Россия, Поронайск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 09.10.2025 01:36

Тесленко Евгений Викторович
Мастер производственного обучения, Сварочное производство
51 год
Местоположение
Специализация
Лабораторные работы. ОП.04 Материаловедение.
Категория:
Прочее
16.04.2019 04:37

Просмотр содержимого документа
«Лабораторные работы. ОП.04 Материаловедение.»
ЛАБОРАТОРНАЯ РАБОТА № 1
Тема: ОЗНАКОМЛЕНИЕ СО СТРУКТУРОЙ И СВОЙСТВАМИ СТАЛЕЙ И ЧУГУНОВ -2 часа
Цель работы
Изучить микроструктуру и свойства углеродистых сталей
Изучить микроструктуру и свойства чугуна.
Изучить влияние содержания углерода на механические свойства сталей.
Материалы и оборудование для выполнения работы:
Лупы, образцы металла, учебник, тетрадь, карандаш, линейка, ластик.
Основные положения
Кристаллизация – это процесс перехода вещества из жидкого состояния в твердое, кристаллическое. В расплавленном металле нет дальнего порядка: расстояния между атомами не являются постоянными, объемы с упорядоченным расположением атомов то возникают, то снова исчезают (рис. 1, а). В процессе кристаллизации устанавливается дальний порядок: атомы располагаются на определенных расстояниях по каждому пространственному направлению, образуя кристаллическую решетку (рис.1, б и в). Такое упорядоченное расположение возникает за счет равновесия сил притяжения и отталкивания между атомами и соответствует минимуму энергии взаимодействия атомов в металле.

в)
Рис. 1. Расположение атомов в жидком (а) и твердом (б и в) металле
Процесс кристаллизации может идти самопроизвольно, а может вызываться какими-то искусственными причинами.
Для изучения микроструктуры чугунов и сталей производится микроанализ металлов.
Микроанализ - изучение строения поверхностей образцов - микрошлифов с помощью металлографических оптических микроскопов или луп при увеличениях обычно от ´10 до ´1000.
Наблюдаемое при этом строение поверхности шлифа называется микроструктурой. Микроструктура разных по химическому составу материалов и после их различной обработки отличается по размеру, геометрической форме, цвету, взаимному расположению отдельных структурных составляющих.
Химический состав и структурный класс углеродистых сталей
| №№ микрошлифа | Материал | Химический состав, % | Структурный класс | Описание микроструктуры | |||
| углерод С | другие компоненты | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1. | Углеродистая качественная конструкционная сталь 20, ГОСТ 1050-88 | 0,20
| - | Доэвтектоидная сталь | Светлые зерна феррита и темные участки перлита | ||
| 2. | Инструментальная нелегированная сталь У8, ГОСТ 1435-90 | 0,80 | - | Эвтектоидная сталь | Перлит пластинчатый | ||
| 3. | Инструментальная нелегированная сталь У8, ГОСТ 1435-90, после отжига | 0,80
| - | Эвтектоидная сталь | Перлит зернистый | ||
| 4. | Инструментальная нелегированная сталь У10, ГОСТ 1435-90 | 1,00 | - | Заэвтектоидная сталь | Темные участки перлита и светлая тонкая сетка вторичного цементита | ||
При большом увеличении можно рассмотреть зерна, из которых состоит структура стали и чугуна. (рис.3 и 4)
а) б)
Рис. 3 Схема микроструктур стали: а) эвтектического сплава, б) доэвтектического сплава;
Химический состав и структурный класс чугунов
| №№ микрошлифа |
Материал | Химический состав, % | Структурный класс | Описание микроструктуры | ||||||
| углерод С | другие компонент | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||
| 1.
| Белый заэвтектический чугун
| 5,1
| данных нет
| Чугун белый
| Темно-белые участки ледебурита и светлые пластины первичного цементита | |||||
| 2. | Чугун ЧПГ марки СЧ15, ГОСТ 1412-85 | 3,4 | 2,2Si ; 0,7 Mn | Чугун с пластинчатым графитом | Темный перлит, светлый феррит и тонкие черные пластины графита | |||||
| 3.
| Чугун ЧХГ марки КЧ30-6,ГОСТ 1215-79 | 2,7
| 1,2Si ; 0,5 Mn
| Чугун с хлопьевидным графитом | Светлые зерна феррита и темный хлопьевидный (компактный) графит | |||||
| 4.
| Чугун ВЧШГ марки ВЧ 60, ГОСТ 7293-85 | 3,5 | 2,1Si ; 0,6 Mn | Чугун с шаровидным графитом | Темный перлит, светлый феррит и черный шаровидный графит | |||||



Рис. 4 Схемы микроструктур чугунов
СОДЕРЖАНИЕ ОТЧЕТА
Итоги проведенной работы оформляют в отчете, который должен содержать следующие разделы:
Цель работы.
Оборудование, приборы и материалы, использованные при выполнении работы.
Теоретические положения: понятие о микроанализе и микроструктуре. Характеристика представленных образцов сталей и чугунов. Перечисление структурных классов сталей и чугунов.
Рассмотреть образцы и сравнить их со схемами. Зарисовать схемы микроструктур всех изученных образцов, написать наименование и марки материала, составляющие структуры, химический состав.
Сделать вывод по работе (описать физическое состояние образцов и увиденное под лупой, чем оно отличается от схем).
ЛАБОРАТОРНАЯ РАБОТА № 2
Тема: ОЗНАКОМЛЕНИЕ СО СТРУКТУРОЙ И СВОЙСТВАМИ МЕДИ И ЕЁ СПЛАВАМИ
Цель: - изучить и описать состав, свойства и область применения латуни, бронзы.
Материалы и оборудование для выполнения работы: лупа, образцы металла, учебник, тетрадь, карандаш, линейка, ластик.
Задание:
Изучить строение меди и латуни. Зарисовать их микроструктуру.
Описать свойства и область применения данных металлов.
Сделать вывод по работе.


Микроструктура меди и её сплавов

Латунь Бронза Медь
Химический состав и структурный класс меди и её сплавов
| № п\п | Наименование сплава или металла | Марка сплава или металла | Химический состав сплава или металла |
| 1 | Латунь | Л68 | Zn-32%, Cu-основа |
| 2 | Бронза | БР010 | Sn-10%, Cu-основа |
| 3 | Медь | М1 | Cu - 99,90% |
В современной технике цветные металлы и сплавы на их основе находят широкое применение благодаря ряду ценных качеств, которыми они обладают.
Латунь.
Различают латуни двойные и многокомплектные, которые кроме цинка и меди содержат и другие элементы. Латунь самый распространенный из всех цветных сплавов. Прочность латуни повышается с повышением содержания цинка (бывают однофазные и двухфазные). Применяется в машиностроении.
Латунь марка Л68. Химический состав: Zn-32%, Cu-основа. Прокатная листовая, после обжога при температуре 600С. Ярко выражено двойникование. Травление раствором двойной соли хлоридной меди и аммония в аммиаке. Увеличение 150х.
Бронза.
Бронза марки БР010. Содержание олова 10%, меди 90%. Литой образец. Дендритное образование в структуре твердого раствора. Травление раствором двойной соли хлоридной меди и аммония в аммиаке. Увеличение 150х.
Сложные сплавы на основе меди, содержит олово, алюминий и некоторые другие металлы. Бронзу широко применяют как литейный материал для отливок фасонных деталей, иногда хорошо отожженная бронза подвергается обработке давлением.
Медь.
Для изготовления сплавов на медной основе, применяемых для фасонного литья слитков, обрабатываемых давлением. Для производства труб, трубопроводов морской воды, в том числе паропроводов отработавшего пара при температуре до 250 ˚С, патрубков циркуляционных насосов.
Вывод: В результате проведенной работы изучил состав, свойства и область применения меди и её сплавов. А также, зарисовал микроструктуры этих металлов.
Ответить на вопросы:
1. Какими свойствами обладает медь?
2. Как маркируют медь?
3. Какие постоянные примеси содержит медь?
4. Как влияют примеси на свойства меди?
5. Где применяется медь технической чистоты?
Цель: - изучить влияние режимов термообработки на структуру и свойства металлов и сплавов
Материалы и оборудование для выполнения работы: горелки для газовой сварки, бачки с водой и маслом для охлаждения, заточный станок (точило) для зачистки образцов от заусенцев и окалины, щипцы для удерживания образцов, образцы сталей разных марок (толщиной 4 мм), линейка для измерения размеров образцов или штангенциркуль.
Задание:
Вычислить два численных значения температуры: минимальное tmin и максимальное tmax, характеризуют оптимальный интервал температуры нагрева при выполнении отжига, отпуска и закалки.
Построить схемы термической обработки стали.
Изучить влияние охлаждающей среды на твердость.
Сделать вывод по работе.
Основные положения:
Термическая обработка - процесс обработки изделий из технических материалов путем теплового воздействия (нагрева и охлаждения) с целью изменения их структуры и свойств в заданном направлении.
Отжиг – нагрев стали до определённой температуры (200-6000С), выдержка и последующее медленное охлаждение с целью получения более равновесной структуры. При отжиге первого рода (гомогенизационный, рекристаллизационный) фазовых превращений не происходит. А если они и происходят, то не оказывают влияния на конечные результаты. При отжиг второго рода (полный отжиг, неполный отжиг, изотермический отжиг, нормализационный отжиг, охлаждение на воздухе) происходят фазовые превращения, которые определяют его целевое назначение.
Отпуск – нагрев закаленной стали до температуры 7270С. Отпуск производят для снижения или полного устранения внутренних напряжений, уменьшения хрупкости закаленных сталей и получения требуемой структуры и механических средств. Низкий отпуск – нагрев до t 2500C; Средний отпуск – нагрев от 350 до 4500C; Высокий отпуск – нагрев от 450 до 6500C. Закалку с высоким отпуском называют улучшением.
Закалка – нагрев стали до оптимальной температуры, выдержка и последующее быстрое охлаждение с целью получения неравномерной структуры. В результате закалки повышается прочность и твердость и понижается пластичность стали. Основные параметры при закалке - температура нагрева и последующее быстрое охлаждение.
Ход работы:
Используя таблицы произвести расчет численных значения температуры.
Построить схему термической обработки стали.
Температуры нагрева и охлаждающие среды при термической обработке стали Таблица 1
| Вид термической обработки стали | Температура нагрева, 0 С | Типовая охлаждающая среда | |
| Стали (менее 0,8 %С) | Стали (от 0,7…0,8 до 2,14%) | ||
| Отжиг | tотж = tАс3 + +(30…50 °С) | tотж = tАс1 + +(30…70 °С) | С горелкой |
| Закалка | tзак = tАс3 + +(30…50 °С) | tзак = tАс1 + +(70…100 °С) | Углеродистые стали – в воде, легированные – в масле |
| Отпуск закаленной стали | Ниже Ас1 (в зависимости от заданных свойств при 160…650 0С) | Для большинства сталей – на воздухе | |
Численные значения температур фазовых превращений Aс1 и Aс3 принимаются по данным табл. 2.
Температуры критических точек Ас1, Ас3 , Асm некоторых сталей Таблица 2
| Марка стали | 30 | 35 | 40 | 45 | 50 | 40Х | 45Г2 | 35ХГСА | 60С2 |
| Ас1 , 0 С Ас3 , 0 С | 735 812 | 730 802 | 727 788 | 725 770 | 750 760 | 743 762 | 711 765 | 750 830 | 750 820 |
Время нагрева образцов до заданной температуры вычисляют по следующей зависимости: н = 1,5 Д , мин, где Д - диаметр или толщина образца мм.
Время выдержки при заданной температуре в = 0,2 н , мин. Общее время от начала нагрева образцов до окончания нагрева составляет сумму времени нагрева и выдержки: = н + в
После завершения охлаждения образцы зачистить на заточном станке (точиле) и измерить твердость образцов, результаты занести в таблицу.
| Марка стали. Вид термообработки (т.о.) | Режим термообработки | ||
| t, 0С | , мин | Среда охлаждения | |
Итоги проведенной работы оформляют в отчете, который должен содержать следующие разделы:

Схемы термической обработки конструкционных сталей
1. Цель работы.
2. Оборудование, приборы и материалы, использованные при выполнении работы.
3. Теоретические положения: понятие термической обработки, типовые виды предварительной и окончательной термической обработки конструкционных сталей.
4. Методика проведения работы и полученные результаты. Задание по термической обработке, марка стали, вид термической обработки, выбор режима термической обработки, таблица результатов по всему заданию.
5. Выводы по работе.
Вопросы для самопроверки.
1. Понятие термической обработки.
2. Какие основные виды термической обработки применяют?
3. Какое влияние оказывают полный отжиг и полная закалка с отпуском на механические свойства стали?
6. Что называется твердостью материалов.
7. Как определяется температура нагрева при закалке и отжиге?
Какая охлаждающая среда применяется в случае нормализационного отжига?
Цель работы: оценка влияния холодной пластической деформации и последующего нагрева на твердость и структуру конструкционного материала. Исследование зависимости температуры начала рекристаллизации на изменение механических свойств материалов от степени деформации.
Кристаллографическая природа пластической деформации
Деформация - изменение формы и объема тела под действием внешних сил. Деформация от латинского «Deformatio» - искажение. Различают четыре основных вида деформаций: растяжение, сжатие, сдвиг, кручение и изгиб.
Деформация связана с изменением относительного положения частиц тела и обычно сопровождается изменением величин междуатомных сил, мерой которого является упругое напряжение. Если напряжение, приложенное к металлическому образцу, не слишком велико, то его деформация оказывается упругой, стоит снять напряжение, как его форма восстанавливается. Некоторые металлические конструкции намеренно проектируют так, чтобы они упруго деформировались. Так, от пружин обычно требуется довольно большая упругая деформация. В других случаях упругую деформацию сводят к минимуму. Мосты, балки, механизмы, приборы делают по возможности более жесткими. Упругая деформация металлического образца пропорциональна силе или сумме сил, действующих на него (выполняется закон Гука).
Деформация считается пластическая, если не исчезает после прекращения действия внешних сил. Пластическая деформация твердых тел (ползучесть) может происходить двумя принципиально разными механизмами:
дислокационным и диффузионным.
Первый механизм реализуется за счет движения в объеме кристаллов дислокаций и других дефектов решетки и не требует термической активации.
Диффузионный механизм реализуется путем перемещения вакансий и характерен для повышенных температур. Кроме того, в качестве дополнительного механизма выделяется скольжение по границам зерен.
Основными механизмами сдвиговой пластической деформации кристаллических тел являются скольжение и двойникование (рис.1).
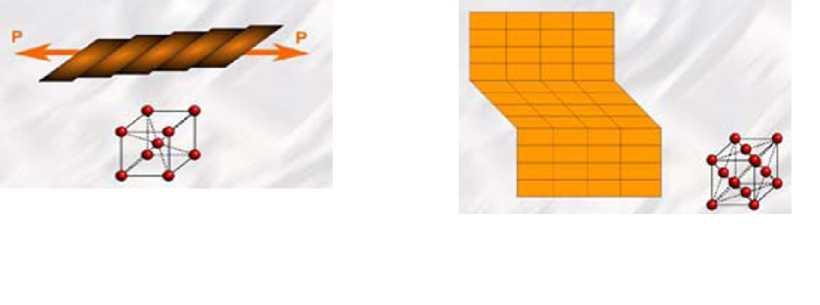
б
а
Рис.1. Схема деформации кристалла: а - скольжением; б - двойкованием
Скольжение - это такое перемещение одной части кристалла относительно другой, при котором кристаллическое строение обеих частей остается неизменным. В области сдвига кристаллическая решетка остается такой же, как и в обеих частях кристалла, и каждый атом в этой области перемещается на одинаковые расстояния, составляющие целое число периодов повторяемости решетки. Отполированная поверхность кристалла после деформации скольжением при рассмотрении в оптическом микроскопе оказывается покрытой одной или несколькими системами параллельных тонких линий, называемых линиями скольжения. Эти линии представляют собой ступеньки на поверхности, возникающие в результате сдвига кристалла вдоль плоскости, которая и называется плоскостью скольжения, а направление сдвига в этой области - направлением скольжения. Комбинация данной плоскости и направления скольжения в ней составляет систему скольжения. Скольжение характерно для металла с объемно-центрированной (ГЦК) кристаллической решеткой, например Fe, Cr, Mo, V, W. Двойникование - зеркальное перемещение одной атомной плоскости относительно другой. Двойникование характерно для металла с гранецентрированной (ОЦК) кристаллической решеткой, например Fe, Cu, Mn, Ni, Co.
Если нагружать металл выше предела упругости, возникает остаточная пластическая деформация, при которой после снятия нагрузки первоначальная форма и размеры образца не сохраняются, т. к. происходит необратимое внутризеренное перемещение одних частот кристалла по отношению к другим, т. е. сдвиг.
Деформация скольжением происходит под действием касательных напряжений, превышающих критическое напряжение сдвига (ткр) по плоскостям и направлениям с максимальной плотностью атомов. Расстояние между такими атомными плоскостями наибольшее, а связь между атомами наименьшая.
При низких температурах и высоких скоростях деформирования (ударные нагрузки) пластическая деформация может осуществляться двойкованием. При этом часть кристалла сдвигается в положение, соответствующее зеркальному отображению исходной части кристалла. При расчете для сдвига в идеальном кристалле требуется касательное напряжение по формуле
 (1)
(1)
где G - модуль упругости сдвига.
В реальных же кристаллах усилие для сдвига необходимо в 100-1000 раз меньше теоретического. Это объяснятся тем, что деформация осуществляется с помощью сложного многообразного движения дислокаций, присутствующих в реальном металле. При этом значение предела текучести в кристаллических материалах низкое. При скольжении краевая дислокация линии атомов полуплоскости последовательно вытесняет соседний «правильный» ряд атомов и перемещается на поверхность кристалла, где образуется ступенька. Сдвиг осуществляется как бы по эстафете. Важной характеристикой дислокационной структуры является плотность дислокаций - суммарная протяженность дислокационных линий в сантиметрах в единице объеме кристалла 1 см3. Дислокации возникают при кристаллизации металла, но значительная деформация материала возможна только вследствие того, что движение дислокаций вызывает появление и размножение большого количества новых дислокаций в процессе самой пластической деформации. Их плотность достигает 10 -10 см- по сравнению с 10 -10 см- до деформации. При этом увеличивается и количество точечных дефектов - вакансий межузельных атомов.
Дислокации движутся, пока не столкнутся с препятствием (границы зерен и блоков, искажения решетки; другие дислокации, пересекающие плоскость скольжения; включения). Так образуется сложная дислокационная структура.
Увеличение протяженности границ (мелкозернистый металл, наличие примесей, искажение кристаллической решетки, вызванных деформаций) создает сопротивление движению дислокации и повышает прочность металла.
1. Структура и свойства холоднодеформированных металлов
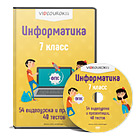
В поликристаллических металлах из-за беспорядочной ориентировки зерен пластическая деформация не может протекать одновременно во всем объеме металла. Первоначально деформируются только те зерна, у которых плоскости скольжения наиболее благоприятно расположены относительно направления действующей силы (под углом 45°). С увеличением степени деформации различия в ориентации соседних зерен уменьшаются, изменяется форма самих зерен, постепенно вытягиваясь в направлении приложенной силы (рис. 2).

Рис. 2. Изменение формы зерен при пластической деформации: а - до деформации; б - после деформации
При деформациях свыше 40 % возникает определенная кристаллографическая ориентировка зерен, так называемая текстура деформации, характеризующаяся тем, что большинство кристаллов ориентируется определенной плоскостью и направлением кристаллической решетки относительно внешних действующих сил (например, по направлению прокатки или волочения). Текстура является причиной анизотропии свойств деформированного металла: для конструкционных материалов анизотропия нежелательна. Однако в ряде случаев анизотропию удается практически использовать, улучшая то или иное свойство в определенном направлении изделия. Так, образование текстуры после деформации и отжига в трансформаторной стали обеспечивает более легкую намагничиваемость и позволяет уменьшить потери на перемагничивание. Передача деформации через границы зерен и ячеек сопровождается большим нагромождением дислокаций. Увеличение числа дефектов затрудняет движение деформацией, при этом повышается сопротивление деформации, и материал упрочняется. Увеличение прочности кристаллов после пластической деформации называется наклепом. Наклеп проявляется в повышении предела упругости материала и его хрупкости.
Повышение прочности, твердости сопровождается уменьшением пластичности и вязкости. В этом проявляется единство противоречивых по своей сущности свойств - прочности и пластичности: прочность определяется сопротивлением движения дислокаций, а пластичность связана с возможностью их движения. Обработка металлов давлением - группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения ее сплошности за счет относительного смещения отдельных ее частей (путем пластической деформации). Основными видами обработки металлов давлением являются: прокатка, прессование, волочение, ковка и штамповка.
Способность материалов пластически деформироваться - важнейшее свойство, которое используется при обработке материалов давлением и для изменения структуры и свойств материалов.
По мере увеличения степени деформаций и роста плотности дислокаций увеличивается их взаимная блокировка и торможение. В результате постепенно исчерпывается возможность пластической деформации (у сильно наклепанных металлов возрастание приложенного усилия ов приводит разрушению металла). При помощи наклепа твердость и предел прочности удается повысить в 1.5-3 раза, а предел текучести (ов) в 3-7 раз.
Упрочнение при наклепе используется для повышения механических свойств деталей [3]. Так, наклеп поверхностного слоя повышает сопротивление усталости (накатка роликами, дробеструйное упрочнение поверхности). Понижение пластичности при наклепе используется для улучшения обрабатываемости резанием вязких пластичных материалов: латуней, сплавов алюминия и др. Помимо упрочнения с ростом степени деформации повышается электрическое сопротивление, понижается магнитная проницаемость, плотность металла и сопротивление коррозии. Уменьшение плотности объясняется понижением компактности пространственной решетки в результате возникающих в них искажений [1-3].
Влияние нагрева на структуру и свойства металла
Состояние деформированного металла является термодинамически не устойчивым. Переход в более стабильное состояние с меньшей свободной энергией требует определенной термической активации. Поэтому при нагреве деформированного металла происходят релаксационные процессы, приводящие к снижению упругой энергии, накопленной при эластическом деформировании. Протекающие при нагреве процессы сопровождаются практически полным восстановлением показателей физических и механических свойств металла и условно разделяются на три температурные стадии: отдых, полигонизацию и рекристаллизацию.
Отдых и полигонизацию называют возвратом, эти стадии характеризуются лишь частичным восстановлением свойств.
Отдых при нагреве деформированных металлов происходит при низких температурах нагрева (0.1-0.2 Тпл). Уменьшение упругих напряжений на этой стадии обусловлено перераспределением и снижением точечных дефектов атомной структуры (вакансий и межузельных атомов).
Полигонизация развивается с повышением температуры нагрева (0.2-0.4 Тпл). Освободившиеся от примесных атмосфер дислокации начинают перемещаться, при этом их плотность заметно снижается. Возникает ячеистая полигональная структура, которая при определенных условиях в сплавах сложного состава способствует увеличению длительной прочности.
На стадии возврата видимых изменений в микроструктуре не наблюдается (размер и форма деформированных зерен сохраняются). Происходит восстановление электросопротивления, повышение плотности металла и частичное уменьшение твердости и прочности [6].
Рекристаллизация происходит при дальнейшем повышении температуры (0.3-0.7 Тпл). В деформированной матрице формируются и растут новые рекристаллированные зерна, отличающиеся от матричных более совершенной решеткой и значительно меньшей плотностью дислокаций. Зародыши рекристаллизации возникают в местах максимальных искажений кристаллической решетки часто на границах деформированных зерен. Рост этих центров за счет матрицы реализуется миграцией (перемещением) большеугловых границ, при этом граница движется в направлении большей плотности дислокаций и оставляет за собой объем металла с относительно совершенной кристаллической решеткой. С исчезновением деформированных зерен завершается первичная рекристаллизация или рекристаллизация обработки (рис. 3).

Рис. 3. Схема изменения структуры наклепанного металла при нагреве: а - наклепанный металл; б, в - соответственно начало и конец рекристаллизации;
г - собирательная рекристаллизация
Рекристаллизация происходит лишь после деформации, степень которой превосходит определенную минимальную величину, которая называется критической степенью деформации (обычно 2-15 %). Температура начала рекристаллизации ![]() определяется зависимостью
определяется зависимостью
 (2)
(2)
где а - коэффициент, зависящий от чистоты металла, наличия избыточных фаз, степени предварительной деформации, продолжительности нагрева (0.2-0.3 для металлов высокой частоты; 0.4 для технически чистых металлов; 0.5-0.8 для сплавов);
Тпл. - температура плавления (по диаграмме состояния «железо-цементит»). Значительное влияние на температуру рекристаллизации оказывают примеси, легирующие элементы и дисперсные частицы в структуре.
При первичной рекристаллизации снимается наклеп, созданный при пластическом деформировании, повышается пластичность. Разупрочнение объясняется снятием искажений кристаллической решетки, уменьшением плотности дислокации с 1012 до 106 см-2; металл приобретает равновесную структуру с минимальным количеством дефектов, восстанавливаются все физические и механические свойства [7].
Температуру начала рекристаллизации после значительной деформации (е = 50 %) и последующего отжига с определенным временем выдержки (не менее одного часа) обычно называют температурным порогом
рекристаллизации (Трн).
Для полного снятия наклепа и обеспечения полноты протекания процесса применяют рекристаллизационный отжиг - нагрев до температур, на 100-200 °С превышающих Трн, с последующим медленным охлаждением. Целью отжига может быть: понижение прочности и восстановление пластичности деформированного металла, получение определенной величины зерна. Такой опыт часто используется в качестве межоперационной смягчающей обработки при холодной прокатке, волочении и других операциях.
После завершения первичной рекристаллизации при дальнейшем повышении температуры происходит смещение одних рекристаллизованных
зерен за счет соседних, также рекристаллизованных зерен, путем миграции большеугловых границ (собирательная рекристаллизация). Основной
движущей силой этого процесса является уменьшение зернограничной энергии за счет сокращения протяженности границ зерен и стремления к уравновешиванию зернограничного напряжения стыкующихся границ. Граница смещается в направлении центра кривизны. Увеличение размеров зерен приводит к снижению пластичности.
Таким образом, холодной деформацией называют такую деформацию, которую проводят при температурах ниже температуры рекристаллизации. Рекристаллизация холоднодеформированного металла происходит при последующем нагреве и называется статической.
Тем самым горячая деформация осуществляется при температурах выше Трн, поэтому в процессе горячей деформации в металле протекают параллельно два процесса - упрочнение и разупрочнение. Так как центры первичной рекристаллизации оформляются в процессе самой деформации,
рекристаллизацию в этом случае называют динамической. После горячей пластической деформации рекристаллизация завершается, и наклепа металла не происходит. Горячая пластическая деформация, как правило, повышает плотность литейной стали, что обусловливается заполнением пор и раковин. Горячая деформация включает обработку давлением в широком диапазоне температур и скоростей деформации [4-5].
Методика эксперимента
Испытание на осадку (для оценки пригодности материала к тому или иному способу обработки металлов давлением, выявляющему технологическую пластичность материала) проводится на нагретых цилиндрических образцах с высотой H,do, где do - диаметр, а H - высота исходного образца. При несоответствии высоты и диаметра может произойти изгиб заготовки. При приложении заданной нагрузки образец должен дать допустимую степень деформации (осадки) до разрушения или возникновения трещин, приобретая определенную форму. Обычно бочкообразная форма образца характерна для относительно малопластичных материалов, а конусообразная - высокопластичных материалов. Для исследования используются образцы, отожженной стали 10 после деформации 30, 50 и 70 % диаметром 7, 8, 10, 12, 14 мм и высотой 8, 10, 12 мм.
Отжиг производится в нагревательном устройстве, предназначенном для нагрева разнообразных материалов до определенной температуры - муфельных печах.
Одна торцевая рабочая поверхность каждого образца зачищается наждачной бумагой М5 по ГОСТ 3647-80.
Определение твердости (НЯс) образцов производится на приборе ТК - 2 по методу Роквелла стальным шариком при нагрузке 981 Н по шкале «с». Производится не менее трех параллельных измерений и вычисляется среднее арифметическое значение.
Требования безопасности труда
при выполнении лабораторной работы по обработке металлов давлением
Внимание! Учебный мастер перед началом работы приводит в порядок рабочую одежду; проверяет исправность заземления, освещения, остановочнопусковых приспособлений (рычагов, пусковых кнопок), тормоза и муфты сцепления вала; наличие ограждения на вращающихся механизмах; исправность и наличие ручного инструмента, используемого на данной операции; работу пресса на холостом ходу.
Во время работы студентам необходимо быть внимательными.
Пресс включается только после того, как заготовка правильно уложена в штампе, а рука выведена из опасной зоны; при застревании детали в штампе необходимо выключить пресс.
Строго запрещается:
во время работы отвлекаться самому и отвлекать других;
производить самостоятельно наладку и какие-либо исправления прессов и штампов;
оставлять инструмент и другие предметы на столе пресса;
передавать или принимать что-либо через опасную зону штампа;
производить уборку пресса и штампа при включенном электродвигателе и при вращающемся маховике.
По окончании работы выключить электродвигатель; привести в порядок рабочее место.
Порядок выполнения работы
Задание: ознакомиться с теоретическим разделом данного методического указания, провести исследование металлических образцов, выполнить измерения, обработать полученные результаты.
Порядок работы:
Измерить высоту и диаметр металлических образцов.
Измерить твердость образцов в исходном состоянии.
Произвести осадку образцов на 30, 50 и 70 % с последующим замером твердости (проводит учебный мастер).
Произвести термическую обработку (Т.О.) после деформации и исследовать твердость.
Отжечь образцы после механической обработки (проводит учебный мастер).
Зачистить торцы образцов от окалины.
Измерить твердость образцов после отжига.
Обработка результатов эксперимента
Произвести вычисления по формулам (1), (2).
Все данные эксперимента занести в таблицу 1.
Результат оформить в виде графиков зависимости:
твердости от степени деформации (объяснить причины повышения твердости с увеличением степени деформации. Указать, как при этом изменяется пластичность и структура);
твердости от температуры нагрева для образцов стали (е = 30 %, s = 50 %, е = 70 %) (объяснить получение зависимости);
твердости стали от степени деформации после рекристаллизационного отжига).
Определить температурный порог рекристаллизации по формуле А. Бочвара и выбрать температуру рекристаллизационного отжига для стали 10.
Содержание и оформление отчета о работе
В оформленном отчете должны быть представлены следующие сведения:
наименование работы, цель работы;
краткое изложение сущности пластической деформации и рекристаллизации;
описание методики экспериментов;
по результатам эксперимента построены графики зависимости НRс - % S; НК-с - 1отж;
приведены иллюстрации (рис. 1 и рис. 2), заполнена табл. 1;
дано заключение по работе о технологической пластичности материала.
Таблица 1
Результаты обработки экспериментальных измерений
| Высота исходного образца h,мм | Твердость НRс | Степень деформации ε, % | Высота образца после осадки h, мм | НRс после деформации | Температура отжига °С | НRс после отжига |
| | | 30 | | | 350 | |
| | | 30 | | | 500 | |
| | | 30 | | | 700 | |
| | | 50 | | | 350 | |
| | | 50 | | | 500 | |
| | | 50 | | | 700 | |
| | | 70 | | | 350 | |
| | | 70 | | | 500 | |
| | | 70 | | | 700 | |
Вопросы для самопроверки
В чем различие между упругой и пластической деформациями? Что такое технологическая пластичность?
Как изменяется строение металла в процессе пластической деформации?
Как изменяется плотность дислокаций при пластической деформации?
Охарактеризовать влияние дислокаций на прочность металла.
В чем сущность наклепа и как он используется на практике?
Перечислить характеристики механических свойств, определяемые при испытании на растяжение.
Дайте определение твердости. Какие методы определения твердости вы знаете?
Какие испытания проводятся для определения технологической пластичности материалов?
Какие стали (по содержанию углерода) обладают высокой пластичностью?
От чего зависит и как определяется конструкционная прочность?
Как изменяются свойства деформированного металла при нагревании?
В чем сущность процесса возврата?
Сущность полигонизации.
Сущность процессов первичной и вторичной рекристаллизации.
Различие между горячей и холодной пластическими деформациями.
Как изменяются строение и свойства металла при горячей пластической деформации?
Что собой представляет процесс разрушения материалов? Из каких стадий он состоит?
Виды деформации.
В чем сущность испытания на осадку? В каких случаях проводится испытание на осадку?
Назовите примеры практического использования рекристаллизационного отжига.
Библиографический список
Журавлев, В. Н. Машиностроительные стали : справочник/ В. Н. Журавлев, О. И. Николаева. - М. : Машиностроение, 1992. - 480 с.
Кроха, В. А. Упрочнение металлов при холодной пластической деформации / В. А. Кроха. - М. : Машиностроение, 1980. - 157 с.
Попов, Е. А. Основы теории листовой штамповки / Е. А. Попов. - М.: Машиностроение, 1977. - 278 с.
Романовский, В. П. Справочник по холодной штамповке / В. П. Романовский. - Л. : Машиностроение, 1979. - 520 с.
Сторожев, М. В. Теория обработки металлов давлением / М. В. Сторожев, Е. А. Попов. - М. : Машиностроение, 1977. - 423 с.
Теория обработки металлов давлением : сборник лабораторных работ / сост. Б. А. Наумчев. - Ульяновск : УлПИ, 1992. - 44 с.
Филимонов, В. И. Теория обработки металлов давлением / В. И. Филимонов. - Ульяновск : УлГТУ, 2004. - 208 с.
Тема: ОЗНАКОМЛЕНИЕ СО СТРУКТУРОЙ И СВОЙСТВАМИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ - 2 ЧАСА
Цель работы: изучить структуру и свойства композиционных материалов.
Материалы и оборудование для выполнения работы: образцы композиционных материалов, учебник, тетрадь, карандаш, линейка, ластик.
Задание:
1. Изучить структуру композиционных материалов.
2. Изучить с свойства композиционного материала и рассчитать его предел прочности, эластичность волокна и матрицы; рассчитать соотношение нагрузок , воспринимаемых матрицей и волокном.
Основные положения:
Композиционные материалы (композиты) – состоят из двух или более компонентов, причём каждый сохраняет свои свойства. Один из компонентов – матрица – создает целостность материала (оболочку). Прочие компоненты, распределённые внутри матицы, являются армирующими (усиливающими).
Температурные коэффициенты линейного и объемного расширения этих материалов должны быть близки, чтобы при изменении температур не нарушалась целостность на границах раздела между компонентами. Армирующие компоненты – это мелкодисперсные порошки или волокнистые материалы различной природы. По виду армирующего материала композиты делятся на две основные группы – дисперсно – упрочнённые и волокнистые.
Вставить рисунок стр.280 Адаскин
Ход работы:
Композитный материал КАС-1 представляет собой сплав алюминия (матрица), армированный стальной проволокой нагрет до температуры 5000С. Размер образца: l0 - 200 мм; d – 30 мм. Количество армирующей проволоки к матрице составляет 80% от общего объема образца.
Рассчитать соотношение нагрузок, воспринимаемых матрицей и волокном по формуле:
Pв/Рм = Ев Vв/( ЕмVм)
где Pв и Рм – нагрузка на матрицу и волокно и соответственно;
Vв и Vм – объем волокна и матрицы;
Ев и Ем – эластичность волокна и матрицы.
Рассчитать эластичность Е по формуле:
Е=σ/ε,
ε = (l1 – l0 ) /l0·100 %,
l1 – длина образца при растяжение в момент разрыва 205 мм;
Рассчитать предел прочности волокна и предел текучести матрицы:
σвкм = σвв Vв + σтмVв
где σвв – предел прочности волокна; σтм – предел текучести матрицы.
σвв = Рв/S,
где Рв- разрывное усилие 300 кг; S - площадь волокна.
σтм = Рм/S,
где Рм – разрывное усилие 300 кг; S – матрицы.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
Что такое композиционный материал?
Как разделяют композиты по виду упрочнителя?
От чего зависит прочность композитов?
В чем преимущества композитов перед металлическими сплавами?
Комплекты видеоуроков для учителей







Скачать
© 2019, Тесленко Евгений Викторович 2558 27
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

