






© 2016 1243 19


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Бинарный урок по спецтехнологии и производственному обучению "Ознакомление с оборудованием для полуавтоматической сварки в среде защитного газа"
Категория:
Прочее
24.03.2016 10:23

Просмотр содержимого документа
«Бинарный урок по спецтехнологии и производственному обучению "Ознакомление с оборудованием для полуавтоматической сварки в среде защитного газа"»
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ВИЩЕ ПРОФЕСІЙНЕ УЧИЛИЩЕ № 40
МЕТОДИЧНА РОЗРОБКА
бінарного уроку ( спецтехнології та виробничого навчання)
на тему:
«Ознайомлення з обладнанням для напівавтоматичного зварювання в середовищі захисних газів»
Професія: 7212 «Електрозварник на автоматичних і напіватоматичних машинах»
Кваліфікація: 2 розряд
Розробили: викладач Шишкіна Л.М.
Алчевськ, 2014 р.
Тема програми: «Ознайомлення з обладнанням для автоматичного та напівавтоматичного зварювання в середовищі захисних газів із порошковим та захисним дротом»
Тема уроку: «Ознайомлення з обладнанням для напівавтоматичного зварювання в середовищі захисних газів»
Тип уроку: урок формування нових знань та умінь.
Цілі уроку:
Навчальна - вивчити будову зварювального напівавтомату;
Розвивальна - освоєння репродуктивних умінь комплексного планування професійних дій, вибору найбільш раціонального їх поєднання і чергування з урахуванням виду роботи, розвиток професійної самостійності і творчого пошуку в ході виконання завдань;розвивати вміння вирішення проблем, критично оцінювати і приймати рішення в нестандартних ситуаціях;
Виховна - формування відповідального ставлення до професійних обов'язків, впевненості в собі, вміння працювати у співробітництві в бригаді, сприяння створенню атмосфери взаємодопомоги, виховування в учнів охайності, дбайливого ставлення до матеріалу, інструменту.
Методична мета - активізація діяльності учнів на уроці за допомогою використання електронних навчальних засобів.
Форма організації навчальної діяльності: робота в малих групах.
Методи та прийоми навчання: навчання в малих групах, презентація, де брифінг.
Забезпечення уроку: комп´ютери, міні-конспекти, електронні носії, завдання для груп, критерії оцінювання, елементи для презентації, напіваватомати зварювальні.
Час проведення уроку: 2 години.
«Джерело вашої мудрості-наш досвід»
Саша Гітрі
Хід уроку:
1.Організаційний момент: 1 - 2 хвилини
(перевірка присутніх, підготовка робочих місць)
2.Повідомлення теми і теми і цілей заняття 1-2 хвилини (слайд1-3)
(оголошення теми уроку, постановка досяжних цілей перед учнями)
3. Початкова мотивація учбової діяльності: 2 - 3 хвилини
(зацікавленість у вивченні даної теми: необхідна в професійній діяльності, в життєвій ситуації) показ видео - ролику(додаток1)
4. Вивчення нового матеріалу: 30-35 хвилин
(послідовний виклад за принципом «від простого до складного» з використанням електронних навчальних засобів)
- Викладач пояснює новий матеріал за допомогою презентації (слайд4-14), відео- ролику та міні- конспектів (додаток 2).
- Майстер одночасно з розповіддю викладача показує основні частини напівавтомату на діючому напівавтоматі та пояснює учням основні дії електрозварника перед початком роботи на напівавтоматі (додаток 3).
5. Узагальнення і систематизація вивченого матеріалу: 30-40 хвилин
(виводи по основних питаннях теми, закріплення отриманих знань шляхом відповідей на тести та виконання практичного завдання)
При закріпленні нового матеріалу учні розподіляються на рівнозначні малі групи по 4-5 осіб відповідно до методичних рекомендацій з організації роботи малих групах( додаток 4).
Групам необхідно протягом 5 хвилин відповісти на тести(додаток 5).
Малим групам пропонується завдання (додаток 6).
Кожній групі пропонується оцінити іншу ( лист взаємооцінки )(додаток 8).
Викладач і майстер слідкують за правильністю оцінювання (додаток 9).
6. Підсумки уроку проходять з використанням інтерактивних методів навчання (дебрифінгу ): 3 - 5 хвилин
Вчитель обговорює з учнями такі питання:
Який досвід, які знання ви набули на уроці ?
Що сподобалось вам на уроці ?
Що б ви хотіли змінити в ході уроку ?
Що було найскладнішим ?
Чи досяг урок мети ?
Оголошення кращої групи.
7. Домашнє завдання: 1- 2 хвилини
§ 9.7 ( Гуменюк І. В. Напівавтомати та автомати для зварювання в захисних газах)
Додаток 1
Переваги автоматичного і напівавтоматичного зварювання перед ручним:
• Полегшення праці зварника
• Підвищення продуктивності в 5 - 10 разів , а при зварюванні на великих токах ( форсовані режими ) в 10 - 20 разів.
• Висока якість і хороше формування швів; шви мають більшу міцність, пластичність і ударну в'язкість.
• Вигар і розбризкування металу складає всього 1 - 3 % від маси електродного дроту . Порівняйте з 5 % втрат при ручного зварювання відкритою дугою.
• Можливість зварювати метал значної товщини (до 20 мм) без оброблення крайок.
• Мала витрата зварювального дроту та електроенергії і низька загальна вартість зварювання.
Так само одним з революційних методів підвищення економічності і якості зварювання є застосування інверторних джерел.
Зараз перетворювачами частоти в джерелі служать вже не тиристори і не транзистори , а модулі IGBT , що відрізняються високою надійністю , і швидкодією , що дозволяють досягти частоти перетворення 50 кГц.
Про явної переваги інверторних джерел живлення каже щорічно зростаюча частка їх випуску в загальному обсязі приладів цього призначення. Так , в 2000 році в Європі серед всіх випущених джерел живлення 70 % були інверторними . Схожа картина (але з деяким запізненням ) спостерігається і у нас в країні.
В організації зварювального виробництва інверторні джерела відкривають нові перспективи , обіцяють потужний стрибок його ефективності і якості.
Переваги інверторних джерел живлення:
Технічні переваги інверторних джерел живлення
• високий ККД - 85-95 %;
• ідеальний коефіцієнт потужності - 0,99 ;
• мінімальна витрата дефіцитних електротехнічних матеріалів;
• широкий діапазон регулювання параметрів режиму - від декількох ампер до сотень і тисяч ;
• тривалість навантаження джерел живлення в робочому діапазоні режимів зварювання - до 80 %;
• можливість паралельної роботи джерел на єдину навантаження ;
• плавне регулювання зварювального режиму в широкому діапазоні струмів і напруг;
• дистанційне керування джерелом ;
• мінімальні втрати електричної енергії в зварювальних кабелях і сполучних елементах ;
• зручність перенесення і доставки джерела до місця зварювання;
• малі розмір і маса ;
• високий рівень електробезпеки за рахунок подвійної ізоляції.
Технологічні переваги:
• зварювання покритими електродами будь-яких марок на постійному і змінному струмі ;
• універсальність зовнішньої статичної характеристики , що забезпечує ручне дугове зварювання покритим електродом , що не плавиться - в середовищі аргону , механізовану плавиться в захисних газах ;
• стабільність запалювання дуги за рахунок високого Uxx і осциляції ;
• можливість зварювання короткою дугою , що зменшує енерговтрати і поліпшує якість зварного
• з'єднання завдяки зменшенню зони термічного впливу ;
• якісне формування шва у всіх просторових положеннях;
• мінімальне розбризкування при зварюванні;
• немає залипання ( " примерзання " ) електрода при закінченні зварювання;
• можливість виключити магнітне дуття при зварюванні на постійному струмі;
• зварювання важкозварювальних сталей і сплавів;
• можливість зварювання складних металоконструкцій зварювальниками недостатньої кваліфікації .



Додаток 2.
Міні- конспект
Напівавтомати зварювальні призначені для напівавтоматичного зварювання на постійному струмі плавким електродним дротом в середовищі захисних газів виробів з мало вуглецевої і низьколегованої сталі. Балон розташовується за апаратом і кріпиться до нього ланцюжком (не входить в комплект поставки). Апарат може поставлятися в комплекті з манометром,захисною маскою і котушкою дроту діаметром 0,6 мм вагою 5 кг.
Технічні характеристики
| Живлення | 380В, 1 фаза, 50/60 Гц |
| Максимальна потужність | 6 КВт |
| Струм при зварюванні | 20 – 200А(регулювання автоматичне) |
| Струм 60% роб. дії | 140 А |
| Обмотка трансформатора | 100% мідь,ізоляція клас Н |
| Діаметр дроту: |
|
| сталь і нержавіюча сталь | 0,6 -0,8 – 1,0 |
| легкі і мідні сплави | 0,8 - 1,0 |
| Дріт з серцевиною | 1 мм |
| Швидкість подачі дроту | Від 2,5 до12 м в хвилину |
Комплектація:
- зварювальний напівавтомат;
- джерело живлення;
- зварювальний пальник;
- механізм подачі дроту;
- газова апаратура;
- гнучкий шланг.
Випрямляч
Випрямляч зварювальний, призначений для живлення електричної зварювальної дуги постійним струмом під час ручного і напівавтоматичного дугового зварювання, різання та наплавлення металу від мережі змінного струму.
Технічна характеристика зварювального випрямляча ВД-301
| Номінальна напруга живильної мережі, В | 3×380 |
| Кількість фаз | 3 |
| Частота мережі, Гц | 50 |
| Номінальний зварювальний струм, В | 315 |
| Номінальна робоча напруга, В | 32 |
| Номінальний режим роботи ПН, % | 60 |
| Діапазон регулювання зварювального струму, А | 30-315 |
| Напруга холостого ходу, В | 80 |
| Спосіб регулювання зварювального струму | механічний, плавний |
| Потужність споживання, кВА | 11,4 |
Пальники
Призначені для підведення до місця зварювання електродного дроту, зварювального струму,захисного газу, а іноді і охолоджуючої води. Існує два типи пальників: з природним та водяним охолодженням. Водяне охолодження застосовують для зварювання на великих токах (500 і більше А).Частіше за все використовують пальники типу ГДПГ.
Гнучкий шланг
Призначений для подачі електродного дроту, зварювального струму і охолоджуючої води до пальника.
Зварювальний дріт
Легований зварювальний дріт СВ08Г2С обміднений застосовується для електродугового зварювання низьколегованих і низько вуглецевих сталей в середовищі захисних газів. 
Своє застосування цей дріт знайшов в машинобудівництві, суднобудівництві, будівництві.
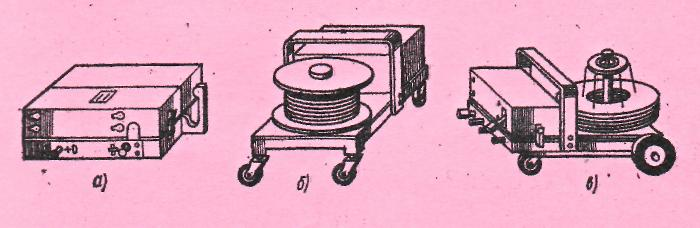
Механізм подачі електродного дроту
Складається з електродвигуна, редуктора і системи подаючи і притискних роликів. Є три типи механізмів подачі дроту:
а) закритого типу, вагою 5 кг дроту;
б) відкритого типу, вагою 12 і 20 кг дроту;
в) відкритого типу, вагою 50 кг дроту.
Газова апаратура

Балон для вуглекислоти
Балони служать для транспортування та зберігання захисного газу під високим тиском. Їх виготовляють зі сталі високої міцності, що витримує тиск до 15 МПа. Найбільш частіше застосовуються балони ємністю 40 дм3. Всі гази, окрім вуглекислого зберігаються в стисненому стані, а СО2 – у рідинному.

Редуктор
Редуктор – витратомір закріплюється на балоні з вуглекислим газом і служить для зниження тиску газу,що потрапляє з балону, і регулювання його витрати.

Підігрівач
Призначений для підігріву вуглекислого газу,що надходить в редуктор, з метою попередження замерзання клапанів при перепаді тиску.
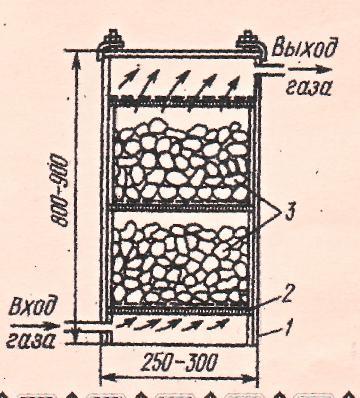
Осушувач
Призначений для виділення зайвої вологи із вуглекислого газу. Можуть бути високого і низького тиску.
Додаток 3.
Щодня перед початком роботи слід:
перевірити стан наконечника мундштука (при зносі, який визиває порушення контакту електрода з струмопроводів, наконечник слід замінити);
перевірити місце кріплення мундштука до шлангового кабелю (мундштук повинен бути щільно нагвинчений на наконечник кабелю і мати добрий електричний контакт);
оглянути змінне сопло зварювального пальника (при забрудненні сопла бризками його слід очистити);
перевірити кріплення зварювання пальника до шлангового кабелю
(пальник повинен бути щільно затиснений і не провертатися);
перевірити стан контактів реле і контактів в місцях підключення проводів
(у разі підгоряння – зачистити їх);
оглянути ізоляцію сполучених проводів (за наявності пошкоджень відновити ізоляцію);
випробувати роботу напівавтомату пробними включеннями пускової кнопки; в напівавтоматах для зварювання в захисному газі перевірити всі з’єднання газопровідної мережі, які повинні бути щільними і не пропускати газ.



Додаток 4.
Методичні рекомендації з організації роботи малих групах
Поради для малих груп.
Коментарі для учнів.
Ви повинні представити один проект від усієї групи, з яким усі згодні. Кожен з членів групи виконує особливе завдання, яке має велике значення для успіху роботи всієї групи. Тому кожен учень повинен відчувати свою відповідальність. Насамперед визначтесь із розподілом зон відповідальності кожного члена групи під час виконання проекту.
Критерії успіху.
Ваша група успішно виконає завдання, якщо Ви розробите проект, з яким усі будуть згодні, якщо Ваша презентація буде чітко зформульована і викладена, якщо Ваші аргументи та обґрунтування будуть переконливими.
Очікувана поведінка.
Ми очікуємо побачити, що Ви працюєте разом, допомагаючи один одному, відповідально виконуючи завдання. Проблеми, які виникають у дії виконання проекту, намагайтеся вирішити самостійно у групі.
ЗАПАМ’ЯТАЙТЕ НАРОДНУ МУДРІСТЬ:
При єднанні і мале росте, при розбраті і найбільше розпадається.
Додаток 5.
Тест №1
1. Який струм дає випрямляч ?
- постійний;
- змінний.
2. Для чого потрібен гнучкий шланг ?
- для подачі електродного дроту;
- для подачі зварювального струму;
- для подачі електродного дроту і зварювального струму.
3. Яким кольором пофарбовані балони з вуглекислим газом ?
- червоним;
- білим;
- чорним.
4. Де закріплюється редуктор – витратомір ?
- на випрямлячі;
- на балоні.
Тест №2
З чого складається механізм подачі електродного дроту?
- дріт та двигун;
- дріт, двигун та ролики.
Які за типом бувають пальники ?
- з природним охолодженням;
- з водяним охолодженням;
- з водяним і природним охолодженням.
3. Якою масою випускають котушки із зварювальним дротом ?
- 5, 10, 15 кг;
- 5, 10,20 кг;
- 5, 15 кг.
4. Зварювальний випрямляч можливо використовувати для:
- ручного зварювання;
- напівавтоматичного зварювання;
- напівавтоматичного і ручного зварювання.
Тест №3
Яке охолодження використовується у пальника при зварюванні на великих струмах?
з природним охолодженням;
з водяним охолодженням.
Навіщо на редукторі два манометри?
для зниження тиску газу і регулювання його витрати;
для показу тиску у балоні та на шлангу.
Підігрівач призначений для:
підігрівання вуглекислого газу;
слідкування за тиском газу у балоні.
Які пальники застосовують частіше за все?
ГДПГ;
ГМГ;
РГМГ.
Додаток 6.
Малим групам пропонується завдання, час на виконання 30хвилин.
1 група. Перед вами виникла проблема: при включенні вимикач, розташований на зварювальному пальнику, не запалюється дуга, що робити?
Підготувати презентацію джерел живлення для напівавтомату; зварювальний напівавтомат.
2 група. Перед вами виникла проблема: при нормальній роботі двигуна подачі електродного дроту періодично обривається дуга, що робити?
Підготувати презентацію зварювального пальника і механізмів подачі зварювального дроту.
3 група. Перед вами виникла проблема: немає витікання газу з сопла пальника при відкритому редукторі і наявності тиску в балоні.
Підготувати презентацію газової апаратури і гнучкого шланга.
Мета презентації – продемонструвати роль обраного елемента в проведенні механізованого зварювання, допускається проводити презентацію з використанням слайдів без надписів. Обов’язковою умовою є простота і стислість. На підготовку кожній групі виділяється 5 хвилин. Презентувати необхідно технічні характеристики елементів, їхнє призначення.
Час для презентації виборного елементу для малої групи 10 хвилин.
Додаток 7.
Лист взаємооцінки малої групи №______
| № групи | Помилки | Оцінка |
|
|
|
|
|
|
|
|
Додаток 8.
КРИТЕРІЇ ОЦІНЮВАННЯ
навчальних досягнень учнів за темою уроку:
«Ознайомлення з обладнанням для напівавтоматичного зварювання в середовищі захисних газів»
| СЕРЕДНІЙ РІВЕНЬ | 4 бали | Учень без достатнього розуміння відтворює окремі компоненти професійних знань і недостатньо усвідомлено виконує основні прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи. Не може пояснити зміст технологічного процесу та прийомів самоконтролю і методів контролю за якістю. З частковою допомогою майстра виробничого навчання організовує робоче місце , планує виробничі роботи і виконує навчально -виробничі роботи з використанням технічної документації . При виконанні роботи допускає значні помилки , які самостійно виправити не може. Результати роботи відповідають мінімальним діючим якісним і кількісним показникам. В окремих випадках потребує допомоги і контролю в дотриманні правил безпеки праці . |
| 5 балів | Учень без достатнього розуміння відтворює основні компоненти професійних знань і недостатньо усвідомлено виконує основні прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи. З частковою допомогою майстра виробничого навчання організовує робоче місце , планує виробничі роботи і виконує навчально -виробничі роботи з використанням технічної документації . Неусвідомлено застосовує прийоми самоконтролю за якістю і за виконанням технологічного процесу. Результати роботи відповідають низьким чинним якісним і кількісним показникам. В окремих випадках потребує допомоги і контролю в дотриманні правил безпеки праці . | |
| 6 балів | Учень без достатнього розуміння відтворює значну кількість компонентів професійних знань необхідних при підготовці напівавтомата до роботи З консультативною допомогою майстра виробничого навчання організовує робоче місце і виконує навчально -виробничі роботи із застосуванням технічної документації . Неусвідомлено застосовує прийоми самоконтролю за якістю і за виконанням технологічного процесу. При виконанні роботи припускається помилок , які частково може виправити з допомогою майстра виробничого навчання . Результати роботи відповідають низьким чинним якісним і кількісним показникам. В окремих випадках потребує допомоги і контролю в дотриманні правил безпеки праці та організації робочого місця. |
| ДОСТАТНІЙ РІВЕНЬ | 7 балів | Учень з розумінням відтворює основні професійні знання та правильно виконує основні прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи. Організовує робоче місце , планує виробничі роботи і виконує навчально- виробничі роботи з незначними відхиленнями від встановлених норм часу. Досить осмислено користується технологічною документацією. Використовує основні прийоми самоконтролю виробничих робіт і методу контролю за якістю робіт. Потребує консультації майстра виробничого навчання. При виконанні робіт допускає несуттєві помилки і неточності , які частково може виправити. Результати роботи в цілому відповідають якісним і кількісним показникам. Дотримується правил техніки безпеки . | ||
| 8 балів | Учень з розумінням відтворює основні професійні знання та правильно виконує основні прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи Самостійно організовує робоче місце , планує виробничі роботи і виконує навчально- виробничі роботи в межах встановлених норм часу. Досить осмислено користується технологічною документацією. Використовує основні прийоми самоконтролю виробничих робіт і методу контролю за якістю робіт. При виконанні робіт допускає несуттєві помилки і неточності , які може виправити. Результати роботи в цілому відповідають якісним і кількісним показникам. Дотримується норм витрати матеріалів і правила техніки безпеки . | |||
| 9 балів | Учень володіє основними професійними знаннями та правильно виконує більшість основних прийомів і технологічних операцій , необхідних при підготовці напівавтомата до роботи Самостійно і в цілому правильно організовує робоче місце , планує виробничі роботи і виконує навчально- виробничі роботи в межах встановлених норм часу. Осмислено використовує технологічну документацію. Може розробляти окремі її види . Правильно застосовує основні прийоми самоконтролю виробничих робіт і методи контролю за якістю робіт. При виконанні робіт допускає незначні помилки , які виправляє. Результати роботи відповідають якісним і кількісним показникам. Дотримується норм витрати матеріалів , енергоресурсів і правила техніки безпеки . | |||
| ВИСОКИЙ РІВЕНЬ | 10 балів | Учень володіє професійними знаннями в обсязі , які передбачені навчальною програмою і самостійно , впевнено виконує прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи в межах встановлених норм часу. Самостійно в повному обсязі виконує навчально- виробничі роботи і користується технологічною документацією. Вміє розробляти окремі її види . Дотримується норм витрат матеріалів та інших ресурсів. Виявляє елементи професійної культури , прагнення і вміння до продуктивної творчої роботи в колективі . У процесі роботи може допускати окремі неточності , які самостійно виправляє. Результати роботи відповідають якісним і кількісним показникам. Раціонально організовує робоче місце і дотримується правил техніки безпеки .
| ||
| 11 балів | Учень володіє професійними знаннями в повному обсязі та самостійно , правильно , впевнено виконує прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи в межах встановлених норм часу. Самостійно в повному обсязі виконує навчально- виробничі роботи і користується технологічною документацією. Вміє розробляти окремі її види та обирати оптимальні варіанти виконання навчально- виробничих робіт . Зразково дотримується норм витрат матеріалів та інших ресурсів. Правильно й усвідомлено застосовує всі прийоми самоконтролю виробничих робіт і методи контролю за якістю робіт. Освоїв основи професійної культури та виявляє прагнення і вміння до продуктивної творчої роботи в колективі . У процесі роботи допускає незначні неточності , які самостійно виявляє і виправляє. Результати роботи відповідають якісним і кількісним показникам. Забезпечує високий рівень організації праці та правила техніки безпеки праці . | |||
| 12 балів | Учень володіє системними професійними знаннями в повному обсязі та бездоганно виконує всі прийоми і технологічні операції , необхідні при підготовці напівавтомата до роботи в межах встановлених норм часу. Повністю виконує або перевиконує норми часу. Самостійно в повному обсязі виконує навчально- виробничі роботи в повній відповідності технологічної документації . Вміє самостійно розробляти її види та обирати оптимальні варіанти виконання навчально- виробничих робіт . Знаходить шляхи зменшення витрат матеріалів та інших ресурсів , які не впливають на якість . Впевнено і усвідомлено застосовує всі прийоми самоконтролю за якістю робіт. Освоїв основи професійної культури та виявляє прагнення і вміння до продуктивної творчої роботи в колективі . Результати роботи повністю відповідають якісним і кількісним показникам або може бути краще їх . Забезпечує високий рівень організації праці і робочого місця. Бездоганно виконує правила техніки безпеки праці . | |||
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

