Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2020 11:01

Бородин Сергей Владимирович
Преподаватель
66 лет
Местоположение
Специализация
843 тэгс 20.04.2020
Категория:
Прочее
19.04.2020 11:23

Просмотр содержимого документа
«843 тэгс 20.04.2020»
20.04.2020 Плавление основного металла.
Скорость плавления электрода жестко связана со сварочным током. При сварке различных видов сварных соединений и типов швов требуется неодинаковая скорость плавления электрода. В одних случаях она должна быть минимальной, в других, наоборот, максимальной.
При сварке стыковых соединений без разделки кромок и без зазора расплавленный металл электрода образует выпуклость шва. По мере увеличения толщины свариваемых элементов для полного их проплавления необходимо увеличение силы тока дуги. Одновременно с этим увеличивается и количество расплавляющегося электрода металла. В результате образуются швы с чрезмерно большой выпуклостью. Для получения швов с нормальной выпуклостью следует искать пути снижения скорости плавления электрода или прибегать к разделке кромок, сварке с увеличенным фиксированным зазором и другим приемам.
При выполнении стыковых соединений с разделкой кромок, а также при сварке угловых швов желательно увеличивать скорость плавления электрода, поскольку в этих случаях производительность процесса в, значительной мере определяется количеством электродного металла, расплавляющегося в единицу времени, необходимого для заполнения разделки или формирования угловых швов с заданным катетом.
На практике в качестве характеристики используют среднюю скорость плавления электрода, определяющуюся количеством расплавленного металла:
Gp = αр Iд
где αр - коэффициент расплавления электрода, г/(А. ч); Iд - сила тока дуги, А.
Количество наплавленного металла или средняя скорость наплавки
Gp = αнIд
где αн - коэффициент наплавки, г/(А. ч).
Коэффициенты расплавления электрода и наплавки зависят от способа сварки и плотности тока на электроде. Для небольших плотностей тока при ручной дуговой сварке сталей их значение не превышает 7-10 г/(А. ч). С увеличением плотности тока значение коэффициентов возрастает до 17 г/(А. ч) и более. Разница коэффициентовαр и αн определяется потерями электродного металла на разбрызгивание, испарение и т. п.:
Ψ= (αр-αн) 100/αр %,
где: Ψ - коэффициент потерь, %
Для различных способов дуговой сварки потери составляют 1-15 %. С увеличением сварочного тока потери на разбрызгивание во многих случаях возрастают.
На формирование сварочной ванны и шва влияет характер переноса электродного металла при его плавлении. Перенос расплавленного металла с электрода в сварочную ванну осуществляется под действием электродинамических сил и газовых потоков, образующихся в столбе дуги.
При сварке неплавящимся электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Присадочный металл по мере необходимости подается в головную часть сварочной ванны. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью со сварочным током. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания выпуклости шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги.
При сварке неплавящимся электродом создаются благоприятные условия для защиты ванны и формирования шва. Стойкость вольфрамового электрода в первую очередь определяется плотностью тока. Большое влияние оказывают род тока и полярность при постоянном его значении. Особенно мала стойкость вольфрамового электрода при сварке на постоянном токе обратной полярности. Это связано с двумя причинами. Во-первых, на аноде выделяется большее количество теплоты, чем на катоде. Во-вторых, боковой нагрев электрода затрудняет отвод теплоты с его торца. В связи с этим сварку вольфрамовым электродом обычно ведут или на переменном токе, или на постоянном токе прямой полярности.
Формы сварочной ванны при различных видах и способах сварки. Как известно к основным параметрам дуговой сварки относятся сила тока дуги Iдуги, напряжение дуги Uдуги и скорость сварки vсв. Полная мощность сварочной дуги Q определяется по формуле:
Q = Iдуги Uдуги
Тепловложение на единицу длины шва определяется погонной энергией (qoηи/Vсв) и условиями сварки оказывающими влияние на КПД сварки, ηи. Величина ηи в зависимости от условий сварки может меняться от 0,3 до 0,95.
Сила тока дуги в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева, повышается температура плазмы столба дуги, стабилизируется положение активных пятен на электроде и изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточенности энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения силы тока глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной:
H = k·Iдуги
где k - коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.
С увеличением напряжения дуги также возрастает тепловая мощность дуги, а следователь-но, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью
E = k·Iдуги·Uдуги / vсв·s
где s - толщина свариваемого металла.
При постоянной силе сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. По-видимому, это обусловлено некоторым снижением эффективного к. п. д. дуги и большими возможностями для блуждания активного пятна по поверхности сварочной ванны.
|
|
| Рисунок 17. 1 Схема сварки погруженной дугой. |

Путем медленного уменьшения длины дуги и, соответственно, напряжения дуги можно перейти ксварке погруженной дугой (Рис. 17.1).
При постоянной погонной энергии повышение скорости сварки вызывает увеличение термического к. п. д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и уменьшению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения шириные и длины L сварочной ванны:
L = k (Uдуги Iдуги)2 / (vсв s2).
При постоянной силе сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и подвижность дуги. В связи с этим при увеличении диаметра электрода уменьшается давление дуги на расплав, снижается глубина проплавления ванны и возрастает ее ширина.
Дополнительные параметры связаны с условиями ведения процесса сварки и особеннос-тями горения дуги. Так, при одной и той же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать колебания электрода и др. Эти особенности процесса также сказываются на формировании ванны и конечных размерах швов.
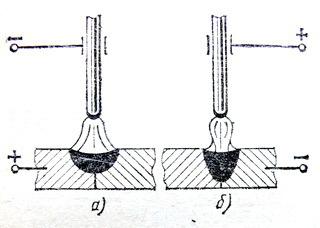
В зависимости от рода тока и полярности (Рис. 17.2) на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде Wa и катоде Wк приближенно оценивать по эффективному падению напряжений, то получим зависимости
Wа = Uа + (φ + 2kT),
Wк = Uк - (φ + 2kТ),
где U3 и UK - анодное и катодное падение напряжений; φ, kT - потенциальная и кинетическая энергия электронов.
|
|
| Рисунок 17. 2 Характер горения дуги и форма сварочной ванны.- а - на прямой полярности; б - на обратной полярности |
Температура и формирование сварочной ванны. Для сварочной ванны при дуговом процессе характерно неравномерное распределение температуры (Рис. 17. 3). В головной части ванны, где под воздействием источника теплоты происходит плавление металла и наиболее интенсивно протекает взаимодействие металла со шлаком и газами, металл нагрет значительно выше температуры его плавления. В хвостовой части ванны температура приближается к температуре плавления основного металла. Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет около 1800° С. Наибольшая температура для этих условий достигает 2300° С.
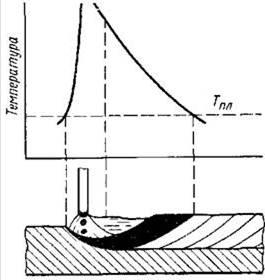
Рисунок 17.3 Распределение температуры по длине ванны при дуговой сварке.
Столб дуги, расположенный в головной части сварочной ванны, оказывает механическое воздействие — давление на поверхность расплавленного основного металла. Это давление является результатом совместного действия упругого удара заряженных частиц о поверхность металла, давления газов, находящихся в дуговом промежутке, и дутья дуги, обусловленного электродинамическими усилиями. Такой направленный поток наблюдается только при несимметричной дуге, т. е. дуге, горящей между электродами малого и большого сечений, в нашем случае между электродом или сварочной проволокой и основным металлом.
Давление приводит к вытеснению жидкого металла из-под основания дуги и к погружению столба дуги в толщу основного металла, что обусловливает увеличение глубины проплавления. Давление, оказываемое дугой на поверхность металла, пропорционально квадрату тока, протекающего в дуге. Давление может быть повышено за счет увеличения концентрации источника нагрева, например путем повышения плотности тока в электроде, применения флюса или тугоплавкого покрытия, образующего втулочку на конце электрода (сварка электродами для глубокого провара). Очевидно, что чем больше давление, оказываемое дугой на поверхность расплавленного металла, тем больше глубина погружения столба дуги в его толщу. Для понижения давления применяют сварку наклонным электродом углом вперед, сварку несколькими дугами и другие приемы.
Жидкий металл, вытесненный из-под основания дуги действующими на поверхность сварочной ванны силами, по мере передвижения дуги отбрасывается в хвостовую часть плавильного пространства. При плотности тока в электроде до 15 А/мм2 это перемещение невелико и проявляется в образовании не заполненного металлом углубления — кратера. При повышенных плотностях тока в электроде наблюдается достаточно заметное перемещение металла сварочной ванны вплоть до полного удаления жидкого металла из головного участка. Этим обусловливается различие уровней жидкого металла в головной и хвостовой части плавильного пространства. Для поддержания такой разности уровней должно существовать равенство между давлением дуги Рд и гидростатическим давлением жидкого металла и шлака Рг. Если Рд Рг, то нарушается нормальное формирование шва.
После перемещения расплавленного металла в головной части плавильного пространства остается углубление — канавка. Поверхность ее покрыта тонкой пленкой жидкого металла, удерживаемой силами поверхностного натяжения- По мере передвижения дуги перемещающийся из последующего головного участка жидкий металл заполняет канавку. При этом происходит взаимное слияние поступившего металла с жидкой пленкой и дополнительное оплавление основного металла за счет теплоты, накопленной в перегретой сварочной ванне. При удалении источника нагрева в хвостовой части плавильного пространства начинает преобладать отвод теплоты в массу холодного металла над притоком теплоты и начинается затвердевание — кристаллизация сварочной ванны. В процессе затвердевания по границе расплавления образуются общие кристаллиты, что и обеспечивает монолитность соединения.
Структура сварного соединения.
Соединения, выполняемые сваркой плавлением состоит из четырех зон: металл шва, зона сплавления, зона термического влияния и основной металл.
Основной металл – металл, подвергающийся сварке.
Зона термического влияния - участок основного металла не подвергающийся расплавлению, структура и свойства которого изменяются в результате нагрева и пластической деформации при сварке.
Зона сплавления – металл, находящийся на границе основного металла.
Под металлом шва понимают сплав, образованный переплавленным основным и присадочным металлом или только основным металлом.
В зоне термического влияния из низкоуглеродистой стали различают следующие участки: 1-неполного расплавления, 2-перегрева, 3-полной перекристаллизации (нормализации), 4-неполной перекристаллизации, 5-рекристаллизации и 6-синеломкости (рис.6).

Рис. 6.Температурные границы участков сварного соединения
Участок неполного расплавления – переходный от расплавленного металла к основному.На этом участке происходит образование соединения и проходит граница сплавления, он представляет собой узкую область (0,1…0,4мм) основного металла, нагретого до частичного расплавления зерен, здесь происходит их значительный рост и скопление примесей, поэтому он обычно является наиболее слабым местом сварного соединения с пониженной прочностью и пластичностью. Участок перегрева – область основного металла, нагреваемого до температуры 1100…1450°С, в связи с чем металл отличается крупнозернистой структурой и пониженными механическими свойствами (пластичностью и ударной вязкостью). Участок нормализации – область металла, нагреваемый до температур 900…1100°С. Металл этого участка обладает высокими механическими свойствами, т.к. при нагреве и охлаждении на нем образуется мелкозернистая структура в результате перекристаллизации. Участок неполной перекристаллизации – зона металла нагреваемого при сварке до температур 725…900°С. В связи с неполной перекристаллизацией, вызванной недостаточным временем и температурой нагрева структура характеризуется смесью мелких перекристаллизовавшихся зерен и крупных зерен, которые не успели перекристаллизоваться. Металл этого участка имеет более низкие механические свойства, чем металл предыдущего участка. Участок рекристаллизации – область нагреваемого в пределах температур 450…725°С. Если сталь перед сваркой испытывала холодную деформацию (прокатку, ковку, штамповку), то на этом участке развиваются процессы рекристаллизации, приводящие к росту зерна, огрублению структуры, и, как следствие, к разупрочнению. Участок синеломкости – область температур 200…450°С, является переходным от зоны термического влияния к основному металлу. На этом участке могут протекать процессы старения, связанные с выпадением карбидов железа и нитридов, что вызывает понижение механических свойств этой области. Если перед сваркой металл был отожжен, то существенных изменений на последних двух участках не происходит.
Ширина зоны термического влияния зависит от вида сварки, толщины металла и режимов сварки.
При ручной дуговой сварке зона термическогго влияния составляет обычно 5…6мм, при сварке под флюсом около 10мм, при газовой сварке до 25мм.[4]








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

