
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 32 «Способы установки и выверки на токарных станках»
Категория:
Технология
13.09.2021 13:54

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 32 «Способы установки и выверки на токарных станках»»
| Курс лекций по дисциплине МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 32 «Способы установки и выверки на токарных станках»
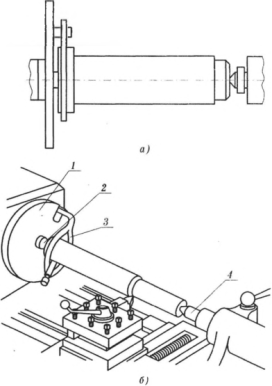
Способ установки и закрепления заготовок на токарных станках зависит от формы и размеров заготовки. По этим признакам разделим заготовки на три характерные группы: заготовки типа валов, заготовки типа гильз и пустотелых валов, заготовки типа втулок и дисков. Для каждой обозначенной группы рассмотрим используемые способы закрепления. Заготовки типа валов на токарных станках могут быть установлены следующими способами: 1. В центрах с поводковым устройством (рис. 9.2). Это наиболее распространённый способ установки валов диаметром до 150 мм в условиях мелкосерийного и единичного производства. Поводковое устройство предназначено для передачи вращения от шпинделя к заготовке, установленной в центрах.
Рис. 9.2. Установка вала в центрах с поводковым устройством: а — схема установки; б — фрагмент точения вала: 1 — планшайба; 2 — передний центр; 3 — токарный поводковый хомутик; 4 — задний центр В качестве поводкового устройства могут использоваться различные приспособления: от самых простейших (токарный хомутик) до более сложных: самозажимной поводковый патрон или поводковая оправка. Точность установки составляет 0,03 мм. 2. В патроне с поджатием задним центром (рис. 9.3). Данная схема установки обеспечивает большую жёсткость заготовки по сравнению с предыдущей. Вращающий момент передаётся от шпинделя к заготовке токарным патроном. В зависимости от требуемой точности обработки и формы детали используют кулачковые или цанговые патроны.
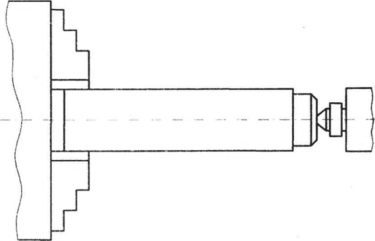
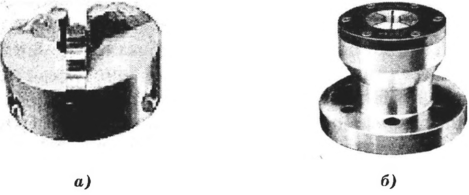
Рис. 9.3. Установка вала в патроне с поджатием задним центром По числу кулачков различают двух-, трёх- и четырёхкулачковые патроны. Наибольшее распространение в производственной практике получили трёхкулачковые патроны (рис. 9.4, а) как наиболее удобные и надёжные для закрепления деталей цилиндрической формы; они обеспечивают погрешность центрирования до 0,2 мм. Двух- и четырёхкулачковые патроны используют для закрепления деталей сложной конфигурации: фасонных, несимметричных или эксцентричных (отливки, поковки, арматура и т.п.), при этом четырёхкулачковые патроны обеспечивают более высокую точность установки (до 0,05 мм). Кулачковые патроны могут быть самоцентрирующими и с независимым перемещением кулачков. Двух- и трёхкулачковые патроны обычно самоцентрирующие, а четырёхкулачковые — с независимым перемещением кулачков. По типу привода патроны могут быть ручные и механизированные, а по конструкции — клиновые, рычажные, рычажно-клиновые, винтовые, спирально-реечные
Рис. 9.4. Токарные патроны: а — трехкулачковый; б — цанговый . Если необходимо обеспечить более точную обработку, то используют цанговые патроны (рис. 9.4, б) с погрешностью установки до 0,05 мм.
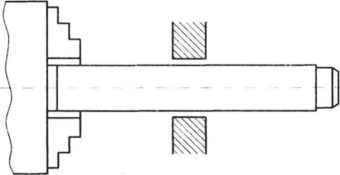
Рис. 9.5. Установка вала в патроне и неподвижном люнете 3. В патроне и не под вижном люнете (рис. 9.5). сгот способ применяется при подрезке торца, сверлении, центровании, растачивании или других видах работ, производимых со стороны правого торца заготовки. Погрешность установки составляет 0,03 мм. Люнеты используют также для повышения жёсткости заготовки, при обработке длинных валов, например в центрах. Люнеты могут быть подвижные и неподвижные. Неподвижный люнет устанавливают на направляющих станка. В момент обработки детали он неподвижен. Подвижный люнет крепят к суппорту, и во время обработки он перемещается вместе с суппортом, повышая жёсткость детали вблизи зоны резания. На рисунке 9.6 изображены подвижный и неподвижный люнеты.
Рис. 9.6. Подвижный и неподвижный люнеты 4. В переднем чашечном центре с поджатием задним центром (рис. 9.7, а). Такой способ установки используется для валов диаметром до 60 мм в условиях серийного производства. В зависимости от точности обработки применяются разные чашечные центры. Черновое обтачивание ведётся при закреплении в рифлёном чашечном центре. Точность установки составляет 0,3 мм. Чистовое обтачивание — в гладком чашечном центре. Для этого на торце детали предварительно снимается фаска под углом 45°. Точность установки в этом случае составляет 0,05 мм. 5. Без хомутика с помощью переднего поводкового рифле ного центра (рис. 9.7, б). Используется в серийном производстве при получистовой и чистовой обработке валов диаметром до 60-70 мм. Точность установки составляет 0,1 мм. Обработка ведётся на проход без переустановки. 6. В обратных центрах (рис. 9.8). Используются для валов малых диаметров — до 15 мм. Для осуществления установки на
Рис. 9.7. Установка вала с использованием поводкового центра: а — чашечного; б — рифлёного
Рис. 9.8. Установка вала в обратных центрах заготовке необходимо предварительно выполнить торцовые конусы под углом 60°. Задний центр может быть жёстким (при скоростях вращения шпинделя до 150 об/мин) или вращающимся (при скоростях вращения шпинделя свыше 150 об/мин). Заготовки типа гильз и пустотелых валов на токарных станках могут быть установлены следующими способами: 1. На зубчатом (рифлёном) и грибковом центрах (рис. 9.9). Применяется для черновой обработки заготовок с отверстиями диаметрами до 200 мм. Точность установки — 0,5 мм.
Рис. 9.9. Установка пустотелого вала на зубчатом и грибковом центрах 2. На конусной оправке и грибковом центре (рис. 9.10). Используется при получистовой и чистовой обработке заготовок с отверстиями до 200 мм. Точность установки 0,05-0,1 мм.
Рис. 9.10. Установка пустотелого вала на конусной оправке и грибковом центре 3. В кулачковых патронах с поджатием грибковым цент ром (рис. 9.11). Применяется при получистовой и чистовой обработке пустотелых заготовок с отверстиями диаметром более 200 мм. В кулачках патрона также заготовки закрепляются на «разжим». Точность установки до 0,2 мм.
Рис. 9.11. Установка пустотелого вала в патроне с поджатием грибковым центром 4. На центровых пробках ила распорках с закреплением в пат роне (рис. 9.12, 9.13). Применяется при черновой, получистовой и чистовой обработке заготовок с различными диаметрами. При диаметрах, превышающих 300 мм, используют регулируемые распорки — крестовины (рис. 9.12); погрешность установки — 0,5 мм. При небольших диаметрах применяются цельные или разжимаемые пробки (рис. 9.13), погрешность установки — 0,03 мм.
Рис. 9.12. Установка пустотелого вала на распорках
Рис. 9.13. Установка вала на центровых пробках 5. В патроне и неподвижном люнете (рис. 9.14). Используется при изготовлении деталей разных параметров при необходимости вести обработку с торца. Заготовки типа втулок и дисков на токарных станках могут быть установлены следующими способами: 1. В универсальном самоцентрирующем трёхкулачковом патроне (рис. 9.15). Возможно несколько способов закрепления: за наружную цилиндрическую поверхность (рис. 9.15, а, б) в распор за внутреннюю цилиндрическую поверхность (рис. 9.15, в). В общем случае точность не превышает 0,1 мм.
Рис. 9.14. Установка пустотелого вала в патроне и неподвижном люнете
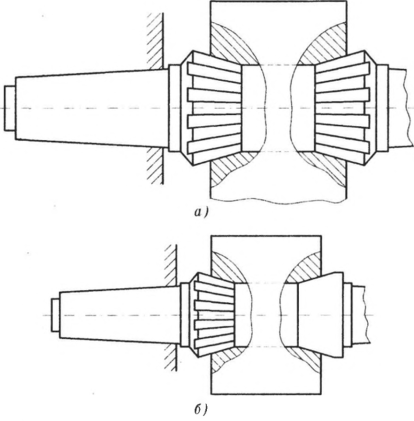
Рис. 9.15. Установка втулок и дисков в патроне Для деталей, имеющих фасонную наружную поверхность, используют самоцентрирующиеся патроны со специальными кулачками. Возможно применение также специализированных патронов, имеющих более высокую точность и меньшее время установки заготовки. 2. На зубчатых (рифлёных) центрах (рис. 9.16). Установка на двух рифлёных центрах (рис. 9.16, а) или на переднем рифлёном и гладком заднем центрах (рис. 9.16, б) осуществляется при черновом обтачивании заготовок с грубо обработанными или необработанными отверстиями. Обтачивание наружной поверхности можно вести на проход.
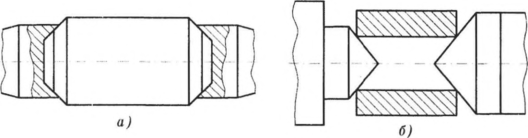
Рис. 9.16. Установка втулок и дисков в рифлёных центрах 3. На гладких центрах и в специальных приспособлениях, где закрепление заготовки осуществляется силами трения (рис. 9.17). Данный способ установки применяется при чистовой обработке наружных поверхностей заготовок небольших размеров при малых сечениях стружки. При этом на цилиндрических поверхностях заготовки у торцов должны быть предварительно обработаны фаски, по которым базируются конусные поверхности обратных (рис. 9.17, а) или прямых (рис. 9.17, б) центров. Закрепление осуществляется за счёт осевого усилия, передаваемого задним центром. Данный способ обеспечивает высокую точность установки.
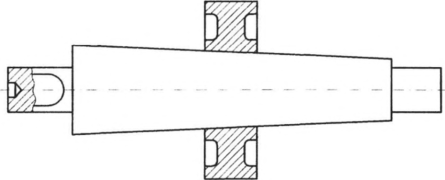
Рис. 9.17. Установка втулок и дисков в гладких центрах 4. На центровых оправках (рис. 9.18). На простейших центровых оправках закрепление заготовок осуществляется заклиниванием их на конической (рабочей) части оправки. Точность установки 0,03 мм. В серийном и массовом производстве применяют усовершенствованные оправки: с роликовым креплением, гидравлического действия и др.
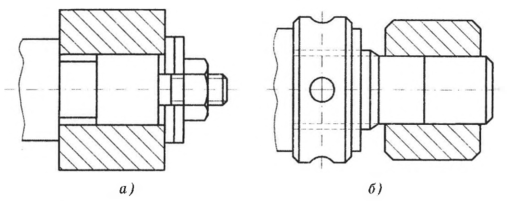
Рис. 9.18. Установка втулок и дисков на центровых оправках 5. На консольных оправках (рис. 9.19). Консольные шпиндельные оправки используют в мелкосерийном производстве. На простейших оправках заготовка закрепляется при помощи гайки и быстросъёмной шайбы (рис. 9.19, а) или же заклиниванием заготовки на конической (посадочной) части оправки (рис. 9.19, б). В серийном и массовом производстве применяют усовершенствованные типы оправок: цанговые, роликовые, гидравлического и пневматического действия. Они обеспечивают лучшее центрирование заготовки, большую точность и высокую производительность обработки.
Рис. 9.19. Установка втулок и дисков на консольных оправках |
Положение детали на станке определяется положением ее технологических базовых поверхностей или разметочных рисок.
Выверкой называется комплекс проверок и поправок положения детали.
При выверке необходимо соблюдать следующие правила:
1) если растачивание будет производиться при подаче шпинделя, то и проверка должна вестись относительно перемещения шпинделя в этом направлении;
2) если растачивание будет производиться при подаче стола, то и проверка должна вестись относительно перемещения стола в том же направлении.
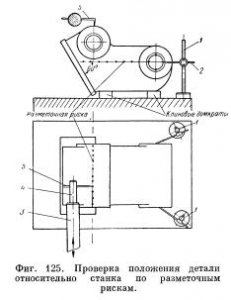
Проверка положения детали в горизонтальной плоскости. Когда устанавливаемая деталь не имеет обработанных поверхностей, параллельных плоскости стола (фиг. 125), она выверяется по разметочным рискам.
Выверка в горизонтальной плоскости по разметочным рискам производится относительно плоскости стола с помощью рейсмуса 1 с закрепленной в нем чертилкой 2.
Рейсмус перемещается по плоскости стола на другую сторону детали, и производится сличение совмещения острия чертилки с риской.
Точность выверки по рискам составляет 0,3—0,4 мм.
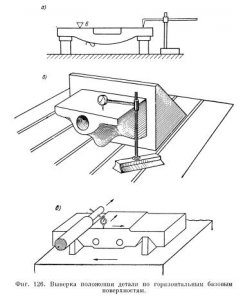
Детали, устанавливаемые на стол необработанными поверхностями, но имеющие обработанные базовые поверхности, расположенные в горизонтальной плоскости, должны быть выверены по этим обработанным поверхностям.
Выверка может быть выполнена тремя способами: с помощью рейсмуса от плоскости стола (фиг. 126, а); с помощью индикатора (фиг. 126, б); с помощью индикатора, закрепленного на оправке, вставленной в шпиндель (фиг. 126, в).
При выверке с помощью рейсмуса с чертилкой можно на выверяемую поверхность положить полоску тонкой бумаги и легко защемить ее между чертилкой и деталью. Перемещая рейсмус вдоль и поперек выверяемой поверхности, сличают одинаковость защемления бумаги.
Выверка индикатором проще и надежнее; точность такой выверки составляет 0,03—0,04 мм.
Проверка положения детали в вертикальной плоскости. Когда выверяемая деталь не имеет обработанных базовых поверхностей в вертикальной плоскости, ее положение проверяется по разметочным рискам.
В шпиндель 3 (фиг. 125) вставляется оправка 4 и в ней закрепляется изогнутая чертилка 5. Острие чертилки совмещается с риской при перемещении шпинделя или стола в направлении подачи.
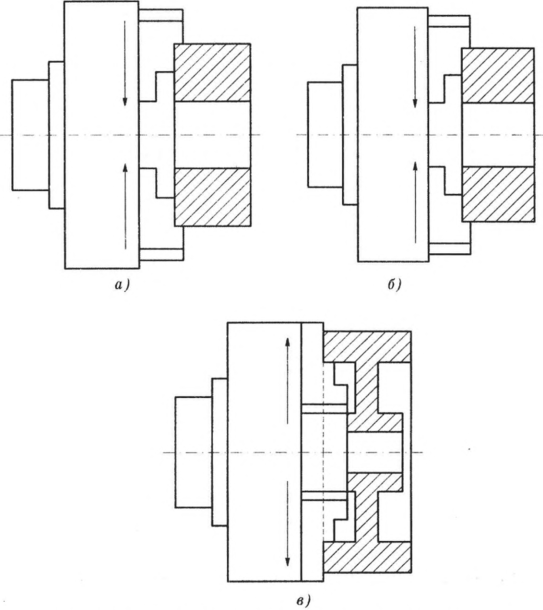
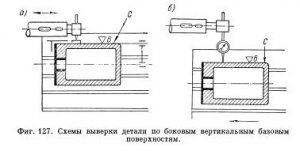
Выверка детали по боковым базовым обработанным поверхностям в вертикальной плоскости, если требуется расточить отверстие так, чтобы оно было параллельно боковой базовой поверхности С (фиг. 127, а, б), и обработать поверхность, может производиться тремя способами:
а) чертилкой — на параллельность перемещения шпинделя вдоль его оси или стола в направлении, параллельном оси шпинделя (фиг. 127, а);
б) индикатором, закрепленным для такой же проверки (фиг. 127, б);
в) с помощью плоскопараллельных измерительных плиток — на параллельность относительно цилиндрической поверхности шпинделя.
При проверке с помощью плоскопараллельных плиток шпиндель выдвигается так, чтобы он находился на небольшом (10—20 мм) расстоянии от боковой базовой поверхности; при таком положении шпинделя производят измерение набором плоскопараллельных плиток в двух крайних участках (плитки вводятся между шпинделем и базовой поверхностью).
Точность этого способа проверки находится в пределах 0,05—0,10 мм.
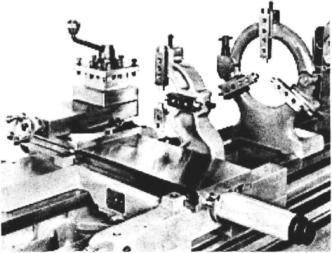
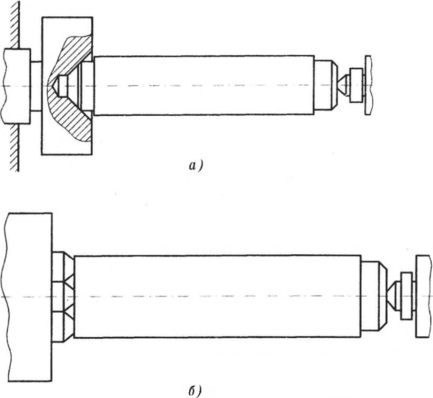
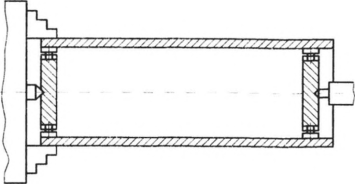
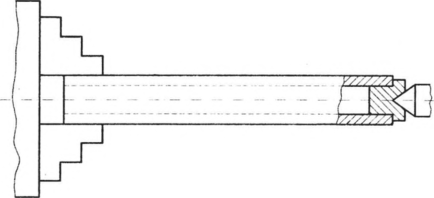
Проверка положения торцовых поверхностей детали. Имеются детали, у которых растачиваемые отверстия должны быть точно перпендикулярны ранее обработанным торцовым поверхностям. Пример такой детали показан на фиг. 128, а. При растачивании отверстия подачей шпинделя выверка может быть выполнена с помощью несложного приспособления, называемого «перекидкой» (фиг. 128, б).
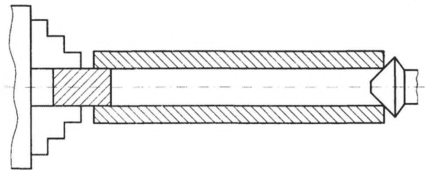
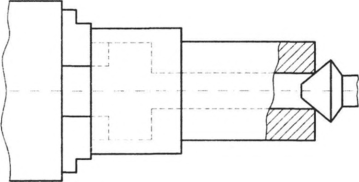
Перекидка состоит из корпуса оправки с конусным хвостовиком 2, стержня 3, винта 1 для закрепления стержня 3, колодки 4 для закрепления индикатора 5.
В процессе проверки замечается показание стрелки индикатора при касании с плоскостью А, когда стержень 3 расположен горизонтально в положении I (фиг. 128, а), затем шпиндель поворачивают на 180° и показание в положении II сравнивают с показанием в положении I. Если показания одинаковы, то поверхность перпендикулярна шпинделю в горизонтальной плоскости. После этого перекидку ставят так, чтобы стержень 3 занял вертикальное положение, и затем осуществляется аналогичная проверка в вертикальной плоскости.
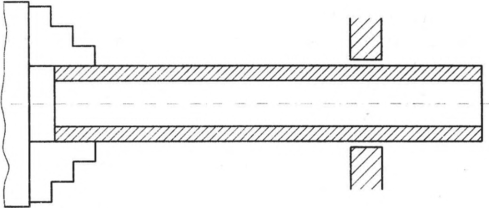
Менее точной проверкой перпендикулярности торцовой поверхности шпинделю в горизонтальном и вертикальном направлениях является проверка с помощью контрольного угольника 1 (фиг. 128, в). К цилиндрической образующей поверхности шпинделя прикладывается угольник так, чтобы он занимал горизонтальное положение.
Точность проверки угольником в пределах 0,05 мм.
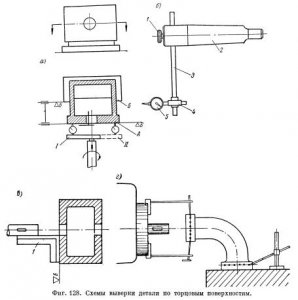
Если торцовая поверхность А (фиг. 128, а) должна быть обработана путем фрезерования на расточном станке, причем так, чтобы она была точно параллельна базовой поверхности Б, выверка положения детали производится от базовой поверхности на параллельность последней перемещению стола в поперечном направлении. С этой целью индикатор, закрепленный на оправке в шпинделе, вводится в контакт с поверхностью Б, а столу сообщается поперечное перемещение.
При фрезеровании торцовых и боковых поверхностей выверка деталей по базовым поверхностям должна производиться на их параллельность поперечным перемещениям стола и вертикальным перемещениям шпиндельной бабки.
На фиг. 128, г показана схема выверки с помощью рейсмуса по разметочной риске в случае подрезания круглой торцовой поверхности резцом.
Выверка детали по ранее расточенному отверстию. На практике встречаются случаи, когда у детали уже имеется точно расточенное отверстие I и требуется обработать другое отверстие II, которое должно быть строго параллельно этому отверстию.
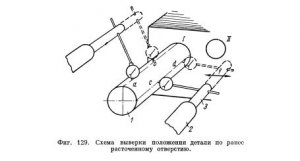
В таких случаях ранее расточенное отверстие является технологической базой. В него вставляется контрольный валик 1 (фиг. 129) или контрольные втулки с валиком так, чтобы между ним и отверстием не было никакого зазора. Валик должен выступать из отверстия не менее чем на одну треть длины базового отверстия, но не менее чем на 200—250 мм, и находиться в отверстии на длине, равной не менее 2,5 диаметра.
Вначале выверяется положение детали в горизонтальной плоскости. С этой целью в шпиндель 2 станка вставляется оправка 3 с закрепленным на ней индикатором.
Мерительный штифт индикатора вводится в контакт с цилиндрической поверхностью валика в точке а. Наибольшее отклонение стрелки индикатора определяется перемещениями в направлении стрелки f. После этого шпиндель (или стол) перемещают так, чтобы штифт индикатора коснулся точки b.
Показания в точках а и b сравниваются; если они одинаковы, то деталь занимает правильное положение в горизонтальной плоскости.
При выверке в вертикальной плоскости совмещают штифт индикатора с точкой с, а затем и с точкой d. Если показания одинаковы, это означает, что деталь выверена в вертикальной плоскости.
Особым примером является выверка по центральному, ранее обработанному отверстию детали соосно оси поворотного стола расточного станка.
Такая выверка необходима, когда требуется расточить отверстия, оси которых расположены в радиальном направлении и должны сходиться в общем центре.
Имеются два способа выверки для рассматриваемого случая.
1. В центральное отверстие детали вставляют короткий валик. Мерительный штифт индикатора, закрепленного в шпинделе на оправке, вводят в контакт с цилиндрической поверхностью валика. Стол станка совместно с установленной на нем деталью медленно поворачивают на 360°. Перемещением детали добиваются такого положения, при котором стрелка индикатора не отклоняется при повороте стола на какое-либо число градусов.
2. В центральное отверстие поворотного стола плотно вставляют специальный валик-цапфу, у которого диаметр участка, выступающего над поверхностью стола, равен диаметру центрального отверстия детали.
Деталь своим центральным отверстием насаживается на этот валик-цапфу и тем самым самоустанавливается соосно оси поворота стола.
Выше были изложены способы и методы выверки деталей относительно станка при применении универсальных установочных приспособлений или без таковых. Детали, установка которых производится в специальных приспособлениях или в кондукторах, отдельно не выверяются, так как их правильное положение гарантируется самими установочными приспособлениями. Специальные приспособления обычно используются для обработки одной вполне определенной детали. Выверка положения установочных приспособлений производится способами и методами, изложенными выше.
Использован материал:
1.https://studref.com/405746/agropromyshlennost/ustanovka_zakreplenie_zagotovok_tokarnyh_stankah
2. http://sv-barrisol.ru/tokar-rastochnik/342-vyverka-detali-otnositelno-stanka.html







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

