
Россия, Сафоново, Смоленская область


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 24.06.2024 23:53

Савельева Людмила Николаевна
преподаватель специальных дисциплин
67 лет
Местоположение
Специализация
Контрольная работа по МДК 01.01 Технологические процессы изготовления деталей машин (второй год обучения)
Категория:
Технология
07.04.2019 16:49

Просмотр содержимого документа
«Контрольная работа по МДК 01.01 Технологические процессы изготовления деталей машин (второй год обучения)»
ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«СМОЛЕНСКАЯ АКАДЕМИЯ ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ»
Сафоновский филиал областного государственного бюджетного
профессионального образовательного учреждения
«Смоленская академия профессионального образования»
(Сафоновский филиал ОГБПОУ СмолАПО)
КОНТРОЛЬНАЯ РАБОТА
(в рамках контрольной недели)
по междисциплинарному курсу МДК.01.01 Технологические процессы изготовления деталей машин
для специальности 15.02.08 Технология машиностроения
(углубленная подготовка)
2019 г.
| Рассмотрено на заседании цикловой комиссии машиностроения Сафоновского филиала ОГБПОУ СмолАПО (протокол от 14.02.2019 г. № 7) Председатель ______Е.А. Демкина Преподаватель ________ Л.Н. Савельева | Утверждаю Начальник службы ОД и НМС Сафоновского филиала ОГБПОУ СПО СмолАПО ____________Т.А. Касаткина «14» февраля 2019г. |
Приведённая контрольная работа по модулю МДК 01.01 Технологические процессы изготовления деталей машин является видом рубежного контроля, позволяющего определить качество изучения студентами группы ТМ-01-15 учебного материала по темам:
Автоматические линии. Гибкий производственный модуль и его характеристика. Автоматизация на базе агрегатных станков и роторных машин. Многооперационные станки и их применение. Эти темы являются наиболее значимыми для данного курса и важной для овладевания ЗУН приобретаемой специальностью.
Целью контрольной работы по модулю МДК 01.01 Технологические процессы изготовления деталей машин является:
- оценка качества усвоения студентами отдельных, наиболее важных разделов, тем и проблем изучаемой дисциплины, умения решать конкретные теоретические и практические задачи;
- проверка уровня сформированности общих и профессиональных компетенций.
Продолжительность контрольной работы - один академический час (45 минут).
Для обеспечения большей самостоятельности выполнения контрольных работ предусмотрены 2 варианта заданий.
При этом соблюдается условие одинаковой трудности задач всех вариантов контрольной работы.
Общее количество заданий по контрольной работе – 6. Первое и второе задание оцениваются в 0,5 балла. Третье, четвертое, пятое и шестое задания оцениваются в 1 балл каждое. Общее количество баллов – 5. Каждый набранный балл соответствует оценке по контрольной работе.
Итоговая оценка по тесту формируется путем суммирования набранных баллов и отнесения их к общему количеству вопросов в задании.
Учебные достижения студентов фиксируются следующими оценками: 5 (отлично), 4 (хорошо), 3 (удовлетворительно), 2 (неудовлетворительно).
Соотношение тестовых баллов с традиционной системой оценивания
| Оценка | Количество баллов |
| «Отлично» | 5 баллов |
| «Хорошо» | 4 балла |
| «Удовлетворительно» | 3 балла |
| «Неудовлетворительно» | 2 балла |
При выполнении заданий студенты могут пользоваться черновиком, калькулятором, справочной литературой.
1 вариант
1.Гибкий производственный модуль - это:
а) единица технологического оборудования для обработки деталей произвольной номенклатуры в установленных пределах значений их характеристик, оснащенную системой программного управления и автоматически осуществляющую все функции;
б) система станков, расставленных по ходу выполнения технологического процесса, предназначенная для преобразования заготовки в готовую деталь путем выполнения механической обработки;
в) автономно действующая совокупность технологических средств производства, обеспечивающая полностью автоматический цикл работы и его связь с входными и выходными потоками производства.
Выберите правильный ответ.
2. Плашки применяются для нарезания:
а) внутренней резьбы невысокой точности;
б) наружной резьбы невысокой точности;
в) внутренней резьбы высокой точности;
г) наружной резьбы высокой точности.
Выберите правильный ответ.
3. Чем отличается цилиндрическое косозубое колесо от шевронного?
Ответить на вопрос.
4. Задача. Коэффициент использования материала равен 0, 75, масса заготовки равна 2,5 кг. Определить массу детали.
5. Задача. Определить скорость резания, если частота вращения п = 250 об/мин, диаметр заготовки 25 мм.
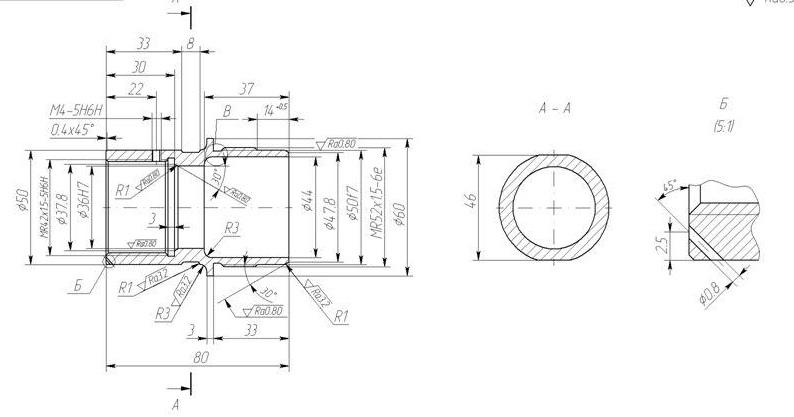
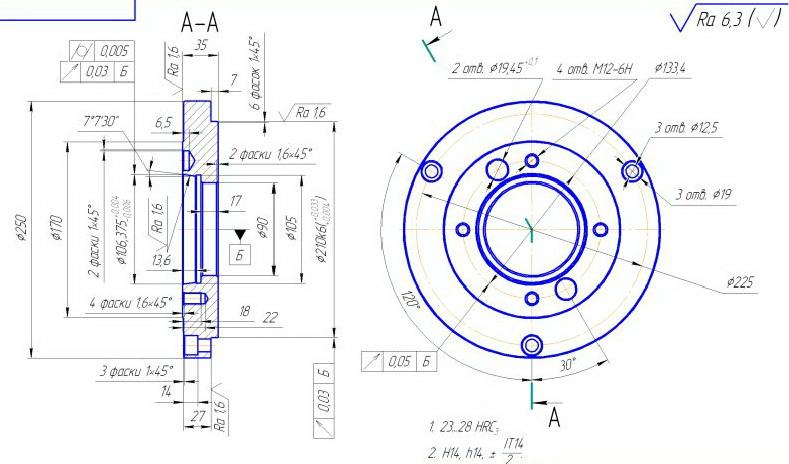
6. Задача. Составить технологический маршрут механической обработки детали.
2 вариант
1.Автоматическая линия - это:
а) единица технологического оборудования для обработки деталей произвольной номенклатуры в установленных пределах значений их характеристик, оснащенную системой программного управления и автоматически осуществляющую все функции;
б) система станков, расставленных по ходу выполнения технологического процесса, предназначенная для преобразования заготовки в готовую деталь путем выполнения механической обработки;
в) автономно действующая совокупность технологических средств производства, обеспечивающая полностью автоматический цикл работы и его связь с входными и выходными потоками производства.
Выберите правильный ответ.
2. Трапецеидальная резьба применяется:
а) в резьбовых соединениях, передающих движение;
б) в резьбовых соединениях, испытывающих большое одностороннее давление;
в) в резьбовых трубных соединениях;
г) в резьбовых соединениях, с повышенными динамическими нагрузками.
Выберите правильный ответ.
3. Что представляет собой копир?
Ответить на вопрос.
4. Задача. Мощность на шпинделе станка 10 кВт, к.п.д. равно 0,8. Определить мощность электродвигателя.
5. Задача. Определить штучно-калькуляционное время механической обработки деталей, если известно, что подготовительно-заключительное время равно 43 минуты, штучное время – 1,79 минуты, а количество заготовок в партии равно 324.
6. Задача. Составить технологический маршрут механической обработки детали.
6






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

