
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.08.2023 09:53

Апполонова Оксана Сергеевна
преподаватель
37 лет
Местоположение
Специализация
Домашняя работа группа 307 09.09.2022
Категория:
Прочее
08.09.2022 12:31

Просмотр содержимого документа
«Домашняя работа группа 307 09.09.2022»
Контроль качества поверхности, подготовленной к окраске
При подготовке поверхностей к окраске контролируют режимы и параметры рабочих растворов (сред), режимы работы оборудования, последовательность выполнения операций и качество поверхности. Поверхности, подготовленные к окраске, должны быть сухими, без пыли, загрязнений маслами или смазками, налетов вторичной коррозии, образующейся в процессе обработки поверхностей. Контроль состояния поверхностей осуществляют не позднее чем через 6 ч после их подготовки и непосредственно перед окраской. Оценивать качество можно несколькими методами.
Метод оценки степени обезжиривания по смачиваемости. Этот метод основан на способности пленки воды или раствора сохранять на чистой поверхности металла в течение определенного времени сплошность и не собираться в капли. На обезжиренную поверхность распыляют раствор, содержащий 50 г нигрозина на 1 л воды. Нарушение сплошности пленки фиксируют при дневном освещении или при освещении лампой дневного света визуально; при этом не принимают во внимание поверхность, удаленную от краев и острых кромок менее чем на 10 мм. Степень обезжиривания характеризуется временем в секундах от начала испытаний до разрыва пленки.
Метод оценки степени обезжиривания каплей растворителя.
На поверхность кузова наносят две-три капли растворителя и выдерживают не менее 15 с. К испытуемому участку поверхности прикладывают кусок фильтровальной бумаги и прижимают его к поверхности до полного впитывания растворителя. На другой кусок фильтровальной бумаги наносят две-три капли чистого растворителя. После полного его испарения сравнивают при дневном свете или искусственном освещении внешний вид обоих кусков фильтровальной бумаги. Степень обезжиривания определяют по наличию или отсутствию масляного пятна на первом куске бумаги.
Метод оценки степени обезжиривания протиркой. Выбранный участок обработанной поверхности кузова тщательно протирают салфеткой или ветошью, смоченной растворителем, и выдерживают до его полного высыхания. Затем чистой салфеткой или ветошью, пропитанной чистым растворителем, протирают два-три раза этот и любой другой участок равной площади. При дневном свете или искусственном освещении сравнивают внешний вид обоих кусков салфетки либо ветоши.
Калориметрический метод. Он основан на сравнении окраски растворителя после обезжиривания с эталонным растворителем. Однако этот метод весьма субъективен и зависит от особенностей зрения контролирующего.
Контроль качества окраски
Качество окраски можно оценивать по внешнему виду, твердости или толщине покрытия.
Внешний вид. Метод основан на выявлении дефектов покрытия путем внешнего осмотра. Покрытие осматривают при дневном или искусственном освещении на расстоянии около 0,3 м от предмета осмотра невооруженным глазом.
Твердость покрытия. Она определяется с помощью набора карандашей различной степени твердости (2В, В, НВ, F, H, 2H), начиная с самого мягкого. Измерение выполняют вручную, проводя по окрашенной поверхности гранью незаточенного графитного стержня, наклонив карандаш под углом 45° к поверхности (рис. 9.43). Давление на карандаш должно быть таким же, как при обычном письме. Твердость обозначена на карандаше, который предшествует карандашу, оставившему на покрытии риски.
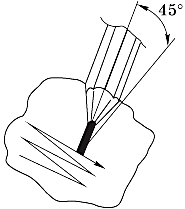
Рис. 9.43. Измерение твердости покрытия с помощью карандаша
Толщина покрытия. Качество окраски кроме визуального осмотра можно контролировать по равномерности окрасочного слоя с помощью специальных механических (рис. 9.44, а) и электронных (рис. 9.44, б) толщиномеров.
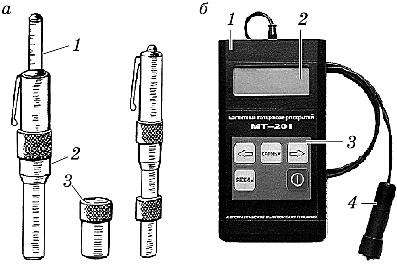
Рис. 9.44. Толщиномеры:
а — механический (1 — шкала; 2 — муфта; 3 — колпачок); б — электронный (1 — корпус; 2 — индикатор; 3 — кнопки управления; 4 — датчик)
Действие толщиномеров основано на изменении силы притяжения магнита к ферромагнитной подложке в зависимости от толщины контролируемой немагнитной пленки.
При работе с механическим толщиномером с него снимают колпачок, затем ставят вертикально шаровую поверхность магнита на измеряемую поверхность и, вращая муфту, поднимают шкалу до того момента, когда раздастся щелчок (произойдет отрыв магнита). По показаниям шкалы определяют толщину покрытия. Контроль правильности работы прибора осуществляют по эталонам толщин.
Электронный магнитный толщиномер предназначен для измерения толщины немагнитных покрытий (лаки, краски, пластик, цинк, хром и т.п.), нанесенных на металлическое магнитное основание (например, углеродистая сталь). В толщиномере используется микропроцессор, с помощью которого происходит управление всеми элементами схемы и измерение. Диапазон измеряемых толщин покрытий — от 5 до 2100 мкм.
Измерение осуществляется путем установки преобразователя (датчика) на контролируемую поверхность без дополнительных зазоров. Сканируют поверхность контролируемого изделия ручным способом, путем перестановки датчика без скольжения его на контролируемой поверхности.
Принцип работы электронного толщиномера основан на преобразовании измеряемой толщины покрытия в электрический сигнал и последующем измерении его амплитуды. При этом сигнал до измерения подвергается необходимой обработке. В первоначальном виде сигнал представляет собой переменное напряжение низкой частоты (порядка 200 Гц). Его обработка заключается в усилении, детектировании, аналого-цифровом преобразовании и линеаризации. Линеаризация необходима вследствие нелинейной зависимости амплитуды сигнала от измеряемой толщины покрытия. Эта зависимость определяется характеристикой первичного преобразователя (датчика).
Перечисленные операции осуществляются с помощью микропроцессора. Последний обеспечивает преобразование обработанного сигнала в число, выражающее измеряемую толщину покрытия в микрометрах. Это число отображается на жидкокристаллическом индикаторе.
Дополнительная функция, выполняемая микропроцессором, — автоматическое выключение толщиномера через 20 мин после последнего измерения. Числовое значение измеренной толщины фиксируется микропроцессором в режиме «память» и отображается на индикаторе после снятия датчика с объекта контроля до момента очередной установки датчика на объект. Прибор может работать в «нормальном режиме», при котором показания непрерывно обновляются, а после снятия датчика с объекта контроля исчезают с индикатора.
Датчик предназначен для преобразования числового значения измеряемой толщины покрытия в электрический сигнал. При измерении датчик устанавливается на поверхность контролируемого объекта.
Перед проведением измерения толщины покрытия выполняется калибровка прибора по специальной пластине.
Возможно измерение в двух режимах: «нормальный» и «память». В «нормальном» режиме показания индикатора не фиксируются и присутствуют на индикаторе только то время, пока датчик установлен на объекте контроля. В режиме «память» измерение производят после установки датчика, а результат сохраняется на индикаторе до следующего измерения. Переход из одного режима в другой осуществляется нажатием кнопки РЕЖИМ.
Для измерения следует установить датчик на контролируемый участок кузова. После каждого измерения его необходимо поднимать над поверхностью не менее чем на 10 мм.
Свежее лакокрасочное покрытие приобретает все необходимые эксплуатационные свойства спустя несколько недель (или даже месяцев) после окраски. В течение этого времени мыть автомобиль желательно без моющих средств и мойку производить только ручным способом.
Не рекомендуется применять консервирующие вещества, которые ограничивают контакт покрытия с воздухом и тем самым замедляют процесс полимеризации краски. При заправке автомобиля нужно следить за тем, чтобы бензин не попадал на покрытие, так как он может повредить свежеокрашенную поверхность. Если бензин разольется по покрытию, то покрытие следует немедленно вытереть мягкой тряпкой. В первые два месяца после окраски не рекомендуется обрабатывать лакокрасочные покрытия автокосметическими средствами (полиролями и т.д.), специально не предназначенными для обработки свежеокрашенных поверхностей.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

