
Россия, Павлово


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.02.2026 10:39

Устимова Наталья Геннадьевна
Преподаватель
Местоположение
Специализация
Химико-термическая обработка сталей
Категория:
Прочее
19.10.2021 11:04

Просмотр содержимого документа
«Химико-термическая обработка сталей»
ГБПОУ Павловский автомеханический техникум им. И.И. Лепсе
Презентация : ОП04 «Материаловедение» Тема: «ХИМИКО-термическая обработка стали »
Выполнила преподаватель:
Устимова Н.Г.
г. Павлово,2016
«ХИМИКО-термическая обработка стали » - это
Процесс диффузионного насыщения поверхностного слоя деталей на небольшую глубину различными химическими элементами (углеродом, азотом, хромом и д.р.) при нагревании в различных средах.
Предназначена : Для повышения твердости, износостойкости в поверхностных слоях металла.

процессы При химико-термической обработке
- Диссоциация (Разложение молекул диффундирующего элемента с образованием атомов)
- Адсорбция (Поглощение атомов поверхностью стали)
- Диффузия (Проникновение атомов вглубь)
Виды химико-термической обработки :
1 – Цементация; 2 – Азотирование; 3 – Нитроцементация; 4 – Алитирование; 5 – Хромирование; 6 – Силицирование; 7 – Борирование; 8 – Хромомарганцирование; 9 – Хромотитонирование; 10 – Вольфромирование; 11 – Меднение;
Цементация - это поверхностное насыщение углеродом при t 900…950 c .
Цель цементации увеличить твёрдость и
износостойкость поверхностей.
Подвергают стали с низким содержанием
С до 0,25%.
Среда поставляющая С к поверхности детали
подвергаемой цементации называется
карбюризатор.
Различают 3 вида карбюризаторов : 1-Жидкая цементация 2-Твёрдая цементация 3-Газовая цементация
Жидкая цементация
Предназначена для мелких деталей(например болты, винты и т.д.)
Жидкая цементация проводиться путём погружения детали в печь
с раствором расплавленных солях (карбонаты щелочных металлов)
бензина(керосина)+BaCl2
Тц=840-860
Время выдержки=6ч
Глубина слоя=0,2-0,5 мм
Охлаждение-воздух
Недостатки:
-Неравномерность
глубины слоя
-Частая замена
расплава
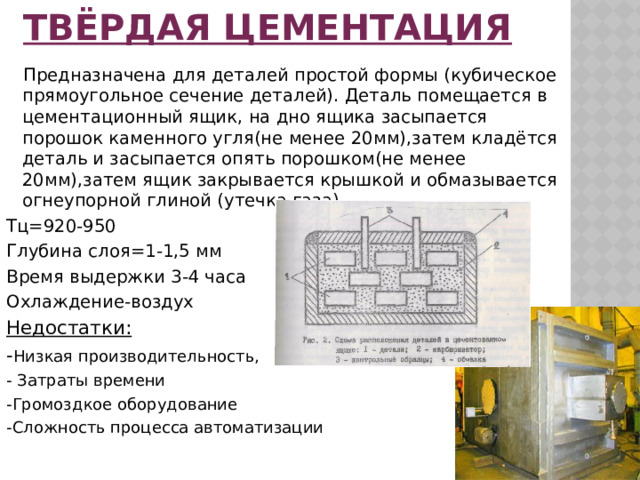
Твёрдая цементация
Предназначена для деталей простой формы (кубическое прямоугольное сечение деталей). Деталь помещается в цементационный ящик, на дно ящика засыпается порошок каменного угля(не менее 20мм),затем кладётся деталь и засыпается опять порошком(не менее 20мм),затем ящик закрывается крышкой и обмазывается огнеупорной глиной (утечка газа)
Тц=920-950
Глубина слоя=1-1,5 мм
Время выдержки 3-4 часа
Охлаждение-воздух
Недостатки:
- Низкая производительность,
- Затраты времени
-Громоздкое оборудование
-Сложность процесса автоматизации
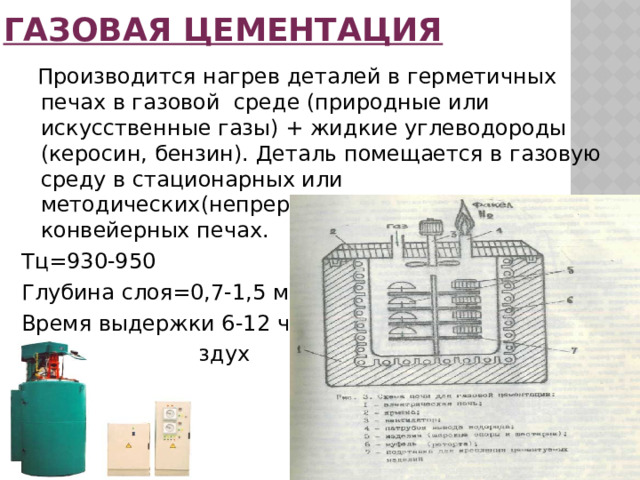
Газовая цементация
Производится нагрев деталей в герметичных печах в газовой среде (природные или искусственные газы) + жидкие углеводороды (керосин, бензин). Деталь помещается в газовую среду в стационарных или методических(непрерывно действующих) конвейерных печах.
Тц=930-950
Глубина слоя=0,7-1,5 мм
Время выдержки 6-12 часа
Охлаждение-воздух
Пользуясь информационным бланком, заполните пространственную запись
ЦЕМЕНТАЦИЯ
ДОСТОИНСТВА
НЕДОСТАТКИ
Азотирование
Насыщение поверхностного слоя азотом при нагреве.
Т=500-700;
Глубина слоя=0,3-0,6 мм
Время выдержки 0,5-10 часов
Среда газовая- аммиак.
После азотирования получается высокая
твердость, износостойкость, детали обладают
высокой коррозионной стойкостью.
Простые углеродистые стали мало пригодны
для азотирования, их поверхность получается
хрупкой. Для азотирования применяют стали,
легированные Al, Mo, Cr,которые необходимы
для получения стойких нитридов.
НИТРОЦЕМЕНТАЦИЯ
Насыщение поверхностного слоя изделия азотом
и углеродом в газовой среде.
Т=850-870;
Время выдержки 8-10 ч
Глубина слоя=0,25-1 мм
Среда -газовая смесь, состоящей из
науглероживающего газа и аммиака
В результате повышаются твердость и износостойкость
деталей. После нитроцементации производят закалку.
Нитроцементации подвергают детали сложной
конфигурации (всевозможные шестерни, пальцы
задних рессор, валики ) склонные к короблению и т.д
ЦИАНИРОВАНИЕ
Насыщение поверхностного слоя изделия азотом
и углеродом в расплавленных солях.
Т=820-960;
Время выдержки 0,5-2 ч
Глубина слоя=0,5-2,0 мм
Среда -газовая смесь, состоящей из
науглероживающего газа и аммиака в ваннах с расплавленными
цианистыми солями
В результате повышаются твердость и износостойкость, прочность
Деталей и коррозионная стойкость..
Цианированию подвергают мелкие детали в автостроении(червяк руля,
пальцы, гайки, валики )для инструментов из быстрорежущих,
высокохромистых сталей. Является окончательной обработкой
Недостатки:
-Высокая стоимость
-Ядовитость солей
-Применение спец. Средства защиты.
диффузионная металлизация
Процесс поверхностного насыщения стали Al, Cr, Si, B и
другими элементами.
Его осуществляют путём нагрева и выдержки стальных
изделий в контакте с одним из перечисленных
элементов, которые могут быть:
- твёрдом( хромистый аммоний)
- жидком (расплавленный металл), и
- газообразном состоянии (газовая хлористая среда).
Металлизация предаёт поверхностным
слоям стали: жаропрочность, жаростойкость,
износоустойчивость, сопротивление коррозии

Алитирование
Поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При нагреве алитированной стали на её поверхность образуется плотная плёнка в дальнейшем предохраняет металл от окисления.

Хромирование
Поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах. Хромированная сталь окалиностойкая (особенно при нагревании до 800-900) и хорошо сопротивляется коррозии в водных растворах некоторых кислот или в морской воде)
Силицирование
Поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности изделий. Силицированию подвергают трубы, арматуру, валики насосов, болты
Борирование
Поверхностное насыщение стали бором. Борирование используют для повышения износостойкости и высокой твёрдости, которая сохраняет до 950.Борированию подвергают детали, применяемые в оборудовании нефтяной промышленности: втулки нефтяных насосов. Недостаток борирования- слой обладает хрупкостью.
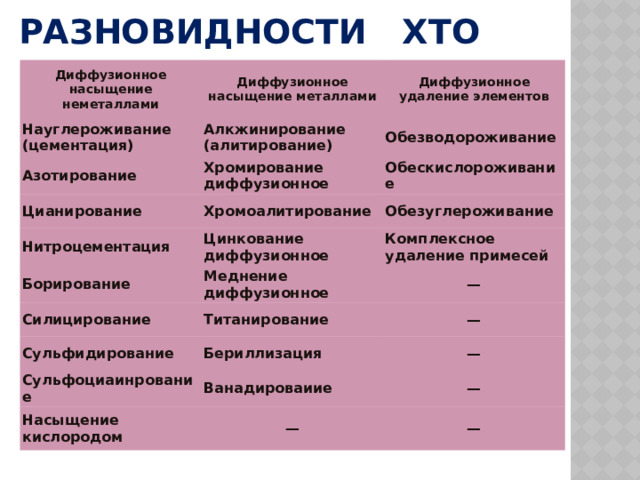
Разновидности ХТО
Диффузионное насыщение неметаллами
Диффузионное насыщение металлами
Науглероживание (цементация)
Диффузионное удаление элементов
Алкжинирование (алитирование)
Азотирование
Цианирование
Хромирование диффузионное
Обезводороживание
Обескислороживание
Хромоалитирование
Нитроцементация
Обезуглероживание
Цинкование диффузионное
Борирование
Силицирование
Комплексное удаление примесей
Меднение диффузионное
—
Титанирование
Сульфидирование
—
Бериллизация
Сульфоциаинрование
—
Ванадироваиие
Насыщение кислородом
—
—
—
Вид
Цементация
Поверхностный слой изделия насыщают …….
Углеродом
Азотирование
Детали, подвергаемые, химико-термической обработке
Азотом
цель
детали из низкоуглеродистой стали (10, 15, 20) и легированной – 15Х, 20Х, 18ХГТ
виды
Повышение твердости и износостойкости поверхности деталей
Детали из среднеуглеродистых легированных сталей марок 35ХМЮА и 38ХМЮА
Оборудование химико-термической обработки
1. В твердой среде
Для придания поверхностному слою высокой твердости, износостойкости и устойчивости против коррозии
Примечание
В атмосфере аммиака
2. В газовой среде
1. Специальный стальной ящик, заполненный карбюризатором
Шахтные, ретортные и камерные печи
2.Природный газ, пропан-бутановая смесь.
1. Температура нагрева – 900-950 °С в течение 7-10 ч.
(особенности,
Охлаждение – на воздухе до температуры 300-400 °С
Преимущества:
преимущества, недостатки)
-более высокая твердость и износостойкость поверхностного слоя
-высокие коррекционные свойства
-после азотирования не требуется закалка
Недостатки:
-более высокая длительность процесса
-применение дорогостоящих легированных сталей
Вид
Нитроцементация (цианирование)
Поверхностный слой изделия насыщают …….
Диффузионная металлизация:
Азотом и углеродом
Детали, подвергаемые, химико-термической обработке
-алитирование
цель
Шестерни, цилиндры мощных двигателей, шейки коленчатых валов, многие детали станков
-Алюминием
виды
-хромирование
Повышение твердости и износостойкости деталей
Жаростойкость
Оборудование химико-термической обработки
1.В расплавленных солях, содержащих цианистый натрий или цианистый калий
-Детали из углеродистых сталей, работающих при высокой температуре
Хромом
силицирование
окалиностлойкость
1.В твердой среде
Кремнием
-борирование
2.В газовой среде (природный газ и аммиак)
Ванны
Примечание
-Изделия из сталей любых марок
(особенности,
Ящики с порошкообразными смесями и печь.
Преимущества:
Бором
В расплавленном металле
износостойкость
-Для деталей, используемых в химической и нефтяной промышленности
Толщина слоя составляет 0,2-0,1
Ва.нны
-более высокая твердость и износостойкость цианированного слоя
2.В газовой среде
преимущества, недостатки)
-для деталей, работающих в различных средах
Толщина слоя составляет 0,2
-более высокое сопротивление коррозии
-меньше деформация и коробление деталей сложной формы
Толщина слоя составляет 0,3-1,0
-выше производительность
Толщина слоя составляет 0,4
Недостатки:
Недостатки: малая скорость диффузии, дорогостоящий процесс
-высокая стоимость
Преимущества: Жаростойкость
окалиностлойкость
-высокая токсичность цианистых солей
износостойкость и высокая твердость до HV2000

СПАСИБО ЗА ВНИМАНИЕ!








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

