Россия, Искитим


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 24.06.2025 07:08

Яхонтова Елена Николаевна
Преподаватель дисциплин профессионального цикла
65 лет
Местоположение
Специализация
КОС ПО УЧЕБНОЙ ДИСЦИПЛИНЕ ОП.09 Основы автоматизации технологических процессов образовательной программы по специальности СПО Специальности 18.02.05
Категория:
Прочее
20.01.2025 11:45

Просмотр содержимого документа
«КОС ПО УЧЕБНОЙ ДИСЦИПЛИНЕ ОП.09 Основы автоматизации технологических процессов образовательной программы по специальности СПО Специальности 18.02.05»
Министерство образования Новосибирской области
Искитимский филиал государственного бюджетного профессионального образовательного учреждения Новосибирской области
«Новосибирский строительно – монтажный колледж»
| Рассмотрено: |
| Утверждаю: |
| На заседании предметно-цикловой комиссии электротехнических дисциплин газовых сетей и установок |
| Зав. Учебной частью |
|
| Пицына Т.М. __________ | |
| Протокол № ___ от «__»____20__г. |
| «___»____________20___г. |
| Председатель ПЦК Чарковская Т.И. ___________ |
|
|
КОМПЛЕКТ КОНТРОЛЬНО – ОЦЕНОЧНЫХ СРЕДСТВ
ПО УЧЕБНОЙ ДИСЦИПЛИНЕ
ОП.09 Основы автоматизации технологических процессов
образовательной программы
по специальности СПО
Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий
г. Искитим 2023
Комплект контрольно-оценочных средств разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования по специальности СПО 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий, уровень подготовки для специальности СПО базовый.
Разработчик:
Искитимский филиал
ГБПОУ НСО «НСМТ» преподаватель спец. дисциплин Яхонтова Е.Н
(место работы) (занимаемая должность) (инициалы, фамилия)
1. Паспорт комплекта контрольно – оценочных средств 4
2. Результаты освоения учебной дисциплины, подлежащие проверке 6
3. Оценка освоения учебной дисциплины 7
3.1. Формы и методы оценивания 6
3.2. Типовые задания для оценки освоения учебной дисциплины 13
4. Контрольно – оценочные материалы для итоговой аттестации по учебной дисциплине 14
5. Приложения. Задания для оценки освоения дисциплины
1. ПАСПОРТ КОМПЛЕКТА КОНТРОЛЬНО – ОЦЕНОЧНЫХ СРЕДСТВ
В результате освоения учебной дисциплины Основы автоматизации технологических процессов обучающийся должен обладать предусмотренными ФГОС по специальности СПО 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий уровень подготовки базовый, следующими умениями, знаниями, которые формируют профессиональные компетенции, и общие компетенции:
У 1. - выбирать тип контрольно-измерительных приборов и средств автоматизации под задачи производства и аргументировать свой выбор;
У 2. - регулировать параметры технологического процесса по показаниям контрольно-измерительных приборов и автоматики (далее - КИПиА) вручную и дистанционно с использованием средств автоматизации;
У 3. - снимать показания КИПиА и оценивать достоверность информации;
З 1 - классификацию, виды, назначение и основные характеристики типовых контрольно-измерительных приборов, автоматических и сигнальных устройств по месту их установки, устройству и принципу действия (электрические, электронные, пневматические, гидравлические и комбинированные датчики и исполнительные механизмы, интерфейсные, микропроцессорные и компьютерные устройства);
З 2 - общие сведения об автоматизированных системах управления (далее - АСУ) и системах автоматического управления (далее - САУ);
З 3 - основные понятия автоматизированной обработки информации;
З 4 - основы измерения, регулирования, контроля и автоматического управления параметрами технологического процесса;
З 5 - принципы построения автоматизированных систем управления технологическими процессами, типовые системы автоматического регулирования технологических процессов;
З 6 - систему автоматической противоаварийной защиты, применяемой на производстве;
З 7 - состояние и перспективы развития автоматизации технологических процессов.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно - коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Ориентироваться в условиях частой смены технологий в профессиональной деятельности.
ОК 10. Обеспечивать безопасные условия труда в профессиональной деятельности.
Формой аттестации по учебной дисциплине является дифференцированный зачет.
2. РЕЗУЛЬТАТЫ ОСВОЕНИЯ УЧЕБНОЙ ДИСЦИПЛИНЫ, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ
2.1. В результате аттестации по учебной дисциплине осуществляется комплексная проверка следующих умений и знаний, а также динамика формирования общих компетенций:
Таблица 1.1
| Результаты обучения: умения, знания и общие компетенции | Показатели оценки результата
| Форма контроля и оценивания |
| Уметь: |
|
|
| У 1. выбирать тип контрольно-измерительных приборов и средств автоматизации под задачи производства и аргументировать свой выбор.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. | - применение в профессиональной деятельности средств автоматизации; - управление приборами и системами автоматизации. - - демонстрация работы.
- демонстрация интереса к будущей специальности; - участие в олимпиадах, конкурсах, конференциях по практике
- рациональное распределение времени на выполнение задания; наличие следующих этапов выполнения задания: ознакомление с заданием и планирование работы; получение информации; подготовка продукта; рефлексия выполнения задания и коррекция подготовленного продукта перед сдачей; - обоснованность выбора методов и способов решения профессиональных задач
- результативность самостоятельного обучения при изучении дисциплины - участие в олимпиадах, конкурсах, научно-практических конференциях по специальности; | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| У 2. регулировать параметры технологического процесса по показаниям контрольно-измерительных приборов и автоматики (далее КИПиА) вручную и дистанционно с использованием средств автоматизации; ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 9. Ориентироваться в условиях частой смены технологий в профессиональной деятельности.
| - решение поставленных задач различными способами.
- результативность поиска информации с использованием специальной литературы, ГОСТ, интернет - ресурсов, справочно-поисковых систем для выполнения профессиональной задачи; - эффективность использования найденной информации для решения профессиональных задач, профессионального и личностного развития
- демонстрация умений и навыков использования персонального компьютера и периферийных устройств, информационно-коммуникационных технологий, интернет-тренажёров - проявление интереса к инновациям, смене технологий в области профессиональной деятельности; - участие в научно-практических конференциях по специальности | - Защита, оценка и анализ выполнения практической работы - Тестирование - Расчетное задание, Наблюдение и оценка выполнения расчетного задания, оценка решения задач - Самостоятельная работа Оценка выполнения |
| У 3. снимать показания КИПиА и оценивать достоверность информации;
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий. | - разъяснения последовательности и этапов работы.
- обоснованность выбора решения; - адекватность оценки ответственности при решении стандартных и нестандартных задач - проявление ответственности за результат выполнения заданий, в том числе учебных; - аргументированность обоснования планов и действий команды, микрогруппы, группы;
- эффективность взаимодействия с обучающимися, преподавателями в ходе обучения; - эффективность взаимодействия с сотрудниками предприятий при прохождении производственной практики; - участие в мероприятиях группы, колледжа, региона.
- проявление ответственности за результат выполнения заданий, в том числе учебных; - аргументированность обоснования планов и действий команды, микрогруппы, группы;
| - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| Знать: | ||
| З 1 - классификацию, виды, назначение и основные характеристики типовых контрольно-измерительных приборов, автоматических и сигнальных устройств по месту их установки, устройству и принципу действия (электрические, электронные, пневматические, гидравлические и комбинированные датчики и исполнительные механизмы, интерфейсные, микропроцессорные и компьютерные устройства); | - решение поставленных технических задач различными способами. - использование электронных устройств при настройке аппаратуры управления, определение погрешности приборов. - демонстрация методов измерения электрических, магнитных и неэлектрических величин. | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 2 - общие сведения об автоматизированных системах управления (далее - АСУ) и системах автоматического управления (далее - САУ); | демонстрация знаний видов и типов систем управления | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 3 - основные понятия автоматизированной обработки информации; | демонстрация знаний | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 4 - основы измерения, регулирования, контроля и автоматического управления параметрами технологического процесса; | демонстрация знаний | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 5 - принципы построения автоматизированных систем управления технологическими процессами, типовые системы автоматического регулирования технологических процессов;
| демонстрация знаний принципов построения автоматизированных систем управления технологическими процессами, типовыми системами автоматического регулирования технологических процессов;
| - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 6 - систему автоматической противоаварийной защиты, применяемой на производстве;
| демонстрация знаний | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
| З 7 - состояние и перспективы развития автоматизации технологических процессов. | демонстрация знаний | - Защита, оценка и анализ выполнения практической работы - Тестирование - Самостоятельная работа Оценка выполнения |
3. ОЦЕНКА ОСВОЕНИЯ УЧЕБНОЙ ДИСЦИПЛИНЫ
3.1. ФОРМЫ И МЕТОДЫ ОЦЕНИВАНИЯ
Предметом оценки служат умения и знания, предусмотренные ФГОС по дисциплине Системы автоматизированного управления электроприводом, направленные на формирование общих и профессиональных компетенций. Имеют место текущий, рубежный контроль и промежуточная аттестация в форме диф. зачета.
|
КОНТРОЛЬ И ОЦЕНКА ОСВОЕНИЯ УЧЕБНОЙ ДИСЦИПЛИНЫ ПО ТЕМАМ (РАЗДЕЛАМ) Таблица 2.2 | ||||||
| Элемент учебной дисциплины | Формы и методы контроля | |||||
| Текущий контроль | Рубежный контроль | Промежуточная аттестация | ||||
| Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | |
| РАЗДЕЛ 1. ОБЩИЕ ПОЛОЖЕНИЯ АВТОМАТИЗАЦИИ |
|
|
|
|
|
|
| Тема 1.1. Введение. Основные термины и определения ТАУ | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | З 2, З 3, З 4, З 7 ОК 1 - 9 | Контрольная работа | З 2, З 3, З 4, З 7 ОК 1 - 9 | Дифференцированный зачет | З 2, З 3, З 4, З 7 ОК 1 - 9 |
| Тема 1.2. Основные направления, положения и задачи автоматизации различных видов производства | Устный опрос Тестирование Самостоятельная работа (внеаудиторная) | З 2, З 3, З 4 ОК 1-10 |
| З 2, З 3, З 4 ОК 1-10 |
| З 2, З 3, З 4 ОК 1-10 |
| Тема 1.3. Обратная связь
| Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | З 2, З 3, З 4, З 5 ОК 1-10 |
| З 2, З 3, З 4, З 5 ОК 1-10 |
| З 2, З 3, З 4, З 5 ОК 1-10 |
| Тема 1.4. Классификация автоматического оборудования и технологических процессов | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | З 1, З 2, З 3, З 4 ОК 1-10 |
| З 1, З 2, З 3, З 4 ОК 1-10 |
| З 1, З 2, З 3, З 4 ОК 1-10 |
| Тема 1.5. Исполнительные механизмы и регулирующие органы | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, У3, З 1, З 2, З3, З4 ОК 1-10 |
| У1, У3, З 1, З 2, З3, З4 ОК 1-10 |
| У1, У3, З 1, З 2, З3, З4 ОК 1-10 |
| РАЗДЕЛ 2. ПРИБОРЫ И СРЕДСТВА АВТОМАТИЗАЦИИ |
|
|
|
|
|
|
| Тема 2.1. Государственная система промышленных приборов и средств информации Приборы и средства автоматизации.
| Устный опрос Оценка выполнения практической работы № 1 Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, З 1, З 2, З 3, З 4 ОК 1 - 9 |
| У1, З 1, З 2, З 3, З 4 ОК 1 - 9 |
| У1, З 1, З 2, З 3, З 4 ОК 1 - 9 |
| Тема 2.2. Измерительное устройство. Измерительный преобразователь. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, У3, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У3, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У3, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| Тема 2.3. Контрольно измерительные приборы КИПиА | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| Тема 2.4. Измерение уровня жидкостных и сыпучих материалов. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| Тема 2.5. Контроль качественных показателей материалов. Контроль температуры и влажности. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| У1, У 2, У4, З 1, З 3, З 4, З 6 ОК 1 - 9 |
| РАЗДЕЛ 3. ОСНОВНЫЕ ПРАВИЛА НАЧЕРТАНИЯ И ЧТЕНИЯ СХЕМ АВТОМАТИЗАЦИИ |
|
|
|
|
|
|
| Тема 3.1. Условные обозначения. Основные правила начертания и чтения схем автоматизации. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная) | З 1, З 2, З 5. ОК 1 - 10 |
| З 1, З 2, З 5. ОК 1 - 10 |
| З 1, З 2, З 5. ОК 1 - 10 |
| Тема 3.2. Виды схем автоматизации. Правила выполнения функциональных схем. | Устный опрос Тестирование Диктант Оценка выполнения практических работ № 2. 3. 4. Самостоятельная работа (внеаудиторная) | З 1, З 2, З 5. ОК 1 - 10 |
| З 1, З 2, З 5. ОК 1 - 10 |
| З 1, З 2, З 5. ОК 1 - 10 |
| РАЗДЕЛ 4. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ. |
|
|
|
|
|
|
| Тема 4.1. Автоматизация технологических процессов производства цемента. Автоматизация процессов приготовления шлама. | Устный опрос Тестирование Диктант Оценка выполнения практической работы № 5. Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.2. Автоматизация процесса обжига клинкера. | Устный опрос Тестирование Диктант Оценка выполнения практической работы № 5. Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.3. Автоматизация процесса помола клинкера. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.4. Автоматизация технологических процессов производства асбестоцементных изделий. Автоматизация процесса составления шихты. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.5. Автоматизация процесса формирования асбестоцементных листов. Контроль и управление процессами производства асбестоцементных изделий. | Устный опрос Тестирование Диктант Оценка выполнения практической работы № 6. Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.6. Автоматизация технологических процессов производства керамических изделий. САУТП получение керамических шлаков. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.7. Система контроля регулирования процессов обжига, сушки. Контроль и управление процессами производства керамических изделий. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.8. Автоматизация технологических процессов производства стекла. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.9. Автоматизация приготовления шихты, варки стекла. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 4.10. Регулирование температуры электропечей. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| РАЗДЕЛ 5. АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ И ПРЕДПРИЯТИЕМ |
|
|
|
|
|
|
| Тема 5.1. Аппаратурный комплекс АСУ. Реализация АСУТП. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| Тема 5. 2. Роль автоматизации процесса управления. | Устный опрос Тестирование Диктант Самостоятельная работа (внеаудиторная | У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
| У 1, У 2, У 3. З 1 – З 7. ОК 1 - 10 |
3.2. ТИПОВЫЕ ЗАДАНИЯ ДЛЯ ОЦЕНКИ ОСВОЕНИЯ УЧЕБНОЙ ДИСЦИПЛИНЫ
3.2.1. ТИПОВЫЕ ЗАДАНИЯ ДЛЯ ОЦЕНКИ ЗНАНИЙ
Вид контроля - текущий.
Текущий контроль проводится в форме:
- тестирования;
- устного опроса;
- самостоятельной работы;
- диктанта.
ЗАДАНИЯ ДЛЯ ТЕКУЩЕГО КОНТРОЛЯ
ПО ДИСЦИПЛИНЕ «ОСНОВЫ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ»
СПЕЦИАЛЬНОСТЬ 18.02.05
ТЕМА: «ОСНОВНЫЕ НАПРАВЛЕНИЯ И ЗАДАЧИ АВТОМАТИЗАЦИИ РАЗЛИЧНЫХ ВИДОВ ПРОИЗВОДСТВА»
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. ПРИ МАССОВОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ ине имеет постоянно закрепленных операций или объектов обработки.
2. ПРИ СЕРИЙНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ ине имеет постоянно закрепленных операций или объектов обработки.
3. ПРИ ЕДИНИЧНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ЗАГРУЖАЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ ине имеет постоянно закрепленных операций или объектов обработки.
4. ВАЖНЕЙШЕЙ ПРОБЛЕМОЙ АВТОМАТИЗАЦИИ ЯВЛЯЕТСЯ ПРОБЛЕМА:
А. устаревшего оборудования;
В. мобильности техники;
С. недостаточной подготовленности персонала.
5. ПРИМЕНЕНИЕ В ПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ МАШИН И МЕХАНИЗМОВ, ЗАМЕНЯЮЩИХ МУСКУЛЬНЫЙ ТРУД РАБОЧЕГО ЭТО:
А. автоматизация;
В. механизация;
С. частичная автоматизация;
D. комплексная автоматизация.
6. АВТОМАТИЗАЦИЯ ЧАСТИ ОПЕРАЦИИ ПО УПРАВЛЕНИЮ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ЭТО:
А. механизация;
В. полная автоматизация;
С.комплексная автоматизация;
D.частичная автоматизация.
7. ОЦЕНКА УРОВНЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ОСНОВНЫМИ ПОКАЗАТЕЛЯМИ:
А. степенью охвата рабочих механизированным трудом;
В. удельным весом объема работ, выполненных механизированным способом в общем объеме работ.
С. уровнем механизированного труда в общих трудозатратах;
D.уровнем механизации и автоматизации производственных процессов.
8. ПОЛУАВТОМАТ ЭТО:
А. такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В. такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С. программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
9. АВТОМАТ ЭТО:
А. такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В. такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С. программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
10. ПОТОЧНАЯ ЛИНИЯЭТО:
А. такой производственный участок, на котором постоянно изготовляется один вид изделий;
В. такой производственный участок, на котором периодически изготавливаются несколько видов изделий;
С. такой производственный участок, на котором постоянно или периодически изготовляется один или несколько видов изделий.
11. АВТОМАТИЧЕСКАЯ ЛИНИЯ ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
12. КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
13. АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
14. КОМПЛЕКСНО-АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
УСТНЫЙ ОПРОС
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 1.1 ВВЕДЕНИЕ.
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ТАУ
1. Какие величины определяют ход технологического процесса и как они называются?
2. Назовите параметры технологического процесса.
3. Дайте понятие регулируемой величины технологического процесса.
4. Какой процесс называют автоматическим управлением?
5. Назовите необходимое условие для полностью автоматизированного процесса регулирования.
6. Дайте определение автоматизации технологического процесса.
7. Что является основой автоматизации технологических процессов?
8. Назовите основные цели автоматизации технологического процесса.
ДИКТАНТ
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ТАУ
ВОПРОС
1. Параметрами технологического процесса называются
2. Регулируемый параметр это.
3. Мгновенное значение это
4. Измеренное значение это
5. Система управления это
6. Автоматическая система управления это
7. Объект управления это
8. Управляющее воздействие это
9. Управляющее устройство это
10. Управление это
11. Регулятор это
Контрольная работа проводится в форме тестирования.
Вид контроля – рубежный.
У 1. - выбирать тип контрольно-измерительных приборов и средств автоматизации под задачи производства и аргументировать свой выбор;
У 2. - регулировать параметры технологического процесса по показаниям контрольно-измерительных приборов и автоматики (далее - КИПиА) вручную и дистанционно с использованием средств автоматизации;
У 3. - снимать показания КИПиА и оценивать достоверность информации;
З 1 - классификацию, виды, назначение и основные характеристики типовых контрольно-измерительных приборов, автоматических и сигнальных устройств по месту их установки, устройству и принципу действия (электрические, электронные, пневматические, гидравлические и комбинированные датчики и исполнительные механизмы, интерфейсные, микропроцессорные и компьютерные устройства);
З 2 - общие сведения об автоматизированных системах управления (далее - АСУ) и системах автоматического управления (далее - САУ);
З 3 - основные понятия автоматизированной обработки информации;
З 4 - основы измерения, регулирования, контроля и автоматического управления параметрами технологического процесса;
З 5 - принципы построения автоматизированных систем управления технологическими процессами, типовые системы автоматического регулирования технологических процессов;
З 6 - систему автоматической противоаварийной защиты, применяемой на производстве;
З 7 - состояние и перспективы развития автоматизации технологических процессов.
Контрольная работа включает в себя три варианта заданий.
Работа каждого учащегося оформляется на двойном листе, на первой странице указывается: название учебного заведения, форма работы, название дисциплины, номер группы, ФИО студента, вариант.
На написание работы отводится 1 час (один час).
Критерии оценки контрольной работы:
За каждый верный ответ студент получает 1 балл.
Менее 60% неудовлетворительно, 60% - 79% - удовлетворительно; 80% - 95% - хорошо; 96% - 100% - отлично.
ЗАДАНИЯ ДЛЯ КОНТРОЛЬНОЙ РАБОТЫ
Учебной дисциплины ОП.09 Основы автоматизации технологических процессов
Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий
I ВАРИАНТ
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ, ОПРЕДЕЛЯЮЩИЕ ХОД ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, НАЗЫВАЮТСЯ:
А. регулируемыми параметрами;
В. регулируемыми величинами;
С. мгновенными значениями;
D. параметрами технологического процесса;
Е. измеренными значениями;
F. нет верного ответа.
2. ЗНАЧЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ В РАССМАТРИВАЕМЫЙ МОМЕНТ ВРЕМЕНИ НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением.
Е. нет верного ответа.
3. ФОРМИРОВАНИЕ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ, ОБЕСПЕЧИВАЮЩИХ ТРЕБУЕМЫЙ РЕЖИМ РАБОТЫ ОБЪЕКТА УПРАВЛЕНИЯ:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие.
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ, ПОДАВАЕМОЕ НА ВХОД СИСТЕМЫ ИЛИ УСТРОЙСТВА:
А. выходное воздействие;
В. входное воздействие;
С. задающее воздействие;
D. управляющее воздействие.
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ УПРАВЛЯЮЩЕГО УСТРОЙСТВА НА ОБЪЕКТ УПРАВЛЕНИЯ:
А. входное воздействие;
В. внешнее воздействие.
С. управляющее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КОМПЛЕКС УСТРОЙСТВ, ПРИСОЕДИНЯЕМЫХ К РЕГУЛИРУЕМОМУ ОБЪЕКТУ И ОБЕСПЕЧИВАЮЩИХ АВТОМАТИЧЕСКОЕ ПОДДЕРЖАНИЕ ЗАДАННОГО ЗНАЧЕНИЯ ЕГО РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ ИЛИ АВТОМАТИЧЕСКОЕ ИЗМЕНЕНИЕ ЕЕ ПО ОПРЕДЕЛЕННОМУ ЗАКОНУ:
А. регулятор;
В. автоматическая система регулирования;
С. устройство управления.
D. нет верного ответа.
Е. нет верного ответа.
7. В КАКИХ СИСТЕМАХ В УСТАНОВИВШЕМСЯ РЕЖИМЕ ПРОИСХОДИТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ ПРИ ИЗМЕНЕНИИ ВОЗМУЩАЮЩЕГО ВОЗДЕЙСТВИЯ?
А. в астатических системах стабилизации;
В. в статических системах;
С. в следящих системах;
D. в системах автоматической стабилизации.
Е. нет верного ответа.
8. СИСТЕМЫ С НЕСКОЛЬКИМИ ВХОДНЫМИ КАНАЛАМИ И НЕСКОЛЬКИМИ ВЫХОДНЫМИ НОСЯТ НАЗВАНИЕ:
А. одномерных;
В. многомерных;
С. многоканальных;
D. одноканальных.
Е. нет верного ответа.
9. МЕХАНИЗАЦИЯ ВСЕХ ОСНОВНЫХ, ВСПОМОГАТЕЛЬНЫХ, УСТАНОВОЧНЫХ И ТРАНСПОРТНЫХ ДВИЖЕНИЙ, КОТОРЫЕ ВЫПОЛНЯЮТСЯ ПО ХОДУ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ЭТО:
А. полная механизация;
В. автоматизация
С. частичная или малая механизация;
D. частичная автоматизация.
Е. нет верного ответа.
10. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, СИГНАЛ КОТОРОГО НА ВЫХОДЕ ЯВЛЯЕТСЯ НЕПРЕРЫВНОЙ ФУНКЦИЕЙ ВЕЛИЧИНЫ, КОТОРУЮ НЕОБХОДИМО ИЗМЕРИТЬ?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
11. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, ПОКАЗАНИЯ КОТОРОГО СВЯЗАНЫ ФУНКЦИОНАЛЬНО С СУММОЙ НЕСКОЛЬКИХ ВЕЛИЧИН?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
12. ИЗМЕРИТЕЛЬНЫЙ ПРИБОР ПРЕДНАЗНАЧЕН ДЛЯ:
А. получения значений измеряемой величины в установленном диапазоне;
В. реализации измерительных преобразований;
С. сравнения с мерой;
D. воспроизведения величины заданного размера в комплексе.
Е. нет верного ответа.
13. ПРОМЕЖУТОЧНЫМ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ НАЗЫВАЮТ:
А. устройства, встраиваемые в технологическое оборудование для отбора контролируемой среды и измерения ее параметров;
В. средство измерения, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственно восприятия наблюдателем;
С. элемент измерительного устройства, предназначенный для дистанционной передачи сигнала измерительной информации;
D. элемент измерительного устройства, занимающий в измерительной цепи место после первичного преобразователя.
Е. нет верного ответа.
14. ПРИ МАССОВОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
Е. нет верного ответа.
15. ВАЖНЕЙШЕЙ ПРОБЛЕМОЙ АВТОМАТИЗАЦИИ ЯВЛЯЕТСЯ ПРОБЛЕМА:
А. устаревшего оборудования;
В. мобильности техники;
С. недостаточной подготовленности персонала.
D) нет верного ответа.
16. ПОТОЧНАЯ ЛИНИЯ ЭТО:
А. такой производственный участок, на котором постоянно изготовляется один вид изделий;
В. такой производственный участок, на котором периодически изготавливаются несколько видов изделий;
С. такой производственный участок, на котором постоянно или периодически изготовляется один или несколько видов изделий.
D) нет верного ответа.
17. АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е. нет верного ответа.
18. ПРИБОР ДЛЯ ИЗМЕРЕНИЯ АБСОЛЮТНОГО ДАВЛЕНИЯ:
A) барометр;
B) термометр;
C) омметр;
D) вакууметр;
E) седиграф;
F) нет верного ответа.
М) нет верного ответа.
ЗАДАНИЕ 2.
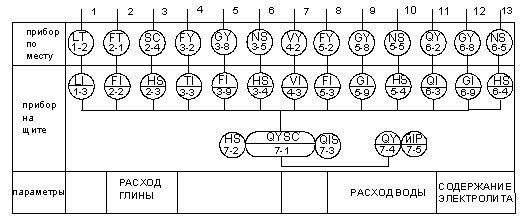
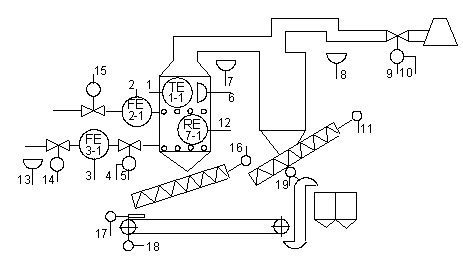
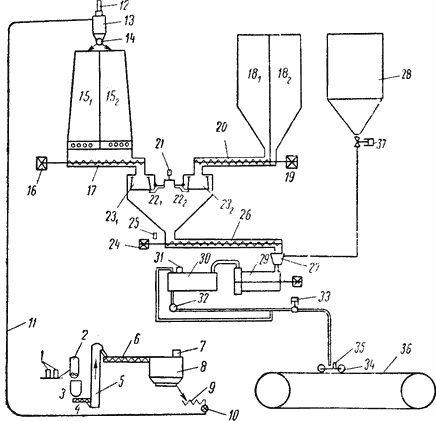
Автоматизация какого оборудования представлена на рисунке. Опишите схему.
II ВАРИАНТ
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. КАКИЕ ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ ОТНОСЯТСЯ К ПАРАМЕТРАМ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА?
А. температура, давление, расход, напряжение, сила тока и т.д.
В. температура, давление, расход, напряжение, плотность, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
С. температура, давление, расход, напряжение, плотность, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
D. производительность труда, производительность используемого оборудования, интенсивность ведения технологического процесса, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
Е. нет верного ответа.
2. ЗНАЧЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ, ПОЛУЧЕННОЕ В РАССМАТРИВАЕМЫЙ МОМЕНТ ВРЕМЕНИ НА ОСНОВАНИИ ДАННЫХ НЕКОТОРОГО ИЗМЕРИТЕЛЬНОГО ПРИБОРА НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением.
Е. нет верного ответа.
3. ЧАСТНЫЙ ВИД УПРАВЛЕНИЯ, КОГДА ЗАДАЧЕЙ ЯВЛЯЕТСЯ ОБЕСПЕЧЕНИЕ ПОСТОЯНСТВА КАКОЙ-ЛИБО ВЫХОДНОЙ ВЕЛИЧИНЫ ОБЪЕКТА УПРАВЛЕНИЯ:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие.
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ, ВЫДАВАЕМОЕ НА ВЫХОДЕ СИСТЕМЫ ИЛИ УСТРОЙСТВА:
А. выходное воздействие;
В. входное воздействие;
С. внешнее воздействие.
D. управляющее воздействие.
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ НА СИСТЕМУ, ОПРЕДЕЛЯЮЩЕЕ ТРЕБУЕМЫЙ ЗАКОН ИЗМЕНЕНИЯ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ.
А. входное воздействие;
В. внешнее воздействие;
С. управляющее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КАКИЕ СИСТЕМЫ ОБЕСПЕЧИВАЮТ ПОДДЕРЖАНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ НА ЗАДАННОМ УРОВНЕ С ТРЕБУЕМОЙ ТОЧНОСТЬЮ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
7. КАКИЕ СИСТЕМЫ ОСУЩЕСТВЛЯЮТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ ВО ВРЕМЕНИ ПО ПРОИЗВОЛЬНОМУ ЗАКОНУ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
8. СИСТЕМЫ, КОТОРЫЕ ОБЕСПЕЧИВАЮТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ ВО ВРЕМЕНИ ПО ОПРЕДЕЛЕННОЙ ПРОГРАММЕ НОСЯТ НАЗВАНИЕ:
А. следящие системы;
В. многомерные системы;
С. системы программного регулирования;
D. одноканальные системы.
Е. нет верного ответа.
9. ОЦЕНКА УРОВНЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ОСНОВНЫМИ ПОКАЗАТЕЛЯМИ:
А. степенью охвата рабочих механизированным трудом;
В. уровнем автоматизации производственных процессов;
С. степенью охвата рабочих механизированным и автоматизированным трудом;
D. уровнем механизированного труда в общих трудозатратах;
Е. уровнем механизации и автоматизации производственных процессов.
F. уровнем автоматизированного производства в общих трудозатратах.
М. нет верного ответа.
10. ПРИ СЕРИЙНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
11. ПРИМЕНЕНИЕ В ПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ МАШИН И МЕХАНИЗМОВ, ЗАМЕНЯЮЩИХ МУСКУЛЬНЫЙ ТРУД РАБОЧЕГО ЭТО:
А. автоматизация;
В. механизация;
С. частичная автоматизация;
D. комплексная автоматизация.
12. ПОЛУАВТОМАТ ЭТО:
А. такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В. такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С. программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
D. нет верного ответа.
13. АВТОМАТИЧЕСКАЯ ЛИНИЯ ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
14. КОМПЛЕКСНО-АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е. нет верного ответа.
15. ОЦЕНКА УРОВНЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ОСНОВНЫМИ ПОКАЗАТЕЛЯМИ:
А. степенью охвата рабочих механизированным трудом;
В. удельным весом объема работ, выполненных механизированным способом в общем объеме работ.
С. уровнем механизированного труда в общих трудозатратах;
D. уровнем механизации и автоматизации производственных процессов.
Е. нет верного ответа.
16. С ПОМОЩЬЮ КАКИХ УСТРОЙСТВ ПРОИСХОДИТ ИЗМЕРЕНИЕ КОЛИЧЕСТВА ЖИДКОСТИ (ГАЗА)?
A. счетчики;
B. регуляторы;
C. накопители;
D. реле скорости;
E. сигнализаторы;
F. нет верного ответа.
17. ТРЕБОВАНИЕ К АППАРАТУРЕ УПРАВЛЕНИЯ КОНВЕЙЕРНОЙ ЛИНИЕЙ:
A. пуск конвейерной линии производит в направлении обратном грузопотоку;
B. остановка – в направлении грузопотока;
C. должен быть подан сигнал перед работой;
D. устанавливаться определенная скорость;
E. все выше перечисленное;
Е. нет верного ответа.
18. РЕГИСТРИРУЮЩИМИ УСТРОЙСТВАМИ НАЗЫВАЮТ:
А. приборы, которые обеспечивают выполнение прямых измерений, отсчет результата измерений производится по шкале;
В. приборы, которые в соответствии со значением измеряемой величины образуют код, а затем в соответствии с кодами измеряемую величину представляют на отсчетном устройстве в цифровой форме.
С. приборы для автоматической записи на носитель информации данных, поступающих с датчиков или других технических средств;
D. нет верного ответа.
Е. нет верного ответа.
тройную степень защиты.
ЗАДАНИЕ 2.
Автоматизация какого оборудования представлена на рисунке (распылительной сушилки.). Опишите схему.
III ВАРИАНТ
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. ПАРАМЕТР ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, КОТОРЫЙ НЕОБХОДИМО ПОДДЕРЖИВАТЬ ПОСТОЯННЫМ ИЛИ ИЗМЕНЯТЬ ПО ОПРЕДЕЛЕННОМУ ЗАКОНУ НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением;
Е. нет верного ответа.
2. УСТРОЙСТВО, ТРЕБУЕМЫЙ РЕЖИМ РАБОТЫ КОТОРОГО ДОЛЖЕН ПОДДЕРЖИВАТЬСЯ ИЗВНЕ СПЕЦИАЛЬНО ОРГАНИЗОВАННЫМИ УПРАВЛЯЮЩИМИ ВОЗДЕЙСТВИЯМИ НАЗЫВАЕТСЯ:
А. объектом управления;
В. технологическим объектом;
С. объектом регулирования;
D. нет верного ответа.
3. УПРАВЛЕНИЕ, ОСУЩЕСТВЛЯЕМОЕ БЕЗ НЕПОСРЕДСТВЕННОГО УЧАСТИЯ ЧЕЛОВЕКА:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие;
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ ВНЕШНЕЙ СРЕДЫ НА СИСТЕМУ:
А. управляющее воздействие;
В. входное воздействие;
С. внешнее воздействие.
D. задающее воздействие;
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ, СТРЕМЯЩЕЕСЯ НАРУШИТЬ ТРЕБУЕМУЮ ФУНКЦИОНАЛЬНУЮ СВЯЗЬ МЕЖДУ ЗАДАЮЩИМ ВОЗДЕЙСТВИЕМ И РЕГУЛИРУЕМОЙ ВЕЛИЧИНОЙ:
А. входное воздействие;
В. внешнее воздействие;
С. возмущающее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КАКИЕ СИСТЕМЫ ОБЕСПЕЧИВАЮТ ПОДДЕРЖАНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ В СТАТИЧЕСКОМ РЕЖИМЕ НА НЕИЗМЕННОМ УРОВНЕ ПРИ ИЗМЕНЕНИЯХ ВОЗМУЩАЮЩЕГО ВОЗДЕЙСТВИЯ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
7. СИСТЕМЫ С ОДНИМ ВХОДНЫМ КАНАЛОМ И ОДНОЙ РЕГУЛИРУЕМОЙ (ВЫХОДНОЙ) ПЕРЕМЕННОЙ НОСЯТ НАЗВАНИЕ:
А. одномерных;
В. многомерных;
С. многоканальных;
D. одноканальных.
Е. нет верного ответа.
8. МЕХАНИЗАЦИЯ ЧАСТИ ДВИЖЕНИЙ, НЕОБХОДИМЫХ ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ЭТО:
А. полная механизация;
В. автоматизация
С. частичная или малая механизация;
D. частичная автоматизация.
Е. нет верного ответа.
9. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, СИГНАЛ НА ВЫХОДЕ КОТОРЫХ ПРЕДСТАВЛЕН В ЦИФРОВОМ ВИДЕ?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим;
М. нет верного ответа.
10. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, ПОЗВОЛЯЮЩИЙ ОПРЕДЕЛИТЬ ЗНАЧЕНИЕ ИЗМЕРЯЕМОЙ ВЕЛИЧИНЫ МЕТОДОМ ИНТЕГРИРОВАНИЯ ЕЕ ПО ДРУГОЙ ВЕЛИЧИНЕ.
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
11. ПЕРЕДАЮЩИМ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ НАЗЫВАЮТ:
А. устройства, встраиваемые в технологическое оборудование для отбора контролируемой среды и измерения ее параметров;
В. средство измерения, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственно восприятия наблюдателем;
С. элемент измерительного устройства, предназначенный для дистанционной передачи сигнала измерительной информации;
D. элемент измерительного устройства, занимающий в измерительной цепи место после первичного преобразователя.
Е. нет верного ответа.
12. ЦИФРОВЫМИ ИЗМЕРИТЕЛЬНЫМИ ПРИБОРАМИ (ЦИП) НАЗЫВАЮТ:
А. приборы, которые обеспечивают выполнение прямых измерений, отсчет результата измерений производится по шкале;
В. приборы, которые в соответствии со значением измеряемой величины образуют код, а затем в соответствии с кодами измеряемую величину представляют на отсчетном устройстве в цифровой форме.
С. приборы для автоматической записи на носитель информации данных, поступающих с датчиков или других технических средств.
D. нет верного ответа.
13. ПРИ ЕДИНИЧНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ЗАГРУЖАЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
Е. нет верного ответа.
14. АВТОМАТИЗАЦИЯ ЧАСТИ ОПЕРАЦИИ ПО УПРАВЛЕНИЮ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ЭТО:
А. механизация;
В. полная автоматизация;
С. комплексная автоматизация;
D. частичная автоматизация.
Е. нет верного ответа.
15. АВТОМАТ ЭТО:
А. такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В. такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С. программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
D. нет верного ответа.
16. КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е. нет верного ответа.
17. НА ЧЕМ ОСНОВАН ПРИНЦИП ДЕЙСТВИЯ РАСХОДОМЕРОВ ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ?
A) измерении гидростатического давления;
B) измерении звука;
C) измерение дифференциального давления;
D) измерении частоты;
E) измерении светового потока;
F) нет верного ответа.
18. ПОД АВТОМАТИЗИРОВАННОЙ КОНВЕЙЕРНОЙ ЛИНИЕЙ ПОНИМАЕТСЯ:
A. линия, которая оснащена электрическим током;
B. линия, которая оснащена защитой;
C. линия, которая объединена общей системой управления;
D. линия, которая оснащена системой гидравлики;
E. линия, которая оснащена системой статики;
F) нет верного ответа.
ЗАДАНИЕ 2.
Автоматизация какого оборудования представлена на рисунке. Опишите схему.
4. КОНТРОЛЬНО - ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ИТОГОВОЙ АТТЕСТАЦИИ ПО УЧЕБНОЙ ДИСЦИПЛИНЕ
Предметом оценки являются умения и знания. Контроль и оценка осуществляются с использованием следующих форм и методов:
Три формы контроля:
- индивидуальная;
- групповая;
- фронтальная.
При индивидуальном контроле каждый учащийся получает свое задание, которое он должен выполнять без посторонней помощи. Эта форма целесообразна в том случае, если требуется выяснять индивидуальные знания, способности и возможности отдельных учащихся.
При групповом контроле (практические работы) группа временно делится на несколько групп (от 2 до 10 учащихся). В зависимости от цели контроля группам предлагают одинаковые задания или дифференцированные (проверяют результаты практического задания, выполняемого каждой бригадой учащихся. Групповую форму организации контроля применяют при повторении с целью обобщения и систематизации учебного материала.
При фронтальном контроле задания предлагаются всей группе. В процессе этой проверки изучается правильность восприятия и понимания учебного материала, качество словесного, графического предметного оформления, степень закрепления в памяти.
Методы контроля:
1) Устный опрос
На уроках контроль знаний учащихся осуществляется в виде фронтальной и индивидуальной проверки.
При фронтальном опросе за короткое время проверяется состояние знаний учащихся всей группы по определенному вопросу или группе вопросов. Эта форма проверки используется для:
- выяснения готовности группы к изучению нового материала,
- определения сформированности понятий;
- проверки домашних заданий;
- поэтапной или окончательной проверки учебного материала, только что разобранного на уроке,
- при подготовке к выполнению практических и лабораторных работ.
Индивидуальный устный опрос позволяет выявить правильность ответа по содержанию, его последовательность, самостоятельность суждений и выводов, степень развития логического мышления, культуру речи учащихся. Эта форма применяется для текущего и тематического учета, а также для отработки и развития экспериментальных умений учащихся. Причем устную проверку считают эффективной, если она направлена на выявление осмысленности восприятия знаний и осознанности их использования, если она стимулирует самостоятельность и творческую активность учащихся.
Устный опрос осуществляется на каждом уроке, хотя оценивать знания учеников не обязательно. Главным в контроле знаний является определение проблемных мест в усвоении учебного материала и фиксирование внимания учеников на сложных понятиях, явлениях, процессах.
В процессе устного опроса можно использовать коллективную работу класса, наиболее действенными приемами которой являются:
- обращение с вопросом ко всему классу,
- конструирование ответа,
- рецензирование ответа,
- оценка ответа и ее обоснование,
- постановка вопросов ученику самими учащимися,
- взаимопроверка,
- самопроверка.
Для устного контроля можно использовать листы контроля знаний.
2) Письменный контроль
Письменная проверка позволяет за короткое время проверить знания большого числа учащихся одновременно. Используется письменный контроль знаний учащихся в целях диагностики умения применять знания в учебной практике и осуществляется в виде диктантов, контрольных, проверочных и самостоятельных работ, тестов, рефератов.
3) Диктант
Диктант используется как форма опроса для контроля за усвоением проходимого материала, его обобщения и систематизации и выявления готовности учащихся к восприятию нового.
Диктант обычно проводится в самом начале урока, состоит из двух вариантов. Текст вопросов простой, легко воспринимаемый на слух, требующий краткого ответа, несложных вычислений. Пауза между следующими друг за другом вопросами должна быть достаточной для записи ответов учащимися.
4) Самостоятельная работа
Традиционная форма контроля знаний, которая по своему назначению делится на обучающую самостоятельную работу и контролирующую. Самостоятельная работа творческого характера позволит не только проверить определенные знания, умения, но и развивать творческие способности учащихся.
Самостоятельная работа является необходимым этапом любой темы. Работа выполняется без помощи учителя.
5) Контрольная работа
Контрольные работы проводятся с целью определения конечного результата в обучении.
6) Практическая работа
Для закрепления теоретических знаний и отработки навыков и умений, способности применять знания при решении конкретных задач используется практическая работа.
7) Тест
Тест представляет собой кратковременное технически сравнительно просто составленное испытание, проводимое в равных для всех испытуемых условиях и имеющее вид такого задания, решение которого поддается качественному учету и служит показателем степени развития к данному моменту у данного испытуемого.
Различают следующие виды тестов.
Избирательный тест состоит из системы заданий, к каждому из которых прилагаются как верные, так и неверные ответы. Из них учащийся выбирает тот, который считает верным для данного вопроса. При этом неверные ответы содержат такую ошибку, которую учащийся может допустить, имея определенные пробелы в знаниях.
Избирательные тесты могут быть различными:
1. Многовариантные тесты, в которых среди предлагаемых ответов на вопрос приведено несколько неверных и единственный верный ответ.
2. Многовариантные тесты с несколькими верными и неверными ответами на вопрос.
3. Альтернативные тесты с двумя ответами на вопрос (один ответ верен, другой - содержит ошибку).
Закрытые тесты не содержат вариантов ответов. Учащиеся предлагают свой вариант ответа.
Имеются тесты перекрестного выбора, в которых требуется установить соответствие между элементами множества ответов.
Встречаются также тесты идентификации, в которых в качестве ответов приводятся графики, схемы, чертежи и т.д.
Тестирование является стандартизированной формой контроля в том понимании, что как процедура проведения теста, так и оценка знаний единообразна (стандартны) для всех учащихся.
Удачно составленный тест имеет ряд достоинств, а именно:
1. Оперативно выявляет знания, умения и навыки учащихся, а также понимание им закономерностей, лежащих в основе изучаемых фактов. Это обеспечивается тем, что задачи и вопросы подбираются в результате анализа материала и, следовательно, учитывают трудности усвоения и характер возможных ошибок.
2. Позволяет в течение короткого времени получить представление о пробелах в знаниях и помогает организовать работу по предупреждению отставания учащихся.
3. Предоставляет учителю возможность проверять знания, умения и навыки на разных уровнях и осуществлять дифференцированное обучение.
4. Способствует рациональному использованию времени на уроке.
5.Активизирует мышление учащихся.
6. Дает возможность преподавателю критически оценить свои методы преподавания.
Однако тест фиксирует только результаты работы, но не ход ее выполнения, возможно угадывание правильного ответа, а также случаи, когда выбор неправильного ответа объясняется невнимательностью ученика, поэтому рациональнее сочетать тестирование с различными формами традиционного контроля.
Тестовые задания удобно использовать и при организации самостоятельной работы учащихся в режиме самоконтроля, при повторении учебного материала.
При разработке тестов использованы задания закрытого и открытого типов: выбрать правильный ответ (альтернативные тесты), вставить пропущенное слово или словосочетание, дописать предложение.
Инструкция по выполнению теста:
1. Проверка готовности обучающихся к занятиям.
2. Каждому присутствующему раздаётся вариант теста.
3. Правильный ответ фиксируется галочкой.
4. Чтобы исправить уже данный вариант ответа его необходимо аккуратно одной косой линией зачеркнуть и выбрать новый вариант ответа (в противном случае все исправления будут оцениваться как ошибочные).
5. После проверки тестовых ответов до студентов доводятся оценки согласно критериям оценивания.
За правильные ответы на вопросы выставляется положительная оценка – по 1 баллу. За неправильный ответ на вопрос выставляется отрицательная оценка – 0 баллов.
Оценки: 60% - 79% удовлетворительно; 80% - 90% хорошо; 91% - 100% - отлично.
Назначение:
КОМ предназначен для контроля и оценки результатов освоения учебной дисциплины ОП.09 Основы автоматизации технологических процессов
по специальности СПО 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий
Оценка освоение дисциплины предусматривает сдачу дифференцированного зачета.
Данная форма аттестации проводится за 1 семестр изучения. Проводится в виде дифференцированного зачета по темам:
1) РАЗДЕЛ 1. ОБЩИЕ ПОЛОЖЕНИЯ АВТОМАТИЗАЦИИ
2) РАЗДЕЛ 2. ПРИБОРЫ И СРЕДСТВА АВТОМАТИЗАЦИИ
3) РАЗДЕЛ 3. ОСНОВНЫЕ ПРАВИЛА НАЧЕРТАНИЯ И ЧТЕНИЯ СХЕМ АВТОМАТИЗАЦИИ.
4 РАЗДЕЛ 4. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ.
5) РАЗДЕЛ 5. АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ И ПРЕДПРИЯТИЕМ
задания, выполненные в полном объеме, без замечаний - «отлично» 5;
задания, выполненные в полном объеме, но с незначительными замечаниями - «хорошо» 4;
задания, выполненные в неполном объеме, (60%) - «удовлетворительно» 3;
задания выполнены менее чем на 60% - «неудовлетворительно» 2.
Условия проведения:
Количество вариантов заданий: 3. В билете студенту предлагается выполнить: задание №1. продолжите предложение; задание №2. прочитайте и выберите номер правильного, более полного ответа; задание 3. автоматизация какого оборудования представлена на рисунке? Опишите схему.
1) Максимальное время выполнения задания 45 минут.
2) Возможность использования макетов, плакатов, справочной литературы.
| Рассмотрено предметной цикловой комиссией пр. №1 от 30.08.2022 г ___________________ | ДИФФЕРЕНЦИРОВАННЫЙ ЗАЧЕТ В 1 | Утверждено: Зав. Учебной частью ________20___г ______________ |
| Учебная дисциплина ОП.10 Основы автоматизации технологических процессов | ||
| Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий | ||
| курс 3 |
ЗАДАНИЕ №1.
1. ПРОДОЛЖИТЕ ПРЕДЛОЖЕНИЕ.
Автоматизированные системы управления технологическими процессами (АСУ ТП) предназначены для ___________________________________________________________________________________
_______________________________________________________________________________________
ЗАДАНИЕ №2.
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. ПАРАМЕТР ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, КОТОРЫЙ НЕОБХОДИМО ПОДДЕРЖИВАТЬ ПОСТОЯННЫМ ИЛИ ИЗМЕНЯТЬ ПО ОПРЕДЕЛЕННОМУ ЗАКОНУ НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением;
Е. нет верного ответа.
2. УСТРОЙСТВО, ТРЕБУЕМЫЙ РЕЖИМ РАБОТЫ КОТОРОГО ДОЛЖЕН ПОДДЕРЖИВАТЬСЯ ИЗВНЕ СПЕЦИАЛЬНО ОРГАНИЗОВАННЫМИ УПРАВЛЯЮЩИМИ ВОЗДЕЙСТВИЯМИ НАЗЫВАЕТСЯ:
А. объектом управления;
В. технологическим объектом;
С. объектом регулирования;
D. нет верного ответа.
3. УПРАВЛЕНИЕ, ОСУЩЕСТВЛЯЕМОЕ БЕЗ НЕПОСРЕДСТВЕННОГО УЧАСТИЯ ЧЕЛОВЕКА:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие;
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ ВНЕШНЕЙ СРЕДЫ НА СИСТЕМУ:
А. управляющее воздействие;
В. входное воздействие;
С. внешнее воздействие.
D. задающее воздействие;
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ, СТРЕМЯЩЕЕСЯ НАРУШИТЬ ТРЕБУЕМУЮ ФУНКЦИОНАЛЬНУЮ СВЯЗЬ МЕЖДУ ЗАДАЮЩИМ ВОЗДЕЙСТВИЕМ И РЕГУЛИРУЕМОЙ ВЕЛИЧИНОЙ:
А. входное воздействие;
В. внешнее воздействие;
С. возмущающее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КАКИЕ СИСТЕМЫ ОБЕСПЕЧИВАЮТ ПОДДЕРЖАНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ В СТАТИЧЕСКОМ РЕЖИМЕ НА НЕИЗМЕННОМ УРОВНЕ ПРИ ИЗМЕНЕНИЯХ ВОЗМУЩАЮЩЕГО ВОЗДЕЙСТВИЯ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
7. СИСТЕМЫ С ОДНИМ ВХОДНЫМ КАНАЛОМ И ОДНОЙ РЕГУЛИРУЕМОЙ (ВЫХОДНОЙ) ПЕРЕМЕННОЙ НОСЯТ НАЗВАНИЕ:
А. одномерных;
В. многомерных;
С. многоканальных;
D. одноканальных.
Е. нет верного ответа.
8. МЕХАНИЗАЦИЯ ЧАСТИ ДВИЖЕНИЙ, НЕОБХОДИМЫХ ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ЭТО:
А. полная механизация;
В. автоматизация
С. частичная или малая механизация;
D. частичная автоматизация.
Е. нет верного ответа.
9. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, СИГНАЛ НА ВЫХОДЕ КОТОРЫХ ПРЕДСТАВЛЕН В ЦИФРОВОМ ВИДЕ?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим;
М. нет верного ответа.
10. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, ПОЗВОЛЯЮЩИЙ ОПРЕДЕЛИТЬ ЗНАЧЕНИЕ ИЗМЕРЯЕМОЙ ВЕЛИЧИНЫ МЕТОДОМ ИНТЕГРИРОВАНИЯ ЕЕ ПО ДРУГОЙ ВЕЛИЧИНЕ.
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
11. ПЕРЕДАЮЩИМ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ НАЗЫВАЮТ:
А. устройства, встраиваемые в технологическое оборудование для отбора контролируемой среды и измерения ее параметров;
В. средство измерения, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственно восприятия наблюдателем;
С. элемент измерительного устройства, предназначенный для дистанционной передачи сигнала измерительной информации;
D. элемент измерительного устройства, занимающий в измерительной цепи место после первичного преобразователя.
Е. нет верного ответа.
12. ЦИФРОВЫМИ ИЗМЕРИТЕЛЬНЫМИ ПРИБОРАМИ (ЦИП) НАЗЫВАЮТ:
А. приборы, которые обеспечивают выполнение прямых измерений, отсчет результата измерений производится по шкале;
В. приборы, которые в соответствии со значением измеряемой величины образуют код, а затем в соответствии с кодами измеряемую величину представляют на отсчетном устройстве в цифровой форме.
С. приборы для автоматической записи на носитель информации данных, поступающих с датчиков или других технических средств.
D. нет верного ответа.
13. ПРИ ЕДИНИЧНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ЗАГРУЖАЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
Е. нет верного ответа.
14. АВТОМАТИЗАЦИЯ ЧАСТИ ОПЕРАЦИИ ПО УПРАВЛЕНИЮ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ЭТО:
А. механизация;
В. полная автоматизация;
С. комплексная автоматизация;
D. частичная автоматизация.
Е. нет верного ответа.
15. АВТОМАТ ЭТО:
А) такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В) такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С) программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
D) нет верного ответа.
16. КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЙ ЗАВОД ЭТО:
А) завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В) группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С) завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D) завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е) нет верного ответа.
17. НА ЧЕМ ОСНОВАН ПРИНЦИП ДЕЙСТВИЯ РАСХОДОМЕРОВ ДИФФЕРЕНЦИАЛЬНОГО ДАВЛЕНИЯ?
A) измерении гидростатического давления;
B) измерении звука;
C) измерение дифференциального давления;
D) измерении частоты;
E) измерении светового потока;
F) нет верного ответа.
18. ПОД АВТОМАТИЗИРОВАННОЙ КОНВЕЙЕРНОЙ ЛИНИЕЙ ПОНИМАЕТСЯ:
A) линия, которая оснащена электрическим током;
B) линия, которая оснащена защитой;
C) линия, которая объединена общей системой управления;
D) линия, которая оснащена системой гидравлики;
E) линия, которая оснащена системой статики;
F) нет верного ответа.
19. ПРИ СУХОМ СПОСОБЕ ПРОИЗВОДСТВА ЦЕМЕНТА СЫРЬЕВАЯ СМЕСЬ ГОТОВИТСЯ……. А) в виде сырьевой муки;
В) в виде шлама;
С) в виде шлама, с последующим обезвоживанием и грануляцией;
D. нет верного ответа.
20. ВОЗДЕЙСТВИЕ НА СИСТЕМУ, ОПРЕДЕЛЯЮЩЕЕ ТРЕБУЕМЫЙ ЗАКОН ИЗМЕНЕНИЯ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ.
А) управляющее воздействие;
В) задающее воздействие;
С) возмущающее воздействие;
D. нет верного ответа.
21. ИЗМЕРИТЕЛЬНАЯ ЦЕПЬ СЛУЖИТ ДЛЯ ……
А) преобразования измеряемой электрической величины в другую электрическую величину, непосредственно воздействующую на измерительный механизм;
В) преобразования электрической величины в угол поворота подвижной части;
С) визуального отсчитывания значений измеряемой величины в зависимости от угла поворота подвижной части;
D. нет верного ответа.
22. КАКИМ ПРИБОРОМ ИЗМЕРЯЮТ ДАВЛЕНИЕ?
1) манометром;
2) расходометром;
3) амперметром;
4) вольтметром;
5) ваттметром;
6) нет верного ответа.
ЗАДАНИЕ 3.
Автоматизация какого оборудования представлена на рисунке. Опишите схему.
Преподаватель _________ / Е.Н. Яхонтова
| Рассмотрено предметной цикловой комиссией пр. №1 от 31.08.2023 г ___________________ | ДИФФЕРЕНЦИРОВАННЫЙ ЗАЧЕТ В 2 | Утверждено: Зав. Учебной частью ________20___г ______________ |
| Учебная дисциплина ОП.10 Основы автоматизации технологических процессов | ||
| Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий | ||
| курс 3 |
ЗАДАНИЕ №1.
ПРОДОЛЖИТЕ ПРЕДЛОЖЕНИЕ.
Автоматическая система регулирования (АСР) - _____________________________________________
_______________________________________________________________________________________
ЗАДАНИЕ 2.
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ, ОПРЕДЕЛЯЮЩИЕ ХОД ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, НАЗЫВАЮТСЯ:
А. регулируемыми параметрами;
В. регулируемыми величинами;
С. мгновенными значениями;
D. параметрами технологического процесса;
Е. измеренными значениями;
F. нет верного ответа.
2. ЗНАЧЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ В РАССМАТРИВАЕМЫЙ МОМЕНТ ВРЕМЕНИ НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением.
Е. нет верного ответа.
3. ФОРМИРОВАНИЕ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ, ОБЕСПЕЧИВАЮЩИХ ТРЕБУЕМЫЙ РЕЖИМ РАБОТЫ ОБЪЕКТА УПРАВЛЕНИЯ:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие.
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ, ПОДАВАЕМОЕ НА ВХОД СИСТЕМЫ ИЛИ УСТРОЙСТВА:
А. выходное воздействие;
В. входное воздействие;
С. задающее воздействие;
D. управляющее воздействие.
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ УПРАВЛЯЮЩЕГО УСТРОЙСТВА НА ОБЪЕКТ УПРАВЛЕНИЯ:
А. входное воздействие;
В. внешнее воздействие.
С. управляющее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КОМПЛЕКС УСТРОЙСТВ, ПРИСОЕДИНЯЕМЫХ К РЕГУЛИРУЕМОМУ ОБЪЕКТУ И ОБЕСПЕЧИВАЮЩИХ АВТОМАТИЧЕСКОЕ ПОДДЕРЖАНИЕ ЗАДАННОГО ЗНАЧЕНИЯ ЕГО РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ ИЛИ АВТОМАТИЧЕСКОЕ ИЗМЕНЕНИЕ ЕЕ ПО ОПРЕДЕЛЕННОМУ ЗАКОНУ:
А. регулятор;
В. автоматическая система регулирования;
С. устройство управления.
D. нет верного ответа.
Е. нет верного ответа.
7. В КАКИХ СИСТЕМАХ В УСТАНОВИВШЕМСЯ РЕЖИМЕ ПРОИСХОДИТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ ПРИ ИЗМЕНЕНИИ ВОЗМУЩАЮЩЕГО ВОЗДЕЙСТВИЯ?
А. в астатических системах стабилизации;
В. в статических системах;
С. в следящих системах;
D. в системах автоматической стабилизации.
Е. нет верного ответа.
8. СИСТЕМЫ С НЕСКОЛЬКИМИ ВХОДНЫМИ КАНАЛАМИ И НЕСКОЛЬКИМИ ВЫХОДНЫМИ НОСЯТ НАЗВАНИЕ:
А. одномерных;
В. многомерных;
С. многоканальных;
D. одноканальных.
Е. нет верного ответа.
9. МЕХАНИЗАЦИЯ ВСЕХ ОСНОВНЫХ, ВСПОМОГАТЕЛЬНЫХ, УСТАНОВОЧНЫХ И ТРАНСПОРТНЫХ ДВИЖЕНИЙ, КОТОРЫЕ ВЫПОЛНЯЮТСЯ ПО ХОДУ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ЭТО:
А. полная механизация;
В. автоматизация
С. частичная или малая механизация;
D. частичная автоматизация.
Е. нет верного ответа.
10. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, СИГНАЛ КОТОРОГО НА ВЫХОДЕ ЯВЛЯЕТСЯ НЕПРЕРЫВНОЙ ФУНКЦИЕЙ ВЕЛИЧИНЫ, КОТОРУЮ НЕОБХОДИМО ИЗМЕРИТЬ?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
11. К КАКОЙ ГРУППЕ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ОТНОСИТСЯ ПРИБОР, ПОКАЗАНИЯ КОТОРОГО СВЯЗАНЫ ФУНКЦИОНАЛЬНО С СУММОЙ НЕСКОЛЬКИХ ВЕЛИЧИН?
А. к цифровым;
В. к аналоговым;
С. к показывающим;
D. к регистрирующим;
E. к суммирующим;
F. к интегрирующим.
М. нет верного ответа.
12. ИЗМЕРИТЕЛЬНЫЙ ПРИБОР ПРЕДНАЗНАЧЕН ДЛЯ:
А. получения значений измеряемой величины в установленном диапазоне;
В. реализации измерительных преобразований;
С. сравнения с мерой;
D. воспроизведения величины заданного размера в комплексе.
Е. нет верного ответа.
13. ПРОМЕЖУТОЧНЫМ ИЗМЕРИТЕЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ НАЗЫВАЮТ:
А. устройства, встраиваемые в технологическое оборудование для отбора контролируемой среды и измерения ее параметров;
В. средство измерения, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственно восприятия наблюдателем;
С. элемент измерительного устройства, предназначенный для дистанционной передачи сигнала измерительной информации;
D. элемент измерительного устройства, занимающий в измерительной цепи место после первичного преобразователя.
Е. нет верного ответа.
14. ПРИ МАССОВОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
Е. нет верного ответа.
15. ВАЖНЕЙШЕЙ ПРОБЛЕМОЙ АВТОМАТИЗАЦИИ ЯВЛЯЕТСЯ ПРОБЛЕМА:
А. устаревшего оборудования;
В. мобильности техники;
С. недостаточной подготовленности персонала.
D) нет верного ответа.
16. ПОТОЧНАЯ ЛИНИЯ ЭТО:
А. такой производственный участок, на котором постоянно изготовляется один вид изделий;
В. такой производственный участок, на котором периодически изготавливаются несколько видов изделий;
С. такой производственный участок, на котором постоянно или периодически изготовляется один или несколько видов изделий.
D) нет верного ответа.
17. АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е. нет верного ответа.
18. ПРИБОР ДЛЯ ИЗМЕРЕНИЯ АБСОЛЮТНОГО ДАВЛЕНИЯ:
A. барометр;
B. термометр;
C. омметр;
D. вакууметр;
E. седиграф;
F. нет верного ответа.
М. нет верного ответа.
19. СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЗАГРУЗКИ СЫРЬЕМ СЫРЬЕВОЙ МЕЛЬНИЦЫ УСТРАНЯЕТ:
А. недогрузку этой камеры при поступлении мелкого сырья;
В. перегрузку второй камеры при подаче крупного сырья;
С. перегрузку второй камеры при подаче мелкого сырья;
D. недогрузку этой камеры при поступлении крупного сырья;
Е. нет верного ответа.
20. ПРИ КОМБИНИРОВАННОМ СПОСОБЕ ПРОИЗВОДСТВА ЦЕМЕНТА СЫРЬЕВАЯ СМЕСЬ ГОТОВИТСЯ…….
А) в виде сырьевой муки;
В) в виде шлама;
С) в виде шлама, с последующим обезвоживанием и грануляцией;
D. нет верного ответа.
21. ВОЗДЕЙСТВИЕ, СТРЕМЯЩЕЕСЯ НАРУШИТЬ ТРЕБУЕМУЮ ФУНКЦИОНАЛЬНУЮ СВЯЗЬ МЕЖДУ ЗАДАЮЩИМ ВОЗДЕЙСТВИЕМ И РЕГУЛИРУЕМОЙ ВЕЛИЧИНОЙ.
А) управляющее воздействие;
В) задающее воздействие;
С) возмущающее воздействие;
D. нет верного ответа.
22. ОТСЧЕТНОЕ УСТРОЙСТВО СЛУЖИТ ДЛЯ ……
А) преобразования измеряемой электрической величины в другую электрическую величину, непосредственно воздействующую на измерительный механизм;
В) преобразования электрической величины в угол поворота подвижной части;
С) визуального отсчитывания значений измеряемой величины в зависимости от угла поворота подвижной части;
D. нет верного ответа.
ЗАДАНИЕ 3.
Автоматизация какого оборудования представлена на рисунке? Опишите схему.
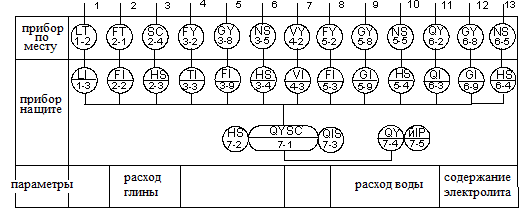
Преподаватель _________ / Е.Н. Яхонтова
| Рассмотрено предметной цикловой комиссией пр. №1 от 31.08.2023 г ___________________ | ДИФФЕРЕНЦИРОВАННЫЙ ЗАЧЕТ В 3 | Утверждено: Зав. Учебной частью ________20___г ______________ |
| Учебная дисциплина ОП.10 Основы автоматизации технологических процессов | ||
| Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий | ||
| курс 3 |
ЗАДАНИЕ №1.
ПРОДОЛЖИТЕ ПРЕДЛОЖЕНИЕ.
Функциональная схема автоматизации является _____________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
ЗАДАНИЕ 2.
ПРОЧИТАЙТЕ И ВЫБЕРИТЕ НОМЕР ПРАВИЛЬНОГО, БОЛЕЕ ПОЛНОГО ОТВЕТА
1. КАКИЕ ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ ОТНОСЯТСЯ К ПАРАМЕТРАМ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА?
А. температура, давление, расход, напряжение, сила тока и т.д.
В. температура, давление, расход, напряжение, плотность, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
С. температура, давление, расход, напряжение, плотность, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
D. производительность труда, производительность используемого оборудования, интенсивность ведения технологического процесса, удельный расход материалов на единицу продукции, количество и качество выпускаемой продукции; и т.д;
Е. нет верного ответа.
2. ЗНАЧЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ, ПОЛУЧЕННОЕ В РАССМАТРИВАЕМЫЙ МОМЕНТ ВРЕМЕНИ НА ОСНОВАНИИ ДАННЫХ НЕКОТОРОГО ИЗМЕРИТЕЛЬНОГО ПРИБОРА НАЗЫВАЕТСЯ:
А. регулируемым параметром;
В. мгновенным значением;
С. физической величиной;
D. измеренным значением.
Е. нет верного ответа.
3. ЧАСТНЫЙ ВИД УПРАВЛЕНИЯ, КОГДА ЗАДАЧЕЙ ЯВЛЯЕТСЯ ОБЕСПЕЧЕНИЕ ПОСТОЯНСТВА КАКОЙ-ЛИБО ВЫХОДНОЙ ВЕЛИЧИНЫ ОБЪЕКТА УПРАВЛЕНИЯ:
А. регулирование;
В. управление;
С. автоматическое управление;
D. входное воздействие.
Е. нет верного ответа.
4. ВОЗДЕЙСТВИЕ, ВЫДАВАЕМОЕ НА ВЫХОДЕ СИСТЕМЫ ИЛИ УСТРОЙСТВА:
А. выходное воздействие;
В. входное воздействие;
С. внешнее воздействие.
D. управляющее воздействие.
Е. нет верного ответа.
5. ВОЗДЕЙСТВИЕ НА СИСТЕМУ, ОПРЕДЕЛЯЮЩЕЕ ТРЕБУЕМЫЙ ЗАКОН ИЗМЕНЕНИЯ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ.
А. входное воздействие;
В. внешнее воздействие;
С. управляющее воздействие;
D. задающее воздействие.
Е. нет верного ответа.
6. КАКИЕ СИСТЕМЫ ОБЕСПЕЧИВАЮТ ПОДДЕРЖАНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ НА ЗАДАННОМ УРОВНЕ С ТРЕБУЕМОЙ ТОЧНОСТЬЮ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
7. КАКИЕ СИСТЕМЫ ОСУЩЕСТВЛЯЮТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ВЕЛИЧИНЫ ВО ВРЕМЕНИ ПО ПРОИЗВОЛЬНОМУ ЗАКОНУ?
А. астатические системы стабилизации;
В. статические системы;
С. следящие системы;
D. системы автоматической стабилизации.
Е. нет верного ответа.
8. СИСТЕМЫ, КОТОРЫЕ ОБЕСПЕЧИВАЮТ ИЗМЕНЕНИЕ РЕГУЛИРУЕМОЙ ПЕРЕМЕННОЙ ВО ВРЕМЕНИ ПО ОПРЕДЕЛЕННОЙ ПРОГРАММЕ НОСЯТ НАЗВАНИЕ:
А. следящие системы;
В. многомерные системы;
С. системы программного регулирования;
D. одноканальные системы.
Е. нет верного ответа.
9. ОЦЕНКА УРОВНЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ОСНОВНЫМИ ПОКАЗАТЕЛЯМИ:
А. степенью охвата рабочих механизированным трудом;
В. уровнем автоматизации производственных процессов;
С. степенью охвата рабочих механизированным и автоматизированным трудом;
D. уровнем механизированного труда в общих трудозатратах;
Е. уровнем механизации и автоматизации производственных процессов.
F. уровнем автоматизированного производства в общих трудозатратах.
М. нет верного ответа.
10. ПРИ СЕРИЙНОМ ПРОИЗВОДСТВЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ СПЕЦИАЛИЗИРУЕТСЯ НА ВЫПОЛНЕНИИ:
А. двух или нескольких закрепленных операций, чередующихся в определенной последовательности;
В. одинаковых, повторяющихся операций технологического процесса без переналадки;
С. одинаковых, повторяющихся операций технологического процесса с переналадкой.
D. различных работ и не имеет постоянно закрепленных операций или объектов обработки.
11. ПРИМЕНЕНИЕ В ПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ МАШИН И МЕХАНИЗМОВ, ЗАМЕНЯЮЩИХ МУСКУЛЬНЫЙ ТРУД РАБОЧЕГО ЭТО:
А. автоматизация;
В. механизация;
С. частичная автоматизация;
D. комплексная автоматизация.
12. ПОЛУАВТОМАТ ЭТО:
А. такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, выполняются все работы, для которых она предназначена;
В. такая единица оборудования, на котором без непосредственного участия человека, т.е. автоматически, осуществляется выполнение всех операций по непосредственному воздействию на предметы труда;
С. программируемое механической устройство, способное выполнять задачи и взаимодействовать с внешней средой без помощи со стороны человека.
D. нет верного ответа.
13. АВТОМАТИЧЕСКАЯ ЛИНИЯ ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
14. КОМПЛЕКСНО-АВТОМАТИЗИРОВАННЫЙ ЗАВОД ЭТО:
А. завод (цех, участок), в котором все технологические процессы основного и вспомогательного производства выполняют работники завода, использующие машины, механизмы, приборы, аппараты и другие средства механизации. При этом в отдельных подразделениях допускается ручной труд.
В. группа станков-автоматов, объединенных общими транспортными устройствами с единым темпом и общей системой управления, осуществляющих без участия человека в определенной технологической последовательности комплекс операций части производственного процесса.
С. завод (цех, участок), в котором технологические процессы основного производства осуществляются с помощью автоматов, и других средств автоматизации, а вспомогательные работы и процессы выполняют работники различных служб с помощью машин, механизмов, приборов, аппаратов и других средств механизации с элементами автоматизации отдельных работ.
D. завод (цех, участок), в котором выполнение всех технологических процессов основного и вспомогательного производства осуществляется при помощи автоматического оборудования и устройств, а человек выполняет только функции централизованного наблюдения, регулирования и управления ходом заданного технологического процесса.
Е. нет верного ответа.
15. ОЦЕНКА УРОВНЯ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ОСНОВНЫМИ ПОКАЗАТЕЛЯМИ:
А. степенью охвата рабочих механизированным трудом;
В. удельным весом объема работ, выполненных механизированным способом в общем объеме работ.
С. уровнем механизированного труда в общих трудозатратах;
D. уровнем механизации и автоматизации производственных процессов.
Е. нет верного ответа.
16. С ПОМОЩЬЮ КАКИХ УСТРОЙСТВ ПРОИСХОДИТ ИЗМЕРЕНИЕ КОЛИЧЕСТВА ЖИДКОСТИ (ГАЗА)?
A. счетчики;
B. регуляторы;
C. накопители;
D. реле скорости;
E. сигнализаторы;
F. нет верного ответа.
17. ТРЕБОВАНИЕ К АППАРАТУРЕ УПРАВЛЕНИЯ КОНВЕЙЕРНОЙ ЛИНИЕЙ:
A) пуск конвейерной линии производит в направлении обратном грузопотоку;
B) остановка – в направлении грузопотока;
C) должен быть подан сигнал перед работой;
D) устанавливаться определенная скорость;
E) все выше перечисленное;
F) нет верного ответа.
18. РЕГИСТРИРУЮЩИМИ УСТРОЙСТВАМИ НАЗЫВАЮТ:
А) приборы, которые обеспечивают выполнение прямых измерений, отсчет результата измерений производится по шкале;
В) приборы, которые в соответствии со значением измеряемой величины образуют код, а затем в соответствии с кодами измеряемую величину представляют на отсчетном устройстве в цифровой форме.
С) приборы для автоматической записи на носитель информации данных, поступающих с датчиков или других технических средств;
D) нет верного ответа.
19. ПРИ МОКРОМ СПОСОБЕ ПРОИЗВОДСТВА ЦЕМЕНТА СЫРЬЕВАЯ СМЕСЬ ГОТОВИТСЯ…….
А) в виде сырьевой муки;
В) в виде шлама;
С) в виде шлама, с последующим обезвоживанием и грануляцией;
D) нет верного ответа.
20. ВОЗДЕЙСТВИЕ УПРАВЛЯЮЩЕГО УСТРОЙСТВА НА ОБЪЕКТ УПРАВЛЕНИЯ.
А) управляющее воздействие;
В) задающее воздействие;
С) возмущающее воздействие;
D) нет верного ответа.
21. ИЗМЕРИТЕЛЬНЫЙ МЕХАНИЗМ СЛУЖИТ ДЛЯ ……..
А) преобразования измеряемой электрической величины в другую электрическую величину, непосредственно воздействующую на измерительный механизм;
В) преобразования электрической величины в угол поворота подвижной части;
С) визуального отсчитывания значений измеряемой величины в зависимости от угла поворота подвижной части;
D) нет верного ответа.
22. НАЗОВИТЕ КАКИМИ СПОСОБАМ ВЫПОЛНЯЮТСЯ СХЕМЫ АВТОМАТИЗАЦИИ?
А) развернутым;
В) упрощенным;
С) комбинированным;
D) нет верного ответа.
ЗАДАНИЕ 3.
Автоматизация какого оборудования представлена на рисунке? Опишите схему.
Преподаватель _________ / Е.Н. Яхонтова
ПЕРЕЧЕНЬ КОНТРОЛЬНЫХ ВОПРОСОВ, ВЫНОСИМЫХ НА дифференцированный зачет
ПО ДИСЦИПЛИНЕ ОП.09 ОСНОВЫ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Специальности 18.02.05 Производство тугоплавких неметаллических и силикатных материалов и изделий
1) ОБЩИЕ ПОЛОЖЕНИЯ АВТОМАТИЗАЦИИ
2) ПРИБОРЫ И СРЕДСТВА АВТОМАТИЗАЦИИ
3) ОСНОВНЫЕ ПРАВИЛА НАЧЕРТАНИЯ И ЧТЕНИЯ СХЕМ АВТОМАТИЗАЦИИ.
4 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ.
5) АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ И ПРЕДПРИЯТИЕМ
ПАКЕТ ЭКЗАМЕНАТОРА
УСЛОВИЯ
Количество вариантов задания для экзаменующегося – 3
Время выполнения задания – 45 минут
Оборудование:
- наглядные пособия.
Литература для учащегося:
Учебники:
Список литературы:
1. Основы автоматизации производства. / А.С. Боронихин., Ю.С. Гризак, - М.: Академия, 2019. – 235 с.
2. Основы автоматизации технологических процессов: учебное пособие для СПО / А. В. Щагин, В. И. Демкин, В. Ю. Кононов, А. Б. Кабанова. — М.: Издательство Юрайт, 2018. — 163 с.
3. Технические средства автоматизации и управления: учебник для СПО / В. А. Рогов, А. Д. Чудаков. — 2-е изд., испр. и доп. — М.: Издательство Юрайт, 2018. — 352 с.
4. Автоматизация производства: учебник для СПО / О. С. Колосов [и др.] ; под общ. ред. О. С. Колосова. — М.: Издательство Юрайт, 2018. — 291 с.
5. Автоматизация технологических процессов и системы автоматического управления: учебник для СПО / И. Ф. Бородин, С. А. Андреев. — 2-е изд., испр. и доп. — М.: Издательство Юрайт, 2019. — 386 с.
Методические пособия:
1. Рабочая программа дисциплины ОП.09 Основы автоматизации технологических процессов
2. Методические рекомендации по выполнению практических заданий и самостоятельной работы.
Справочная литература:
1. Правила эксплуатации электроустановок потребителей / Главгосэнергонадзор России. — М.: 2022 Приказ Минэнерго РФ от 12.08.2022 N 811
2. Правила устройства электроустановок (ПУЭ - 7) — М.: Энергоатомиздат, 2023
3. Правила техники безопасности при эксплуатации электроустановок / Главгосэнергонадзор России. — М.: 2020 (с изменениями на 29 апреля 2022 года)
Выполнение задания:
- обращение в ходе задания к информационным источникам;
- рациональное распределение времени на выполнение задания
КРИТЕРИИ ОЦЕНИВАНИЯ
Итоговый контроль в форме дифференцированного зачета поводится с целью определения объема и качества знаний, а также выявления особенностей профессионального мышления. Задания предусматривают все разделы, отражающие содержание программы обучения. Каждый экзаменуемый получает билет, состоящий из трех заданий.
За каждый верный ответ 2 задания (в тестовой форме) студент получает 1 балл.
За неправильный ответ на вопрос выставляется отрицательная оценка – 0 баллов.
Оценки: 60% - 79% (13 – 17 баллов) - удовлетворительно; 80% - 90% (18 – 20 баллов) - хорошо; 91% - 100% (21 – 22 балла) - отлично.
Оценка «отлично» выставляется, если студент: верно выполнил первое задание, верно ответил не менее чем на 21 вопрос тестового задания, безошибочно излагает материал третьего задания.
Оценка «хорошо» выставляется, если студент верно выполнил первое задание, верно ответил не менее чем на 18 вопросов тестового задания, безошибочно излагает материал третьего задания.
Оценка «удовлетворительно» выставляется, если студент верно выполнил первое задание, верно ответил не менее чем на 13 вопрос тестового задания, допустил ошибки при ответе на третье задание.
Оценка «неудовлетворительно» выставляется, если студент допустил грубые ошибки при трактовке определения первого задания, ответил верно менее чем на 13 вопросов теста и допустил ошибки при выполнении третьего задания.
5








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

