
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по МДК.01.01 «Технологические процессы изготовления деталей машин».Лекция 143. «Оформление технологической документации».
Категория:
Технология
20.09.2018 14:04

Просмотр содержимого документа
«Курс лекций по МДК.01.01 «Технологические процессы изготовления деталей машин».Лекция 143. «Оформление технологической документации».»
| Курс лекций по МДК.01.01 «Технологические процессы изготовления деталей машин» |
| Лекция 143. «Оформление технологической документации». |
В отечественном машиностроении с 1975 г. внедряется Единая система технологической подготовки производства. Основное назначение ЕСТПП заключается в установлении системы организации и управления процессов технологической подготовки производства.
Внедрение ЕСТПП вводит единый порядок и системный подход к выбору и применению методов и средств технологической подготовки производства, сокращает срок освоения производства и выпуска изделий высшей категории и требуемого качества; обеспечивает организацию машиностроительного производства высокой степени гибкости, допускающую возможность непрерывного его совершенствования и быструю переналадку на выпуск новых изделий.
ЕСТПП базируется на государственных стандартах, в том числе на стандартах Единой системы конструкторской документации (ЕСКД), Единой системы классификации и кодирования технико-экономической информации, Единой системы государственного управления качеством продукции (ЕС ГУКП), Государственной системы обеспечения единства измерений, а также на системе стандартов безопасности труда (ССБТ) и документации, регламентирующей и регулирующей технологическую подготовку производства (ТПП).
Комплекс графических и текстовых документов, определяющих технологию изготовления (ремонта) изделия, которые содержат данные для организации производственного процесса, называется технологической документацией. В машиностроении государственными стандартами установлена Единая система технологической документации (ЕСТД), являющаяся составной частью ЕСТПП.
ЕСТД определяет взаимосвязанные правила и положения о порядке разработки, оформления, комплектации и обращения технологической документации, разрабатываемой и применяемой всеми машиностроительными и приборостроительными предприятиями. Основное назначение стандартов ЕСТД — установление на всех предприятиях единых правил оформления и ведения технологической документации. ЕСТД обеспечивает стандартизацию обозначений и унификацию документации на различные виды работ, предусматривает возможность обмена между предприятиями технологическими документами без их переоформления, что обеспечивает стабильность комплектности документации, исключающую их повторную разработку предприятиями.
Основные технологические документы (ГОСТ 3.1102 − 81) подразделяют на документы общего и специального назначения. К первым относятся технологические документы, применяемые отдельно или включенные в комплекты документов на технологические процессы, независимо от характера технологических методов изготовления или ремонта изделий.
Таблица 2.
Основные технологические документы
| Вид документа | Наименование документа | Форма |
| Основной | Маршрутная карта (МК)* | 1, 1а, 16 |
| Карта технологического процесса (КТП)** | 1, 1а | |
| Операционная карта (ОК) | 2, 2а, 3 | |
| Карта наладки инструмента (КН/П) | 4,4а | |
| Карта кодирования информации (ККИ) | 5,5а | |
| Карта эскизов (КЭ) | 7а | |
| Вспомогательный | Карта заказа на разработку управляющей программы (КЗ/П)*** | 6, 6а |
| Ведомость обрабатываемых деталей (ВОД)*** | 7,7а |
Документами общего назначения являются карта эскизов (КЭ) и технологическая инструкция (ТИ).
КЭ — это графический документ, содержащий эскизы, схемы и таблицы, предназначенные для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия, включая контроль и перемещения.
ТИ — предназначена для описания технологических процессов, методов и приемов, повторяющихся при изготовлении изделий, правил эксплуатации средств технического оснащения и используется в целях сокращения объема разрабатываемой технологической документации.
Документы специального назначения посвящены описанию технологических процессов и операций в зависимости от типа и вида производства и заранее предусмотренных технологических методов изготовления или ремонта изделий (их составных частей). К числу обязательных документов такого рода относится маршрутная карта (МК). В ней дается полное описание технологического процесса, включая все технологические операции, а также контроль и перемещение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах.
Взамен маршрутной карты допускается использовать соответствующие карты технологического процесса (КТП). Она предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
Карта типового (группового) технологического процесса (КТТП) предназначена для описания типового (группового) технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах.
Для единичных технологических процессов разрабатывается операционная карта (ОК) и карта эскизов (КЭ). ОК содержится описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах.
Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса.
Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой), типа производства и степени использования разработчиком средств вычислительной техники и автоматизированной системы управления производством.
По степени детализации информации каждый из указанных видов технологических процессов предусматривает различное изложение содержания операции и комплектность документов.
В маршрутном технологическом процессе содержание операций излагается только в маршрутной карте без указания технологических переходов. Применяется в единичном и мелкосерийном типах производства.
В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами операции разрабатываются на операционных картах. Применяется в крупносерийном и массовом типах производства.
В маршрутно-операционном технологическом процессе предусматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляются на операционных картах.
При выполнении курсового и дипломного проектирования рекомендуется операционная или маршрутно-операционная степень детализации описания технологического процесса. Конкретно степень детализации описания технологического процесса оговаривается с руководителем проекта.
Технологической документацией называется комплекс графических и текстовых документов, определяющих технологию изготовления (ремонта) изделия, которые содержат данные для организации производственного процесса. В машиностроении государственными стандартами установлена Единая система технологической документации (ЕСТД). ЕСТД обеспечивает стабильность комплектности документации, исключающую их повторную разработку предприятиями.
Основные технологические документы подразделяются на документы общего и специального назначения.
Документами общего назначения являются карта эскизов (КЭ) и технологическая инструкция (ТИ).
Карта эскизов – графический документ, содержащий эскизы, схемы и таблицы, предназначенные для пояснения выполнения ТП, операции или перехода изготовления или ремонта изделия, включая контроль и перемещения. КЭ оформляется на каждую операцию и установ. На эскизе приводится схема установки заготовки, указываются размеры с допусками и шероховатость поверхностей, обрабатываемых на данной операции (установе), а также необходимые дополнительные сведения (требования к форме, взаимному расположению и т.д.).
Технологическая инструкция предназначена для описания ТП, методов и приемов, повторяющихся при изготовлении изделий, правил эксплуатации средств технологического оснащения.
Документы специального назначения предназначены для описания ТП и операций в зависимости от типа и вида производства и заранее предусмотренных технологических методов изготовления или ремонта изделий. К числу обязательных документов такого рода относится маршрутная карта (МК).
Маршрутная карта – документ, содержащий полное описание ТП изготовления изделия по всем операциям, включая контроль и перемещение изделия, в технологической последовательности с указанием данных об оборудовании, оснастке, материальных, трудовых и других затратах.
Взамен МК допускается использовать соответствующие карты технологического процесса (КТП). Она предназначена для операционного описания ТП изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о технологических средствах оснащения, материальных и трудовых затратах.
Для единичных ТП разрабатывается операционная карта (ОК), в которой содержится описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах.
Карта типового (группового) технологического процесса (КТТП) предназначена для описания типового (группового) ТП изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах.
Кроме указанных документов применяются: комплектовочная карта (КК), ведомость оснастки (ВО), ведомость технологических документов (ВТД), ведомость операций (ВОП) и др.
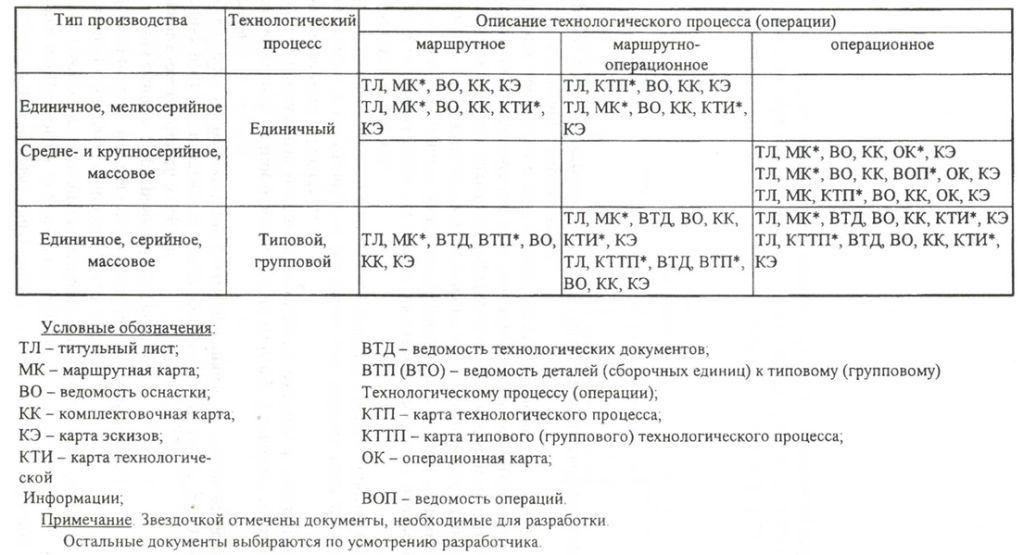
Степень подробности заполнения документации зависит от типа и характера производства, сложности и точности обрабатываемых изделий. В технологической документации могут быть приняты маршрутное, операционное и маршрутно-операционное описание.
Маршрутное описание ТП, при котором производится сокращенное описание всех технологических операций в маршрутной карте без указания переходов и технологических режимов. Маршрутное описание используется в единичном, мелкосерийном и опытном производствах.
Операционное описание ТП, при котором производится полное описание всех технологических операций с указанием переходов и технологических режимов. Операционное описание применяется в серийном и массовом производствах и для особо сложных и дорогих деталей в мелкосерийном и единичном.
Маршрутно-операционное описание ТП, при котором производится сокращенное описание технологических операций в маршрутной карте с полным описанием отдельных операций в других технологических документах. Маршрутно-операционное описание рекомендуется к применению в серийном, мелкосерийном и опытном производствах, когда изготовляемое изделие включает в себя отдельные сложные и точные детали.
Выбор комплекта форм документов для ТП производится в зависимости от типа и характера производства и видов разрабатываемых и применяемых ТП (табл. 1).
| Таблица 1. Комплекты форм документов для ТП в зависимости от типа и характера производства и видов разрабатываемых и применяемых ТП |
Вопросы для самопроверки
1. Назовите основные принципы проектирования ТП.
2. На какие виды подразделяются исходные данные для проектирования ТП?
3. Каковы критерии выбора варианта ТП?
4. Для каких деталей характерна разработка единичных ТП?
5. Чем характеризуется типовой ТП?
6. Чему способствует типизация ТП?
7. Назовите порядок проектирования групповых ТП?
8. Перечислите этапы проектирования операционного ТП.
9. Для каких производств применяется операционное описание ТП?
10.От чего зависит выбор комплектности документов для ТП






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

