
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 119. «Выбор технологических баз»
Категория:
Технология
15.02.2021 16:01

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 119. «Выбор технологических баз»»
Выбор технологических баз — это ответственный этап проектирования технологического процесса обработки резанием. Выбор баз связан с построением маршрута обработки заготовки. При выборе баз нужно представлять общий (укрупненный) план обработки заготовки, который на последующих этапах подвергается дальнейшей детализации и уточнению.
Большое значение для обеспечения точности механической обработки имеет правильный выбор технологических баз, при этом следует руководствоваться следующими принципами.
В качестве черновой базы, используемой на 1-й операции (при первом установе), следует выбирать поверхности, необрабатываемые в дальнейшем. Если у заготовки обрабатываются все поверхности, то в качестве "черновой" базы принимают поверхности, имеющие наименьший припуск на обработку.
Черновая технологическая база (так же как и базы, применяемые для остальных операций технологического процесса) может быть контактной или проверочной, однако се назначение имеет некоторые особенности.
В качестве черновой технологической базы следует выбирать поверхность, относительно которой при первой операции могут быть обработаны поверхности, используемые при дальнейших операциях как технологические базы (т.е. черновая база – это база для обработки чистовых баз).
Для обеспечения точности базирования и надежности закрепления заготовки в приспособлении черновая база должна иметь достаточные размеры, возможно более высокую степень точности (правильность и постоянство формы и взаимного расположения баз у различных заготовок) и наименьшую шероховатость поверхностей.
В качестве черновых баз не следует использовать поверхности, на которых расположены в отливках прибыли и литники, а также швы, возникающие в местах разъемов опок и пресс-форм в отливках под давлением и штампов в поковках и штамповках, удаляемые предварительной слесарной обработкой, нарушающей постоянство расположения поверхностей.
В связи с тем, что точность необработанных поверхностей, применяемых в качестве черновых баз, всегда ниже точности обработанных поверхностей, а шероховатость – выше шероховатости обработанных поверхностей, черновая база должна использоваться при обработке заготовки только один раз – при выполнении первой операции. Все последующие операции и установы заготовки необходимо осуществлять на обработанных базовых поверхностях. Исключением могут быть случаи обработки особо точных заготовок, полученных литьем иод давлением, точным прессованием, калиброванием, или случаи обработки заготовок, установленных на приспособлениях-спутниках в условиях крупносерийного и массового производства.
Для того чтобы обеспечить правильное взаимное расположение системы обработанных поверхностей детали относительно необработанных, в качестве черновых технологических баз целесообразно выбирать поверхности, остающиеся необработанными.
На рис. 3.24 изображен корпус подшипника, при механической обработке которого черновой технологической базой служит плоскость A, остаю-
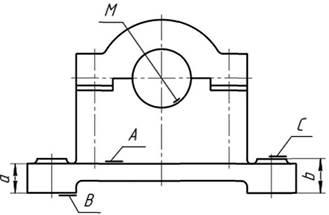
Рис. 3.24. Черновая база A при обработке корпуса подшипника
щаяся необработанной. При установке на черновую базу (плоскость А) производится фрезерование плоскости В на размер а, обеспечивающее параллельность поверхностей А и В. При дальнейшей обработке корпуса подшипника (фрезерование плоскости С на размер b и других поверхностей, сверление отверстий, расточка гнезда М под вкладыш подшипника) в качестве установочной технологической базы используется плоскость В.
Дважды использование "черновой" базы не допускается.
Следует при обработке соблюдать принцип совмещения баз.
При назначении технологических баз для точной обработки заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий.
Следует по возможности соблюдать принцип постоянства баз.
Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы).
Стремление осуществить обработку на одной технологической базе объясняется тем, что всякая смена технологических баз увеличивает погрешность взаимного расположения поверхностей, обработанных от разных технологических баз, дополнительно внося в нее погрешность взаимного расположения самих технологических баз, от которых производилась обработка поверхностей.
Сохранение постоянной технологической базы при обработке заготовок на различных операциях снижает погрешности взаимного расположения обрабатываемых поверхностей, однако иногда на практике выполнение этого требования приводит к чрезмерному усложнению конструкции приспособлений и их удорожанию. При этом технолог вынужден заменять технологические базы, выбирая наиболее удобные и производя соответствующие расчеты увеличения погрешности взаимного расположения обрабатываемых поверхностей.
Если принцип постоянства баз не может быть обеспечен, используют принцип последовательного базирования, когда в качестве новой технологической базы принимают, как правило, более точно обработанные поверхности.
Выбор технологических баз в значительной степени определяет точность линейных размеров относительного положения поверхностей, получаемых в процессе обработки, выбор режущих и измерительных инструментов, станочных приспособлений, производительность обработки.
Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми техническими требованиями; вид и точность заготовки; условия расположения и работы детали в машине.
Основные принципы, которыми целесообразно руководствоваться при выборе технологических баз следующие:
принцип совмещения баз, когда в качестве технологических баз принимаются основные базы, т.е. конструкторские базы, используемые для определения положения детали в изделии. В случае несовпадения технологических и конструкторских баз возникает необходимость пересчета допусков, заданных конструктором, в сторону их уменьшения;
принцип постоянства баз, когда на всех основных операциях используют одни и те же базы. Для соблюдения этого принципа часто создают базы, не имеющие конструктивного назначения (например, центровые гнезда у валов и т.п.);
базы должны обеспечивать хорошую устойчивость и надежность установки заготовки.
Выбор баз на завершающих операциях техпроцесса. Выбор технологических баз начинается с изучения функций, которые выполняют поверхности детали.
На этой основе по чертежу определяют поверхности, относительно которых задано большинство других поверхностей. На чертежах такие поверхности могут быть указаны в технических требованиях.
Результатом анализа является определение баз на заключительных операциях технологического процесса.
Анализу подвергаются те операции заключительной обработки, которые обеспечивают окончательное получение требуемых размеров и взаимное расположение поверхностей.
После того как конструкторский чертеж детали скорректирован (отработан на технологичность), определены базы на заключительных операциях техпроцесса и окончательные (технологические) размеры, приступают к определению баз и размеров на остальных операциях и в первую очередь на 1-й операции.
Выбор баз для первой операции. В данном случае решается следующий круг вопросов:
обеспечивается правильность взаимного расположения отработанных поверхностей деталей относительно необработанных. Особое внимание следует обращать на поверхности, остающиеся необработанными и связанные размерами с обработанными поверхностями. Если имеются такие поверхности, то именно их следует использовать в качестве баз на 1-й операции;
осуществляется подготовка технологических баз для дальнейших операций. При этом комплект поверхностей, используемый в качестве технологической базы на дальнейших операциях, желательно обработать за один установ;
обеспечиваются возможно малые и равномерные припуски, особенно при обработке наиболее точных и ответственных поверхностей деталей, изготовляемых из отливок и поковок.
Равномерность припусков на обрабатываемых поверхностях позволяет более полно использовать возможности режущего инструмента, повышать производительность и точность обработки. Поэтому, чтобы обеспечить наименьший и равномерный припуск на обрабатываемой поверхности, базирование по этой поверхности применяется не только на первой операции. К таким операциям, например, относятся бесцентровое шлифование, бесцентровое обтачивание, развертывание качающимися развертками, свободное протягивание и т.п.
В единичном и мелкосерийном производстве равномерного распределения припусков на отливках и поковках обычно добиваются применением разметки заготовок с последующей выверкой их положения на станке при первой операции обработки или выверкой положения режущего инструмента по разметочным рискам и кернам.
Требования, предъявляемые к черновой базе.
1. Черновая база должна быть характерной для данной детали поверхностью, т.е. занимать возможно более определенное положение относительно других поверхностей детали.
2. Для повышения точности базирования и надежности закрепления заготовки в приспособлении черновая база должна иметь достаточные размеры, возможно более высокую степень точности (правильность и постоянство формы и взаимного расположения баз у различных заготовок) и наименьшую шероховатость поверхности.
3. В качестве черновых баз не следует использовать поверхности, на которых расположены в отливках прибыли и литники, а также швы, возникшие в местах разъемов опок и пресс-форм в отливках под давлением и штампов в поковках и штамповках. Поверхности, находящиеся при формовке внизу, в качестве баз обычно предпочтительнее верхних поверхностей, т.к. последние имеют более рыхлое строение и большое количество раковин.
4. Черновая база должна обеспечивать при закреплении устойчивое положение детали при отсутствии ее деформации.
5. В связи с тем, что точность необработанных поверхностей, применяемых в качестве черновых баз, всегда ниже точности обработанных поверхностей, а шероховатость выше шероховатости обработанных поверхностей, «черновая база» должна использоваться при обработке заготовки только один раз при выполнении первой операции. При всех последующих операциях используют уже обработанные базы.
Выбор баз на промежуточных операциях. Базы на промежуточных операциях (между первой и последней операциями) выбирают с учетом следующих соображений:
1. Используют принцип «кратчайших путей», согласно которому в качестве технологических баз принимают те поверхности, которые связаны с обрабатываемой поверхностью кратчайшей размерной цепью.
2. Не меняют без оснований базы, т.к. переход от одной базы к другой всегда вносит дополнительную ошибку во взаимное расположение поверхностей, обработанных на первой и второй базах. Эта ошибка равна погрешности во взаимном расположении баз.
3. Переходят при смене баз от менее точной к более точной базе, т.к. обработка детали на каждом предшествующем этапе подготавливает ее к обработке на последующих этапах, учитывая, что при переходе от одного этапа к другому должны повышаться не только точность размеров и формы, но и точность взаимного расположения.
4. После термообработки выбирают базы, играющие роль черновых баз. Используя их, вводят новые обработанные базы, которыми пользовались ранее. При исправлении базы восстанавливать базирование необходимо таким образом, чтобы новые базы были связаны со старыми более строгими размерами и соотношениями, в противном случае нарушится вся достигнутая ранее координация поверхностей, что повлечет за собой увеличение операционных припусков.
Дополнительный материал
1. https://studfile.net/preview/2069478/page:9/
Использован материал
1.https://studme.org/97112/tehnika/vybor_tehnologicheskih
2.https://studwood.ru/1842988/tovarovedenie/vybor_tehnologicheskih








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

