
Кыргызстан, Бишкек


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 31.05.2020 09:55

Каныбек уулу Кубаныч Каныбекович
Учитель физики
30 лет
Местоположение
Специализация
Квантовая электроника
Категория:
Физика
26.04.2020 12:06

Просмотр содержимого документа
«Квантовая электроника»
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ КЫРГЫЗСКОЙ РЕСПУБЛИКИ КЫРЫГЗСКИЙ НАЦИОНАЛЬНЫЙ УНИВЕРСИТЕТ им. Ж. БАЛАСАГЫНА КАФЕДРА ЭЛЕКТРОНИКИ И ТЕОРЕТИЧЕСКОЙ ФИЗИКИ
СРС По дисциплине: Квантовая электроника Тема: Рубиновый лазер. Лазерное сверление материалов
Выполнил: студент гр. ФТФ(м) 1-19 Каныбек у. К. Проверил: к.ф.-м.н, доц. Токтогонов С. А.
Бишкек 2020 Рубиновый лазер
СРС По дисциплине: Квантовая электроника Тема: Рубиновый лазер. Лазерное сверление материалов
Выполнил: студент гр. ФТФ(м) 1-19 Каныбек у. К. Проверил: к.ф.-м.н, доц. Токтогонов С. А.
Бишкек 2020 Рубиновый лазер
Рубиновый лазер является первым квантовым генератором, работающим в оптическом диапазоне. В рубиновом лазере в качестве активного вещества используют монокристаллическкую окись алюминия Al2O3 с решеткой сапфира, в которой часть ионов алюминия Al+3 изоморфно замещены ионами Cr+3. Концентрация ионов хрома не превышает ~1,6·1019 ат/см3. При больших концентрациях происходит взаимодействие ионов Cr+3 между собой, что приводит к искажению энергетического спектра ионов.
Розовый цвет кристаллов обусловлен широкими полосами поглощения Cr+3. Генерация лазерного излучения происходит за счет переходов между уровнями ионов Cr+3 (рис. 3.1). Такие ионы называются активными.
Нижний уровень ![]() расщеплен энергетическим полем решетки на два двукратно вырожденных подуровня. Излучение накачки поглощается в двух широких полосах, соответствующих переходам активных атомов из основного состояния
расщеплен энергетическим полем решетки на два двукратно вырожденных подуровня. Излучение накачки поглощается в двух широких полосах, соответствующих переходам активных атомов из основного состояния![]() в состояния
в состояния![]() и
и![]() , которые происходят из терма свободного иона. Максимумы соответствующих полос поглощения расположены при 0,41 и 0,55 мкм, а ширина каждой из них составляет 100 нм. Эти полосы обозначены какY и U- полосы, сравнительно хорошо вписываются в спектр излучения ксеноновой лампы- накачки. Красный цвет кристаллического рубина как раз определяется наличием широких полос поглощения в синих и зеленых областях спектра.
, которые происходят из терма свободного иона. Максимумы соответствующих полос поглощения расположены при 0,41 и 0,55 мкм, а ширина каждой из них составляет 100 нм. Эти полосы обозначены какY и U- полосы, сравнительно хорошо вписываются в спектр излучения ксеноновой лампы- накачки. Красный цвет кристаллического рубина как раз определяется наличием широких полос поглощения в синих и зеленых областях спектра.
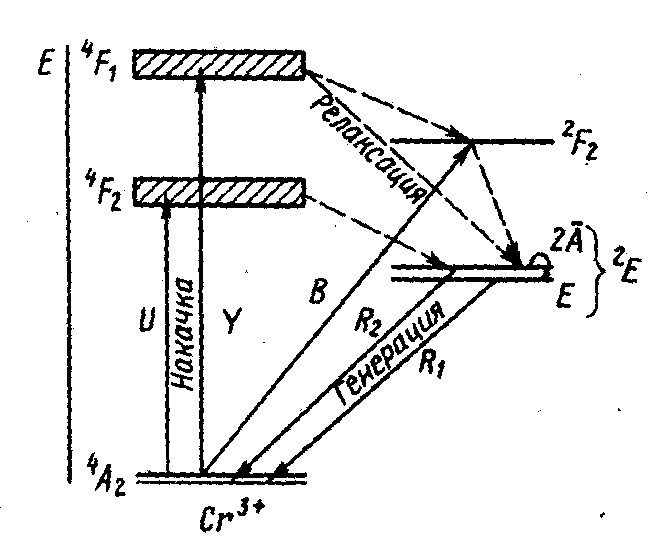
Рис. 3.1. Диаграмма энергетических уровней иона Cr+3 в рубиновом лазере.
Ниже полосы ![]() расположены уровни
расположены уровни![]() , также происходящие от терма свободного иона
, также происходящие от терма свободного иона![]() , включающие два подуровняE и
, включающие два подуровняE и ![]() . Электронные переходы с этих уровней в основное состояние определяют люминесценции рубина. Ее спектр состоит из двух однородно широкихR- линий с полушириной 300 ГГц:
. Электронные переходы с этих уровней в основное состояние определяют люминесценции рубина. Ее спектр состоит из двух однородно широкихR- линий с полушириной 300 ГГц: ![]() - 694,3 нм и
- 694,3 нм и![]() -692,9 нм. Генерация, как правило, наблюдается на
-692,9 нм. Генерация, как правило, наблюдается на![]() - линии, т.к. уровеньE заселен больше, чем
- линии, т.к. уровеньE заселен больше, чем ![]() .
.
Уровни ![]() метастабильны и характеризуются временем жизниτ ≈ 3 мс. Поэтому на них происходит накопление частиц и возможно получение инверсии населенностей.
метастабильны и характеризуются временем жизниτ ≈ 3 мс. Поэтому на них происходит накопление частиц и возможно получение инверсии населенностей.
Рубиновые лазеры, как правило, работают в импульсном режиме. Из-за низкого КПД (![]() ) они неэкономичны по сравнению с другими лазерами, работающими в непрерывном режиме. При работе в непрерывном режиме мощность излученияPнепр = 0,1…1 Вт.
) они неэкономичны по сравнению с другими лазерами, работающими в непрерывном режиме. При работе в непрерывном режиме мощность излученияPнепр = 0,1…1 Вт.
активированных неодимом
В настоящее время лазер на стекле, активированном ионами неодима ![]() , является одним из наиболее распространенных лазеров благодаря хорошей технологичности и низкой стоимости стеклянных активных лазерных элементов.
, является одним из наиболее распространенных лазеров благодаря хорошей технологичности и низкой стоимости стеклянных активных лазерных элементов.
Основные недостатки рубинового лазера связаны с трехуровневой схемой его работы, что обусловлено особенностями трехвалентного иона хрома. Более удачными оказались ионы редкоземельных элементов, строение энергетических уровней которых позволяет осуществить работу по четырехуровневой схеме.
Незаполненная 4f- оболочка редкоземельных элементов расположена ближе к ядру, чем 3d- оболочка элементов группы железа, и хорошо экранированная от внешних полей 5s- и 5p- оболочками. Поэтому энергетический спектр ионов, введенных в кристалл, слабо отличается от энергетического спектра свободных ионов. В кристаллических матрицах уровни энергии таких ионов остаются узкими, поэтому спектры их люминесценции и поглощения, состоят из ряда узких, интенсивных линий.
Генерация с участием иона неодима ![]() наблюдалось более чем в 100 различных матрицах. Из них оптимальной совокупностью свойств обладают кристаллы
наблюдалось более чем в 100 различных матрицах. Из них оптимальной совокупностью свойств обладают кристаллы![]() (иттрий-алюминиевый гранат, называется такжеYAG) и стекла.
(иттрий-алюминиевый гранат, называется такжеYAG) и стекла.
Оптическая накачка приводит ионы ![]() из основного состояния
из основного состояния![]() в серию возбужденных состояний, состоящую из большого числа узких, частично перекрывающихся уровней (рис. 3.2). Полосы поглощения расположены на длинных волн 0,73 и 0,8 мкм. Последняя полоса очень удобна для накачки полупроводниковыми лазерами и светодиодами на основе арсенида гелия. С этих уровней энергии осуществляется быстрая безызлучательная релаксация на метастабильный уровень
в серию возбужденных состояний, состоящую из большого числа узких, частично перекрывающихся уровней (рис. 3.2). Полосы поглощения расположены на длинных волн 0,73 и 0,8 мкм. Последняя полоса очень удобна для накачки полупроводниковыми лазерами и светодиодами на основе арсенида гелия. С этих уровней энергии осуществляется быстрая безызлучательная релаксация на метастабильный уровень![]() с временем жизни 230 мкс. Переходы с этого уровня осуществляются на нижние уровни (а именно -
с временем жизни 230 мкс. Переходы с этого уровня осуществляются на нижние уровни (а именно -![]() ,
,![]() ,
,![]() и
и![]() ). Оказывается, что из различных возможных переходов с уровня
). Оказывается, что из различных возможных переходов с уровня![]() на нижележащие уровни наиболее интенсивным является переход
на нижележащие уровни наиболее интенсивным является переход![]() →
→![]() в области 1,06 мкс. Обычно на этом переходе осуществляется генерация.
в области 1,06 мкс. Обычно на этом переходе осуществляется генерация.
Уровень ![]() , являющийся нижним рабочим лазерным уровнем, расположен примерно на 0,25 эВ выше основного состояния
, являющийся нижним рабочим лазерным уровнем, расположен примерно на 0,25 эВ выше основного состояния![]() . Уровень
. Уровень![]() связан быстрой (порядка наносекунд) безылучательной релаксаций в основное состояние
связан быстрой (порядка наносекунд) безылучательной релаксаций в основное состояние![]() , так что тепловое равновесие между этими уровнями устанавливается очень быстро. Таким образом, генерация лазера
, так что тепловое равновесие между этими уровнями устанавливается очень быстро. Таким образом, генерация лазера![]() →
→![]() соответствует четырехуровневой схеме.
соответствует четырехуровневой схеме.
Рис. 3.2. Упрощенная диаграмма энергетического уровня ![]() в в схеме работы неодимового лазера (Nd:YAG).
в в схеме работы неодимового лазера (Nd:YAG).
Необходимо еще учитывать тот факт, что уровень ![]() расщнплен благодаря эффекту Штарка на два подуровня (R1 и R2), тогда как уровень
расщнплен благодаря эффекту Штарка на два подуровня (R1 и R2), тогда как уровень ![]() расщеплен на шесть подуровней. Лазерная генерация обычно происходит с верхнего подуровняR2 на определенный подуровень уровня
расщеплен на шесть подуровней. Лазерная генерация обычно происходит с верхнего подуровняR2 на определенный подуровень уровня ![]() , поскольку этот переход обладает наибольшим сечением перехода вынужденного излучения. Лазеры на неодиновых стеклах также могут излучать на длине волны 1,32 мкм. Эти лазеры способны обеспечить в непрерывном режиме оптическую мощностьPнепр = 10…104 Вт, Pимп = 30…300 кВт (при tи=30 нс, f = 108…109 Гц).
, поскольку этот переход обладает наибольшим сечением перехода вынужденного излучения. Лазеры на неодиновых стеклах также могут излучать на длине волны 1,32 мкм. Эти лазеры способны обеспечить в непрерывном режиме оптическую мощностьPнепр = 10…104 Вт, Pимп = 30…300 кВт (при tи=30 нс, f = 108…109 Гц).
К недостаткам всех кристаллов, активированных редкими землями, являются отсутствие широких полос поглощения. Для увеличения эффективности накачки наряду с активными ионами добавляют ионы другого вида, называемые сенсибилаторами. Их роль заключается в поглощении энергии возбуждения в ширине спектрального диапазона и передаче ее основным рабочим ионам. Это приводит к расширению полосы накачки и к повышению эффективности лазера. В YAG в качестве сенсибилизатора могут быть использованы ионы ![]() .
.
Nd:YAG лазеры широко применяются в различных областях, среди которых можно вылелить следующее:
Обработка материалов (сверление, сварка и пр.).
Применения в медицине
Применения в лазерной дальнометрии для военных целей.
Различные научные применения.
Лазерная технология, процессы обработки и сварки материалов излучением лазеров. В Л. т. применяют твердотельные и газовые лазеры импульсного и непрерывного действия. В большинстве процессов Л. т. используется термическое действие света, вызываемое его поглощением в обрабатываемом материале. Для увеличения плотности потока излучения и локализации зоны обработки применяют оптические системы.
Особенности Л. т.: высокая плотность потока излучения в зоне обработки, дающая необходимый термический эффект за короткое время (длительность импульса 1 мсек и менее); локальность воздействия излучения, обусловленная возможностью его фокусировки в световые пучки предельно малого диаметра (порядка длины волны излучения); малая зона термического влияния, обеспечиваемая кратковременным воздействием излучения; бесконтактный ввод энергии в зону обработки и возможность ведения технологических процессов в любой прозрачной среде (вакуум, газ, жидкость, твёрдое тело), через прозрачные окна технологических камер, оболочки электровакуумных приборов и т.д. Наиболее изучены и освоены процессы сварки, сверления и резки.
Сверление отверстий лазером возможно в любых материалах. Как правило, для этой цели используют импульсные лазеры с энергией в импульсе 0,1—30 дж при длительности 0,1—1 мсек, плотности потока излучения в зоне обработки 10 Мвт/см2 и более. Максимальная производительность достигается при сверлении отверстий за один импульс с большой энергией (до 30 дж). При этом основная масса материала удаляется из отверстия в расплавленном состоянии под давлением пара, образовавшегося в результате испарения относительно небольшой части вещества. Однако точность обработки одноимпульсным методом невысокая (10—20% от размера диаметра). Максимальная точность (1—5%) и управляемость процессом сверления достигается при воздействии на материал серии импульсов (многоимпульсный метод) с относительно небольшой энергией (обычно 0,1—0,3 дж) и малой длительностью (0,1 мсек и менее). Возможно сверление сквозных и глухих отверстий с различными формами поперечного (круглые, треугольные и т.д.) и продольного (цилиндрического, конического и др.) сечений. Освоено сверление отверстий диаметром 0,003—1 мм при отношении глубины к диаметру 0,5—10. Шероховатость поверхности стенок отверстий в зависимости от режима обработки и свойств материала соответствует 6—10 классам чистоты (Ñ6—Ñ10), а глубина структурно измененного, или дефектного, слоя составляет 1—100 мкм. Производительность лазерных установок для сверлений отверстий обычно 60—240 отверстий в мин. Наиболее эффективно применение лазера для сверления труднообрабатываемых др. методами материалов (алмаз, рубин, керамика и т.д.), получения отверстий диаметром менее 100 мкм в металлах, сверления под углом к поверхности. В СССР сверление отверстий лазерным лучом нашло особенно широкое применение в производстве рубиновых часовых камней и алмазных волок. Например, успешно выполняется сверление алмазных волок на установке «Квант-9» с лазером на стекле с примесью неодима (рис. 3). Производительность труда на этой операции увеличилась в 12 раз по сравнению с ранее применявшимися методами.Лазеры на углекислом газе применяют для резки хрупких материалов (стекло, керамика) методом управляемого термического раскалывания.
Лазерное сверление отверстий возможно в любых материалах. Как правило, для этой цели используют импульсные лазеры с энергией в импульсе 0,1-30 Дж. Максимальная точность (1–5%) и управляемость процессом сверления достигается при воздействии на материал серии импульсов (многоимпульсный метод).
Возможно сверление сквозных и глухих отверстий с различными формами поперечного (круглые, треугольные и т.д.) и продольного (цилиндрического, конического и др.) сечений. Освоено сверление отверстий диаметром 0,003-1 мм при отношении глубины к диаметру 0,5–10.
Производительность лазерных установок для сверлений отверстий обычно равна 60-240 отверстий в минуту. Наиболее эффективно применение лазера для сверления труднообрабатываемых другими методами материалов (алмаз, рубин, керамика и т.д.), получения отверстий диаметром менее 100 мкм в металлах, сверления под углом к поверхности. Сверление отверстий лазерным лучом нашло особенно широкое применение в производстве рубиновых часовых камней.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

