Россия, Амурск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 11.05.2021 02:16

Игнатенко Наталья Борисовна
КГБПОУ"Амурский политехнический техникум"
70 лет
Местоположение
Дифференцированный зачет по ПМ.02. Тема: "Кольцевые швы и изготовление трубопроводов".Профессия Сварщик (ручной и частично механизированной сварки (наплавки))
Категория:
Прочее
07.05.2021 12:41

Просмотр содержимого документа
«Дифференцированный зачет по ПМ.02. Тема: "Кольцевые швы и изготовление трубопроводов".Профессия Сварщик (ручной и частично механизированной сварки (наплавки))»
Министерство образования и науки Хабаровского края
Краевое государственное бюджетное
профессиональное образовательное учреждение
«Амурский политехнический техникум»
Программа дифференцированного зачета №3
по учебной практике
ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
г. Амурск, 2020
| СОГЛАСОВАНО Председатель ПЦК _________Е.А. Мартинович ''___'' ____________ 20___г.
| УТВЕРЖДАЮ Зам. Директора по УПР ______В.Б. Вдовенко ''____''_________20___ г.
|
Программа дифференцированного зачета разработана в соответствии Федерального государственного образовательного стандарта по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) на основе программы учебной практики профессионального модуля ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Разработал: мастер производственного обучения Игнатенко Н.Б.
КГБ ПОУ АПТ
682644, г. Амурск, пр. Строителей, 47, тел. (факс) (42142) 3-65-23
E-mail: [email protected]
Пояснительная записка
Программа дифференцированного зачета содержит комплект оценочных средств, предназначенных для оценки образовательных достижений обучающихся, освоивших программу учебной практики профессионального модуля: ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом.
Тема, подлежащая проверке:
Тема 4. Сварка кольцевых швов и изготовление узлов трубопроводов средней сложности.
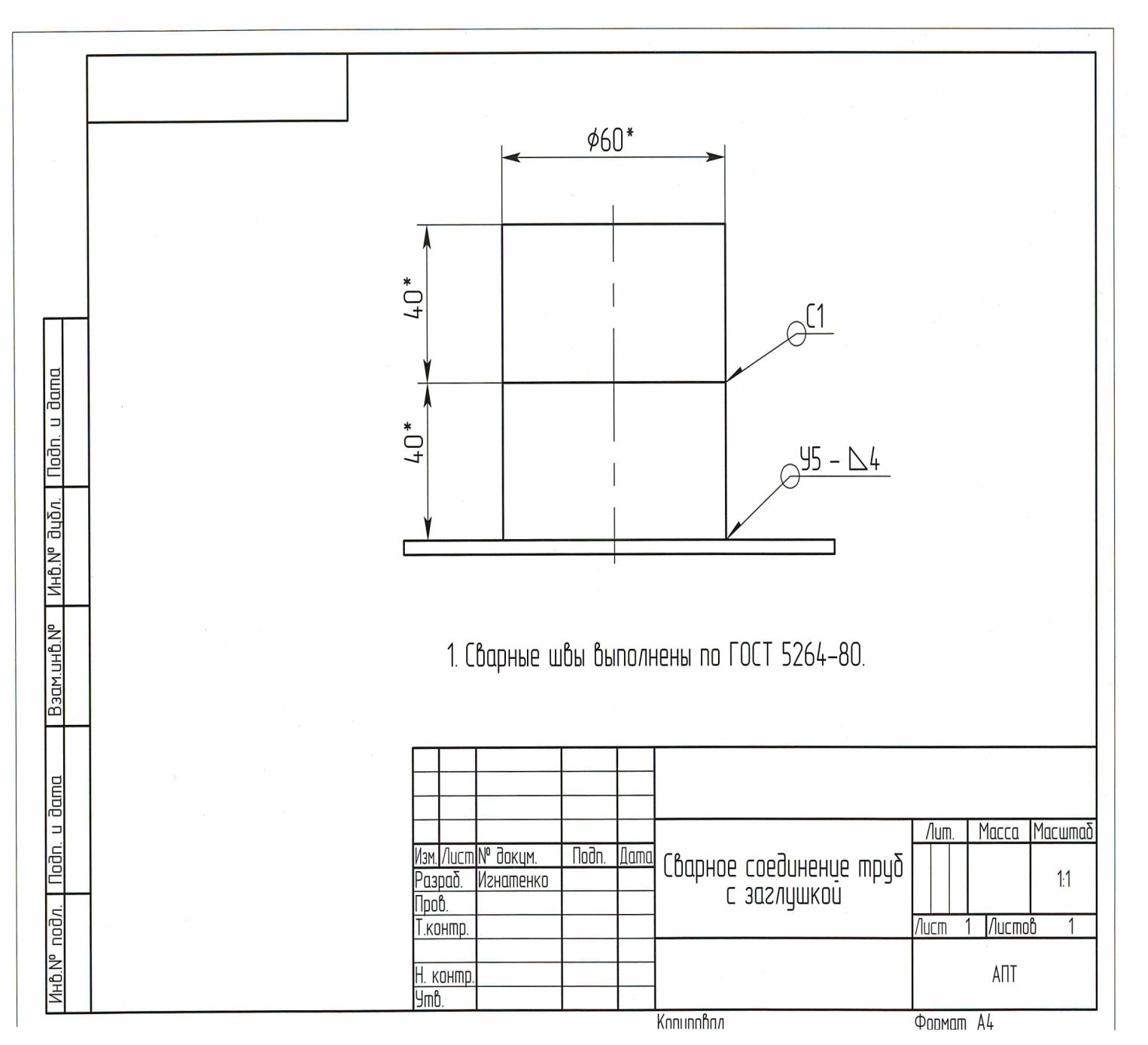
Промежуточная аттестация проходит в форме дифференцированного зачёта, состоящего из выполнения практического задания: Сварное соединение труб с заглушкой
Практическое задание: состоит из четырех операций:
Подготовка отрезков труб и заглушки к сварке;
Сборка отрезков труб и заглушки под сварку;
швом (стык поворотный). Приварка заглушки к торцу трубы с поворотом трубы;
Зачистка швов;
ТБ и культура производства.
Прилагаются критерии оценки каждой операции практического задания.
Итогом промежуточной аттестации является оценка по 5 балльной системе.
Время выполнения практического задания - 6 часов.
Практический опыт, умения и знания, оцениваемые в рамках промежуточной аттестации
С целью овладения указанными видами профессиональной деятельности и соответствующими профессиональными компетенциями обучающиеся, в ходе освоения программы учебной практики при выполнении практического задания: Сварное соединение труб с заглушкой,
должны иметь практический опыт:
проверки оснащенности сварочного поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
проверки работоспособности и исправности оборудования поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
проверки наличия заземления сварочного поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
подготовки и проверки сварочных материалов для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
настройки оборудования ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом для выполнения сварки;
выполнения ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций;
выполнения дуговой резки;
уметь:
проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
настраивать сварочное оборудование для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва;
владеть техникой дуговой резки металла;
знать:
основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах;
основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом;
сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва;
основы дуговой резки;
причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
Результатом освоения программы учебной практики профессионального модуля ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом, является овладение обучающимися видом профессиональной деятельности ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом, в том числе профессиональными и общими компетенциями:
| Код | Наименование результата обучения |
| ПК 2.1 | Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва |
| ПК 2.2. | Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва |
| ПК 2.3. | Выполнять ручную дуговую наплавку покрытыми электродами различных деталей |
| ПК 2.4. | Выполнять дуговую резку различных деталей |
| ОК 1. | Понимать сущность и социальную значимость своей будущей профессии, проявлять к неустойчивый интерес. |
| ОК 2. | Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
| ОК 3. | Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
| ОК 4. | Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
| ОК 5. | Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
| ОК 6. | Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
ТЕХНОЛОГИЧЕСКАЯ КАРТА
|
Наименование изделия | Сварное соединение труб с заглушкой
|
| 2. Способ сварки | РДС, ГОСТ 5264 - 80 |
| 3. Основной материал | марка стали ст3 |
| 4. Тип Соединения | С, У, Т |
| 5. Способ подготовки кромок | Снять заусенцы, зачистить околошовные зоны от ржавчины, грязи, масла.
|
| 6. Вид разделки кромок | Без разделки |
| 7. Способ сборки | На прихватки. Сборка труб ( зазор 1.5 мм ) заглушки ( зазор 1мм). |
| 8. Требования к прихватке | Количество прихваток на отрезках труб 3-4, протяженность прихваток 0.1-2 мм |
| 9. Сварочные материалы | Электроды МР-3 диаметр 3мм |
| 10. Положение шва при сварке | Нижнее, горизонтальное, вертикальное |
| 11. Сварочное оборудование | ВДМ 1203 УЗ; ВДМ 1000 |
| 12. Режим сварки | Смотреть на упаковке электродов |
| 13. Технологические требования к сварке | Зажигание осуществляется в зоне сварного шва перед гашением дуги заполнить кратер. Швы сварных соединений по окончании сварки зачистить от брызг и шлака. |
| 14. Конструктивные элементы швов | ГОСТ 5264 - 80 |
| 15. Требования по контролю качества сварного соединения | Визуально - измерительный контроль -100% |
КРИТЕРИИ ОЦЕНКИ
Дифференцированного зачета по учебной практике
Профессия по профессии 15.01.05 Сварщик ((ручной и частично механизированной сварки (наплавки))
ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Наименование работы: Сварное соединение труб с заглушкой
| № п/п | Операции и приемы (учебные элементы) | Требования к выполнению Оценка | |||
| 5 | 4 | 3 | 2 | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Подготовка отрезков труб и заглушки к сварке | Поверхность заготовок труб и заглушки зачищена от ржавчины и окалины до металлического блеска, заусенцы сняты | Недостаточно зачищена поверхность заготовок труб и заглушки, имеются следы ржавчины | Наличие не зачищенных участков на поверхности труб и заглушки, имеются следы ржавчины | Подготовка поверхности труб и заглушки не произведена |
| 2 | Сборка отрезков труб и заглушки под сварку | Прихватки выполнены, согласно, установленных правил | Прихватки выполнены не в полном соответствии с установленными правилами в отношении размеров | Прихватки выполнены с отклонениями от установленных правил | Прихватки выполнены не в соответствии с установленными правилами |
| 3 | Сварка отрезков труб встык с разделкой кромок однослойным швом (стык поворотный). Приварка заглушки к торцу трубы с поворотом трубы |
|
|
|
|
| 3.1. | Дефекты: |
|
|
|
|
| 3.1.1 | Подрез | Отсутствие подрезов | Наличие единичных подрезов на одном шве | Наличие единичных подрезов на двух швах | Наличие сплошного подреза вдоль оси двух швов |
| 3.1.2 | Поры | Отсутствие пор | Единичные поры | Множественные поры | Шлаковые включения и поры |
| 3.1.3 | Наплывы | Отсутствие наплывов | Единичные наплывы | Множественные наплывы | Наплывы по всей длине шва |
| 3.1.4 | Катет шва | Катет шва выполнен равномерно по всей длине шва в соответствии с инструкционными указаниями | Катет шва выполнен в соответствии с инструкционными указаниями, неравномерно по длине шва. | Катет шва выполнен с небольшими отклонениями от заданного размера. | Катет шва выполнен с большими отклонениями от заданного размера. |
| 3.1.5 | Начало и окончание шва | Есть начало и окончание шва | Некачественно выполнение начала или окончания шва с самостоятельным исправлением | Нет начала или окончания шва | Нет начала и окончания шва |
| 3.1.6 | Не заваренные кратеры | Отсутствие не заваренных кратеров | Наличие не заваренного кратера, исправленного самостоятельно | Наличие одного не заваренного кратера | Наличие нескольких не заваренных кратеров |
| 4 | Зачистка швов | Произведена зачистка всех швов | Не достаточно произведена зачистка околошовной зоны | Наличие шлаковых включений в швах | Не произведена зачистка всех швов |
| 5 | ТБ и культура производства | Наличие и использование индивидуальных средств защиты. Произведено отключение сварочного аппарата от сети во время перерыва. Организация рабочего места без замечаний | Наличие и использование индивидуальных средств защиты. Произведено отключение сварочного аппарата от сети во время перерыва. Незначительные замечания по организации рабочего места | Отсутствие защитных очков при зачистке швов. Замечания по организации рабочего места | Грубые нарушения ТБ и КП |







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

