Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 10.02.2023 08:09

Зубков Михаил Алексеевич
Мастер производственного обучения
Местоположение
Специализация
Газовая сварка - наплавка в вертикальном положении 6,04,2020-8,04,2020
Категория:
Прочее
04.04.2020 20:53

Просмотр содержимого документа
«Газовая сварка - наплавка в вертикальном положении 6,04,2020-8,04,2020»
Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
ОПРЕДЕЛЕНИЕ ГАЗОВОЙ СВАРКИ

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Газовая сварка металлов может реализовываться несколькими способами:
газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
жесть и тонколистовая сталь, толщиной не более 5 мм;
цветные металлы;
чугун;
инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.

Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
толщина изделия;
положение детали и ширина шва;
предпочтения мастера;
используемые газы.
Сварка стыковых швов. Сварка в вертикальном положении снизу вверх. Сварочная позиция PF
Берем 2 пластины толщиной 2мм, длиной 200 мм и шириной 100мм.
1. При открытых вентилях горелки установить рабочее давление на манометре редуктора (среднее значение для кислорода 4 бар и для ацетилена 0,4 бар) в соответствии с толщиной свариваемого металла. Закрыть вентили.
2. Открыть на 1/4 вентиль кислорода на горелке, а затем на один оборот вентиль ацетилена.
3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука.
4. Пламя регулируют ацетиленовым вентилем, при полностью открытом кислородном.
5. Нагреть металл до образования сварочной ванны.
6. Сделать прихватки по краям детали.
7. Сварить детали левым способом.
|
|
|
| Рис. 133. Левый способ сварки (24) | Рис. 134. Правый способ сварки (24) |


Вертикальные швы снизу вверх сваривают левым и правым способом. Объем сварочной ванны мал, поэтому металл удерживают от стекания давлением газов пламени или концом присадочной проволоки, погруженной в ваннну.
При левом способе сварки угол наклона горелки к поверхности металла 45-60°, а угол между горелкой и прутком 90°. Пруток находится впереди горелки. Пламя направлено на несваренную часть детали.
При правом способе сварки угол наклона горелки к поверхности металла 45-60°, а угол между горелкой и прутком 30-35°. Пруток находится за горелкой. Пламя напрвлено на сварной шов.

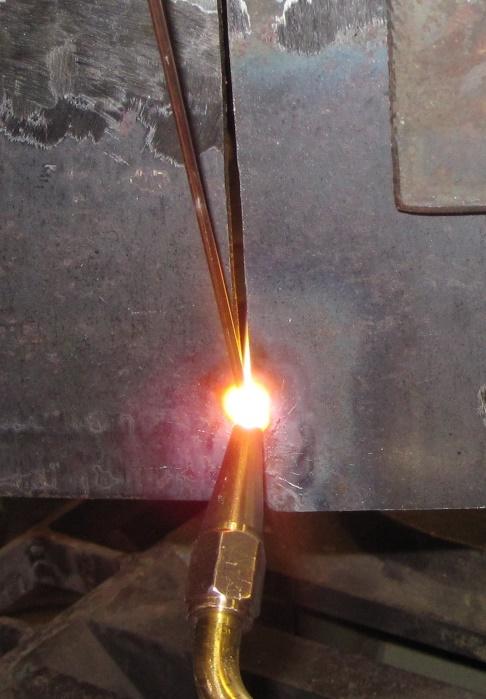
Рис. 135. Сварка в вертикальном положении снизу вверх. Фото автора
Сварка стыковых швов. Сварка в вертикальном положении сверху вниз. Сварочная позиция PG

Рис. 136. Сварка в вертикальном положении сверху вниз (24)
Вертикальные швы сверху вниз сваривают только правым способом. Горелка наклонена к поверхности детали под углом 30-35°. А угол между горелкой и прутком 90°. Металл от вытекания из сварочной ванны удерживает пруток.
Видео для просмотра
https://www.youtube.com/watch?v=yYbZa1kgTWE
https://www.youtube.com/watch?v=OYdzpNEtIJs







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

