплошности и приводит к трещинам (флокены, рыбьи глаза). Для борьбы с растворенным водородом прибегают к дегазации металла медленным охлаждением сварных узлов в специальных камерах или вакуумированием сварных изделий.
Источниками водорода при сварке являются воздух, влага в сварочных материалах и ржавчина.
Применяют два способа борьбы с водородом:
1) физический — защита зоны дуги от компонентов, содержащих водород (сушка и прокалка материалов, удаление ржавчины, защита дуги от воздуха и др.);
2) химический — перевод водорода из растворимого состояния в нерастворимое, что достигается, например, химической реакцией [Н] + (F) → (HF), где фтористый водород HF улетучивается из сварочной ванны.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

