Россия, Красноярск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 20.02.2025 16:30

Керн Татьяна Геннадьевна
преподаватель спецдисциплин
53 года
Местоположение
Конспект по теме " ВТО. Клеевое соединение материалов" по МДК 02.01 Технология обработки текстильных изделий из различных материалов для самостоятельного изучения обучающимися при переводе на индивидуальное обучение
Категория:
Технология
16.11.2021 17:24

Просмотр содержимого документа
«Конспект по теме " ВТО. Клеевое соединение материалов" по МДК 02.01 Технология обработки текстильных изделий из различных материалов для самостоятельного изучения обучающимися при переводе на индивидуальное обучение»
Конспект по МДК 02.01 Технология обработки текстильных изделий
по профессии «Оператор швейного оборудования»
для самостоятельного изучения обучающимися
на тему: "ВТО и клеевое соединение"
Под ВТО понимают специальную обработку деталей или изделия влагой, теплом и давлением с помощью специального оборудования. При изготовлении изделия ВТО занимает 15-25 % трудоемкости.
ВТО производимая в процессе обработки изделия называется внутрипроцессной. ВТО при отделки готового изделия называется окончательной.
Процесс ВТО состоит из 3-х стадий :
1) размягчение волокна влагой и теплом;
2) придание определенной формы давлением;
3) закрепление формы путем удаления влаги теплом и давлением.
ВТО применяют для : придания объемно-пространственной формы деталям изделия, обработки различных швов, окончательной отделки и соединения деталей клеевым способом.
Методы ВТО: утюжка, прессование, отпаривание. Оборудование может быть: электрическим, электропаровым, и паровым (утюг, парогенератор, пароманекен.) Масса утюга должна быть от 2,4-6 кг.
Оборудование для ВТО делиться на пять групп:

Универсальное прессовое (прессы тяжелые, средние и легкие в зависимости от усилий прессования) Прессы дают возможность механизировать наиболее трудоемкие операции ВТО, повысить производительность труда, качество изделий и облегчить труд рабочего. Они состоят из двух подушек верхней и нижней, различных форм и температур, в зависимости от формы изделия и обрабатываемых материалов.

Специальное прессовое ( пресс для приутюживания манжет, воротников мужских сорочек, дублирования деталей одежды) Отпаривают изделия на прессах – отпаривателях с помощь. отпарочных аппаратов и паровоздушных манекенов.

Гладильные столы



Утюги (паровые, электрические и пароэлектрические) Отличаются массой, формой и мощностью.

Вспомогательное и прочее оборудование (пароманекен)
Приспособления. Применяют для повышения производительности труда и улучшения качества обработки изделия.


Колодки используют при работе с ручным утюгом. Их формы и размеры соответствуют выполняемой операции, их покрывают сукном.
Пульверизаторы предназначены для увлажнения материала. Они работают как от водопроводной сети, так и от специального бочка с насосом.
Проутюжильники вырезают из тонкой полотняной ткани, фланели, байки или льняной ткани. Они используются для предохранения ткани от опалов и лас.
Температура нагрева материалов в процессе ВТО ограничивается их теплостойкостью.
Теплостойкость материала – это предельная температура, до которой можно его нагревать, получая обратимые изменения свойств после охлаждения. Теплостойкость материала – величина непостоянная и зависит от степени и способа его увлажнения, прикладываемой нагрузки, времени воздействия и волокнистого состава. Предельные температуры нагрева различных видов волокон составляют:
– хлопок – 125 оС;
– сухая шерсть – 135 оС;
– шерсть в паровой среде – 110 оС;
– лен – 120 оС;
– вискозные волокна – 120–130 оС;
– ацетатные – 95–105 оС;
– поливинилхлоридные – 65–75 оС;
– полиамидные – 90–100 оС;
– полиэфирные – 160–170 оС;
– полиакрилонитрильные – 180 оС.
Организация рабочего места. Стол для ВТО должен быть таких размеров, чтобы изделие или деталь могли свободно на нем разместиться. Высота стола должна быть такова, чтобы рука лежащая на ручке утюга, составляла с горизонталью угол 30 градусов. Для готовых изделий место оснащается передвижными тележками-кронштейнами.
Технические условия на выполнение ВТО
При выполнении ВТО применяют проутюжильник из отбеленной х/б, льняной ткани или марли.
Разутюживание, приутюживание, проутюживание швов, краев деталей производят на столе с использованием колодок покрытых сверху белой х\б тканью.
Детали предварительно увлажняют из пульверизатора, только в том случае если на них не остаются пятна от воды.
ВТО в изделия из бархата плюша (с ворсом) выполняют с помощью приспособления или передвижением детали по подошве утюга.
ВТО синтетических тканей выполняют через проутюжильник, с соблюдением температуры.
ВТО производят до полного удаления нанесенной на ткань влаги.
Швы разутюживают до полного прилегания срезов без искажения линии швов и рисунка.
Заутюживание швов производится с предварительным разутюживанием.
Обтачные и вывернутые края приутюживают с предварительным увлажнением до полного удаления влаги и плотного приутюживания с одновременным выправлением краев и устранением неровностей.
ВТО с изнанки выполняют без проутюжильника, а с лицевой с проутюжильноком. Воротник со стороны нижнего воротника, борт со стороны подбора, лацканы со стороны полочек, манжеты со стороны подманжет, пояс по подпоясу, низ со стороны подгиба.
Окончательную ВТО выполняют на пароманекене, утюгом или на прессе с предварительным увлажнением ткани. При этом выравнивают края, швы и получают требуемую форму изделия, устраняют неровности, замины, ласы и др.
После окончательной ВТО изделия просушиваются и охлаждаются в подвешенном состоянии для закрепления формы. Шерстяные ткани 20-25 минут, шелковые и х\б 10-15 минут.
ВТО должна проводиться при установленных для данных тканей режимах обработки.
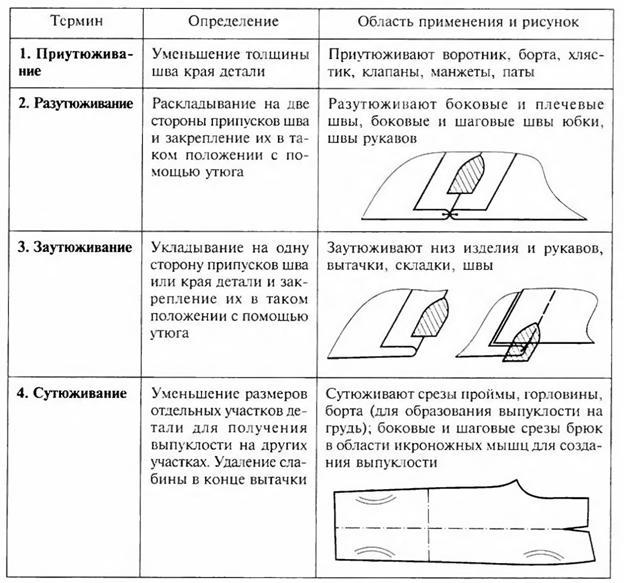
ТЕРМИНОЛОГИЯ ВТО
Прессование ВТО изделия с помощью пресса
Утюжильная обработка деталей придание детали или изделию желаемой формы посредством утюжильного оборудования
Разутюживание раскладывание припусков шва или складки на противоположные стороны и закрепление их в этом положении
Приутюживание уменьшение толщины шва, сгиба или края детали по средствам утюжильных работ
Заутюживание укладывание припусков шва или складок на одну сторону и закрепление их в этом положении
Сутюживание уменьшение линейных размеров деталей на отдельных участках посредством ВТО для образования выпуклости на смежном участке
Оттягивание увеличение линейных размеров деталей на отдельных участках посредством ВТО для вогнутой линии на смежном участке
Отпаривание обработка деталей паром для удаления лас
Декатирование ВТО материала для предотвращения последующей усадки
Клеевой метод соединения деталей
Широкое применение в швейной промышленности находит метод соединения деталей при помощи термопластических клеев, который позволяет механизировать некоторые трудоемкие технологические операции и сократить время на обработку изделия.
Для соединения деталей одежды применяют следующие клеи: ПВБ (поливинилбутираль) в виде пленки толщиной 0,13-0,25 мм; ПА-548 и ПА-54 (полиамидные) в виде порошков и клеевых ниток различной толщины; ПВХ (поливинилхлорид) в виде пленки толщиной 0,2-0,25 мм и ПВД (полиэтилен высокого давления) в виде порошка, клеевых ниток и пленки толщиной 0,16-0,2 мм; клей БФ-6 применяют в виде пасты и пленки.
Все эти клеи относятся к термопластичным материалам, так как при нагревании они плавятся и переходят в жидковязкое состояние, а при последующем охлаждении затвердевают.
Исходя из условий носки изделий, к клеям предъявляются следующие требования:
1) достаточная прочность сцепления клея с тканями (высокая адгезия) и достаточная прочность самого клея;
2) невысокая жесткость клеевых соединений (примерно равная жесткости ниточных соединений);
3) устойчивость к низким и повышенным температурам (порядка минус 50-55 и плюс 40-45°С);
4) устойчивость к светопогоде, воде и химикатам, применяемым при чистке одежды, к старению;
5) невысокая их стоимость, недифицитность и возможность эффективного их применения в условиях массового производства с использованием простых и доступных средств.
Особенностью клеевых соединений является то, что на более плотных материалах они дают большую прочность, а на более рыхлых - меньшую.
Одним из недостатков клеев является высокая температура их плавления (150-180° С) и длительное время прессования (около 60 с) при давлении 0,5 кгс/см2.
Клеевой метод соединения деталей одежды имеет ряд преимуществ перед ниточным способом крепления. Так, например, при обработке клапана ниточным способом требуется выполнить последовательно следующие операции: обтачать, обрезать излишки ткани в углах, вывернуть клапан, выметать и приутюжить. При обработке клапана на аппарате типа марки ОКП необходимо выполнить только три операции вместо пяти: загнуть края клапана и подкладки (одновременно на двух шаблонах), нанести клеевой порошок по линии шва с помощью бункера и соединить клапан с подкладкой. Здесь операция склеивания заменяет операции обтачивания и приутюживания, а операции вывертывания, выметывания и обрезки уголков исключаются.
Клеевой метод применяют для обработки и сборки бортов, воротника, низа рукавов, шлицы, клапанов, листочек карманов и т.д.
Виды клеевых материалов
Клей, применяемый для соединения деталей, выпускают в виде пасты, порошка, пленки и нитки. Он может быть нанесен с одной стороны на кромочную, бортовую ткань или волосяную прокладку.
Кромочную ткань с односторонним сплошным покрытием клея или покрытием клеевым порошком применяют для прокладывания но бортам, краям волосяных накладок, в качестве прокладок в листочки и под петли, накладок в концы вытачек, долевиков под карманы и т. д. Для прокладок под петли применяют ткань, окрашенную в цвет ткани верха.
Ширина клеевой кромки для прокладывания по бортам и лацкану 1-1,2 см, для прокладывания по краям волосяных накладок 1,5-2 см.
Бортовую ткань с односторонним покрытием клеем в виде полосок или порошка применяют для прокладок в лацканы, нижние воротники, в качестве плечевых накладок на бортовую прокладку и т. д.
Волосяную прокладку с односторонним покрытием клеем в виде полосок или порошка применяют в качестве накладок на бортовую прокладку.
Пленки термопластических клеев применяют в зависимости от характера и назначения швов. Для швов, не подвергающихся значительной нагрузке в процессе носки и стирки, применяют пленки из клеев марок ПВБ и БФ-6 (например, при сборке частей бортовых прокладок, сборке воротников и вместо вспушки бортов, лацканов и низа).
Для швов, подвергающихся значительной нагрузке при носке изделий, применяют пленку из полиамидного клея марки ПА-54 и ПА-548.
Для изделий, подвергающихся стирке, применяют пленку из полихлорвинилового клея марки ПХВ и ПВД.
При изготовлении пальто применяют пленки шириной 4-6 мм и толщиной 0,27-0,5 мм.
Клеевые порошки применяют для соединения деталей изделий при обработке и сборке клапанов и листочек карманов, воротника и других деталей, а также вместо строчек временного назначения. Клеевой порошок в отличие от других клеевых материалов образует мягкие эластичные швы.
Наносят порошок на детали с помощью бункера с дозирующим устройством точно по форме шва.
В последнее время при изготовлении детских пальто находят применение в качестве заменителей бортовых прокладок ворсованные хлопчатобумажные ткани с односторонним покрытием клеем в виде порошка.
Кроме того, все шире внедряются такие клеевые нетканые материалы, как флизелин, неткарм (армированный флизелин), прокламилин и др. с односторонним и двусторонним клеевым покрытием в виде порошка.
Эти материалы используются в качестве заменителей бортовых прокладок, волосяных накладок, прокладок в воротники, низ рукавов, шлицы и др.
Клеевые методы соединения деталей одежды.
Склеивание происходит за счёт расплавления клея помещённого между текстильным материалом под воздействием температуры и давления. При нагревании под давлением термопластичный клей переходит в вязкотекущее состояние, проникает в материал на некоторую глубину и при охлаждении скрепляет.
Виды синтетических полимеров:
1. полиамидные (для верхней одежды, подвергающейся химчистке);
2. полиэтиленовые (для одежды, подвергающейся стирке);
3. полиэфирные (выдерживающей химчистку и стирку при температуре до +60 градусов).
Виды клеевых материалов:
1. Прокладочный - текстильная основа с нанесённым на неё термоклеевым покрытием.
Виды текстильных основ:
- ткани;
- трикотажные полотна;
- нетканые полотна волокнистого состава.
2. клеевая кромка- полоска ткани, полученная в результате разрезания кромочного материала. (ширина кромки 6-14 мм., основа кромки - мадополан, бязь, хлопок)
Клеевое покрытие сплошное полиамидное.
3. клеевая нитка- мононить 0,2-0,5 мм. из сополиамида. Используется в шпульке и при ВТО (влажно- тепловая обработка) скрепляет участки.
4. клеевая паутинка- клеевой нетканый материал, изготовленный из расплава полимера методом аэродинамичного формирования.
Изготовлен в виде полотна шириной 90 см. и может нарезаться лентами различной ширины. Прокладывают в швы и при ВТО скрепляет.
5. клеевая сетка- сетка из клеевых нитей с ячейками различной формы и размеров.
Назначение- скрепление и придание формоустойчивости.
6. клеевая плёнка- плёнка из различных полимеров для склеивания и аппликаций.
7. клеевые порошки, пасты и композиции для получение термоклеевых прокладочных материалов и непосредственного склеивания или промазывания деталей.
В пошиве одежды при помощи клеевых соединений закрепляют края и срезы деталей, придают формоустойчивость, предохраняют от растяжения и осыпания, прикрепляют аппликации и вышивки, а также соединят поверхности и подгибая срезы закрепляют.
Виды технологических дефектов ВТО швейных изделий.
Важным показателем качества является способность швейных изделий сохранять во время эксплуатации форму и внешний вид, которые во многом определяются свойствамиобрабатываемых материалов, способами формования и закрепления формы.
Влажно-тепловая обработка является одним из основных видов работ, выполняемых при изготовлении швейных изделий, она составляет в среднем четвертую часть всей трудоемкости изготовления изделий.
Наиболее часто встречаемые технологические дефекты влажно-тепловой обработки швейных изделий и причины их возникновения представлены в таблице.
| Дефект | Причина возникновения | Рекомендации по предупреждению или устранению дефекта |
| Опал детали швейного изделия | Нарушение режимов влажно-тепловой обработки приводит к изменению или ослаблению структуры ткани или окраски материала детали швейного изделия | При сильно выраженном опале испорченную деталь заменить. При слабо выраженном дефекте опаленный участок детали протереть раствором перекиси водорода |
| Прохождение клея через деталь швейного изделия | Нарушение режимов дублирования деталей изделия; несоответствие клеевых материалов плотности материалов верха, в результате чего клей выступает на лицевую сторону детали | Строго соблюдать режимы влажно-тепловой обработки, а также правильно подбирать прокладочные клеевые материалы и ткани верха изделия |
| Отслоение термо-клеевого прокладочного материала от основного материала детали швейного изделия | Ослабление прочности склеивания деталей после многократного чередования плоского и объемного прессования деталей, нарушение режимов влажно-тепловой обработки приводит к возникновению пузырей, вздутий на дублированных деталях изделия | Иногда дефект удается устранить путем тщательной влажно-тепловой обработки детали изделия (за рубежом используют шприцевание вздутий и пузырей путем введения в них клеевых растворов и расплавов) |
| Растянутый край детали швейного изделия | Неправильное расположение детали или ее натяжение во время влажно-тепловой обработки приводит к удлинению края детали швейного изделия по сравнению с установленными размерами | Строго соблюдать режимы и технические условия влажно-тепловой обработки деталей швейных изделий |
| Растянута или посажена горловина швейного изделия | Неправильно сутюжены полочки, растянут шов настрачивания подворотника при влажно-тепловой обработке | Строго соблюдать технические условия на укладывание полочки на нижнюю подушку пресса для обеспечения придания правильной формы детали при влажно-тепловой обработке |
| Ласы швейного изделия | Нарушение режимов влажно-тепловой обработки приводит к образованию блеска на участках детали швейного изделия | Ласы швейного изделия устранять паром во время окончатель ной влажно-тепловой обработки изделий на паровоздушных манекенах |
| Рыхлый шов детали швейного изделия | Несоблюдение требуемых режимов воздействия давления, тепла и сушки изделия во времени | Правильный выбор режимов влажно-тепловой обработки деталей для каждой группы тканей |
Проверочный тест по теме: "ВТО и клеевое соединение"
ФИО обучающегося, выполняющего задание: ________________________________
1. Как называется операция, совершаемая для предотвращения последующей усадки материала?
А) сутюживание
Б) отпаривание
В) оттягивание
Г) декатирование
2. Раскладывание припусков шва или складок в разные стороны и закрепление их в таком положении при помощи утюга называется:
А) заутюживание
Б) разутюживание
В) оттягивание
Г) пропаривание
3. Обработка изделий паром для удаления лас, это:
А) декатирование
Б) проутюжывание
В) отпаривание
Г) пропаривание
4. Уменьшение толщины шва, сгиба складок или края детали это:
А) разутюживание
Б) сутюживание
В) заутюживание
Г) приутюживание
5. Оттягивание это:
А) сокращение края и отдельных участков изделия
Б) укладывание припусков шва на одну сторону
В) удлинение края детали
Г) удаление заминов и сгибов на ткани
6. Припуски боковых и плечевых швов закрепляются утюгом в разные стороны. Эта операция называется:
А) приутюживание
Б) проутюживание
В) разутюживание
Г) заутюживание
7. Декатирование это:
А) машинная операция
Б) ВТО материала
В) ручная швейная операция
Г) клеевое соединение деталей
8. Выбирете виды технологических дефектов ВТО:
А) опалы
Б) лассы
В) прорубленные дыры
Г) перекос ткани
9. Уложить складки в изделии в одну сторону и закрепить их утюгом в таком положении, это:
А) сутюжить
Б) приутюжить
В) заутюжить
Г) проутюжить
10. Закрепление подогнутого края низа юбки утюгом это:
А) приутюживание
Б) заутюживание
В) проутюживание
Г) разутюживание
11. ВТО готового изделия для придания ему товарного вида это:
А) проутюживание
Б) пропаривание
В) отутюживание
Г) декатирование
12. Сокращение края детали или отдельных участков это:
А) приутюживание
Б) оттягивание
В) сутюживание
Г) проутюживание
13. Удаление заминов и вгибов с ткани это:
А) проутюживание
Б) приутюживание
В) пропаривание
Г) отутюживание
14. Соединение основной детали с клеевыми прокладочными материалами это:
А) декатирование
Б) дублирование
В) отпаривание
Г) пропаривание
12






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

