Россия, п.г.т Яя


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 05.06.2026 17:50

ДРАНИШНИКОВ ДМИТРИЙ СЕРГЕЕВИЧ
Мастер производственного обучения
Местоположение
Конструкции ленточных станков
Категория:
Всем учителям
13.05.2026 14:58

Просмотр содержимого документа
«Конструкции ленточных станков»

Конструкции ленточных станков
Органы управления
К органам управления относятся выключатели, кнопки электрические, переключатели, панели индикации и сигнальные лампочки, рукоятки и маховики механических систем настройки станка и т.п.
В простейших станках органы управления обычно размещают на станине станка в удобном для рабочего месте. На пульте всегда имеются кнопка «Пуск» черного цвета и большого размера красная кнопка «Стоп». Часто кнопочные станции многошпиндельных станков и автоматических линий делают на кронштейне или размещают в отдельно стоящем шкафу с панелью управления.
Устройства для смазывания.
Для надежной работы станка необходимо смазывать подшипники, приводные зубчатые и винтовые передачи, трущиеся поверхности суппортов и других подвижных элементов.
Смазывание осуществляют периодически или непрерывно, пластичными или жидкими маслами. Смазка узлов станка может быть централизованной или каждый узел может смазываться отдельно
- Скорость главного движения механизмов резания
Для механизмов вращательного движения: рабочих валов, шпинделей и центров, м/с
Для механизмов поступательного движения, м/с:
ленточнопильные и ленточно-шлифовальные ,
с фрезерной цепью .
Для механизмов главного движения с возвратно-поступательным движением:
максимальная , минимальная V min = 0 ,
средняя .
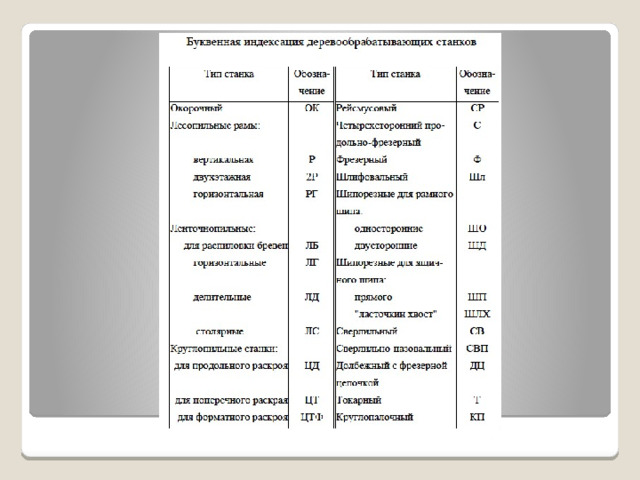
- Станки ленточнопильные, их типы, конструкция
Ленточнопильные станки бывают вертикальные столярные с диаметром шкивов 400...800 мм, делительные с диаметром шкивов 1000...1400 мм, бревнопильные с диаметром шкивов 1100 ... 3000 мм и горизонтальные.
Столярные станки относятся к станкам общего назначения, применяющимся в различных производствах: мебельном, столярном-строительном, модельном и т. д..
Столярные ленточнопильные станки применяются для выпиливания прямолинейных и криволинейных заготовок.
На ленточных столярных станках используются пилы ленточные столярные (ГОСТ 6532-77, тип 1) предназначенные для прямолинейной и криволинейной продольной и поперечной распиловки. Ширина пильной ленты равна В = 10...60 мм, толщина – S = 0,6; 0,7; 0,8; 0,9 мм, шаг зубьев – t = 6...12 мм. Угол заострения зубьев β = 50° и передний угол γ = 5°.

Пила в виде замкнутой ленты надевается на нижний приводной 1 и верхний натяжной 7 шкивы. Натяжение ленточной пилы производится грузом 6 и настроечным
винтом 5 с помощью маховичка.
В некоторых станках натяжение
ленточной пилы может осуществляться
пружиной. Привод нижнего шкива
производится от электродвигателя 3
с помощью ременной передачи.
Для остановки шкива имеется тормоз 2.
Тормоз должен останавливать шкивы
при выключенном электродвигателе за
4 – 6 с. Зазор между тормозными
колодками и ободом должен быть
не более 5 мм.
Наладка ленточнопильных станков. При наладке выполняется следующий перечень работ:
1. Натяжение пильной ленты осуществляют путем подъема верхнего шкива и контролируют по положению груза или пружины. Напряжение растяжения в натянутой пиле зависит от ее ширины и должно быть15 – 50 МПа.
Вращая верхний шкив, проверяют правильность прохождения пильной ленты по шкивам и упорным роликам. Если необходимо, производят регулировку наклоном верхнего шкива. Пила должна устойчиво располагаться на шкивах, и зубья ее должны выступать за край обода шкивов. После этого на короткий срок включают станок и проводят дополнительную регулировку.
2. Верхнее направляющее устройство устанавливают над заготовкой на расстоянии 10 – 15 мм. Нижние направляющие устанавливаются стационарно. Зазор между боковыми направляющими и пильной лентой устанавливается по 0,05 – 0,10 мм. Передняя кромка направляющих должна отступать от впадин зубьев на 5 – 10 мм. Опорный задний ролик предотвращает сползание пилы со шкивов, на холостом ходу между ним и пилой должен быть зазор.
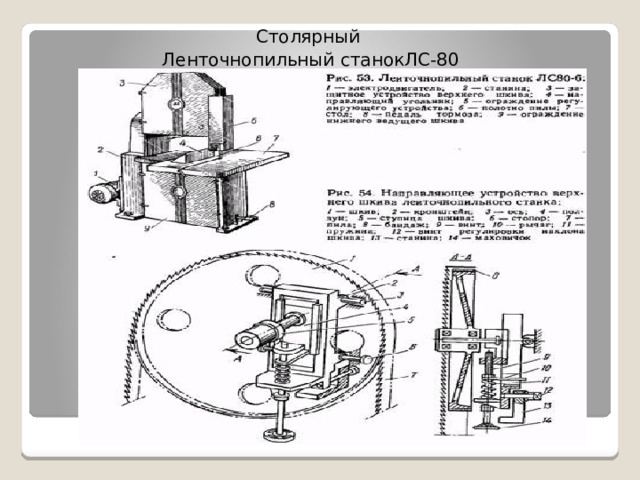
Столярный
Ленточнопильный станокЛС-80

- Ленточно-пильный
станок GRIGGIO
SNAC-740R
Направляющие
Для повышения жесткости пильной ленты в зоне пиления на станке установлены под столом и над столом направляющие ролики10. При этом четыре ролика взаимодействуют с боковыми поверхностями пилы, препятствуя ее боковому смещению, и два ролика контактируют с задней кромкой пилы.
У столярных ленточнопильных станков моделей ЛС40-2 и ЛС80-6С, ЛС80-6М заготовка базируется на столе и надвигается на пилу вручную. Стол можно повернуть от горизонтального положения на угол45°.
Станки ЛС80 могут комплектоваться механизмом подачи для выполнения прямолинейных пропилов. Механизм подачи монтируется на столе и состоит из вертикальных вальцов, соединенных через червячный редуктор с двигателем.
В ленточнопильных станках применяют специальные ленточные пилы, которые надевают на два узких шкива диаметром 400 или 800 мм. Нижний шкив станка является ведущим; он приводится во вращение от электродвигателя.

- Механизмы резания с поступательным движением. Особенностью механизмов резания с поступательным движением является наличие в них гибкого режущего инструмента в виде ленты, надетой на несколько шкивов (ленточнопильные, ленточно-шлифовальные станки, цепнодолбежные и др.).
- Характерным отличием механизмов главного движения с возвратно-поступательным движением является их переменная скорость, наличие значительных инерционных сил и неуравновешенность.
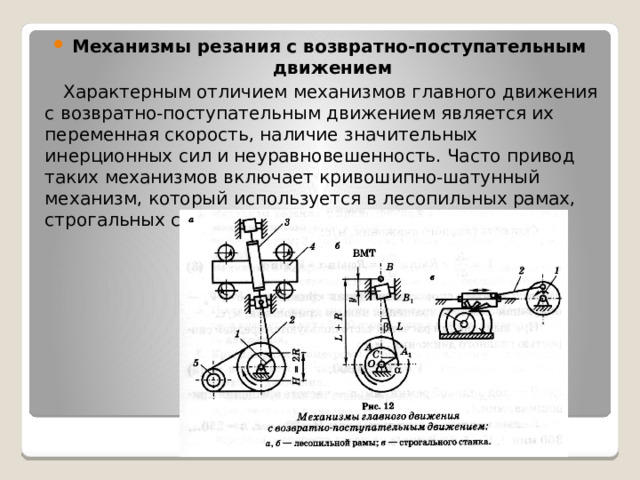
- Механизмы резания с возвратно-поступательным движением
Характерным отличием механизмов главного движения с возвратно-поступательным движением является их переменная скорость, наличие значительных инерционных сил и неуравновешенность. Часто привод таких механизмов включает кривошипно-шатунный механизм, который используется в лесопильных рамах, строгальных станках и др.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

