
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 110. «Нормирование протяжной операции»
Категория:
Технология
15.02.2021 13:42

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 110. «Нормирование протяжной операции»»
Занятие 14. Практическое занятие № 6 нормирование протяжной операции
Цель: отработка умений и навыков при нормировании протяжных работ, углубление умений работать с нормативно — технической документацией.
■ Необходимая документация и инструмент:
1. Тетрадь для практических работ
2. Эскиз детали
3. Общемашиностроительные нормативы режимов резания и времени.
■ Литература: [10], [11], [13], [16],
Содержание работы:
1. В массовом, крупносерийном и среднесерийном производстве широко применяется протягивание отверстий цилиндрических, шлицевых и других форм.
Цилиндрические отверстия протягиваются после сверления или зенкерования. Протягивание заменяет развертывание отверстий на сверлильных и револьверных станках.
Для протягивания цилиндрических отверстий пользуются круглыми протяжками, которые обеспечивают обработку отверстий с точностью до 2-го класса и по 5—8-му классам шероховатости поверхности.
Протяжки квадратные, шпоночные, шлицевые применяются для обработки отверстий соответствующих форм.
+Для выполнения калибровочных операций, а также для обработки глухих отверстий применяются прошивки. Прошивки проталкиваются через отверстие и в отличие от протяжек, работающих на растяжение, работают на продольный изгиб. Длина прошивок 150—300 мм, они значительно короче протяжек.
В тетради выполнить эскиз детали, обозначить обрабатываемые поверхности, применяемые зажимы и приспособления. Подобрать оборудование, режущий инструмент [16]. Исходные данные для расчета режимов резания должны соответствовать таблице 3, гл.3 [10].
3. Расчет основного времени, необходимого для протягивания, выполнить в соответствии с таблицей 4, гл.3 [10] по формуле:
 (1)
(1)
где v1 – скорость главного движения резания, м/мин;
v2 – скорость обратного хода штока станка, м/мин.
l3 – длина рабочего хода протяжки, мм.
 (2)
(2)
где L – общая длина протяжки, мм;
l1 – расстояние от переднего торца протяжки до первого зуба, мм;
l2- длина протягиваемой поверхности, мм;
l4- длина перебега протяжки, мм.
Принимаем l4- =30 – 50мм.
Скорость главного движения резания определяется по формуле:
 (3)
(3)
где Ф – годовой фонд времени работы оборудования, мин;
П – годовая производственная программа изделий, шт.
4. Оперативное, вспомогательное, штучное, подготовительно-заключительное и штучно-калькуляционное время рассчитывается также как и в практической работе №10.
Контрольные вопросы:
1. При каком типе производства наиболее рационально использование протяжек и почему?
2. Чему равна глубина резания при протягивании?
3. За сколько проходов осуществляется процесс обработки отверстия при протягивании?
Отчет: выполняется по приведенному плану, результаты расчетов свести в таблицу 1
Таблица 1
| Содержание переходов | Основное время , То мин | Вспомога-тельное время, Твсп, мин | Оперативное время, Топ, мин | Время на тех.обсл., отдых и личн. на- добн. а% | Штучное время, Тшт мин | Подготови-тельно – заключи-тельное время, Тпз, мин | Штучно -калькуля ционное время. Тшк, м и н |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
|
|
|
|
|
|
|
|
Пример :
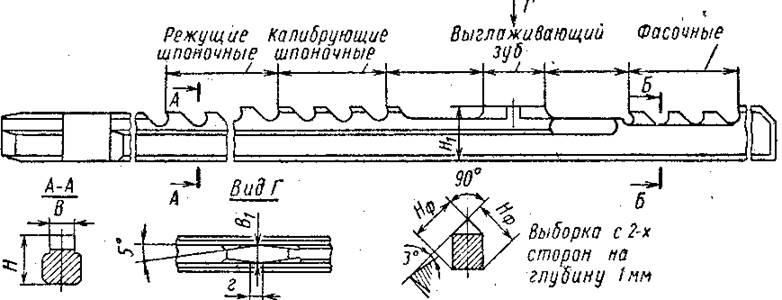
Протяжка
Выбираем горизонтально протяжной станок 7Б510.

В качестве инструмента выбираем протяжку калиброванную с выглаживающим зубом для шлицов.
Геометрические параметры протяжки.
| Тип протяжки | Вид зубьев | угол предельного отклонения 0 | ||
| черновые | чистовые | калибрующие | черновые | чистовые и калибрующие |
| шпоночная | в градусах | допуск на величину заднего угла в мин. |
|
|
| 3 | 2 | 2 | + 30 | + 30 |
Скорость протяжки, определяемую требованиями к классу чистоты и точности обработки, выбираю в зависимости от группы скорости.
Группа скорости 1.

Скорость резанья V = 7 м/мин (что соответствует выбранному станку) номинальная скорость:
![]()
Число черновых секций:
Нормирование технологического процесса
В процессе расчётов режимов резания для каждой операции было определено машинное время То.
Твсп - вспомогательное время, Твсп = 10-15%;
Тобс - время обслуживания станка, Тобс = 3-5%;
Тпер - время перерывов, Тпер = 3-5%.
Кроме того, определяется оперативное время Топер:
Топер = То + Твсп
Таким образом полное время на выполнение детали составляет 31 и 16 мин.
| Операция | Tо | Твсп | Тобс | Тпер | Топер | Тшт |
| фрезеровочная | 0,3 * 2 + 1,28 * 2 = 3,16 | 0,474 | 0,158 | 0,158 | 3,634 | 7,584 |
| токарная | 0,6 * 2 + 1,4 * 2 = 4 | 0,4 | 0,24 | 0,24 | 4,04 | 8,92 |
| сверлильная | 1,68 | 0,252 | 0,084 | 0,084 | 1,932 | 4,032 |
| развертывание | 3,5 | 0,525 | 0,175 | 0,175 | 4,025 | 8,4 |
| протяжка | 0,93 | 0,1395 | 0,0465 | 0,0465 | 1,0695 | 2,232 |
Использован материал
1.https://vuzlit.ru/757281/protyazhka
2.https://studfile.net/preview/7175513/page:11/







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

