
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 14.09.2025 08:14

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 7: «Способы раскроя заготовок для деталей шаблонов и приспособлений»
Категория:
Всем учителям
05.01.2020 15:19

Просмотр содержимого документа
«План занятия теоретического обучения с конспектом по ПМ.01. «Изготовление шаблонов и приспособлений» Тема урока № 7: «Способы раскроя заготовок для деталей шаблонов и приспособлений»»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
План занятия теоретического обучения по ПМ.01.
«Изготовление шаблонов и приспособлений»
Тема урока № 7:
«Способы раскроя заготовок для деталей шаблонов и
приспособлений»
по профессии
262023.01 «Мастер столярного и мебельного производства»
подготовил
преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
План урока теоретического обучения
| Шифр группы | Наименование предмета | № темы | № урока | Тип | Ф.И.О. преподавателя |
| Ст - 9 | ПМ.01 | 1 | 7 | УУЗнИ комбинированный | Григорьев И.А. |
Материально-техническое оснащение урока
(Учебно-наглядные пособия, ТСО и другие средства обучения)
ИС-МИ (278-292); комплект плакатов и УНП по столярному делу
________________________________________________________________________________
ПМ.01. Изготовление шаблонов и приспособлений
МДК.01.01. Технология изготовления шаблонов и приспособлений
Тема раздела: Изготовление шаблонов
Тема урока: Способы раскроя заготовок для деталей шаблонов и
приспособлений
Цели урока: образовательная осмысление и воспроизведение материала, решение различных дидактических задач обучения в комплексе.
развивающая формирование теоретических основ и восприятия новых знаний.
воспитательная развитие умственных способностей и самостоятельного воспроизведения
изученного материала.
Ход урока
1. Организационный момент: Проверка посещаемости, раздача тетрадей и учебной лит-ры
2. Главная часть урока.
2.1. Обоснование значения изучаемой темы и учебной цели урока.
2.2. * Выяснить знания учащихся, необходимые для изучения учебных элементов, при помощи следующих вопросов:
Что такое разметка?
Какие инструменты используются для разметки?
Расскажите о приёмах разметки
2.3. Перечень учебных элементов, изучаемых на уроке:
| № | Наименование учебных элементов по стандарту | Методы обучения |
| 1 | Способы раскроя заготовок | Рассказ Демонстрация Самостоятельная работа |
2.4. Вопросы или задания для закрепления и обобщения изученного учебного материала:
Что такое раскрой заготовок?
Какие инструменты используются для раскроя заготовок?
Расскажите о способах раскроя заготовок
2.5. Сообщить учащимся оценки за ответы (выполненное задание) и прокомментировать их.
3. Домашнее задание учить по конспекту и повторить пройденный учебный материал.
Конспект к уроку
Способы раскроя заготовок Пиление
Завершив разметку, приступают к пилению, которое можно осуществлять как вдоль, так и поперёк волокон. Для этого применяются пилы и ножовки. Лучковые пилы могут иметь широкое (45–55 мм) и узкое (5–6 мм) полотно. Первые используются для поперечного и продольного пиления древесины, что требуется при раскрое детали, выполнении шипов, проушин и пр. Вторые (они также называются выкружными) предназначены для выпиливания криволинейных заготовок. С этой же целью применяют узкие ножовки. Широкими ножовками удобно пилить плиты и доски поперёк волокон. Пазы выполняют наградками.
Овладеть приёмами пиления довольно просто. Для продольного пиления закрепляют доску горизонтально (или вертикально) на верстаке струбциной, при этом та часть, которая будет отпилена, должна свешиваться с него (такой же способ используют для выполнения криволинейных заготовок). При поперечном пилении доску кладут на верстак горизонтально и пилят, удерживая её свободной рукой.
При необходимости запилить заготовку под прямым углом (при торцевании брусков) или «на ус» (под углом в 45°) можно использовать стусло – специальный распиловочный ящик (рис. 50).
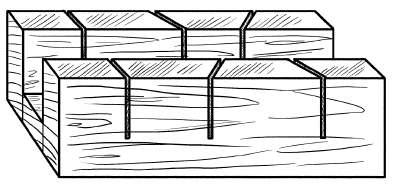
Рис. 50. Стусло
Чтобы работа была более производительной, не следует распиливать каждую доску по отдельности. Рациональнее использовать пакетный метод, при котором обрабатывается сразу целая пачка заготовок.
Для того чтобы работа не была сопряжена с большими трудностями, необходимо правильно её выполнять:
1. Прежде всего нужно уметь держать инструмент. Например, при использовании ножовки указательный палец следует вытягивать в направлении конца полотна.
2. Первые движения при пилении должны быть короткими и возвратно-поступательными. Инструмент располагайте вплотную к разметочной линии со стороны отхода, направляя его суставом большого пальца другой руки.
3. Как только пропил будет достаточно глубоким, совершайте равномерные плавные движения, задействуя полотно на всю его длину и не допуская при этом рывков.
4. Чтобы полотно не зажималось пропилом, последний нужно фиксировать небольшим клином.
5. По окончании распиловки оставшуюся часть доски придерживайте свободной рукой.
6. Надо уметь правильно не только начинать пиление, но и заканчивать его, не допуская раскалывания древесины. Для этого нужно или развернуться к пропилу и выполнить движения навстречу ему, или перевернуть инструмент, направив его от себя и продолжая двигаться по тому же пропилу.
По окончании работы пилу помещают в пластиковый футляр, чтобы не повредить зубья. Если предполагается длительное хранение инструмента, его нужно смазать промасленной ветошью.
Для получения ровного спила в процессе работы необходимо равномерно нажимать на инструмент. Производить нажим со значительной силой не рекомендуется.
Для выполнения продольной распиловки материал фиксируют к верстаку струбцинами и выполняют разметку, то есть наносят метки или линии.
Прежде чем начать работу, около метки делают запил глубиной 5–10 мм (чтобы пила не соскользнула) и начинают пиление. Если пользуются ручным инструментом, то придерживаются следующих правил:
1) одной рукой держат пилу, а другой – доску, брусок и пр.;
2) начерченная линия должна оставаться слева от пилы, пока не завершится распиливание;
3) пазы под шпунты в широких деталях пропиливают наградкой (это разновидность ножовки);
4) для кривых линий предназначены выкружные пилы;
5) при необходимости распилить материал под каким-либо углом применяют стусло – лоток, изготовленный из трёх досок толщиной 25–30 мм, в боковых стенках которого под разными углами проделаны пропилы.
При пилении электрической дисковой пилой её диск может занимать по отношению к заготовке как верхнее (деревянную деталь фиксируют на рабочей доске верстака, а пилу перемещают по заготовке), так и нижнее положение (инструмент закрепляют на верстаке, а затем двигают заготовку к нему) (рис. 51).
Скорость подачи материала следует устанавливать приблизительно. При этом она не должна быть слишком большой, так как тогда количество оборотов диска уменьшается, а двигатель пилы не сможет функционировать на полных оборотах холостого хода.
Д исковые пилы перерезают волокна древесины, поэтому не исключено образование задиров. Чтобы избежать такого дефекта, который может испортить лицевую сторону заготовки, при распиливании деталь кладут ею вниз.
исковые пилы перерезают волокна древесины, поэтому не исключено образование задиров. Чтобы избежать такого дефекта, который может испортить лицевую сторону заготовки, при распиливании деталь кладут ею вниз.
Рис. 51. Пиление дисковой электропилой, закреплённой: а – в нижнем положении; б – в верхнем положении
Определённые правила имеются и при использовании электроинструмента:
1. Предварительно проверяют заготовку на наличие гвоздей или сучков, так как первые могут затупить инструмент, а вторые – «выстрелить» из-под диска.
2. Заготовка должна быть надёжно закреплённой на верстаке или козлах.
3. При работе электропилой нужно следить за тем, чтобы не было перекосов диска относительно детали. В противном случае электродвигатель может остановиться. Если все-таки диск заело, надо подать диск или заготовку в обратную сторону и, замедлив скорость подачи заготовки, закончить распиловку.
4. Заменять диск можно только после извлечения вилки из розетки (нельзя использовать тупые либо имеющие какой-либо дефект диски).
5. Если диск работает с трудом, его надо просто заменить, поскольку он затупился, но не следует усиливать нажим на него.
6. Чтобы не повредить инструмент, нельзя останавливать работающий диск, нажимая на его боковую сторону
Электролобзик позволяет выполнять криво– и прямолинейное распиливание под углом в 45 и 90° к плоскости заготовки. Для этого её нужно зафиксировать и двигаться по разметке (рис. 52).
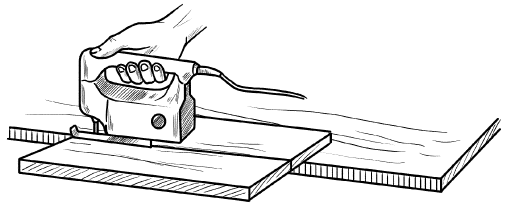
Рис. 52. Пиление электролобзиком
Чтобы выпилить внутренний замкнутый контур, проделывают отверстие, сквозь которое пропускают пилку (минимальный радиус окружности равен 15 мм). При работе с электролобзиком следует помнить о следующих моментах:
1. Чтобы он нормально функционировал, на пилку нельзя нажимать, поскольку в результате этого она перегреется, а скорость пиления при этом только упадёт.
2. Пока двигатель электролобзика не остановился, пилку нельзя извлекать из пропила.
3. Шнур обязательно должен располагаться позади корпуса инструмента.
4. Пилки должны быть острыми, так как в противном случае двигателю приходится затрачивать больше энергии.
5. Не рекомендуется держать заготовку рукой недалеко от линии пиления.
6. Перед окончанием прохода снижайте нажим на инструмент, это позволит не допустить резкого ускорения на выходе из пропила.
7. Кладут инструмент только после того, как двигатель остановится.
Поверхность после пиления (независимо от того, осуществлялось оно ручным или электрическим инструментом) получается несколько шероховатой, поэтому нуждается в дополнительной обработке – строгании. Если пиление является конечным этапом, тогда необходимо минимизировать дефекты (например, зубья могут оставить глубокие риски), поэтому зубья пилы должны быть правильно разведены, о чем уже говорилось ранее.
Строгание производят после завершения распила деревянных заготовок и деталей для удаления образовавшихся рисок и заусенцев.
Раскрой древесных материалов
Раскрой древесных материалов (пиломатериалов, фанеры, столярных, древесностружечных и древесноволокнистых плит) на заготовки— одна из первых стадий технологического процесса деревообрабатывающего производства.
Древесные материалы на крупных предприятиях раскраивают в раскройных цехах. На средних и небольших предприятиях раскройный участок (отделение) входит в состав укрупненного деревообрабатывающего цеха.
Понятие о заготовках. Заготовками называют отрезки древесных материалов определенных размеров и формы, из которых при дальнейшей механической обработке получают детали.
Заготовки, получаемые в раскройном цехе при раскрое материала пилами, будут называться черновыми заготовками. По размерам черновые заготовки могут быть одинарными и кратными. Одинарная заготовка имеет размеры, позволяющие получить из нее только одну деталь. Из кратной заготовки можно получить несколько деталей по толщине, ширине или длине.
Размеры черновой заготовки, даже одинарной, всегда больше размеров детали. Разность между размерами заготовки и размерами получаемой из нее детали называется припуском заготовки на обработку. Необходимость припуска объясняется тем, что при изготовлении детали из заготовки при механической обработке часть материала будет удалена.
Заготовки из пиломатериалов должны иметь припуски по толщине, ширине и длине, потому что при выработке деталей они обрабатываются со всех сторон.
Для заготовок, вырабатываемых из плит и фанеры, припуски на обработку даются только по длине и ширине, так как плиты и фанера имеют стандартную толщину. Возможны случаи, когда припуски по длине и ширине заготовок не предусматриваются, например, в заготовках для филенок, вставляемых в пазы.
Если раскраивается сырой материал, то в размеры заготовок должны быть включены не только припуски на обработку, но и припуски на усушку. В размерах кратных заготовок должны быть еще учтены дополнительные припуски на раскрой (деление) кратных заготовок на одинарные.
Правильный выбор величины припуска имеет огромное экономическое значение. Если припуски взяты больше нормы, то кроме перерасхода древесины, увеличится время обработки заготовок, расход электроэнергии, величина погрешностей обработки, ухудшится качество деталей. Явно заниженные припуски также нежелательны, так как увеличивается вероятность получения брака (непрострожка, заниженная длина), усложняются работы по наладке и настройке станков и инструментов.
Общий припуск на обработку складывается из операционных припусков. Операционных припусков будет столько, сколько операций проходит заготовка в процессе превращения ее в деталь. Припуски на механическую обработку пиломатериалов и заготовок регламентированы ГОСТ 7307—75.
Полезный выход заготовок. Раскрой древесных материалов — важная стадия технологического процесса в деревообрабатывающем производстве. От раскроя зависит, какие заготовки и в каком количестве пойдут в дальнейшую обработку. Из одной и той же доски или плиты можно получить разное количество заготовок различных размеров и качества. Раскрой необходимо производить только на заготовки нужных размеров, при этом следует стремиться получить их как можно больше и более высокого качества. Получение наибольшего полезного выхода заготовок — главная задача раскроя. Под полезным выходом заготовок понимают отношение объема полученных заготовок к объему раскроенного материала, выраженное в процентах.
В себестоимости заготовок стоимость самой древесины составляет около 80%. Увеличение полезного выхода заготовок только на 1% равноценно увеличению производительности участка раскроя в 1,5 раза. Однако получение высокого выхода заготовок нужного качества — далеко не простая-задача, особенно при раскрое пиломатериалов или фанеры низких сортов. В них содержится много пороков, которые не допускаются в заготовках и поэтому должны быть вырезаны при раскрое. В этом случае особенно трудно получать длинные заготовки.
Существует несколько способов и схем раскроя древесных материалов на заготовки, которые дают различные результаты по выходу.
С пособы и схемы раскроя. Раскрой материалов может быть групповым и индивидуальным. При групповом раскрое все доски или плиты раскраивают по одной и той же схеме без учета качества материала. Групповой раскрой можно производить на многопильных станках или одновременно по нескольку штук (пачками) на однопильных станках. Он применим тогда, когда качество раскраиваемого материала совпадает с качеством вырабатываемых заготовок и отпадает необходимость вырезать пороки древесины или когда размеры вырабатываемых заготовок небольшие. Групповым способом раскраивают пиломатериалы и листы фанеры высших сортов, а также все древесные плиты, имеющие примерно одинаковое качество по всей поверхности.
пособы и схемы раскроя. Раскрой материалов может быть групповым и индивидуальным. При групповом раскрое все доски или плиты раскраивают по одной и той же схеме без учета качества материала. Групповой раскрой можно производить на многопильных станках или одновременно по нескольку штук (пачками) на однопильных станках. Он применим тогда, когда качество раскраиваемого материала совпадает с качеством вырабатываемых заготовок и отпадает необходимость вырезать пороки древесины или когда размеры вырабатываемых заготовок небольшие. Групповым способом раскраивают пиломатериалы и листы фанеры высших сортов, а также все древесные плиты, имеющие примерно одинаковое качество по всей поверхности.
При индивидуальном раскрое для каждой доски или листа фанеры выбирают наиболее выгодную схему в зависимости от качества древесины и расположения пороков. Такой способ раскроя затрудняет механизацию и автоматизацию, повышает трудовые затраты, но при невысоком качестве раскраиваемого материала и жестких требованиях к качеству заготовок он повышает полезный выход заготовок по сравнению с групповым раскроем на 5…7%.
Рис. 4. Схемы раскроя пиломатериалов: I — продольно-поперечная, II — поперечно-продольная, III — комбинированная; а — обрезных пиломатериалов, б — необрезных пиломатериалов
Выход заготовок, особенно при раскрое материала низких сортов, во многом зависит от применяемой схемы раскроя. Различают три принципиальные схемы раскроя пиломатериалов на прямолинейные заготовки.
По первой схеме доску сначала распиливают вдоль на рейки или бруски шириной, равной ширине заготовок. Затем их торцуют на отрезки длиной, равной длине заготовок, удаляя при этом недопустимые пороки древесины. Раскрой по первой схеме называют продольно-поперечным. Эта схема дает хорошие показатели по выходу заготовок, особенно длинных. Для размещения оборудования по этой схеме требуются дополнительные площади, так как на обеих операциях (поперечный и продольный раскрой) приходится иметь дело с длинными досками.
По второй схеме доску сначала распиливают поперёк на отрезки, равные длине той или иной заготовки, вырезая при этом по всей ширине доски пороки, не допустимые в заготовках. Затем отрезки распиливают вдоль на заготовки нужной ширины. Раскрой по второй схеме называют поперечно-продольным. Эта схема менее выгодна, чем первая. Выход заготовок, особенно длинных, будет меньше за счет больших отходов здоровой древесины вместе с удаляемыми пороками. Только при раскрое узких необрезных досок, имеющих, как правило, большую кривизну по кромке, второй схеме можно отдать предпочтение перед первой.
Однако вторая схема имеет пока наибольшее распространение в промышленности.
Третья схема представляет собой комбинацию первых двух. По этой схеме доску сначала распиливают поперек без вырезки пороков. При этом стремятся получить наиболее длинные отрезки. Затем отрезки распиливают вдоль на заготовки нужной ширины. Имеющиеся недопустимые пороки в некоторых заготовках вырезают при дополнительной торцовке или продольной опиловке заготовок. При этом размеры заготовок уменьшаются соответственно по длине или ширине. При правильном применении третья схема позволяет получить высокий выход заготовок. Она лишена недостатков первой и частично второй схем.
Полезный выход заготовок при любой схеме раскроя пиломатериалов может быть повышен включением в технологический процесс дополнительных операций: предварительной разметки и строжки-калибровки досок перед раскроем. Введение-дополнительных операций несколько удорожает стоимость раскроя за счет увеличения числа станков, рабочих и производственной площади, но получаемая экономия древесины перекрывает это удорожание. Так, при внедрении разметки досок перед раскроем выход заготовок увеличивается на 9%, а при внедрении строгания и разметки — на 12%. Внедрение в процессы раскроя предварительного строгания способствует также лучшему использованию получающихся при раскрое короткомерных отрезков, их можно сразу же пускать на склейку по длине.
Схемы раскроя материалов на криволинейные заготовки имеют свои особенности. Раскрою должна предшествовать разметка материала, которую производят шаблонами-заготовками, накладываемыми на материал и очерчиваемыми.
Применяют следующие схемы раскроя материала на криволинейные заготовки: – поперечный раскрой досок на отрезки длиной, равной длине заготовок, — разметка отрезков на заготовки — выпиливание заготовок; – разметка досок на заготовки — выпиливание заготовок; – поперечный раскрой досок на отрезки — вырезка дефектов и опиловка кромок — фугование кромок — склеивание отрезков в щиты — разметка щитов на заготовки — выпиливание заготовок.
По второй схеме раскроя выход заготовок для задних ножек столярного стула получается больше на 4…6% по сравнению с первой. Наиболее выгодной является третья схема, при которой выход заготовок увеличивается на 10% по сравнению с первой схемой.
Рис. 5. Схема получения криволинейных заготовок: а — из отдельных отрезков, б — из отрезков, склеенных в щит; 1, 2, 3 — отрезки
На рис. 5, а показано получение криволинейных заготовок по первой схеме из отдельных отрезков, а на рис. 5, б — по третьей схеме из отрезков, склеенных в щит.
Средние нормы выхода заготовок. Процент выхода заготовок из пиломатериалов зависит от многих факторов: от породы древесины, вида пиломатериалов (обрезные и необрезные), сорта пиломатериалов, схем раскроя и назначения самих заготовок.
Средняя норма выхода заготовок при раскрое фанеры и плит всех видов составляет 85%. При тщательной разработке раскройных карт полезный выход может быть и выше.
Производство клееных заготовок и деталей. Использование клееных заготовок позволяет увеличить выход основных заготовок на 8. . . 12%.
Склеивание или сращивание заготовок по длине производится в основном на зубчатый шип.
Отечественной промышленностью выпускаются механизированные поточные линии, на которых производится нарезание зубчатых шипов, склеивание и раскрой склеенной ленты на заготовки. Например, линия ОК502 предназначена для сращивания брусков по длине. На этой линии могут склеиваться отрезки длиной 250… 1200, шириной 50… 150 и толщиной 40…85 мм. Длина получаемых заготовок 560… 2300 мм.
Отрезки, подлежащие склеиванию, должны быть строгаными или калиброванными, влажность древесины не должна превышать 12%. Для ускорения отверждения клея и ликвидации выдержки заготовок после склеивания клеевые швы прогревают токами высокой частоты (ТВЧ).
Склеивание заготовок по ширине и толщине производится на гладкую фугу и на шиповое соединение. Для этого применяют разнообразное оборудование: струбцины, сжимы, клеильно-конвейерные прессы и щитосборочные автоматы.
Условные обозначения используемой литературы
| Б.А. Степанов | Технология | «Технология плотничных, столярных, стекольных и паркетных работ» |
| П.Д. Бобиков | ИС-МИ | «Изготовление столярно-мебельных изделий» |
| Б.А. Степанов | МВ | «Материаловедение для профессий, связанных с обработкой дерева» |
| В.Н. Обливин, Л.Н. Никитин, Н.В. Гренц | ОТнД-ОП | «Охрана труда на деревообрабатывающих предприятиях» |
| Б.А. Степанов | СПиС | «Справочник плотника и столяра» |
| Л.Н. Крейндлин | СПСиПР | «Столярные, плотничные, стекольные и паркетные работы» |
| Г.И. Клюев | СПР | «Столярно-плотничные, стекольные и паркетные работы повышенной сложности» |
| Ф.В. Буйвидович | ТС-ПиПР | «Технология столярно-плотничных и паркетных работ» |
| М.А. Григорьев | М-С | «Мастер – столяр» |
| А.О. Гурвич | СР | «Столярные работы» |
| В.В. Амалицкий, В.В. Амалицкий, | ДСиИ | « Деревообрабатывающие станки и инструменты» |
| Ю.Ф. Подольский | ССР | «Современные столярные работы · Окна · Полы · Двери · Перегородки · Лестницы · Веранды · Мансарды» |
Список используемой литературы
| № п/п | Название | Автор | Издательство | Год издания |
| 1 | Деревообрабатывающие станки и инструменты | В.В. Амалицкий, В.В. Амалицкий | М.: «Академия» | 2009 |
| 2 | Столярные, плотничные, стекольные и паркетные работы | Л.Н. Крейндлин | М.: «Академия» | 1999 |
| 3 | Материаловедение для профессий, связанных с обработкой дерева | Б.А. Степанов | М.: «Академия» | 2000 |
| 4 | Безопасность жизнедеятельности | Ю.Г. Сапронов | М.: «Академия» | 2008 |
| 5 | Охрана труда на деревообрабатывающих предприятиях | В.Н. Обливин, Л.И. Никитин, Н.В. Гренц | М.: ПрофОбрИздат | 2002 |
| 6 | Справочник плотника и столяра | Б.А. Степанов | М.: «Академия» | 2004 |
| 7 | Мастер-столяр | М.А. Григорьев | М.: Цитадель | 1999 |
| 8 | Технология плотничных, столярных, стекольных и паркетных работ | Б.А. Степанов | М.: «Академия» | 2003 |
| 9 | Изготовление столярно-мебельных изделий | П.Д. Бобиков | М.: «Академия» | 2006 |
| 10 | Плотничные работы | Л.Н. Крейндлин | М.: «Высшая школа» | 1972 |
| 11 | Технология столярно-плотничных и паркетных работ | Ф.В. Буйвидович | Мн.: «Высшая школа» | 2000 |
| 12 | Столярные работы | А.О. Гурвич | М.: «Высшая школа» | 1964 |
| 13 | Материалы для облицовывания и отделки столярно-мебельных изделий | В.Ф. Савченко | М.: «Академия» | 1999 |
| 14 | Современные столярные работы | Ю.Ф. Подольский | «Клуб сем. досуга» г. Белгород | 2012 |
| 15 | Электробезопасность при эксплуатации электроустановок промышленных потребителей | Сибикин Ю.Д. | М.: «Академия» | 2000 |
| 16 | Охрана труда | Сиднеев Ю.Г. | «Феникс» | 2004 |
| 17 | Правила противопожарного режима в Российской Федерации | Постановление Правительства РФ от 25.04.2012 № 390 (с изм. на 21.03.17) | 2017 | |
| 18 | Первая медицинская помощь | Буянов В.М., Нестеренко Ю.А. | «Медицина» | 2000 |
| 19 | Инструкция по оказанию первой доврачебной неотложной помощи пострадавшим. | http://ihelpers.narod.ru/ | 2017 | |
9






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

