
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине ОП.09 «Технологическая оснастка » Лекция 30. «Назначение, общие сведения о фрезерных приспособлениях ».
Категория:
Технология
06.05.2020 06:25

Просмотр содержимого документа
«Курс лекций по дисциплине ОП.09 «Технологическая оснастка » Лекция 30. «Назначение, общие сведения о фрезерных приспособлениях ».»
| Курс лекций по дисциплине |
| ОП.09 «Технологическая оснастка » |
| Лекция 30. «Назначение, общие сведения о фрезерных приспособлениях ». |
Приспособление для фрезерных станков
Приспособления для фрезерных станков в зависимости от назначения подразделяются на:
приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие ее смещение или вибрацию под действием сил резания или собственной массы;
приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки). К приспособлениям относят также устройства, применение которых позволяет расширить возможности фрезерного станка: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
1.2.1 Приспособления для закрепления заготовок. При их использовании необходимо соблюдать следующее:
а) для уменьшения холостого хода станка приспособления должны крепиться на столе с таким расчетом, чтобы расстояние между заготовкой и фрезой в исходном положении стола было наименьшим;
б) рукоятки и гайки для зажима заготовки должны располагаться на приспособлении таким образом, чтобы ими было удобно и безопасно пользоваться;
в) размеры приспособления не должны превышать размеры рабочей части стола;
г) высота зажимных рукояток должна быть меньше расстояния между приспособлением и кольцами фрезерной оправки в рабочем положении.
На фрезерных станках широко применяют универсальные зажимные приспособления - машинные тиски различных конструкций (рис. 1).
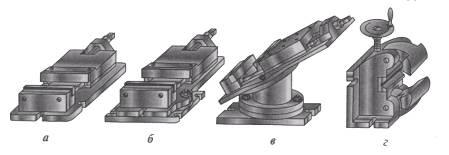
Рис. 1. Машинные тиски: а - неповоротные; б - поворотные (поворот вокруг вертикальной оси); в - универсальные (поворот вокруг двух осей); г - специальные (для закрепления валов)
Механизированный привод тисков (пневматический, гидравлический или пневмогидравлический) обеспечивает их быстродействие, сокращая время на закрепление и открепление заготовок. Универсальные тиски позволяют с помощью простых недорогих наладок устанавливать и закреплять заготовки широкой номенклатуры. На рис. 2. приведена конструкция универсальных тисков с гидравлическим приводом.
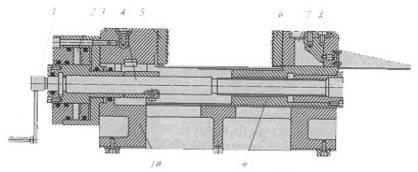
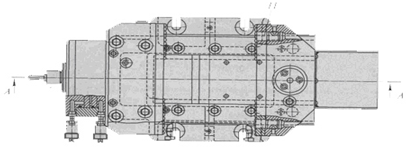
Рис. 2. Универсальные тиски с гидравлическим приводом: 1 - рукоятка; 2 - гидроцилиндр двухстороннего действия; 3 - неподвижная губка; 4 - винт; 5, 6 - сменные наладки; 7 - ось; 8 - поворотная губка; 9 - подвижная губка; 10 - корпус; 11, 12 - соответственно цилиндрический и ромбический штыри
Тиски представляют собой корпус 10 с неподвижной 3 и подвижной 9 губками. Заготовки можно устанавливать как на плоскость направляющих планок, так и в сменные установочно-зажимные наладки 5 и 6, которые закрепляются на губках тисков с помощью двух штырей -- цилиндрического 11 и ромбического 12. Заготовки прижимаются к сменной наладке 5 неподвижной губки 3 посредством сменной наладки 6 поворотной губки 8. Сила зажима передается подвижной губке 9 от гидроцилиндра 2 двухстороннего действия через винт 4. Поворотная губка 8 шарнирно закреплена на оси 7 подвижной губки 9, что обеспечивает возможность ее самоустановки при закреплении заготовок с непараллельными плоскостями. Положение подвижной губки регулируют вращением рукоятки 1.
Для обработки заготовок сложной конфигурации используют сменные наладки тисков сложной конструкции (рис. 3.). Губка 1 тисков имеет на базовой плоскости фиксирующие штыри 2 для точной установки сменной наладки 3 при обработке заготовки 4.
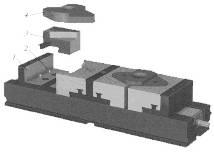
Рис. 3. Сменная наладка тисков: 1 -- губка; 2-- штырь; 3-- сменная наладка; 4-- заготовка
На рис. 4. приведен пример многоместной наладки камертонного типа к тискам. Пять заготовок 4 устанавливают в гнезда разрезного корпуса 3, зажимаемого в тисках 2. Заготовки закрепляются подвижной губкой тисков, сжимающей лепестки 1 корпуса.
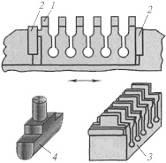
Рис. 4. Многоместная наладка камертонного типа к тискам: 1 лепестки корпуса; 2 - тиски; 3 - корпус; 4 - заготовка
Для повышения производительности фрезерных станков используются многопозиционные и многоместные приспособления с автоматизированным приводом.
Прихваты с ручным приводом (рис. 5, а) используют для закрепления заготовок 4 или каких-либо приспособлений на столе фрезерного станка болтами 3. Нередко один из концов прихвата 2 попирается на подставку 1 (рис. 5, б).
Гидрофицированные прихваты показаны на рис. 5, в, г, д, е. Гидроцилиндр может быть выполнен в виде отдельного блока (см. рис. 5, в). Другие конструкции (см. рис. 5, г, д, е) имеют встроенный гидропривод.




Рис. 6. Прихваты: 1 - подставка; 2 - прихват; 3 - болт; 4 - заготовка; 5 - гидроцилиндр
Элементы приспособлений с прихватами стандартизованы. В качестве примера на рис. 6. представлено приспособление, собираемое из стандартизованных элементов. В нем прихваты имеют ручной привод.
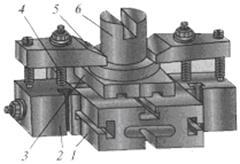
Рис. 6. Стандартизованное приспособление на базе прихватов с ручным приводом:
1 - базовая плита; 2 - опора; 3 - установочная планка; 4 - крепежный болт; 5 - прихват; 6 -заготовка.
1.2.2 В качестве делительных приспособлений при фрезеровании используют делительные столы и делительные головки. Делительные столы подразделяют на круглые неповоротные и поворотные. Столы бывают с ручным, пневматическим, гидравлическим и электрическим приводами.
На рис. 7, а показан общий вид неповоротного стола с мембранным пневмоприводном, который встроен в основание 7 стола (рис. 7, б, сечение). Мембрана 2 связана со штоком 3. В шток ввинчивают сменные тяги или толкатели, которые зажимают заготовку при подаче воздуха через поворотный кран 4 в полость пневмокамеры.
Поворотный стол может быть выполнен с ручным, гидравлическим или мембранным пневмоприводном. Поворот стола 6 (рис. 7, в) осуществляют вручную штурвалом 5 через червячную пару, вмонтированную в основание 1 стола. Пневмокран 7 служит для управления операциями зажима и разжима заготовки.
Поворотные столы позволяют обрабатывать фасонные поверхности заготовок, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки обработанные детали снимаются и на их место устанавливаются новые заготовки. При этом столу может сообщаться непрерывное вращение от отдельного привода или от привода станка
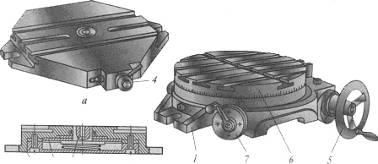
Рис. 7. Неповоротный (а, б) и поворотный (в) столы фрезерного станка: 1 - основание стола; 2 - мембрана; 3 - шток; 4 - поворотный кран; 5 - штурвал; 6 - стол; 7 - пневмокран
На рис. 8. представлен круглый поворотный стол с приводом прихвата от механизма подачи фрезерного станка. Движение вращения круглый стол 1 получает от ходового винта 6 при перемещении продольного стола 3 консольно-фрезерного станка во время подачи через сменные зубчатые колеса 5 в корпусе 4 и карданный вал 2,
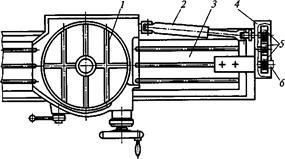
Рис. 8. Круглый поворотный стол с приводом от механизма подачи фрезерного станка: 1-- круглый стол; 2 -- карданный вал; 3-- продольный стол; 4-- корпус; 5 -- сменные зубчатые колеса; 6-- ходовой винт.
1.2.3 Делительные головки применяются на консольных универсально-фрезерных и широкоуниверсальных станках с ручным управлением. Различают простые и универсальные делительные головки.
Универсальные делительные головки (рис. 9) служат для установки заготовки под требуемым углом относительно стола станка, ее поворота вокруг своей оси на определенные углы, сообщения заготовке непрерывного вращения при фрезеровании винтовых канавок.
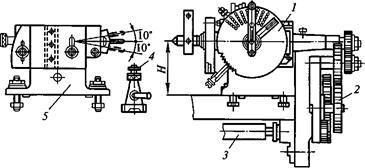
Рис. 9. Универсальная делительная головка: 1 -- делительный механизм; 2-- гитара делительной головки; 3-- ходовой винт станка; 4-- поддерживающий домкрат; 5-- задняя бабка делительной головки; 6 -- высота центра делительной головки над уровнем станины.
Для широкоуниверсальных инструментальных фрезерных станков используют делительные головки (рис. 10), конструктивно отличающиеся от универсальных делительных головок: они снабжены хоботом для установки заднего центра и, кроме того, имеют некоторое отличие в кинематической схеме. Головки обоих типов настраиваются одинаково.
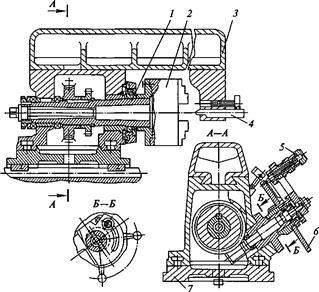
Рис. 10. Делительная головка для широкоуниверсальных инструментальных фрезерных станков:7 - шпиндель; 2 - патрон; 3 - хобот; 4 - задний центр; 5 - рукоятка; 6 - делительный диск; 7 - промежуточная плита.
1.2.4 Приспособления, расширяющие технологические возможности фрезерных станков подразделяются на две группы. Приспособления одной группы, такие как дополнительные одно- и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п., не изменяют основного назначения станка, а приспособления другой группы - долбежные, сверлильные и шлифовальные головки -- в корне меняют характер выполняемых на станке технологических операций.
Дополнительная вертикально-фрезерная головка (рис. 11, а), устанавливаемая на горизонтально-фрезерном станке, делает его более универсальным. Головку 2 крепят на вертикальных направляющих 1 станины. Шпиндель 3 головки приводится во вращение от шпинделя станка через зубчатые колеса.
Приспособление для фрезерования реек (рис. 11, б), закрепляемое на хоботе 4 горизонтально-фрезерного станка, приводится в действие от шпинделя 5 станка. Впадину рейки прорезают фрезой 6 при поперечной подаче стола, а смещение рейки на один шаг выполняется вместе со столом в продольном направлении.
Двухшпиндельная фрезерная головка (рис. 11, в), может быть использована при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых поверхностей. В последнем случае один из шпинделей имеет осевое установочное перемещение. В некоторых конструкциях двухшпиндельных фрезерных головок можно регулировать расстояние между осями шпинделей.
Сверлильная головка (рис. 11, г), установленная на станке, имеет привод шпинделя от электродвигателя 7 через коробку скоростей 8. Сверлильную головку используют при сверлении малых отверстий, когда необходима большая частота вращения инструмента.
Шлифовальную головку, показанную на рис. 11, д, устанавливают на станине консольно-фрезерного станка, ее шпиндель 11 приводится во вращение шпинделем станка через две ременные передачи, что повышает частоту его вращения.
Долбежную головку (рис. 11, е) используют на фрезерном станке при отсутствии на производстве долбежного станка. Головку устанавливают на станине горизонтально-фрезерного станка. Ползун 9 с резцом 10 получает возвратно-поступательное движение от шпинделя станка через кривошипно-шатунный механизм.
Для выполнения работ повышенной точности на универсальных станках нормального класса на стол станка (рис. 11, ж) устанавливают дополнительный крестовый стол 75.
Дальнейшее расширение технологических возможностей горизонтальных и вертикальных фрезерных станков обеспечивает установка на поворотном столе 14 (рис. 11, з) дополнительного стола 12 с пазами для продольных перемещений. Дополнительный стол перемещается с помощью рукоятки 13. На станках с ЧПУ поворот стола и продольное перемещение могут осуществляться от системы управления [18].
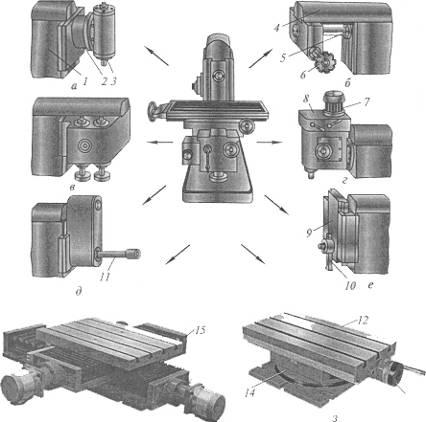
Рис. 11. Приспособления, расширяющие возможности фрезерных станков: 1 - направляющая станины; 2 - вертикально-фрезерная головка; 3, 5 - шпиндель; 4 - хобот станка; 5 - шпиндель станка; 6 - фреза; 7 - электродвигатель; 8 - коробка скоростей; 9 - ползун; 10 - резец; 11 - шпиндель шлифовальной головки; 12 - стол для продольных перемещений с пазами; 13 - рукоятка; 14 - поворотный стол; 15 - крестовый стол.
Вопросы для самопроверки
| 1 | Приспособления для закрепления заготовок |
| 2 | Приспособления для фрезерных работ… |
| 3 | Применение универсальных зажимных приспособлений |
| 4 | Механизированный привод |
| 5 | Сменные наладки тисков сложной конструкции |
| 6 | Для повышения производительности фрезерных станков используются |
| 7 | Прихваты |
| 8 | Поворотный стол |
| 9 | Универсальные делительные головки |
| 10 | Сверлильная головка |
Использован материал
1.https://studbooks.net/2539665/tovarovedenie/prisposoblenie_frezernyh_stankov
ДОМАШНЕЕ ЗАДАНИЕ
1.Написать конспект лекции, ответив на вопросы
2. Пройти тестирование по теме лекции








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

