
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 10.09.2025 17:29

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Конспекты лекций по обработке дерева на станках. Тема № 39. Конструктивные особенности рейсмусовых станков
Категория:
Всем учителям
07.01.2020 18:38

Просмотр содержимого документа
«Конспекты лекций по обработке дерева на станках. Тема № 39. Конструктивные особенности рейсмусовых станков»
Конспекты лекций по обработке дерева на станках. Тема № 39. Конструктивные особенности рейсмусовых станков
Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок; на заданную толщину, а также для создания у заготовок строго параллельных поверхностей. Рейсмусование деталей выполняют после создания у них технологической базы на фуговальном станке.
Рейсмусовые станки по количеству ножевых валов бывают односторонние СР ( с одним ножевым валом) и двусторонние С2Р ( с двумя ножевыми валами).
Станки могут иметь ширину стола 400 мм ( СР4 -1), 630 мм (СР6-1), 800мм (СР8-1), 1250мм(СР12-3, С2Р12-3). Наибольшая скорость подачи у всех станков одинакова и равна 24 м/мин.
На рис. 82 приведена схема одностороннего рейсмусового станка СР6-9. На цельнолитой станине 1 коробчатой формы расположены ножевой вал 6 и съемное приспособление 4 для заточки и прифуговки ножей в ножевом валу. Стопорное устройство с рукояткой 15 служит для фиксации ножевого вала при наладке. Механизм подачи содержит передний приводной валец 8, установленный перед ножевым валом, и задний валец 16, который обеспечивает подачу готовой детали при выходе ее из станка.
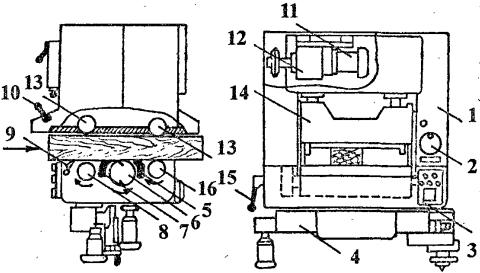
Рис. 82. Односторонний рейсмусовый станок СР6-9:
1 - станина; 2 - маховичок настройки стола; 3 - пульт управления; 4 - съемное приспособление; 5,7 - прижимы; 6 - ножевой вал; 8,16 - вальцы; 9 - защитное устройство; 10 - рукоятка фиксирования стола; 11 - электродвигатель; 12 - редуктор; 13 - опорные ролики; 14 - стол; 15 - рукоятка фиксатора ножевого вала
Перед передним вальцом имеется когтевая защита, предотвращающая выброс заготовки, а также ограничительная планка, не позволяющая подавать в станок заготовки, припуск на обработку у которых превышает допускаемый.
Привод вальцов осуществляется от электродвигателя 11 через механический вариатор и редуктор 12. Перед ножевым валом установлен прижим 7 (стружколоматель), а за ножевым валом - задний прижим 5. В средней части станины есть стол 14 с опорными роликами 13, предназначенными для плавной подачи заготовки.
Передний валец рейсмусового станка имеет рифленое исполнение, что обеспечивает надежное сцепление и подачу заготовки в станок. Конструкция вальца позволяет обрабатывать одновременно несколько брусковых заготовок с разным припуском. Задний прижимной элемент прижимает обрабатываемую деталь к столу, предотвращая этим ее вибрацию.
У двусторонних рейсмусовых станков ножевые валы расположены последовательно по ходу подачи - сначала нижний, а затем верхний. В некоторых конструкциях станков для преодоления сил сопротивления подачи приводными делают не только верхние, но и нижние вальцы.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

