
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине: МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 41. «Наладка и настройка станка на обработку сложных поверхностей»
Категория:
Технология
06.10.2020 16:07

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 41. «Наладка и настройка станка на обработку сложных поверхностей»»
Курс лекций по дисциплине:
МДК.03.01 «Реализация технологических процессов изготовления деталей машин»
Лекция № 41. «Наладка и настройка станка на обработку сложных поверхностей»
Обработка шлицевых поверхностей
Шлицевые соединения применяют для посадок с натягом или зазором деталей различного назначения (зубчатых колес, шкивов, втулок и др.) на валах. По сравнению со шпоночными шлицевые соединения имеют ряд преимуществ: лучшее центрирование и направление, более высокая прочность.
Применяют прямоугольную, эвольвентную и треугольную форму шлицев. Наибольшее применение находят прямоугольные шлицевые соединения. Центрирование шлицевого вала и втулки осуществляют тремя способами: по боковым поверхностям шлицев, по внутреннему диаметру и по наружному диаметру.
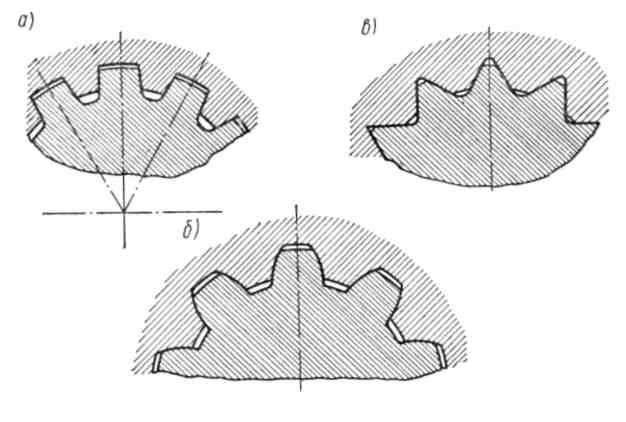
Рис.15.3. Виды шлицевых соединений а – прямоугольные; б – эвольвентные; в – треугольные
Шлицевые поверхности на валах получают в основном фрезерованием. Реже применяют строгание и накатывание.
Фрезерование пазов осуществляют дисковыми или специальными фрезами, но более точным и производительным методом является фрезерование червячной фрезой методом обкатки.
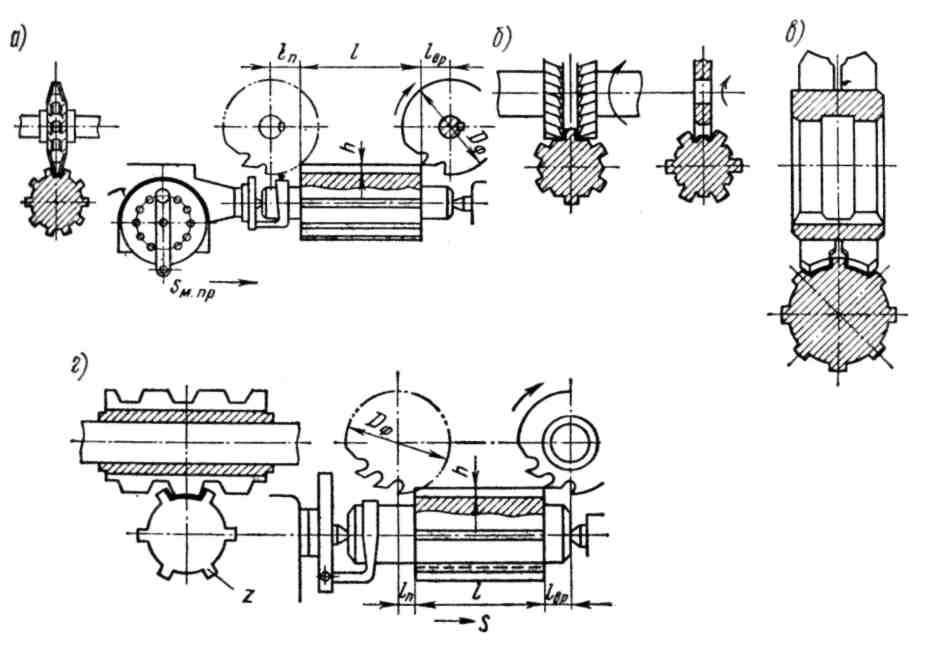
Рис.15.4. Способы фрезерования шлицев валов
а – шлицевой дисковой фрезой; б – двумя фрезами; в – двумя фасонными фрезами; г – шли-цевой червячной фрезой
В зависимости от способа центрирования требуется обработка шлифованием наружного или внутреннего диаметра и боковых поверхностей шлицев. Шлифование наружного диаметра осуществляется на обычных круглошлифо-вальных станках.

Рис.15.5. Шлифование шлицев валов а – фасонным кругом; б – в две операции; в – тремя кругами
При центрировании по внутреннему диаметру наиболее производителен метод шлифования фасонным кругом или одновременное шлифование несколькими кругами.
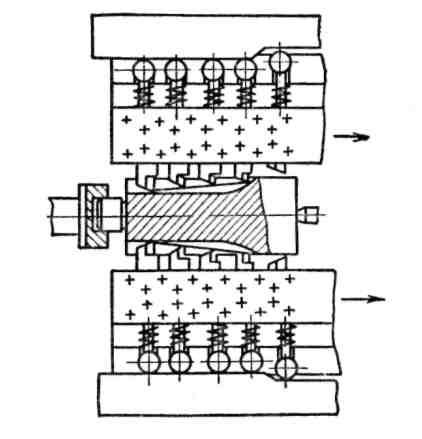
Рис.15.6. Протягивание шлицев двумя блочными протяжками
Обработка шлицевых отверстий осуществляется протягиванием. После протягивания получается достаточная точность и шероховатость поверхности и шлифование не требуется. Только после термообработки при центрировании по внутреннему диаметру шлифуется внутренняя поверхность шлицев.

1 – корпус; 2 – накатной ролик; 3 – обрабатываемая деталь; 4 – сегмент Рис.15.7. Накатывание шлицев накатной головкой
Накатывание шлицев без нагрева осуществляется роликами, имеющими профиль впадины шлицев. Вращающиеся на осях ролики (диаметром 100 мм) по одному на каждый шлиц расположены радиально в сегментах 4 массивного корпуса 1 накатной головки. При передвижении головки по детали 3 свободно вращающиеся ролики 3, вдавливаясь в поверхность вала, образуют на ней шлицы. Все шлицы накатываются одновременно.
Для протягивания сквозных шлицев на валах применяют специальные протяжки с профилем впадины. Каждый шлиц протягивается поочередно с применением делительного устройства на горизонтально-протяжных станках.
При помощи специального приспособления, выводящего протяжку из зацепления со шлицем в конце рабочего хода (например, копира), можно протягивать и несквозные шлицы (рис.15.6).
Обработка фасонных пазов
Станочные Т-образные пазы фрезеруют за две операции: дисковой фрезой и грибковой фрезой. Угловые пазы (ласточкин хвост) после фрезерования дисковой фрезой обрабатывают угловой фрезой на вертикально-фрезерном станке с поворотной головкой.

Рис. 15.8. Схемы фрезерования пазов
а – паза под сегментную шпонку; б – проушины концевой фрезой; в – Т-образного паза грибковой фрезой; г – паза типа ласточкина хвоста угловой фрезой
Контрольные вопросы
| 1 | Основные виды зубчатых колес |
| 2 | Метод копирования |
| 3 | Метод обкатки |
| 4 | Протягивание зубьев |
| 5 | Способы чистовой отделки зубчатых колес |
Использован материал:
https://cyberpedia.su/15xfd50.html
Домашнее задание
Письменно ответить на вопросы
Пройти тест по теме
Литература
1. М.Е. Егоров, В.И. Дементьев, В.И. Дмитриев. Технология машинострое
ния. – М.: Высшая школа, 1976. – 534 с.
2. Технология машиностроения. В 2 т. Т.1. Основы технологии машиностроения. Под ред. А.М. Дальского. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. – 564 с.
3. Технология машиностроения. В 2 т. Т.2. Основы технологии машиностроения. Под ред. А.М. Дальского. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. – 564 с.
4. И.М. Колесов. Основы технологии машиностроения. – М.: Высшая школа, 2001. – 591 с.
5. Данилевский В.В. Технология машиностроения. – М.: Высшая школа, 1967. – 587 с.
6. Технология машиностроения. В 2 кн. Кн.1. Основы технологии машиностроения. Под ред. С.Л. Мурашкина. –М.: Высш. шк., 2005. – 278 с.
7. Технология машиностроения. В 2 кн. Кн.2. Производство деталей машин. Под ред. С.Л. Мурашкина. –М.: Высш. шк., 2005. – 295 с.
8. Методические указания к выполнению индивидуальных заданий по курсу " Технологические основы машиностроения" для студентов специальности 7.090220 / Сост. И.М. Генкина – Северодонецк, СТИ, 2000. – 40 с.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

