
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.03.01«Разработка технологических процессов изготовления деталей машин» Лекция 20: «Влияние обрабатываемого материала и режимов резания на шероховатость поверхности».
Категория:
Технология
22.04.2020 20:55

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.03.01«Разработка технологических процессов изготовления деталей машин» Лекция 20: «Влияние обрабатываемого материала и режимов резания на шероховатость поверхности».»
| Курс лекций по дисциплине |
| МДК.03.01«Разработка технологических процессов изготовления деталей машин» |
| Лекция 20: «Влияние обрабатываемого материала и режимов резания на шероховатость поверхности». |
На качество поверхности в процессе механической обработки оказывают влияние свойства обрабатываемого материала, режимы резания, геометрические параметры инструмента и другие факторы.
Обрабатываемый материал. Шероховатость поверхности зависит от структуры и деформации материала, состояния его поверхностного слоя и т, п.
После обработки у вязких металлов шероховатость при прочих равных условиях получается больше, чем у хрупких металлов. Шероховатость поверхности уменьшается, если стальные заготовки предварительно подвергаются термической обработке. Например, после нормализации углеродистой конструкционной стали марки 45 шероховатость уменьшается почти в 2 раза.
Наклеп на поверхностном слое металла' способствует уменьшению шероховатости поверхности.
В результате деформаций, возникающих в поверхностном слое металла в процессе резания, дно впадины и вершина выступа после прохода инструмента поднимаются. Соотношения разнохарактерных деформаций, возникающих при обработке любой поверхности, не остаются постоянными, и поэтому на разных участках поверхности то вершины выступов поднимаются больше, чем дно впадины, то наоборот. Это приводит к различной шероховатости поверхности в отдельных местах, т. е, к снижению ее качества.
Режимы резания.
Шероховатость поверхности резко возрастает с увеличением подачи. При увеличении подачи увеличивается и глубина наклепа. При точении резцами с широкой режущей кромкой продольная подача не влияет на шероховатость поверхности.
Необходимо отметить, что при малых подачах уменьшение подачи незначительно сказывается на снижении шероховатости. Поэтому при чистовом точении практически бесцельно уменьшать подачи ниже 0,05— 0,15 мм/об.
Глубина резания не влияет на шероховатость поверхности.
При очень малых глубинах резания (t=0,02— 0,04 мм) из-за притупления режущей кромки инструмент перестает нормально резать, и возникающие при этом вибрации резко увеличивают шероховатость.
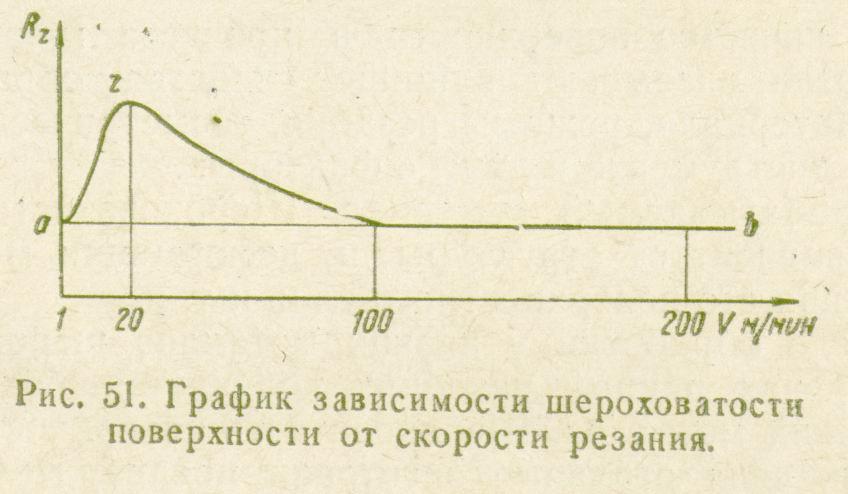
Рис. 51. График зависимости шероховатости поверхности от скорости резания.
На шероховатость поверхности оказывает воздействие скорость резания. При низких скоростях резания нарост отсутствует, и шероховатость бывает незначительной. При скоростях резания порядка v = 20—30 м/мин, когда нарост достигает наибольшей величины, шероховатость возрастает. При дальнейшем повышении скоростей резания (при прочих неизменных условиях) шероховатость поверхности уменьшается. Она станет стабильной, когда скорость резания достигнет более 100—150 м/мин.
На рис. 51 приведен график зависимости шероховатости поверхности ^г от скорости резания. Высота неровностей до линии ab образуется в результате действия других причин, а увеличение шероховатости выше линии ab происходит из-за наростообразования.
Глубина наклепа возрастает с увеличением скорости резания, но при скоростях резания выше 200 м/мин она уменьшается.
Шероховатость поверхности увеличивается при сверлении со скоростями резания v = 15—25 м/мин, а при зенкеровании — V = 20—30 м/мин. Наименьшая шероховатость поверхности при развертывании получаете*} при v=4—8 м/мин.
Жесткость технологической системы оказывает существенное влияние на шероховатость поверхности. При недостаточной жесткости системы в процессе резания возникают вибрации, которые усиливают шероховатость поверхности.
При неизменной характеристике жесткости станка и инструмента шероховатость поверхности зависит от формы и размеров заготовки, а также от способа закрепления ее. При консольном закреплении шероховатость увеличивается на свободном конце заготовки; при обработке в центрах с вращающимся задним центром шероховатость поверхности возрастает у заднего центра при длине заготовки l до 15d (диаметров). А при большей длине заготовки шероховатость поверхности увеличивается от заднего центра к середине ее длины и затем уменьшается по мере приближения к переднему центру. Шероховатость изменяется также при креплении заготовки в патроне с поддержкой задним вращающимся центром.
Смазочно-охлаждающая жидкость. Значительное влияние на процесс образования неровностей поверхности оказывает применяемый при ее обработке состав охлаждающей жидкости. Наилучшие результаты получаются, если в охлаждающей жидкости содержатся минеральные масла и другие вещества, повышающие ее смазочные свойства.
Влияние режимов резания на шероховатость поверхности
Шероховатость поверхности зависит от метода обработки, режима обработки, геометрических параметров, качества поверхности, режущего инструмента, жесткости системы, применения СОЖ и т.д.
![]()
Rz – шероховатость поверхности
Rp – расчетная высота шероховатости – доля высоты параметра шероховатости, вычисленная по поперечной подаче
Rпл – доля высоты параметра шероховатости, полученная вследствие пластической деформации
Ry – доля высоты параметра шероховатости, связанная с упругим восстановлением после прохождения инструмента
Rл – доля высоты параметра шероховатости, обусловленная качеством лезвия инструмента
Rcm – доля высоты параметра шероховатости, получаемая вследствие повреждения поверхности при отхождении стружки
Rж – доля высоты параметра шероховатости, имеющаяся вследствии недостаточной жесткости системы
Скорость резания, за исключением процесса наростообразования, на шероховатость поверхности влияния не оказывает. Таким образом, для обеспечения заданного качества поверхности при обработке вязких материалов нужно работать в скоростях, исключающих диапазон наростообразования.

Глубина резания практически не влияет на шероховатость обработанной поверхности. Исключения составляют случаи малых глубин и образования корки на поверхности металла.
Следует отметить, что при обработке заготовок с литейной коркой увеличение глубины резания приводит к повышению качества обрабатываемой поверхности, так как глубина превышает толщину корки.
Подача. В основном, именно она определяет шероховатость поверхности. При этом наиболее ярко зависимость проявляется при обработке однолезвийным инструментом (1). При обработке многолезвийным инструментом зависимость неярко выражена (2).

В общем случае, шероховатость поверхности определяется как след режущего инструмента
![]()
![]()
Поэтому шероховатость, а, следовательно, качество обработанной поверхности определяется геометрией режущего инструмента и качеством его режущих кромок. При этом наибольшее значение имеют углы в плане и радиус при вершине.

При обработке имеет место 2 вида шероховатости: поперечная, как след инструмента – в направлении движения подачи и продольная, как результат вибрации системы в процессе обработки – в направлении движения резания. Как правило, продольная шероховатость в 2-3 раза меньше, чем поперечная.
На шероховатость также влияет жёсткость технологической системы: чем больше податливость детали, тем больше шероховатость. Шероховатость во многом определяет эксплуатационные свойства изделия. Особенно проявляется её влияние при обеспечении жёсткости стыков, работе в условиях смазки и т.д.
Непараметрический подход к оценке и контролю микрогеометрической поверхности детали:
в качестве критериев используются графические изображения, функции, плотности распределений, углы наклона профилей либо сами профили или микротопографии поверхностей
нормированию подлежат конкретные функциональные связи, их представляют как значения шероховатости в виде стандартных номеров
при экспериментальном определении наилучшего микрорельефа для конкретного функционального свойства фиксируют технологию их получения
контроль микрогеометрии серийной продукции проводится наложением графического изображения функции контролиоруемой поверхности на эталонное изображение этой функции, профиля или микротопографии
Величина поля допуска меняется в зависимости от требований.

Если графическое изображение функции контролируемой поверхности не выходит за пределы поля допуска, значит его микрорельеф близок к оптимальному (эталонному). Современные программные средства позволяют в автоматическом режиме сравнивать и устанавливать степень различия не только сравниваемых графических изображений функций, но и самих профилей и даже микротопографий поверхностей. Непараметрический метод оценки и контроля микрогеометрии не только позволяет сравнительно просто решать задачи ее оптимизации для любого конкретного функционального свойства, но и более достоверно исследовать и устанавливать закономерности влияния микрогеометрии на эти свойства, и, что не менее важно, закономерности влияния различных факторов на формирование и изменение самой микрогеометрии. Достаточно сказать, что благодаря использованию непараметрических критериев оценки микрогеометрии поверхностей трения, удалось установить непрерывный, циклический характер ее изменения, вопреки укоренившемуся мнению о так называемой «равновесной», стабильной и независимой от исходного состояния микрогеометрии в парах трения-скольжения. Уже несколько десятилетий практически во всех странах мира стандартизованы методы оценки микрогеометрии поверхности по ее профилю. Профили поверхностей получают с помощью приборов так называемого «ощупывающего» типа, схема работы которых представлена на рисунке. Как видно из рисунка, тонко заостренная алмазная игла датчика «протаскивается» по поверхности, повторяя ее выступы и впадины.

Таким образом, мы получаем профиль поверхности, по которому судим о ее микрогеометрии. Из-за метрологических проблем отклонения реальной поверхности от идеальной приходиться искусственно делить на три категории: отклонения формы, волнистость и шероховатость. При измерении и контроле шероховатости длина ощупывания (профиля), в основном существенно меньше размеров всей поверхности, поэтому отклонения формы на коротких участках компенсируются установкой контролируемого участка поверхности в «горизонт» и фактически фиксируются шероховатостью на фоне волнистости.

Вопросы для самопроверки
| 1 | На качество поверхности в процессе механической обработки оказывают влияние ….. |
| 2 | Шероховатость поверхности резко возрастает с …. |
| 3 | Как влияет глубина резания на шероховатость поверхности? |
| 4 | Что происходит с наклепом с увеличением скорости резания? |
| 5 | Жесткость технологической системы оказывает – ли влияние на шероховатость поверхности? |
| 6 | При неизменной характеристике жесткости станка и инструмента шероховатость поверхности … |
| 7 | Влияние скорости резания на шероховатость поверхности |
| 8 | Влияние подача на шероховатость поверхности |
| 9 | Непараметрический подход |
Использован материал:
https://studfile.net/preview/7202978/page:35/
https://lektsii.com/2-16479.html
ДОМАШНЕЕ ЗАДАНИЕ
1.Ответить на вопросы письменно
2. Пройти тестирование по теме лекции








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

