Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2020 11:01

Бородин Сергей Владимирович
Преподаватель
66 лет
Местоположение
Специализация
843 рдс 24.03.2020
Категория:
Прочее
23.03.2020 11:13

Просмотр содержимого документа
«843 рдс 24.03.2020»
24.03.2020 Изучение устройства горелок для ручной аргонодуговой сварки.
«Устройство горелки для аргонодуговой сварки».
При производстве сварочных работ важно, какая горелка для аргонодуговой сварки будет использоваться. Сварка в среде аргона является одним из самых качественных и надежных видов соединения металлических деталей. При использовании такой сварки можно соединять детали из любых металлов и их сплавов. Сварочные швы, как правило, не требуют дополнительной обработки из-за полного отсутствия окалины и шлака. Еще одно название аргоновой сварки – TIG сварка.
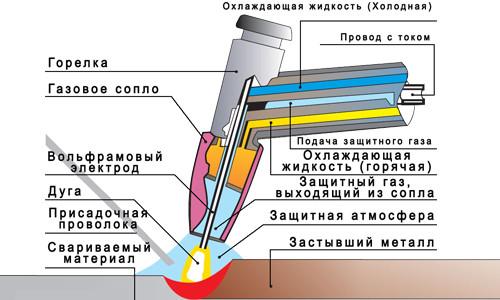
Рисунок 1. Общее устройство аргоновой горелки.
Аббревиатура пришла в Россию вместе с импортным оборудованием и не всегда понятна потребителю. Горелка для производства аргонодуговой сварки российского производства и горелка для TIG сварки принципиальных различий не имеют. Различают два основных вида сварки в защитной газовой среде:
TIG сварка обозначает использование для создания дуги неплавящегося электрода.
MIG/MAG обозначает сварку плавящимся электродом. Также в этом режиме возможно использование защитного газа со специальными добавками, придающими соединительному шву дополнительные свойства в результате химического воздействия.
Горелка аргоновая с неплавящимся электродом используется в основном для ручной сварки. Сварщик при этом работает двумя руками: в одной удерживая горелку, второй подавая в ванночку с расплавленным металлом, присадочную проволоку.
Сварка с плавящимся электродом чаще используется в полуавтоматическом или полностью автоматизированном режиме.
Источники сварочного тока 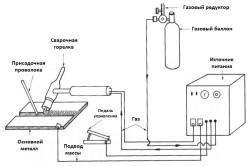
Рисунок 2. Схема установки для аргоновой дуговой сварки.
В качестве источника сварочного тока можно использовать обычные сварочные аппараты с переменным или постоянным напряжением на выходе. Для сварки деталей из алюминия необходимо использовать переменный ток. Во всех остальных случаях предпочтительнее постоянный ток с прямой полярностью подключения. Также можно использовать инверторные сварочные аппараты и другие современные устройства, обеспечивающие необходимую мощность. Торговые организации предлагают большой модельный ряд полных комплектов и различных устройств для сварки в защитной среде от различных производителей. В продаже имеются горелки с регулятором силы тока и дисплеем, отображающим его величину. Но стоимость таких устройств может осилить лишь серьезное предприятие со стабильным объемом работ. Для домашней мастерской и небольших и периодических работ намного дешевле изготовить комплект оборудования самостоятельно, со временем модернизируя и расширяя его.
Устройство и принцип работы горелкиОбщее устройство аргоновой горелки можно посмотреть на рисунке (рис.1). Основной частью горелки является резервуар для охлаждающей жидкости с двумя штуцерами, через которые она циркулирует. По центру резервуара установлен вольфрамовый электрод на диэлектрических кронштейнах с проводом и клеммой для подключения кабеля от сварочного аппарата. По свободному пространству вокруг электрода к соплу поступает газ от приемного штуцера. К штуцеру присоединяется шланг от баллона с газом. На рисунке показана общая схема установки для аргоновой дуговой сварки без системы охлаждения (рис.2).
Работает горелка аргонная следующим образом:
запускаются все устройства: система циркуляции охлаждающей жидкости, сварочный аппарат, открывается подача газа на горелку;
при образовании защитного слоя зажигается дуга, детали разогреваются в месте начала сварки до температуры плавления, и в образовавшуюся ванночку подается присадочная проволока;
как только образовалось четко видимое соединение между деталями, электрод и проволока перемещаются дальше по шву.
Жидкостное охлаждение горелки для аргона используется редко, в основном на предприятиях с высокой производительностью труда и круглосуточным режимом работы. В комплект такой системы должен входить насос, емкость с холодной жидкостью и устройство для охлаждения при замкнутой циркуляции жидкости. При разомкнутом цикле будет идти постоянный расход жидкости. Оба варианта требуют дополнительных материальных затрат, что не всегда оправдано. Стоимость горелки для аргонодуговой сварки с жидкостным охлаждением тоже значительно выше.
Цель:
Изучить устройство горелки для аргонодуговой сварки; уметь использовать теоретические знания при выборе сварочного оборудования.
Пояснение:
Горелки делятся по применению на ручные и автоматические,
по системе охлаждения — на горелки с естественным и водяным охлаждением.
Горелка состоит из корпуса, рукоятки, соединительных проводов и шлангов. В рукоятке смонтирована кнопка для включения и выключения процесса сварки. Корпус и рукоятка соединены шарнирно, что позволяет изменять угол между ними для удобства в работе при сварке в труднодоступных местах. Для большей гибкости сварочный кабель разделен на две параллельные ветви, каждая из которых заключена в резиновую трубку. Корпус горелки, сопло и обе ветви сварочного кабеля охлаждаются проточной водой. Сопла выполнены из меди или керамики и устанавливаются на корпусе через резиновые манжеты.
По конструкции горелка для ручной сварки должна быть легкой и удобной, в том числе и для сварки в труднодоступных местах. В частности, она должна иметь рукоятку (держатель); место закрепления вольфрама часто соединяют с рукояткой поворотной (гибкой) связью, позволяющей изменять угол между вольфрамовым электродом и рукояткой. Горелки для ручной сварки выпускаются на токи до 500 А и, как правило, имеют водяное охлаждение. Горелки с естественным воздушным охлаждением применяются в специальных случаях, например для сварки в монтажных условиях на токах до 150 А.
Материалы:
Конспект
Ход работы:
1. Изучить устройство горелки.
2. Написать отчет (классификация, устройство, конструкция, принцип работы, назначение).
3. Написать вывод.
4. Ответить на вопросы.
Вывод:
Назначение горелки для сварки.
Контрольные вопросы:
1. Какие газы используют для аргонодуговой сварки?
2. Какие проволоки используют для аргонодуговой сварки?
24.03.2020 Подготовка и проверка газовых баллонов к работе.
Цель работы: Ознакомиться с устройством редукторов и горелок.
Научиться подготавливать газовые редукторы и горелки к работе.
Порядок выполнения практического занятия:
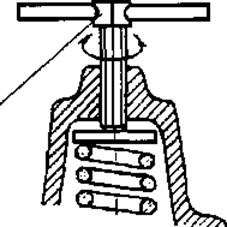
Разобрать редуктор (кислородный, ацетиленовый)
Найти основные части редуктора, рассмотреть их и уяснить назначение каждой из них.
Вычертить принципиальную схему редуктора.
Определить способы крепления редуктора к баллону.
Составить техническую характеристику редукторов. Таблица1.
Таблица1.
Высокого давления (кГ/см2)
Низкого давления (кГ/см2)
1. Изучить правила техники безопасности.
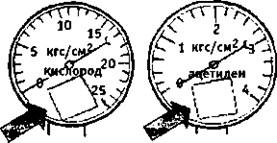
2. Проверить дату поверки манометров.
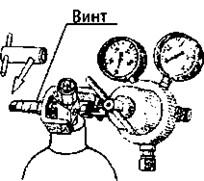
3. Убедиться в исправности регулировочного винта.
4. Перед присоединением редуктора к баллону нужно отвернуть вентиль баллона и продуть его штуцер в течении 1…2 с.
5. Проверить исправность фибровой прокладки и резьбы накидной гайки редуктора, а также отсутствие загрязнений, следов жира и масла.
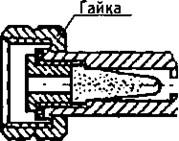


6. Перед присоединением редуктора вывернуть его регулировочный винт до полного ослабления пружины.
7. Накидную гайку редуктора при присоединении его к кислородному баллону завернуть вручную и затянуть с помощью ключа. При присоединении ацетиленового редуктора наденьте хомут редуктора на вентиль баллона, установите штуцер редуктора в отверстие вентиля и торцевым ключом с квадратным отверстием 10х10 закрутите зажимной винт.

8. С помощью мыльного раствора проверить герметичность соединения.
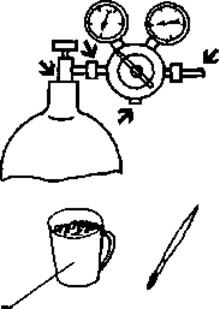
9. После установки редуктора открыть вентиль баллона, следя за показаниями манометра высокого давления.
10. Установить рабочее давление по показанию манометра низкого давления, вращая регулировочный винт редуктора по часовой стрелке.
11. Установить рабочее давление 0,5- 4,0 кгс/см2 (для кислорода) и 0,01- 1,0 кгс/см2 (для ацетилена). Рабочее давление устанавливают при открытом запорном кислородном или ацетиленовом вентиле горелки.
12. Осмотреть пустой баллон, вычертить его в разрезе и дать название отдельным частям.
13. Переписать паспорт с горловины баллона.
14. Измерить диаметр баллона и его высоту.
15. Записать цвет отличительной окраски баллона и надписи на нем.
16. Разобрать баллонный вентиль, определить назначение отдельных деталей и вычертить схематическое устройство.
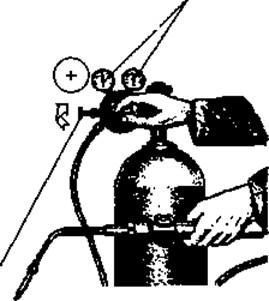
17. Установить кислородный баллон вертикально в специальных стойках и прочно прикрепить к ним хомутами или цепями.
18.Отвернуть колпак и заглушку штуцера.
19. Осмотреть вентиль, чтобы установить, нет ли на нем жира или масла
20. Осторожно открыть вентиль баллона и продуть его штуцер для удаления посторонних частиц открыв вентиль баллона на 3-5 секунд.
21. Перекрыть вентиль, осмотреть накидную гайку редуктора.
22. Вывернуть до полного освобождения нажимной пружины регулировочный винт редуктора.
23. Присоединить редуктор.
24. Проверить герметичность и прочность присоединения газовых шлангов к горелке и редукторам.
Содержание отчета:
Название работы.
Цель работы.
Материальное обеспечение.
Ответы на поставленные вопросы.
Вывод.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

