Россия, г.Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.05.2025 06:03

Петровский Александр Николаевич
Преподаватель
64 года
Местоположение
Допуски и технические измерения
Категория:
Технология
20.09.2022 06:49

Просмотр содержимого документа
«Допуски и технические измерения»
Фкп оу № 57 Петровский а.н. Технические измерения
Допуски и посадки
Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными .
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Размер, полученный в результате измерения детали с наибольшей возможной точностью, называют действительным.
Абсолютный размер – реальный (фактический) размер детали; его невозможно измерить никакими сверхточными средствами измерения, поскольку всегда будет присутствовать погрешность, обусловленная, в первую очередь, уровнем развития науки, техники и технологий.
Все сопрягаемые (взаимодействующие) в механизме детали подразделяют на две группы – валы и отверстия .

Вал обозначает наружный (охватываемый) элемент детали.
Размеры вала на схемах и при расчетах обозначаются строчными (маленькими) буквами: d , dmax , dmin , es , ei и т. д.
Отверстие обозначает внутренний (охватывающий) элемент детали.
Размеры отверстия на схемах и при расчетах обозначаются прописными (заглавными) буквами: D , Dmax , Dmin , ES , EI
ДОПУСК
Допуском (Т) называется разность между наибольшим и наименьшим предельными размерами детали. Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком. Допуск на размер вала обозначают Тd , отверстия – TD . Очевидно, что чем больше допуск на размер, тем легче изготовить деталь. Допуск на размер детали может быть определен, как разность между предельными размерами или как сумма предельных отклонений:
TD(d) = D(d)max – D(d)min = ES(es) + EI(ei) ,
при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля) .
Посадки
Характер соединения, определяемый разностью между охватывающим и охватываемым размером, называется посадкой.
Положительная разность между диаметрами отверстия и вала называется зазором (обозначается буквой S) ,
а отрицательная – натягом (обозначается буквой N) . Иными словами, если диаметр вала меньше диаметра отверстия – имеет место зазор, если же диаметр вала превышает диаметр отверстия – в сопряжении присутствует натяг.
Зазор определяет характер взаимной подвижности сопряженных деталей, а
натяг - характер их неподвижного соединения.
В зависимости от соотношения действительных размеров вала и отверстия различают
подвижные посадки - с зазором,
неподвижные посадки - с натягом
переходные посадки , т. е. посадки, в которых может присутствовать и зазор, и натяг (в зависимости от того, какие отклонения имеют действительные размеры сопрягаемых деталей от номинальных размеров) .
Разность между наибольшим предельным размером отверстия (Dmax) и наименьшим предельным размером вала (dmin) определяет наибольший зазор (Smax) :
Smax = Dmax – dmin .
Разность между наименьшим предельным размером отверстия (Dmin) и наибольшим предельным размером вала (dmax) - наименьший зазор (Smin) :
Smin = Dmin – dmax
Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin :
Nmax = dmax – Dmin , Nmin = dmin – Dmax .
Переходные посадк и могут дать зазор или натяг небольшой величины. До изготовления деталей нельзя сказать, что будет в сопряжении. Это становится ясным только при сборке.
Зазор не должен превышать величины наибольшего зазора,
а натяг - величины наибольшего натяга.
Переходные посадки применяются в том случае, если необходимо обеспечить точное центрирование отверстия и вала. Всего в ЕСДП СЭВ предусмотрено 28 типов основных отклонений для валов и столько же для отверстий. Каждый из них обозначается строчной латинской буквой (ГОСТ 2.304 — 81) , если отклонение относится к валу, или прописной, если отклонение относится к отверстию.
Посадки в системе отверстия и системе вала
Посадки, установленные ЕСДП СЭВ , могут быть осуществлены по системам отверстия или вала.
Система отверстия характеризуется тем, что в ней для всех посадок предельные размеры отверстия остаются постоянными, а посадки осуществляются соответствующим изменением предельных размеров вала (т. е. вал подгоняется по отверстию) . Размер отверстия называется основным, а размер вала - посадочным.
Система вала характеризуется тем, что в ней для всех посадок предельные размеры вала остаются постоянными, а посадки осуществляются изменением отверстия (т. е. отверстие подгоняется по размеру вала) . Размер вала называется основным, а отверстия – посадочным
На промышленных предприятиях в основном применяют систему отверстия
В машиностроении наиболее распространены посадки, расположенные в порядке убывания натяга и возрастания зазора: прессовая (Пр) , легкопрессовая (Пл) , глухая (Г) , тугая (Т) , напряженная (Н) , плотная (П) , скольжения (С) , движения (Д) , ходовая (X) , легкоходовая (Л) , широкоходовая (Ш) .
Квалитеты
Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом (I) . Иными словами, квалитет – степень точности, с которой выполнена деталь, при этом учитывается размер этой детали.

Очевидно, что если выполнить с одинаковым допуском очень большую и очень маленькую деталь, то относительная точность изготовления большой детали будет выше. Поэтому системой квалитетов принимается в расчет то, что (при одинаковых допусках) отношение величины допуска к номинальному размеру у большой детали будет меньше, чем отношение допуска к номинальному размеру маленькой детали ( рис. 2 ), т. е. условно большая деталь изготовлена точнее относительно своих размеров. Если, например, для вала с номинальным диаметром 3 метра миллиметровое отклонение от размера можно считать незначительным, то для вала диаметром 10 мм такое отклонение будет очень ощутимым

В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
Используются буквы латинского алфавита, при этом отверстия определяются прописными буквами, а валы - строчными.
Отверстие в системе отверстия (основное отверстие) обозначается буквой Н и цифрами - номером квалитета. Например, Н6, Н11 и т. д.
Вал в системе отверстия обозначается символом посадки и цифрами - номером квалитета. Например, g6, d11 и т. д.
Сопряжение отверстия и вала в системе отверстия обозначается дробно: в числителе - допуск отверстия , в знаменателе - допуск вала.
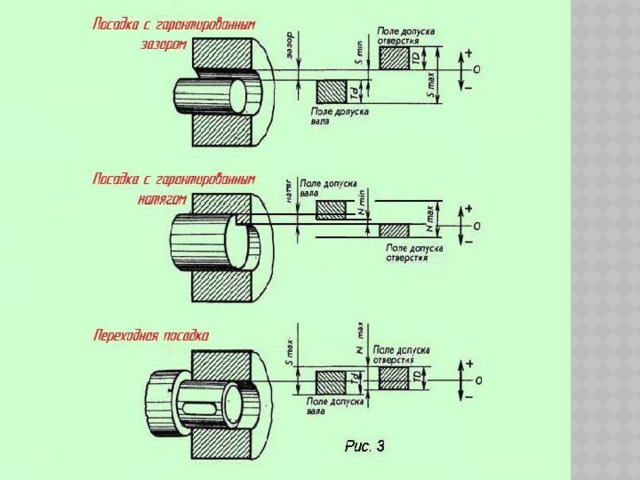

Поле допуска - поле, ограниченное верхним и нижним отклонениями, т. е. при графическом изображении поля допусков показывают зоны, которые ограничены двумя линиями, проведенными на расстояниях, соответствующих верхнему и нижнему отклонению в избранном масштабе. На схемах поля допусков имеют вид прямоугольников, верхние и нижние стороны которых параллельны нулевой линии и отображают предельные отклонения, а боковые стороны в избранном масштабе соответствует допуску размера.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Предельное отклонение, которое ближе к нулевой линии, называют основным (верхним или нижним) . Оно определяет положение поля допусков относительно нулевой линии. Для полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение. Для полей допусков, расположенных выше нулевой линии, основным является нижнее отклонение.









Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

