
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 10.09.2025 17:29

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Конспекты лекций по обработке дерева на станках. Тема № 73. Подготовка шлифовальной шкурки к работе
Категория:
Всем учителям
07.01.2020 20:31

Просмотр содержимого документа
«Конспекты лекций по обработке дерева на станках. Тема № 73. Подготовка шлифовальной шкурки к работе»
Конспекты лекций по обработке дерева на станках. Тема № 73. Подготовка шлифовальной шкурки к работе
Шлифовальную шкурку поставляют в рулонах (Р) и листах (Л). Шкурку водостойкую на бумажной основе для шлифования с водяным или керосиновым охлаждением выпускают в листах длиной 310 мм и шириной 230, 240, 275 мм.
Для ленточного шлифования из рулона шкурки вырезают ленту необходимой длины и ширины. При этом длину ленты определяют в зависимости от способа ее соединения - встык под углом или внахлестку.
При склеивании встык концы срезают под углом 45° и приклеивают на полотняную подкладку шириной 100-200 мм ( рис. 157 а).
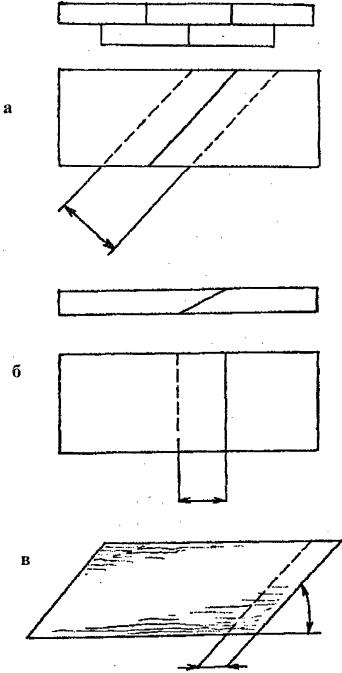
Рис. 157. Раскрой и склеивание шлифовальной ленты:
a - стык под углом; б - внахлестку; в - шаблон для раскроя шкурки
При склеивании внахлестку (рис. 157 б) на одном конце ленты горячей водой удаляют абразивные зерна на расстоянии 50-80 мм, затем на обнаженную основу, смазанную клеем, накладывают другой конец ленты. Соединенные концы сжимают и высушивают, используя для этого специальные приспособления.
Для комбинированных шлифовальных станков используют листовую шкурку. Так, для шлифовальных дисков вырезают шкурку по шаблону в виде круга, диаметр которого должен быть на 50-80 мм больше диаметра диска. После раскроя заготовки должны иметь ровные, без вырывов края. Следует также помнить, что наличие утолщений или неприклеенных концов при склеивании лент может привести к преждевременному разрыву ленты.
Для широколенточных станков шкурку раскраивают на листы по шаблону, изготовленному из фанеры ( рис. 157 в ). Шкурку следует раскраивать так, чтобы края были ровными, а разность длин боковых кромок - не более 1 мм. Один из скошенных краев заготовки зачищают, снимая абразив на ширине 20 мм.
Продольные кромки и зачищенный край следует оклеить полоской кальки, которая должна выступать за край шкурки на 10 мм. Скошенный край с калькой смазывают клеем и выдерживают определенное время.
После выдержки скошенные края соединяют, на место стыка накладывают полоску шкурки так, чтобы абразив на полоске прилегал к абразиву ленты. Место соединения сжимают и выдерживают под прессом. Готовые ленты вывешивают на кронштейнах и выдерживают не менее суток до установки на станок.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

