
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 07.05.2026 19:49

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
62 года
Местоположение
Специализация
Презентация "Газопламенная обработка металлов"
Категория:
Прочее
18.01.2019 20:13

Просмотр содержимого документа
«Презентация "Газопламенная обработка металлов"»
Газопламенная обработка металлов
Общие сведения
- Понятие «Газопламенная обработка металлов» объединяет свыше 30 технологических процессов. Эти процессы могут быть подразделены на следующие основные группы: резка, сварка, наплавка, пайка, нагрев, металлизация и напыление .

- Основой этих процессов является использование концентрированного местного источника нагрева с высокотемпературным пламенем.
- Газопламенная обработка металлов ведется преимущественно с применением кислорода и горючих газов (ацетилена и его заменителей).
- Наиболее распространенными процессами являются газовая сварка и кислородная резка.
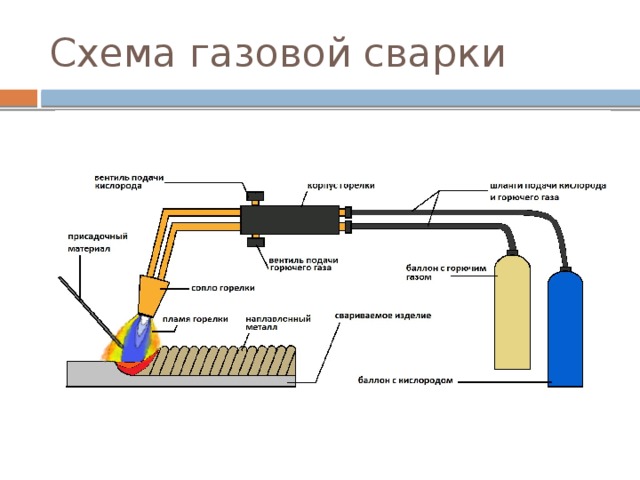
Схема газовой сварки
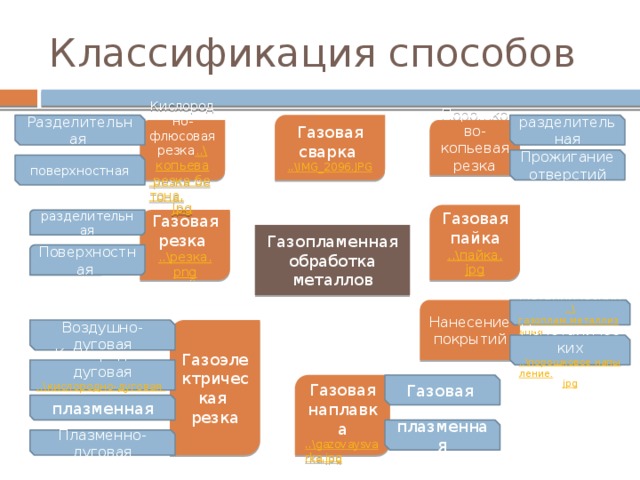
Классификация способов
Разделительная
Газовая сварка ..\IMG_2096.JPG
разделительная
Кислородно-флюсовая резка ..\ копьева резка бетона. jpg
Порошково-копьевая резка
Прожигание отверстий
поверхностная
Газовая пайка
..\пайка. jpg
разделительная
Газовая резка ..\резка. png
Газопламенная обработка металлов
Поверхностная
Нанесение покрытий
Металлических
..\ газоплам.металлизация . jpg
Газоэлектрическая резка
Воздушно-дуговая
Неметалических
..\порошковое напыление. jpg
Кислородно-дуговая
..\кислородно-дуговая разка. jpg
Газовая
Газовая наплавка
..\gazovaysvarka.jpg
плазменная
плазменная
Плазменно-дуговая
- https://yandex.ru/video/search?text=порошково-копьевая%20резка&where=all
Сущность основных процессов
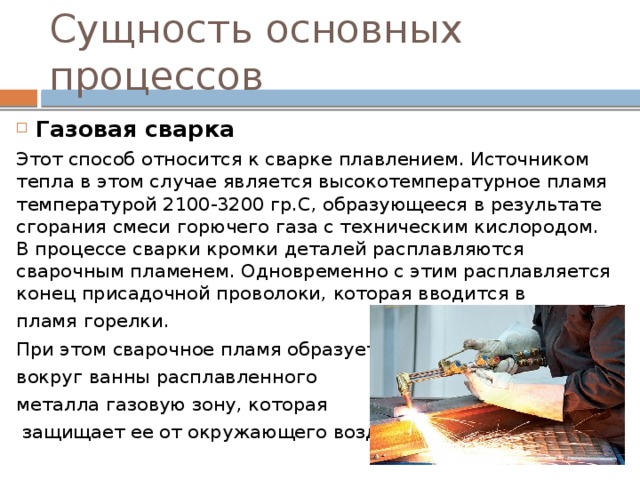
- Газовая сварка
Этот способ относится к сварке плавлением. Источником тепла в этом случае является высокотемпературное пламя температурой 2100-3200 гр.С, образующееся в результате сгорания смеси горючего газа с техническим кислородом. В процессе сварки кромки деталей расплавляются сварочным пламенем. Одновременно с этим расплавляется конец присадочной проволоки, которая вводится в
пламя горелки.
При этом сварочное пламя образует
вокруг ванны расплавленного
металла газовую зону, которая
защищает ее от окружающего воздуха
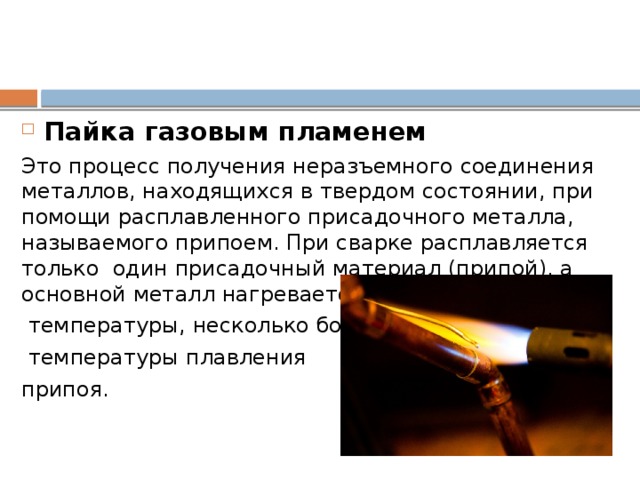
- Пайка газовым пламенем
Это процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, при помощи расплавленного присадочного металла, называемого припоем. При сварке расплавляется только один присадочный материал (припой), а основной металл нагревается до
температуры, несколько большей
температуры плавления
припоя.
При этом в основном металле не происходит изменений структуры даже в области близкой линии спая. Обладая высокой текучестью припой хорошо смачивает нагретую поверхность основного металла, растекается по ней , затекает в небольшие зазоры и образовывает достаточно прочног соединение.
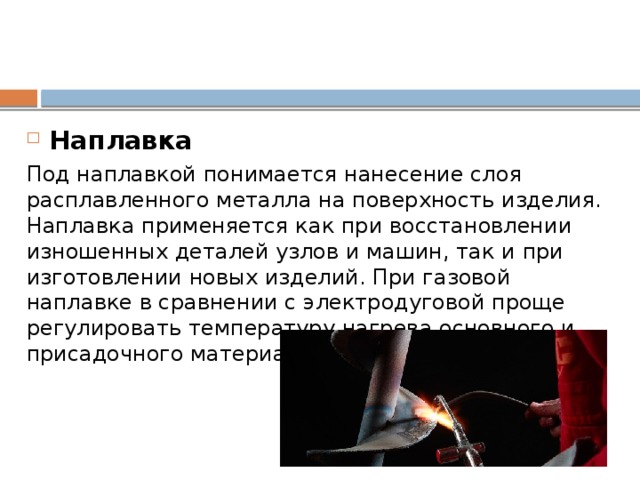
- Наплавка
Под наплавкой понимается нанесение слоя расплавленного металла на поверхность изделия. Наплавка применяется как при восстановлении изношенных деталей узлов и машин, так и при изготовлении новых изделий. При газовой наплавке в сравнении с электродуговой проще регулировать температуру нагрева основного и присадочного материала.
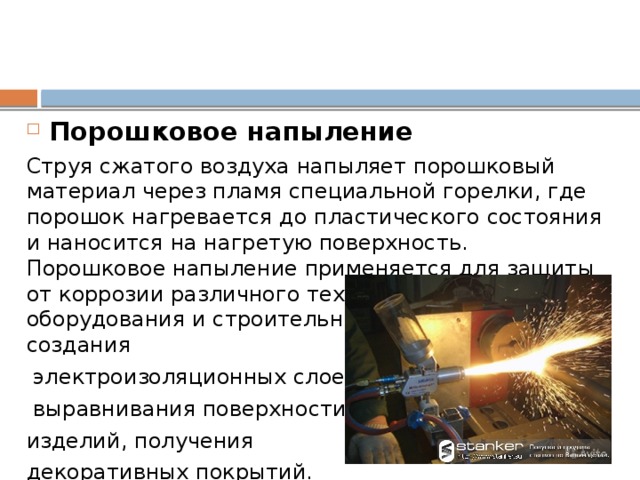
- Порошковое напыление
Струя сжатого воздуха напыляет порошковый материал через пламя специальной горелки, где порошок нагревается до пластического состояния и наносится на нагретую поверхность. Порошковое напыление применяется для защиты от коррозии различного технологического оборудования и строительных конструкций, создания
электроизоляционных слоев,
выравнивания поверхности
изделий, получения
декоративных покрытий.
Таким способом возможно нанесение на различные материалы покрытий их полиэтилена, полистирола, эпоксидных смол, стеклоэмалей, металлокерамических и др.материалов.
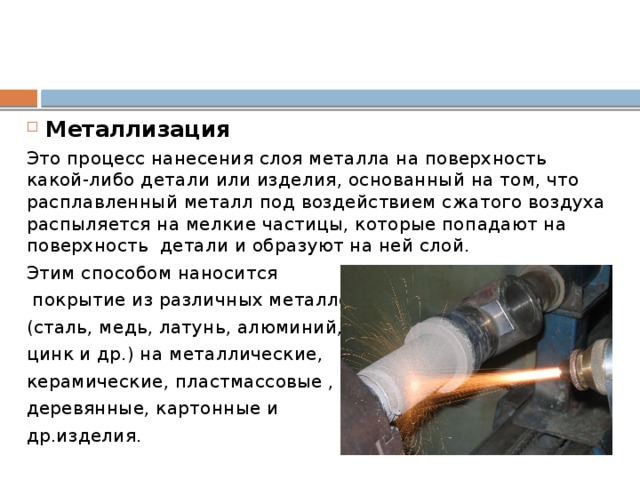
- Металлизация
Это процесс нанесения слоя металла на поверхность какой-либо детали или изделия, основанный на том, что расплавленный металл под воздействием сжатого воздуха распыляется на мелкие частицы, которые попадают на поверхность детали и образуют на ней слой.
Этим способом наносится
покрытие из различных металлов
(сталь, медь, латунь, алюминий,
цинк и др.) на металлические,
керамические, пластмассовые ,
деревянные, картонные и
др.изделия.
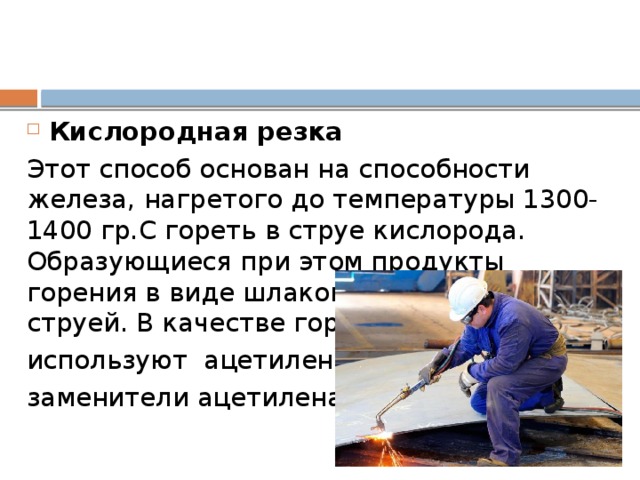
- Кислородная резка
Этот способ основан на способности железа, нагретого до температуры 1300-1400 гр.С гореть в струе кислорода. Образующиеся при этом продукты горения в виде шлаков удаляются этой же струей. В качестве горючих газов
используют ацетилен и
заменители ацетилена.
Преимущества газовой сварки
- 1.Способ сварки сравнительно прост, не требует сложного и дорогого оборудования, а также источника электроэнергии. 2.Изменяя тепловую мощность пламени и его положение относительно места сварки, сварщик может в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла. 3.Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки процесса газовой сварки
- 1. Низкая производительность процесса 2. Большая зона теплового воздействия на основной металл, что приводит к значительным короблением свариваемых деталей. 3. Высокие требования к квалификации сварщика. 4. Стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии. 5. Процесс газовой сварки труднее поддается механизации и автоматизации, чем процесс электрической сварки
Применение
- Газовая сварка широко используется при сварке стали малой толщины , чугуна, цветных металлов и сплавов.
- Кислородная резка применяется на поточно-механизированных линиях для раскроя листового проката в судостроении, машиностроении.
- Ручная кислородная резка используется для разделки металла в цеховых условиях, при ремонте, монтаже и строительстве.
Контрольные вопросы
- Какие виды газопламенной обработки металлов вы знаете?
- В чем сущность процесса газовой сварки.
- Перечислите основные преимущества газовой сварки.
- Перечислите основные недостатки газовой сварки.
- Перечислите основные области применения газовой сварки.
Список литературы
- 1. Никифоров Н.И. Нешумова С.П., Антонов И.А. Справочник молодого газосварщика и газорезчика. – М.: Высш.шк., 1990. – 239 с.
- 2. Смирнов П.Ю., Сергеев А.В. Эксплуатация баллонов. Оборудование для газопламенной обработки материалов. – СПб.: ДЕАН, 2005. – 296 с.
- Евсеев Г.Б., Глизманенко Д.Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов. М., «Машиностроение», 1974. – 321 с.





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

