
Россия,


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 11.09.2025 08:24

Балагурова Нина Владимировна
мастер производственного обучения
Местоположение
Специализация
Фрезерование, основные понятия; машинные тиски
Категория:
Прочее
03.02.2020 02:27

Просмотр содержимого документа
«Фрезерование, основные понятия; машинные тиски»
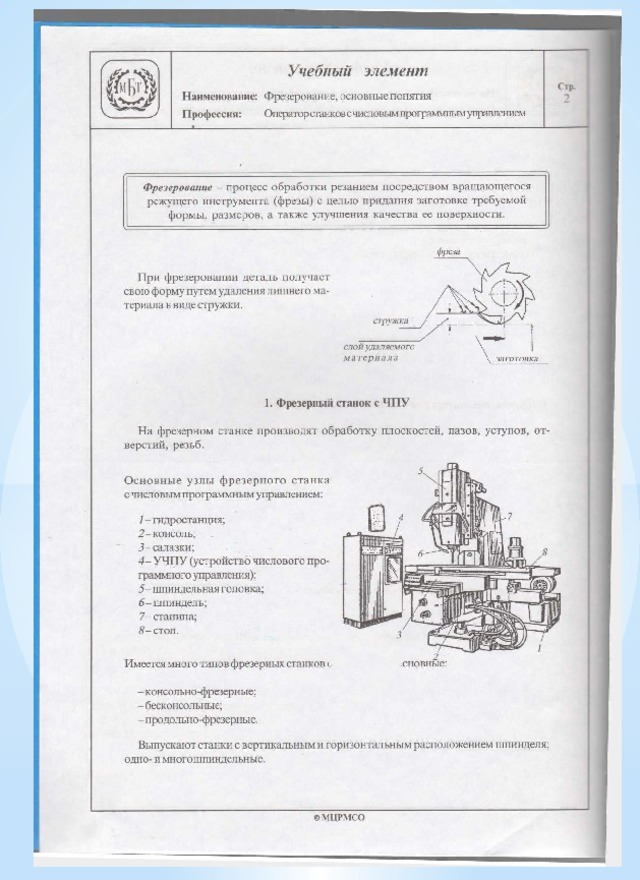
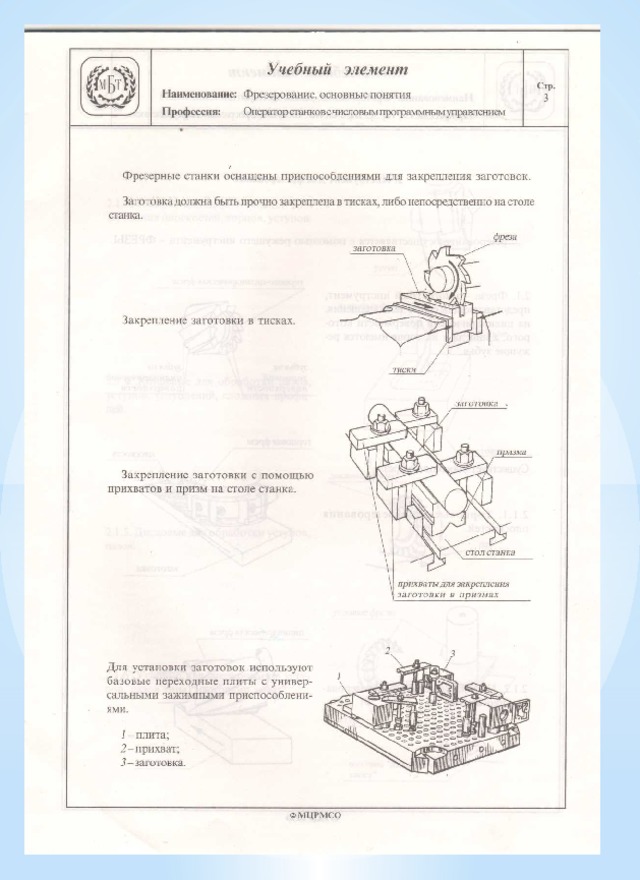
Учебный элемент
Наименование: Фрезерование, основные понятия
Профессия: Операторстанковсчиетовымпрограммнымунравяением
Стр.
5
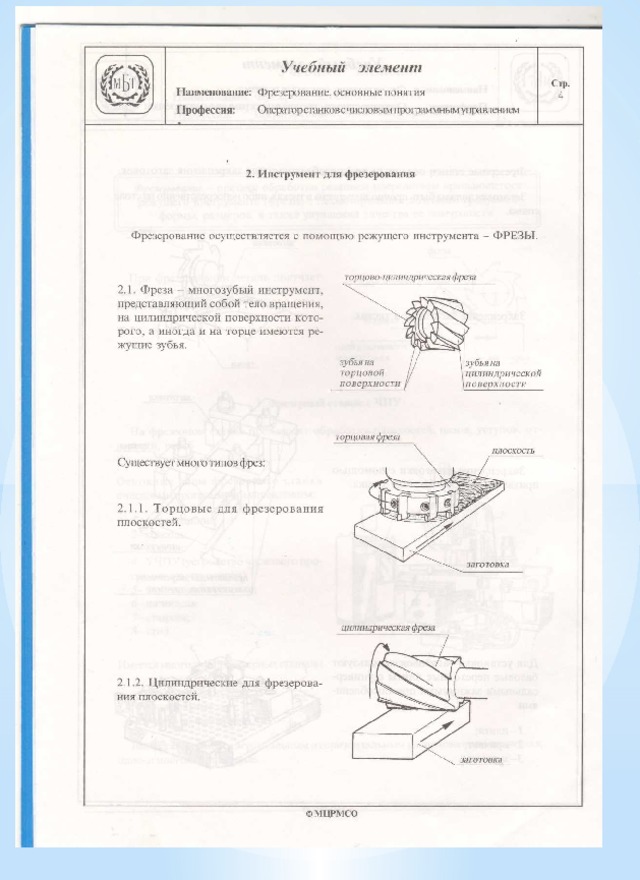
2.1.3. Торцово-цилиндрические для фрезерования плоскостей, торцов, уступов.
концевая фреза
2.1.4. Концевые для обработки пазов, уступов, углублений, сложных профилей.
2.1.5. Дисковые для обработки уступов, пазов.
2.1.6. Угловые для фрезерования уступов, пазов типа "ласточкин хвост"
©МЦРМСО
 - 6 Наименование: Фрезерование, основные понятия Профессия: Оператор станков с числовым программным управлек :ем фреза 2.1.7. Фрезы для обработки Т-образ-ных пазов. виды фасонных фрез 2.1.8. Фасонные фрезы для обработки сложных фасонных поверхностей. вогнутая фреза Фрезерование выступа вогнутой фрезой. ©МЦРМСО " width="640"
- 6 Наименование: Фрезерование, основные понятия Профессия: Оператор станков с числовым программным управлек :ем фреза 2.1.7. Фрезы для обработки Т-образ-ных пазов. виды фасонных фрез 2.1.8. Фасонные фрезы для обработки сложных фасонных поверхностей. вогнутая фреза Фрезерование выступа вогнутой фрезой. ©МЦРМСО " width="640"
Учебный элемент
Ст-
6
Наименование: Фрезерование, основные понятия
Профессия: Оператор станков с числовым программным управлек :ем
фреза
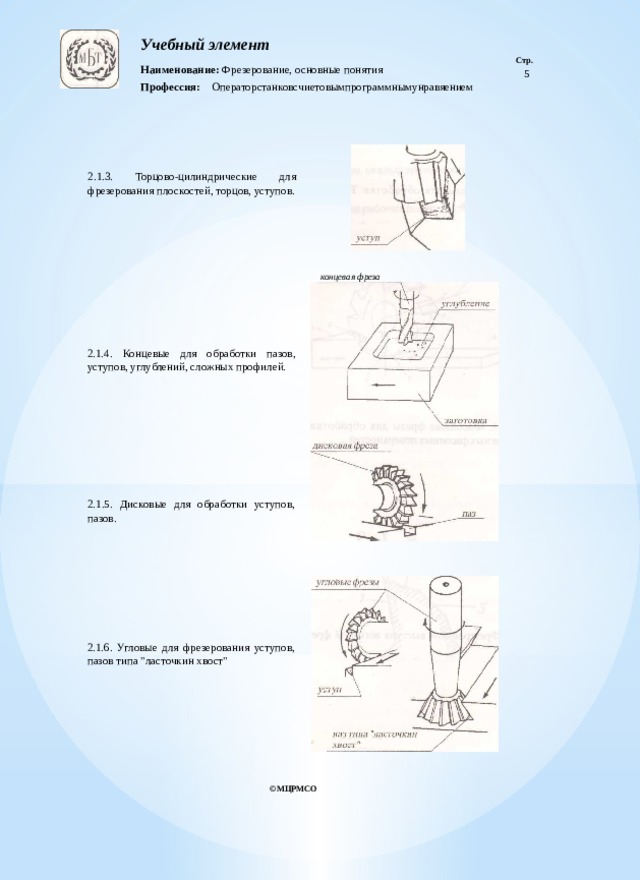
2.1.7. Фрезы для обработки Т-образ-ных пазов.
виды фасонных фрез
2.1.8. Фасонные фрезы для обработки сложных фасонных поверхностей.
вогнутая фреза
Фрезерование выступа вогнутой фрезой.
©МЦРМСО
 1 - обрабатываемая заготовка; 2-стружка; 3 - режущая кромка; 4- вертикальная плоскость; 5- фреза; 6- передняя поверхность зуба фрезы; 7- задняя поверхность зуба фрезы; 8- обработанная поверхность; 9- ленточка; 10- ось фрезы. 2.2.1. Основные элементы зуба фрезы: - режущие кромки; - поверхности зубьев; -углы. 1 - передняя поверхность; 2- режущая кромка (линия, образованная пересечением передней и задней поверхностей); 3- ленточка (полоска шириной 0,05-0,1 мм, оставляемая на задней поверхности для обеспечения концентричности режущих кромок после заточки); 4 -задняя поверхность (обращена к обработанной поверхности детали); 5- затылочная поверхность (спинка). © МЦРМСО " width="640"
1 - обрабатываемая заготовка; 2-стружка; 3 - режущая кромка; 4- вертикальная плоскость; 5- фреза; 6- передняя поверхность зуба фрезы; 7- задняя поверхность зуба фрезы; 8- обработанная поверхность; 9- ленточка; 10- ось фрезы. 2.2.1. Основные элементы зуба фрезы: - режущие кромки; - поверхности зубьев; -углы. 1 - передняя поверхность; 2- режущая кромка (линия, образованная пересечением передней и задней поверхностей); 3- ленточка (полоска шириной 0,05-0,1 мм, оставляемая на задней поверхности для обеспечения концентричности режущих кромок после заточки); 4 -задняя поверхность (обращена к обработанной поверхности детали); 5- затылочная поверхность (спинка). © МЦРМСО " width="640"
Учебный элемент
Стр.
7
Наименование: Фрезерование, основные понятия
Профессия: Операторсганковсчисловым программным управлением
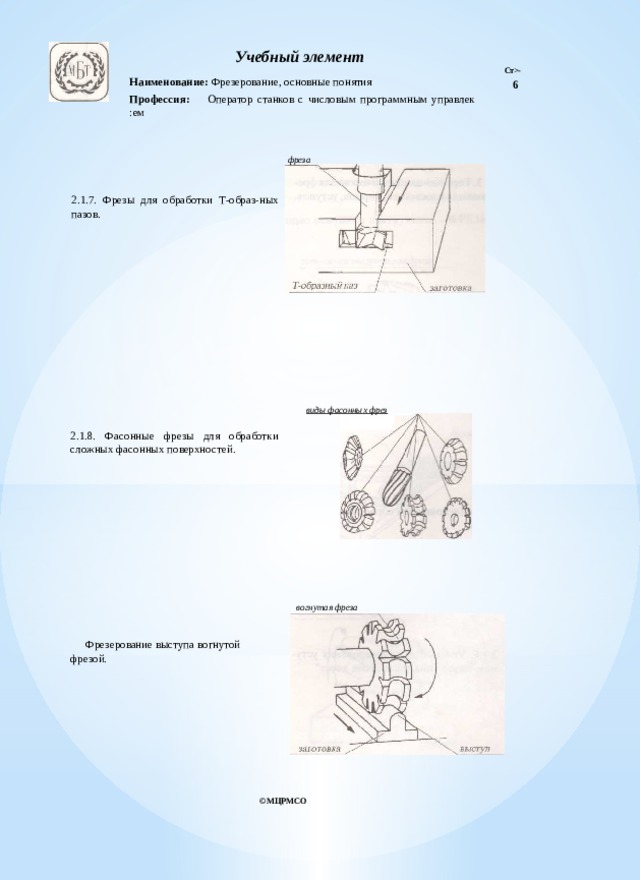
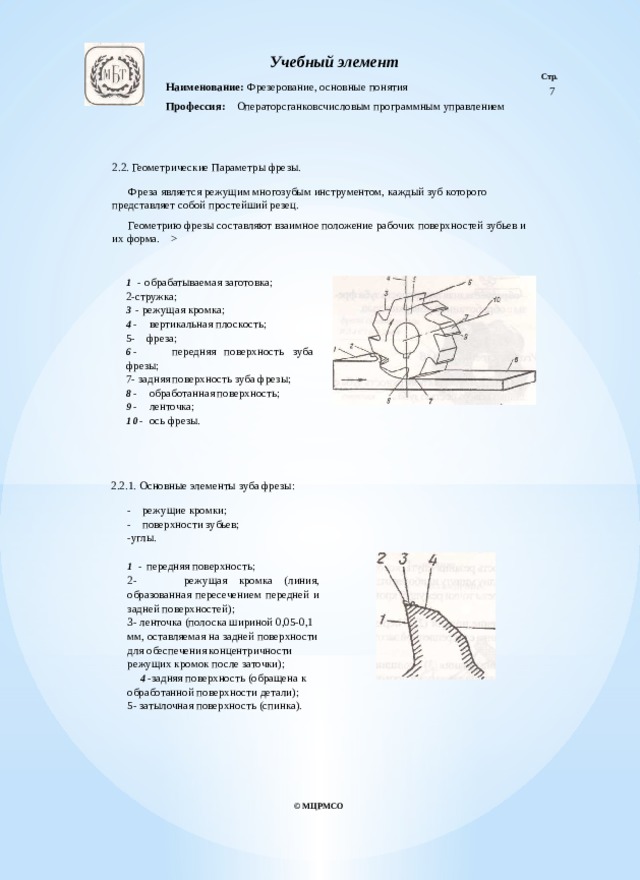
2.2. Геометрические Параметры фрезы.
Фреза является режущим многозубым инструментом, каждый зуб которого представляет собой простейший резец.
Геометрию фрезы составляют взаимное положение рабочих поверхностей зубьев и их форма.
1 - обрабатываемая заготовка;
2-стружка;
3 - режущая кромка;
4- вертикальная плоскость;
5- фреза;
6- передняя поверхность зуба фрезы;
7- задняя поверхность зуба фрезы;
8- обработанная поверхность;
9- ленточка;
10- ось фрезы.
2.2.1. Основные элементы зуба фрезы:
- режущие кромки;
- поверхности зубьев;
-углы.
1 - передняя поверхность;
2- режущая кромка (линия, образованная пересечением передней и задней поверхностей);
3- ленточка (полоска шириной 0,05-0,1 мм, оставляемая на задней поверхности для обеспечения концентричности режущих кромок после заточки);
4 -задняя поверхность (обращена к обработанной поверхности детали);
5- затылочная поверхность (спинка).
© МЦРМСО
Учебный элемент
Наименование: Фрезерование, основные понятия
Профессия: Операторсганковсчисловымпрограммнымуправлением
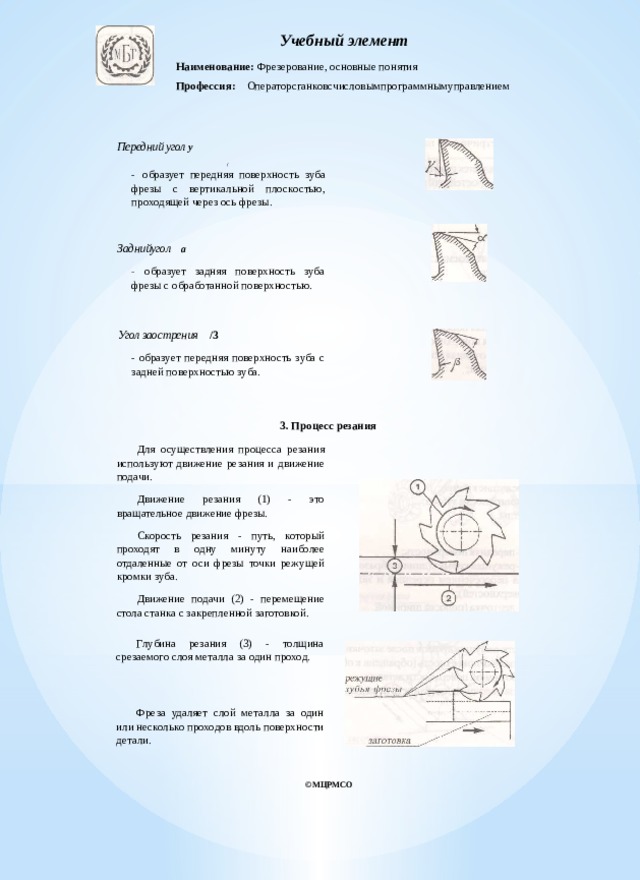
Передний угол у
(
- образует передняя поверхность зуба фрезы с вертикальной плоскостью, проходящей через ось фрезы.
Заднийугол a
- образует задняя поверхность зуба фрезы с обработанной поверхностью.
Угол заострения /3
- образует передняя поверхность зуба с задней поверхностью зуба.
3. Процесс резания
Для осуществления процесса резания используют движение резания и движение подачи.
Движение резания (1) - это вращательное движение фрезы.
Скорость резания - путь, который проходят в одну минуту наиболее отдаленные от оси фрезы точки режущей кромки зуба.
Движение подачи (2) - перемещение стола станка с закрепленной заготовкой.
Глубина резания (3) - толщина срезаемого слоя металла за один проход.
Фреза удаляет слой металла за один или несколько проходов вдоль поверхности детали.
©МЦРМСО
Учебный элемент
Стр.
9
Наименование: Фрезерование, основные понятия
Профессия: Оператор станков с числовым программным управлением
Фреза должна быть способна резать металл заготовки, т.е. она должна быть выполнена из более твердого и прочного материала, чем обрабатываемый материал.
Для изготовления фрез используют твердые сплавы, синтетические сверхтвердые материалы, керамику, быстрорежущие стали.
Твердые сплавы, синтетические сверхтвердые материалы, керамику применяют в виде сменных пластин.
В процессе обработки заготовка вводится в контакт с зубом фрезы, каждая режущая кромка которой снимает стружку в течение только некоторой части оборота.
При вращении фрезы каждая режущая кромка после участия в обработке выходит из зоны резания.
В зоне резания режущая кромка нагревается под действием трения. Выходя из зоны обработки, охлаждается.
Смазочно-охлаждающие жидкости
(СОЖ) - применяют при фрезеровании с целью снижения температуры в зоне резания, уменьшения сил трения, улучшения удаления стружки.
фреза со сменными пластинами
сменная
пластина
Подвод СОЖ в зону обработки:
1- заготовка;
2- фреза;
3 -сопло;
4- свободно-падающая струя.
©МЦРМСО
Учебный элемент
Стр.
10
Наименование: Фрезерование, основные понятия
Профессия: Оператор станков с числовым программным управлением
4. Виды фрезерования
При обработке деталей используется два основных вида фрезерования:
- торцовое фрезерование;
- цилиндрическое фрезерование.
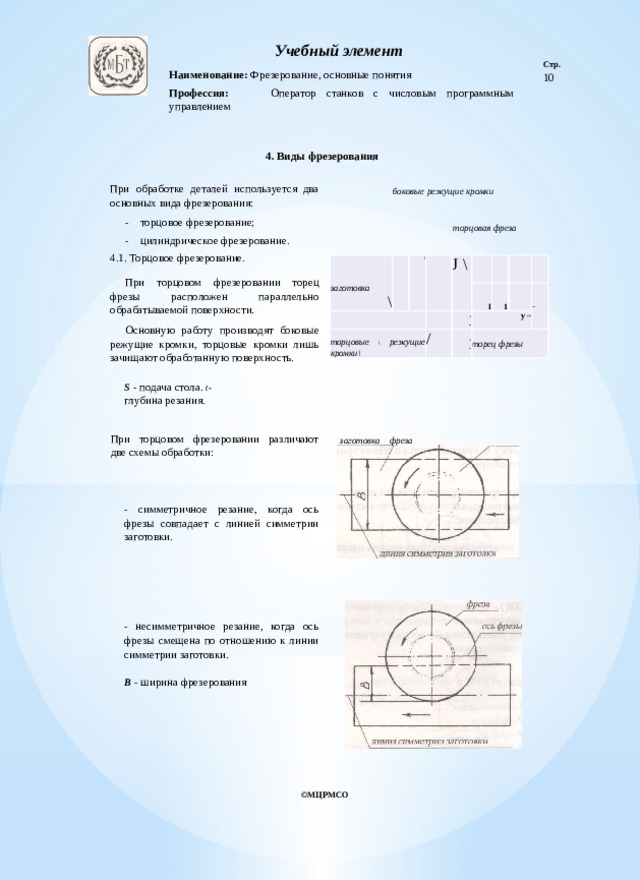
4.1. Торцовое фрезерование.
При торцовом фрезеровании торец фрезы расположен параллельно обрабатываемой поверхности.
Основную работу производят боковые режущие кромки, торцовые кромки лишь зачищают обработанную поверхность.
боковые режущие кромки
торцовая фреза
заготовка
\
\
торцовые \ режущие кромки\
J\
/
1
I
1
1
у ~
торец фрезы
--
S - подача стола. t- глубина резания.
При торцовом фрезеровании различают две схемы обработки:
заготовка фреза
- симметричное резание, когда ось фрезы совпадает с линией симметрии заготовки.
- несимметричное резание, когда ось фрезы смещена по отношению к линии симметрии заготовки.
В - ширина фрезерования
©МЦРМСО
Учебный элемент
Стр.
11
Наименование: Фрезерование, основные понятия
Профессия: Операторстанков с числовым программным управлением
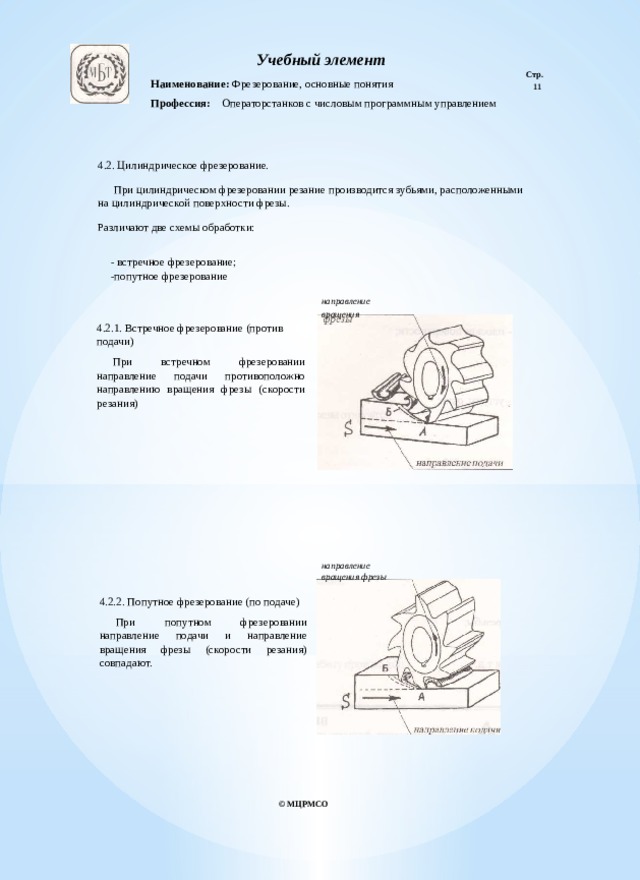
4.2. Цилиндрическое фрезерование.
При цилиндрическом фрезеровании резание производится зубьями, расположенными на цилиндрической поверхности фрезы.
Различают две схемы обработки:
- встречное фрезерование; -попутное фрезерование
направление
вращения
4.2.1. Встречное фрезерование (против подачи)
При встречном фрезеровании направление подачи противоположно направлению вращения фрезы (скорости резания)
направление вращения фрезы
4.2.2. Попутное фрезерование (по подаче)
При попутном фрезеровании направление подачи и направление вращения фрезы (скорости резания) совпадают.
© МЦРМСО
Учебный элемент
Стр.
12
Наименование: Фрезерование, основные понятия
Профессия: Оператор станков с числовым программным управлением
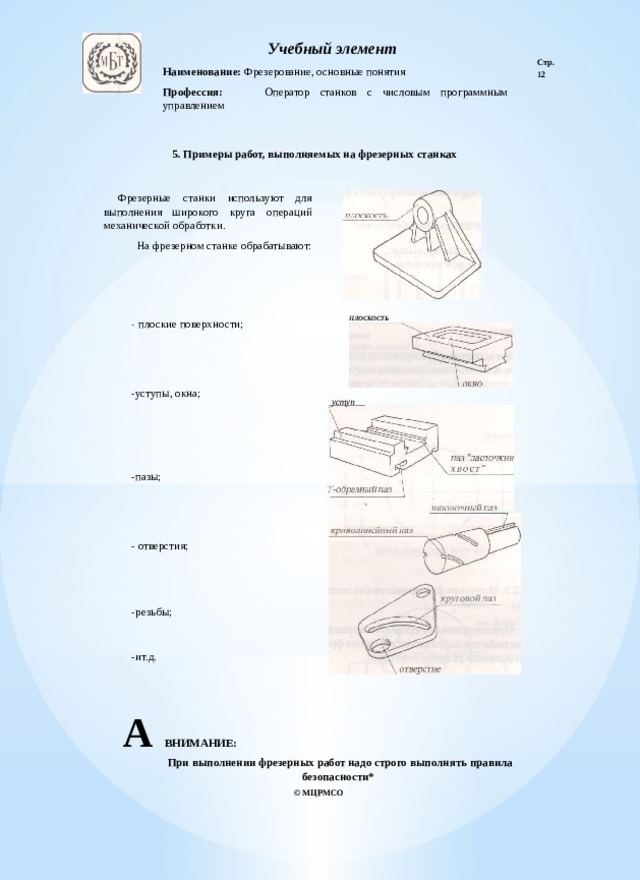
5. Примеры работ, выполняемых на фрезерных станках
Фрезерные станки используют для выполнения широкого круга операций механической обработки.
На фрезерном станке обрабатывают:
ПЛОСКОСТЬ
- плоские поверхности;
-уступы, окна;
уступ
-пазы;
- отверстия;
-резьбы;
-ит.д.
А ВНИМАНИЕ:
При выполнении фрезерных работ надо строго выполнять правила
безопасности*
© МЦРМСО

Учебный элемент
Стр.
13
Наименование: Фрезерование, основные понятия
Профессия: Операторстанковсчисловымпрограммнымуправлением
, Проверка усвоения Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные.
1. Основные части фрезерного станка:
а) шпиндель;
б) стол;
в) станина.
2. При фрезеровании фреза:
а) непод вижна, перемещается деталь;
б) вращается;
в) перемещается вперед-назад.
3. К основным элементам геометрии зуба фрезы относятся:
а) передний угол;
б) диаметр;
в) задний угол.
4. Для изготовления фрез используют:
а) жаропрочные сплавы;
б) твердые сплавы;
в) быстрорежущие стали.
5. Основные движения в процессе фрезерования:
а) вращательное движение фрезы;
б) перемещение стола;
в) настройка на глубину резания.
6. При торцовом фрезеровании основную работу производят:
а) затылочная поверхность зуба;
б) торцовые кромки зуба фрезы;
в) боковые режущие кромки.
© МЦРМСО

Учебный элемент
Стр.
14
Наименование: Фрезерование, основные понятия
Профессия: Операторсганковсчисловым программным управлением
7. Существуют следующие виды фрезерования:
f
а) симметричное;
б) торцовое;
в) цилиндрическое.
8. Движение, изображенное стрелкой на рисунке, называется:
а) скоростью резания;
б) подачей;
в) глубиной резания.
9. На фрезерном станке можно обработать:
а) пазы;
б) уступы;
в) отверстия.
10. При встречном фрезеровании:
а) подача направлена противоположно вращению фрезы;
б) направление подачи и вращения фрезы совпадают;
в) направление подачи изменяется.
©МЦРМСО
Учебный элемент
Стр.
1
Наименование: Машинные тиски
Профессия: Операторстанковсчисшвымпрограммнымуправлением
Цели:
f
Изучив данный учебный элемент, Вы будете знать:
- конструкции машинных тисков и принципы их работы.
Оборудование, материалы и вспомогательные средства:
- образцы тисков различных конструкций.
Сопутствующие учебные элементы и пособия:
-нет.
© МЦРМСО
Учебный элемент
Стр.
2
Наименование: Машинные тиски
Профессия: Операторстанковсчисловымпрограммнымуправлением
Машинные тиски - приспособления, используемые для закрепления заготовок на столе станка, сокращают время на установку заготовки на станке, обеспечивают открытую обрабатываемую поверхность (по сравнению с прихватами).
1. Классификация машинных тисков
1.1. По возможности ориентирования заготовки относительно стола станка различают машинные тиски:
- неповоротные;
- поворотные;
- универсальные.
1.2. По способу создания усилия зажима различают машинные тиски:
- ручные с зажимным винтом;
- ручные с эксцентриковым зажимом;
- пневматические с поршневым силовым приводом;
- пневматические с диафрагменным силовым приводом;
- гидравлические с гидроцилиндром.
1.3. По форме закрепляемых деталей:
- для плоских деталей;
- для труб и других круглых деталей;
- для деталей сложной формы (тиски со сменными губками).
©МЦРМСО
Учебный элемент
Стр.
3
Наименование: Машинные тиски
Профессия: Операторсганковсчишовымпрограммнымуправлением
2. Машинные тиски с ручным закреплением заготовки для плоских деталей
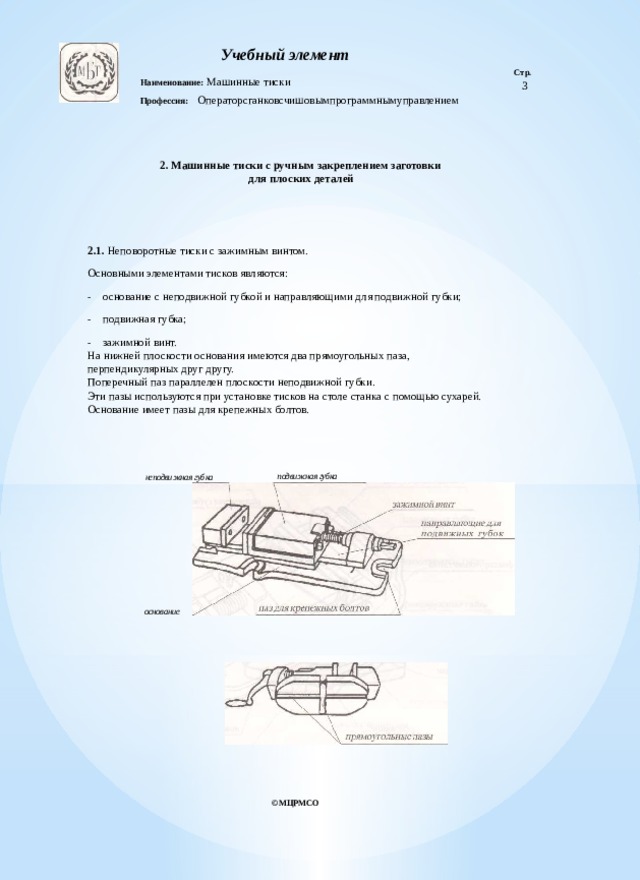
2.1. Неповоротные тиски с зажимным винтом.
Основными элементами тисков являются:
- основание с неподвижной губкой и направляющими для подвижной губки;
- подвижная губка;
- зажимной винт.
На нижней плоскости основания имеются два прямоугольных паза, перпендикулярных друг другу.
Поперечный паз параллелен плоскости неподвижной губки.
Эти пазы используются при установке тисков на столе станка с помощью сухарей.
Основание имеет пазы для крепежных болтов.
подвижная губка
неподвижная губка
основание
©МЦРМСО
Учебный элемент
Стр.
4
Наименование: Машинные тиски
Профессия: Оператор станков счисловым программным управлением
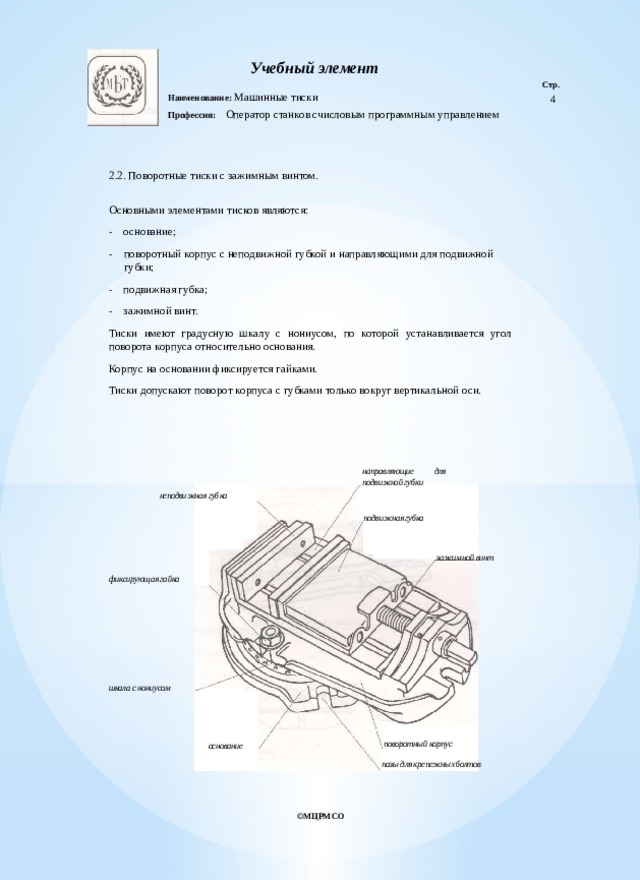
2.2. Поворотные тиски с зажимным винтом.
Основными элементами тисков являются:
- основание;
- поворотный корпус с неподвижной губкой и направляющими для подвижной губки;
- подвижная губка;
- зажимной винт.
Тиски имеют градусную шкалу с нониусом, по которой устанавливается угол поворота корпуса относительно основания.
Корпус на основании фиксируется гайками.
Тиски допускают поворот корпуса с губками только вокруг вертикальной оси.
направляющие для подвижной губки
неподвижная губка
подвижная губка
зажимной винт
фиксирующая гайка
шкала с нониусом
поворотный корпус
основание
пазы для крепежных болтов
©МЦРМСО
Учебный элемент
Стр.
5
Наименование: Машинные тиски
Профессия: Оператор станков с чиа ювым программным управлением
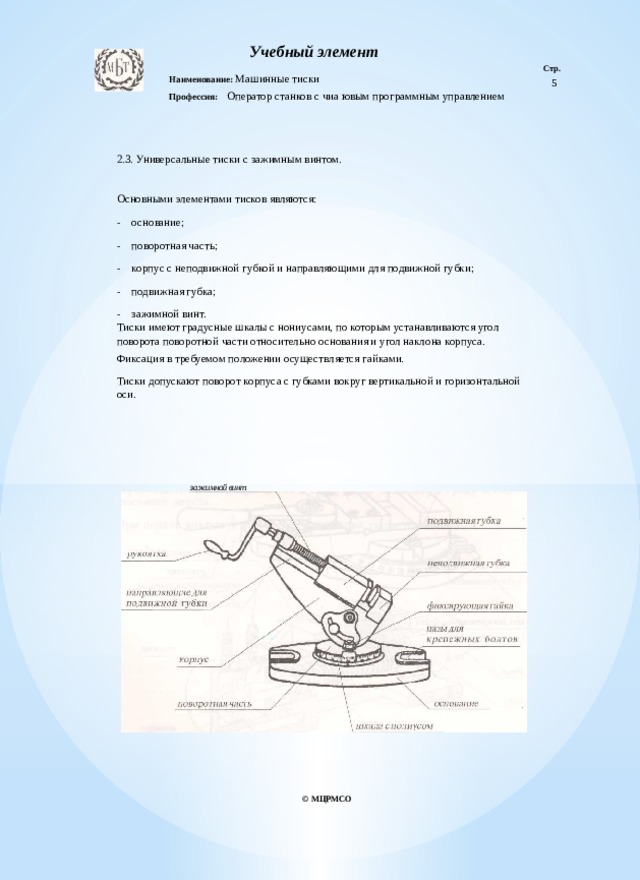
2.3. Универсальные тиски с зажимным винтом.
Основными элементами тисков являются:
- основание;
- поворотная часть;
- корпус с неподвижной губкой и направляющими для подвижной губки;
- подвижная губка;
- зажимной винт.
Тиски имеют градусные шкалы с нониусами, по которым устанавливаются угол поворота поворотной части относительно основания и угол наклона корпуса.
Фиксация в требуемом положении осуществляется гайками.
Тиски допускают поворот корпуса с губками вокруг вертикальной и горизонтальной оси.
зажимной винт
© МЦРМСО
Учебный элемент
Стр.
6
Наименование: Машинные тиски
Профессия: Оператор станков с числовым программным управлением
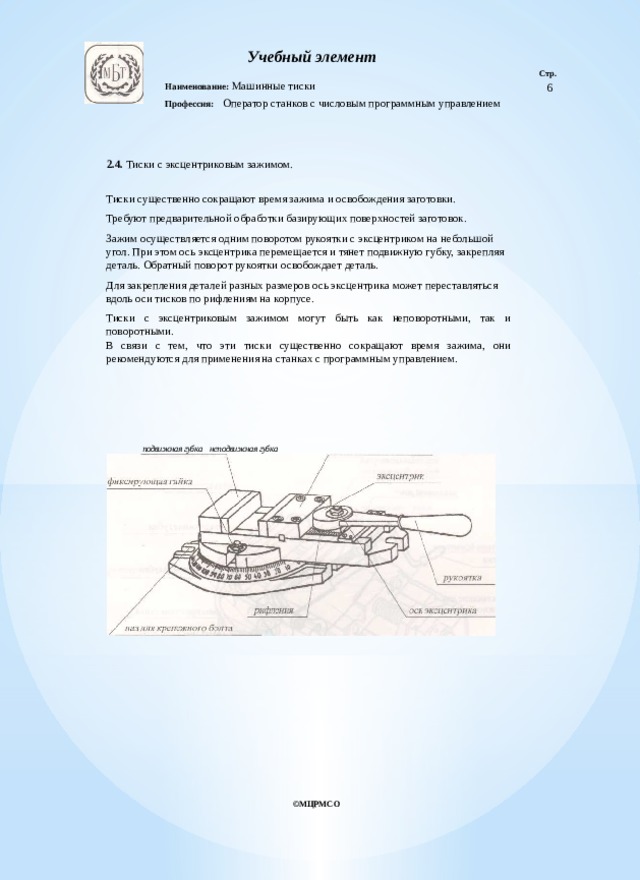
2.4. Тиски с эксцентриковым зажимом.
Тиски существенно сокращают время зажима и освобождения заготовки.
Требуют предварительной обработки базирующих поверхностей заготовок.
Зажим осуществляется одним поворотом рукоятки с эксцентриком на небольшой угол. При этом ось эксцентрика перемещается и тянет подвижную губку, закрепляя деталь. Обратный поворот рукоятки освобождает деталь.
Для закрепления деталей разных размеров ось эксцентрика может переставляться вдоль оси тисков по рифлениям на корпусе.
Тиски с эксцентриковым зажимом могут быть как неповоротными, так и поворотными.
В связи с тем, что эти тиски существенно сокращают время зажима, они рекомендуются для применения на станках с программным управлением.
подвижная губка неподвижная губка
©МЦРМСО
Учебный элемент
Наименование: Машинныетиски
Профессия: Оператор станков с числовым программным управлением
Стр.
7
3. Машинные тиски с пневматическим приводом для плоских деталей
В серийном и массовом производстве, а также на станках с программным управлением целесообразно применять тиски с зажимом заготовки с помощью сжатого воздуха от сети предприятия.
Зажим и отжим заготовки сводится к повороту рукоятки воздушного крана. Тиски с пневмоприводом позволяют регулировать силу зажима заготовки.
3.1. Тиски с поршневым силовым приводом.
Основными элементами тисков являются:
- корпус с неподвижной губкой и направляющими для подвижной губки;
- подвижная губка;
- цилиндр, прикрепленный к корпусу;
- поршень со штоком и гайкой, надетой на резьбовую часть штока.
Гайка штока входит в паз подвижной губки, поэтому при вращении штока губка перемещается относительно поршня, что позволяет настраивать тиски на размер обрабатываемой партии деталей.
При подаче сжатого воздуха в правую часть цилиндра поршень перемещается влево, через шток и гайку тянет подвижную губку влево и зажимает деталь.
При подаче воздуха в левую часть цилиндра тиски разжимаются.
неподвижная губка
© МЦРМСО
Учебный элемент
Стр.
8
Наименование: Машинные тиски
Профессия: Оператор станков счисповым программным управлением
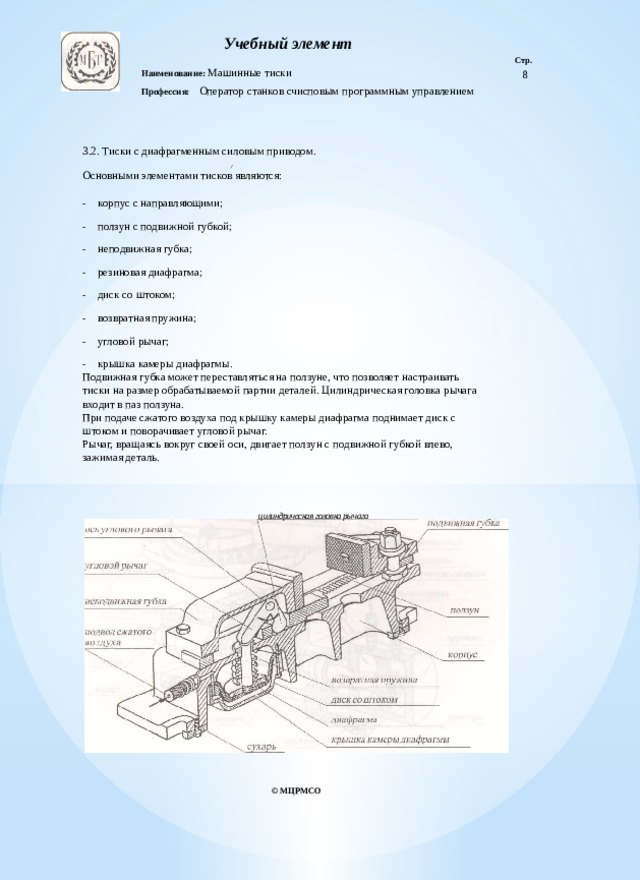
3.2. Тиски с диафрагменным силовым приводом.
/
Основными элементами тисков являются:
- корпус с направляющими;
- ползун с подвижной губкой;
- неподвижная губка;
- резиновая диафрагма;
- диск со штоком;
- возвратная пружина;
- угловой рычаг;
- крышка камеры диафрагмы.
Подвижная губка может переставляться на ползуне, что позволяет настраивать тиски на размер обрабатываемой партии деталей. Цилиндрическая головка рычага входит в паз ползуна.
При подаче сжатого воздуха под крышку камеры диафрагма поднимает диск с штоком и поворачивает угловой рычаг.
Рычаг, вращаясь вокруг своей оси, двигает ползун с подвижной губкой влево, зажимая деталь.
цилиндрическая головка рычага
© МЦРМСО
Учебный элемент
Стр.
9
Наименование: Машинные тиски
Профессия: Операторстанковсчисловымпрограммнымуправлением
На станках с программным управлением рекомендуется применять тиски с пневматическим и гидравлическим приводом, т. к. они обеспечивают:
— постоянное усилие прижима;
— фиксированное положение заготовки при зажиме, что важно при программируемой обработке;
— отсутствие больших физических усилий;
— отсутствие повышенной усталости оператора при зажиме большого количества деталей на станках с ЧПУ.
На базе указанных прижимов использование пневматических и гидравлических приводов для закрепления заготовок разработано большое количество различных конструкций зажимных и фиксирующих устройств, которые могут применяться при настройке станков с ЧПУ операторами более высокой квалификации.
© МЦРМСО
Учебный элемент
Стр.
10
Наименование: Машинные тиски
Профессия: Оператор станков счисловым программным управлением
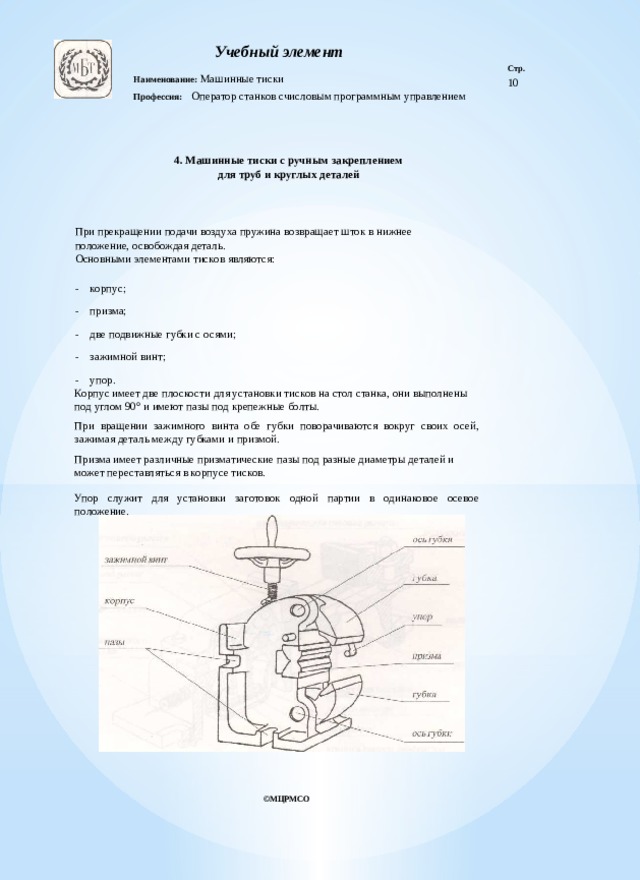
4. Машинные тиски с ручным закреплением для труб и круглых деталей
При прекращении подачи воздуха пружина возвращает шток в нижнее положение, освобождая деталь.
Основными элементами тисков являются:
- корпус;
- призма;
- две подвижные губки с осями;
- зажимной винт;
- упор.
Корпус имеет две плоскости для установки тисков на стол станка, они выполнены под углом 90° и имеют пазы под крепежные болты.
При вращении зажимного винта обе губки поворачиваются вокруг своих осей, зажимая деталь между губками и призмой.
Призма имеет различные призматические пазы под разные диаметры деталей и может переставляться в корпусе тисков.
Упор служит для установки заготовок одной партии в одинаковое осевое положение.
©МЦРМСО
Учебный элемент
cl 9 iV
Стр.
Наименование: Машинные тиски
11
Профессия: Операторстанковсчисловымпрограммнымуправлением
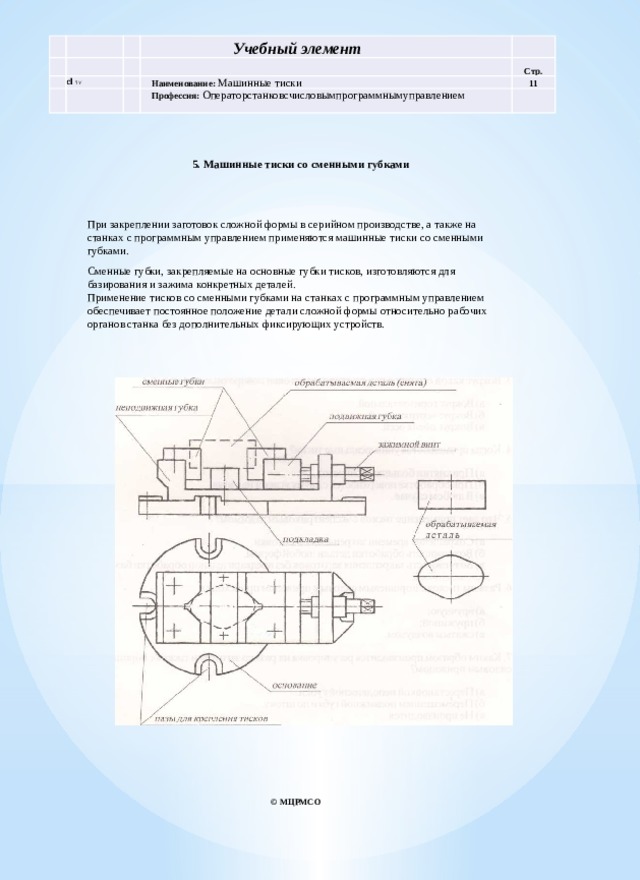
5. Машинные тиски со сменными губками
При закреплении заготовок сложной формы в серийном производстве, а также на станках с программным управлением применяются машинные тиски со сменными губками.
Сменные губки, закрепляемые на основные губки тисков, изготовляются для базирования и зажима конкретных деталей.
Применение тисков со сменными губками на станках с программным управлением обеспечивает постоянное положение детали сложной формы относительно рабочих органов станка без дополнительных фиксирующих устройств.
© МЦРМСО
Учебный элемент
Стр.
12
Наименование: Машинные тиски
Профессия: Операторстанковсчитовьмпрограммнымуправлением
Проверка усвоения Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные.
1. Преимущество машинных тисков перед прихватами:
а) меньше время закрепления заготовки;
б) открытая обрабатываемая поверхность заготовки;
в) меньший вес тисков.
2. Сколько прямоугольных пазов для установки тисков имеется на основании?
а) Три.
б) Два.
в) Один.
3. Вокруг какой оси допускают поворот заготовки поворотные тиски?
а) Вокруг горизонтальной.
б) Вокруг вертикальной.
в) Вокруг обеих осей.
4. Когда применяются универсальные тиски?
а) При снятии больших припусков.
б) При обработке поверхностей с двумя углами наклона.
в) В любом случае.
5. Что дает применение тисков с эксцентриковым зажимом?
а) Сокращение времени закрепления заготовки.
б) Возможность обработки детали любой формы.
в) Возможность закрепления заготовок без предварительной обработки баз.
6. Разжим тисков с поршневым силовым приводом происходит:
а) вручную;
б) пружиной;
в) сжатым воздухом.
7. Каким образом производится регулировка на размер заготовки тисков с поршневым силовым приводом?
а) Перестановкой неподвижной губки.
б) Перемещением подвижной губки по штоку.
в) Не производится.
©МЦРМСО
Учебный элемент
Стр.
13
г Наименование: Машинные тиски
у Профессия: Оператор станков с числовым программным управлением
8. Каким образом производится регулировка на размер заготовки тисков с диафрагменным силовым приводом?
а) Перестановкой подвижной губки.
б) Перестановкой неподвижной губки.
в) Изменением величины хода штока.
9. Сколько подвижных губок у тисков для закрепления труб и круглых деталей?
а) Одна.
б) Две.
в) Нет вообще.
10. При обработке каких деталей рекомендуется применять тиски со сменными губками?
а) Круглых.
б) Сложной формы.
в) Квадратных.
©МЦРМСО






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

