Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2020 11:01

Бородин Сергей Владимирович
Преподаватель
66 лет
Местоположение
Специализация
843 рдс 13.04.2020
Категория:
Прочее
11.04.2020 19:23

Просмотр содержимого документа
«843 рдс 13.04.2020»
13.04.2020 Ознакомление с конструкцией и принципом работы аппарата для аргонодуговой сварки переменным и постоянным током.
Аргоновая сварка переменным током применяется главным образом для алюминия и его сплавов. С ее помощью получают соединения с более высоким качеством, чем это можно сделать при использовании электродуговой или газовой сварки. Аппаратура для такой сварки считается самой сложной и дорогостоящей. Переменный ток при аргоновой сварке не позволяет работать при низком напряжении холостого хода трансформатора, что вызывает значительное потребление тока из сети.
Для создания аргоновой установки переменного тока вам потребуются следующие устройства: аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновая горелка, вольфрамовые электроды, сварочный трансформатор, компенсатор постоянной составляющей тока дуги, осциллятор.
Если вы уже построили аргоновую установку постоянного тока, то из нее можете использовать аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновую горелку.
Почему необходим переменный ток?
Алюминий является очень активным металлом, из-за этого окисляется практически мгновенно и покрывается пленкой окиси. Эта пленка в дальнейшем предохраняет сам алюминий от окисления, но она же значительно затрудняет процесс сварки.
Для ликвидации окисной пленки существуют три способа: химический, механический и электрический. С химическим и механическим способами вы уже познакомились, изучая процесс газовой и электродуговой сварки алюминия.
Аргоновая сварка обеспечивает процесс электрического удаления окисной пленки. Разрушение окисной пленки алюминия происходит тогда, когда к нему подключен минус питания, то есть используется ток обратной полярности.
В принципе, алюминий можно варить и на постоянном токе обратной полярности. Вырывающиеся из алюминиевого изделия электроны эффективно разрушают окисную пленку. Однако при этом сильно перегревается вольфрамовый электрод, и приходится значительно ограничивать сварочный ток (Таблица 5. 3.). На таком токе можно варить алюминий незначительной толщины.
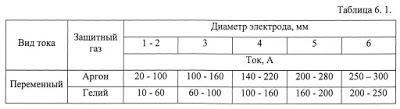
На переменном токе одновременно протекают два процесса: в те моменты времени, когда на электроде минус, происходит разогрев и плавление алюминиевой детали; когда направление тока меняется и на электроде появляется плюс, происходит разрушение окисной пленки. Электрод перегревается намного меньше, чем на постоянном токе обратной полярности, соответственно допускается увеличение сварочного тока (Таблица 6. 1.).
Защитные газы
Для защиты расплавленного алюминия применяется аргон марки Б. Аргоном этой марки можно пользоваться и при сварке постоянным током, так что вам лучше сразу приобрести аргон этой марки и использовать его как универсальный. По сравнению с защитой стали, расход аргона придется увеличить в 2 раза.
Кроме аргона желательно приобрести баллон гелия. На практике часто приходится сваривать довольно массивные изделия. Может быть так, что подогревающая пропановая горелка работает на полную мощность, электрическая проводка на пределе, трансформатор дымится, а металл все никак не удается расплавить. В этом случае вместо аргона подключаем гелий.
Электрическая дуга в гелии имеет в два раза более высокое напряжение, чем в аргоне, что позволяет при том же токе увеличить проплавляющую способность.
Используйте гелий только в таких критических ситуациях, так как он дороже аргона, и расход его придется устанавливать в два раза больше.
Баллоны с гелием окрашены в коричневый цвет и часто используются на народных гуляниях для наполнения летающих игрушек.

Для гелия промышленность выпускает специальные гелиевые редукторы БГО-50ДМ "Донмет".
Аргоновая горелка
Аргоновая горелка воздушного охлаждения, которую вы с успехом применяли для работы на постоянном токе, при работе на переменном токе может оказаться недостаточно мощной.
Постоянный ток обладает одной особенностью: в том месте, куда подводится плюс питания, выделяется намного больше тепла, чем на минусе. Как вы уже убедились, при аргоновой сварке постоянным током используется прямая полярность, то есть на электрод подается минус. Из-за этого электрод, нагреваясь незначительно, допускает применение больших токов.
Совсем иная ситуация при сварке переменным током. Здесь тепловыделение как на электроде, так и на изделии, примерно одинаково. Из-за этого перегревается как электрод, так и горелка.
Горелка воздушного охлаждения может выдержать максимум 160-180 А. Этого не всегда бывает достаточно при сварке массивных блоков цилиндров. В этом случае вам придется приобрести горелку с водяным охлаждением.
Охлаждение таких горелок можно осуществлять как проточной водой, так и в замкнутой системе.
Охлаждение проточной водой наиболее просто, однако здесь требуется водопровод и канализация.
При замкнутой системе охлаждения используется циркуляционный насос, радиатор и охлаждающий его вентилятор.
Аргоновые горелки водяного охлаждения, ко всему прочему, допускают использование электродов диаметром 4 мм и более.

При сварке массивных блоков цилиндров горелка воздушного охлаждения может перегреваться. В этом случае ее нужно заменить горелкой жидкостного охлаждения, такой, как UnoTIG-18.

Блок водяного охлаждения сварочной горелки.
Вольфрамовые электроды
Для сварки алюминия используются электроды марки ЭВЧ (электрод вольфрамовый чистый). Они ничем не покрыты и на вид блестящие. Конец электрода затачивается в виде полусферы. Можно вообще их не затачивать, а, как говорят сварщики, «обжечь». Перед сваркой электрод зажигается на медной пластине, дуга удерживается до тех пор, пока на конце не образуется искомая полусфера.

Международным аналогом электродов ЭВЧ являются электроды марки WP. Если приходится сваривать массивные алюминиевые блоки цилиндров, то необходимо приобрести электроды WP диаметром 4 мм.
Сварочный трансформатор
Для аргоновой сварки переменным током требуется трансформатор с напряжением холостого хода от 60 до 80 В. В принципе, дуга горит и при меньшем напряжении, но в этом случае ее необходимо держать короткой, что приводит к частым касаниям концом электрода изделия. Трансформатор с напряжением 60 – 80 В применяется только вместе с осциллятором.
Если осциллятор у вас отсутствует, следует использовать трансформатор с напряжением холостого хода 100 – 120 В. Такой трансформатор трудно приобрести, поэтому вместо одного трансформатора лучше использовать два, включив их вторичные обмотки последовательно. При этом не забывайте, что вместе с ростом напряжения холостого хода растет потребляемый из сети ток (см. Главу 3.).
Если вы решились на покупку готовой аргоновой установки переменного тока, то приобретайте ту, что преобразует синусоидальную форму переменного тока в прямоугольную. Прямоугольная форма переменного тока наиболее благоприятна для сварки; в частности, после касания концом электрода изделия, сварку можно не останавливать, дуга самоочищает шов и электрод (правда, не всегда).

По соотношению цена/возможности инверторная аргонодуговая установка TIG 203 AC/DC Pulse является наилучшей. В ней есть все, что требуется частному сварщику от аргоновой сварки. Это универсальный аппарат для гаража, мастерской, ремонтной бригады на «все случаи жизни» для работы с любыми материалами, особенно алюминием и нержавейкой.
Компенсатор постоянной составляющей тока дуги
Дуга, горящая между вольфрамовым электродом и алюминием, искажает форму кривой переменного тока. Это связано с разной проводимостью дуги прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление, и через него течет максимальный ток. Дуговой промежуток обратной полярности отличается повышенным сопротивлением, протекающий через него ток намного ниже. В результате общий ток дуги прямой полярности вызывает постоянную составляющую тока дуги.
Небольшой по величине общий ток дуги обратной полярности не может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной полярности, получило название «компенсатор постоянной составляющей сварочного тока».
27.03.2020 Ознакомление с конструкцией и принципом работы осциллятора для РАД сварки.
Осциллятор
Дуга переменного тока аргоновой сварки может гореть устойчиво только при высоком напряжении холостого хода трансформатора (100 – 120 В). Такое напряжение вызывает повышенный расход тока из сети и опасно для сварщика. Сварку при обычном напряжении холостого хода можно производить, используя специальное устройство, называемое осциллятором.
Осциллятор подает на дуговой промежуток импульсы с напряжением несколько тысяч вольт. При таком напряжении дугу можно зажечь, просто поднеся конец электрода к металлу. Кроме этого, такое напряжение стабилизирует горение дуги, и она начинает гореть устойчиво при небольших напряжениях холостого хода трансформатора.
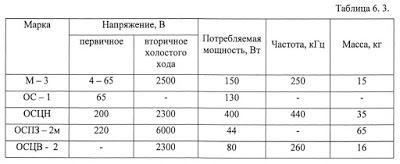
Чтобы сделать высокое напряжение осциллятора безопасным для сварщика, его преобразовывают в импульсы высокой частоты. Высокочастотное напряжение не ощущается сварщиком, так как высокочастотный ток проходит по поверхности кожи, не задевая нервных окончаний. Основные характеристики осцилляторов смотрите в Таблице 6. 3.
Схемы аргонодуговых установок переменного тока
Простейшую аргоновую сварку переменного тока можно собрать, соединив вместе два обычных трансформатора. Первичные обмотки включаются параллельно, вторичные – последовательно (Рис. 6. 3.).

Трансформаторы возьмите с напряжением 50 – 60 В. В качестве компенсатора постоянной составляющей здесь используется аккумулятор.
В те полупериоды, когда на минус аккумулятора подается минус с трансформаторов, происходит зарядка аккумулятора. Когда на минус аккумулятора подается плюс с трансформаторов, напряжение аккумулятора складывается с напряжением трансформаторов, и в полупериоды обратной полярности начинает течь повышенный ток. Таким образом, за счет более высокого напряжения дуги обратной полярности происходит компенсация ее низкой проводимости, токи дуги прямой и обратной полярности выравниваются.
Аккумулятор возьмите автомобильный или тракторный. При сварке следите, чтобы электролит аккумулятора не выкипал, своевременно его доливайте.
Если у вас отсутствует аккумулятор, компенсатор постоянной составляющей тока дуги можно сделать из диода и проволочного сопротивления (Рис. 6. 4.).

Диод D 1 включается так, что свободно пропускает ток дуги обратной полярности; ток дуги прямой полярности сварщик уменьшает с помощью проволочного сопротивления R 1. Диод должен быть рассчитан на ток 100 – 200 А (зависит от мощности ваших трансформаторов). Длину проволочного сопротивления подберите экспериментально.
Для точного уравнивания токов применяется индикатор из двух лампочек.
Возьмите две однотипные лампочки (на напряжение от двух до шести вольт) и два диода небольшой мощности (Д 226 или им подобные). Все спаяйте, как указано в схеме, и с помощью разъемов типа «крокодил» подсоедините к проволочному сопротивлению R 2. Это сопротивление здесь играет роль регулятора тока, и ранее оно уже описывалось. (Рис. 3. 22.).
Разъемы типа «крокодил» вначале подключите недалеко друг от друга. Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни одна лампочка не горит, увеличьте расстояние между разъемами.
В случае, если одна лампочка горит сильнее другой, регулированием длины проволочного сопротивления R 1 выровняйте их яркость.
Компенсатор данного типа удобен тем, что позволяет использовать для сварки так называемый ассиметричный ток. Такой ток применяется в двух случаях:
1) очистка поверхности шва от пленки происходит хорошо, но алюминий расплавляется слишком медленно. Сопротивлением R 1 устанавливаем свечение лампочки Л 2 более ярким, чем Л 1;
2) недостаточная очистка поверхности; электрод данного диаметра допускает увеличение нагрева. Сопротивлением R 1 устанавливаем свечение лампочки Л 1 более ярким, чем Л 2.
Общий ток дуги установите сопротивлением R 2.
В случае, если ваша электропроводка не обеспечивает необходимого тока, придется делать установку с использованием осциллятора (Рис. 6. 5.).

В этой схеме все настройки выполняются, как и в предыдущей.
Осциллятор приобретите в специализированном магазине. Если там будет выбор, лучше приобрести современную версию осциллятора. Она называется «импульсный возбудитель-стабилизатор сварочной дуги» и позволяет с помощью регулировки точно подстроиться к вашему трансформатору.
Трансформатор должен иметь повышенную мощность. Как показывает опыт, лучше всего использовать самоделку весом не менее 40 кг. Напряжение холостого хода трансформатора 60 – 80 В.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

