
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 29.04.2026 20:01

Аннушкин Владимир Борисович
Мастер производственного обучения
57 лет
Местоположение
Специализация
Лекция Шабрение
Категория:
Прочее
03.06.2025 20:59

Просмотр содержимого документа
«Лекция Шабрение»


ФКП образовательное учреждение № 57, филиал №1
ЛЕКЦИЯ
по теме
«ШАБРЕНИЕ»
Профессия:
«слЕСАРЬ механосборочных работ»
Шабрение
Безопасность труда. При шабрении необходимо выполнять следующие требования безопасности: обрабатываемая деталь должна быть надежно установлена и прочно закреплена; не допускается работа неисправными шаберами (без рукояток или с треснувшими рукоятками); при выполнении работ шлифовальными головками соблюдать правила электробезопасности.
Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом — шабером. Цель шабрения — обеспечение плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности вручную или на станках.
За один рабочий ход шабером снимается слой металла толщиной 0,005...0,07 мм. Шабрением достигается высокая точность (до 30 несущих пятен в квадрате 25X25 мм) и шероховатость поверхности не более Ra 0,32. Его широко применяют в инструментальном производстве как окончательный процесс обработки незакаленных поверхностей.
Широкое применение шабрения объясняется тем, что полученная поверхность обладает особыми качествами:
-более износостойка, чем шлифовальная или полученная притиркой абразивами, потому что не имеет шаржированных в поры остатков абразивных зерен, ускоряющих процесс износа;
-лучше смачивается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки (соскабливанию) этой поверхности, что также повышает ее износостойкость и снижает коэффициент трения;
-позволяет использовать самый простой и наиболее доступный метод оценки ее качества по числу пятен на единицу площади.
Ручное шабрение — трудоемкий процесс, поэтому его заменяют более производительной обработкой на станках.
Шабрению предшествует чистовая обработка резанием. Поверхность, подлежащую шабрению, чисто и точно обрабатывают, опиливают личным напильником, строгают или фрезеруют. На шабрение оставляют припуск 0,1...0,4 мм в зависимости от ширины и длины поверхности. При больших припусках и значительных неровностях поверхность сначала припиливают личным напильником с проверкой на краску (рис.1), при этом напильник предварительно натирают мелом для устранения скольжения по краске и засаливания насечки.
Напильник перемещают круговым движением, снимая металл с окрашенных мест. В целях предотвращения образования глубоких рисок напильник очищают стальной щеткой. Опиливание ведут осторожно, так как при излишнем опиливании могут остаться глубокие впадины.
После опиливания окрашенных пятен заготовку (деталь) освобождают от тисков и вторично проверяют плоскости на окрашенной поверочной плите, затем продолжают опиливать слой металла по новым пятнам краски. Опиливания и проверки чередуют до тех пор, пока не будет получена ровная поверхность с большим количеством равномерно расположенных пятен (особенно по краям).
Рис.1 Припиливание поверхности с проверкой на краску
Шаберы — металлические стержни различной формы с режущими кромками. Изготовляют их из инструментальных углеродистых сталей У10 и У12А. Режущий конец шабера закаливают без отпуска до твердости HRC3 64...66.
По форме режущей части шаберы подразделяют на плоские, трехгранные, фасонные; по числу режущих концов (граней) — на односторонние и двусторонние; по конструкции — на цельные и со вставными пластинками.
Рис. 2 Плоские односторонний (а) и двусторонний (б) шаберы и углы их заточки
Рис.3 Шаберы с изогнутыми концами и углы их заточки
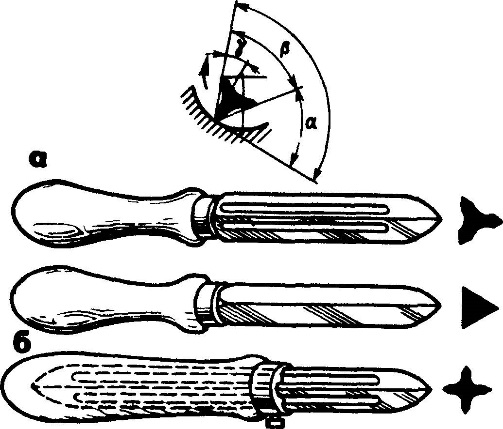
Рис. 4 Трехгранные (а) и четырехгранные (б) шаберы и углы их заточки
Двусторонний плоский шабер (см. рис. 4 б) благодаря наличию двух режущих концов имеет большой срок службы.
Трех и четырехгранные шаберы (рис. 4а, б) применяют для шабрения вогнутых и цилиндрических поверхностей. Трехгранные шаберы, как правило, изготовляют только односторонними (иногда — из старых трехгранных напильников). Трехгранные шаберы имеют длину 190, 280, 380 и 510 мм.
Для облегчения заточки плоскостей шабер имеет желобки, образующие режущие кромки с углом заострения 60...75 0 (для стали).
Составные шаберы значительно легче цельных шаберов тех же размеров. По форме режущей части они делятся на плоские, трехгранные прямые и трехгранные изогнутые (рис. a-в). Такие шаберы при работе пружинят, что повышает чувствительность рук шабровщика и способствует увеличению точности шабрения.
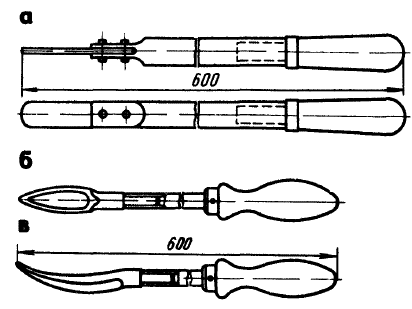
Рис.5 Составные шаберы: а - плоский, б - трехгранный прямой, в - трехгранный изогнутый
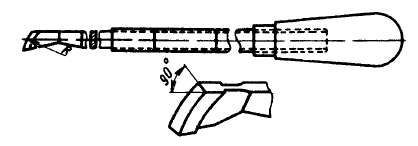
Рис.6 Составной шабер с радиусной заточкой
![]()
Рис.7 Универсальный шабер со сменными режущими пластинками
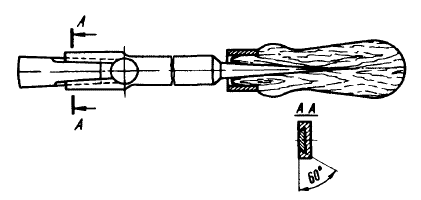
Рис. 8 Усовершенствованный шабер
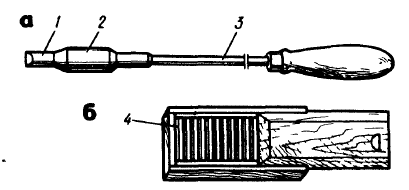
Рис. 9 Шабер с зажимным патроном: а конструкция, б - комплект пластинок
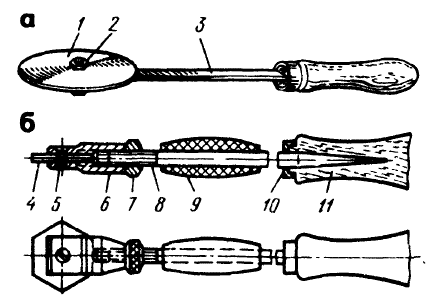
Рис. 10 Дисковый (а) и универсальный (б) шаберы:1 — режущий диск, 2 — гайка, 3 — держатель, 4 — пластина, 5 — винт, 6 — головка, 7 — контргайка, 8 —стержень, 9, 11 — текстолитовая и деревянная рукоятки, 10 - скрепляющее кольцо
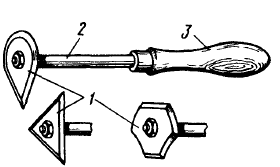
Рис. 11 Фасонный шабер
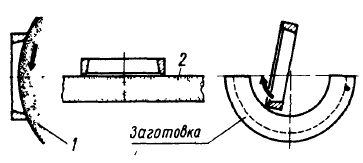
Рис. 12 Шаберы-кольца и их заточка
Шабер с радиусной заточкой благодаря плавности и легкости проникновения в металл значительно облегчает шабрение, так как требует приложения меньших усилий, чем при шабрении плоским шабером. Для предварительного шабрения радиус заточки составляет 30...40 мм, а для окончательного — 40-55 мм.
Универсальный шабер (рис. 10 б) со сменными режущими пластинками состоит из корпуса 3, держателя 2, рукоятки 5, зажимного винта 4, сменной режущей пластинки 1 из быстрорежущей стали или твердого сплава. Пластинка, вставленная в держатель, зажимается винтом при вращении рукоятки шабера по часовой стрелке (для снятия пластинки рукоятку вращают против часовой стрелки).
Усовершенствованный шабер (рис. 8) состоит из трех частей — державки, деревянной рукоятки и сменной пластинки. Сменная пластинка с хвостовиком типа ’’ласточкин хвост” вставлена в паз державки, это обеспечивает надежное ее крепление. Наиболее совершённый шабер (рис. 9а), состоящий из сменной пластинки 1, зажимного патрона 2 и стержня 3. Пластинки (рис. 9 б), таких шаберов изготовляют размером 3X16X50 мм из стали У12А, а стержень — из стали 45.
Если шабер предназначен для работы по белому чугуну или другому твердому металлу, то применяют пластинки из твердого сплава, например, ВК6 или Т15К6. Замену затупленной пластинки производят путем поворота рукоятки (стержня), так как губка зажимной части патрона соединена с корпусом шарнирно. Такая конструкция шабера допускает применение комплекта пластинок, заточенных под разными углами.
Дисковый шабер (рис. 10а) используют для шабрения широких плоскостей. Режущая часть 1 представляет собой стальной закаленный диск, закрепленный на держателе 3 гайкой 2. Диск Ф 50...60 мм и толщиной 3...4 мм затачивают на кругло-шлифовальном станке. По мере затупления его проворачивают на некоторый угол и работают не затупившимся участком. Таким образом используется весь диск шабера, что значительно экономит время на заточку, повышает производительность труда.
Универсальный шабер (рис. 10б) с шестигранной пластиной имеет 12 режущих кромок. Им можно работать 7 ч без переточки, что позволяет экономить рабочее время. Шабер прост в изготовлении, универсален в работе, так как все шесть граней можно затачивать под различными углами для шабрения поверхностей из твердых и мягких металлов — чугуна, стали, алюминия и др. Кроме того, он позволяет иметь набор пластин различной твердости, изготовленных из сталей У13А, Р6М5 и ВК10. Их замена занимает мало времени. Для работы шабера пластину 4 вставляют в паз головки 6 и закрепляют винтом 5. Пластина в рабочем положении поджимается стержнем 8,
который закрепляется контргайкой 7.
Чтобы повернуть пластину с новыми режущими кромками в рабочее положение, нужно отвернуть контргайку на один оборот, вывернуть стержень на два оборота, повернуть пластину в нужное положение, затем ввернуть стержень до упора в пластину 4 и завернуть контргайку.
Фасонный шабер (рис. 11) представляет собой набор сменных стальных закаленных пластин 1, закрепленных на стержне 2 с рукояткой 3. Эти шаберы предназначены для шабрения труднодоступных фасонных поверхностей — впадин замкнутых контуров, желобков, канавок и др. Торцовые грани пластин затачивают в соответствии с формой обрабатываемых поверхностей.
Шаберы- кольца (рис. 12) изготовляемые из изношенных конических роликовых подшипников или больших поршневых колец, заменяют трехгранный и изогнутый шаберы и уменьшают количество переточек. Их затачивают на шлифовальном круге 1 и доводят торец на мелкозернистом круге 2. Эти шаберы обеспечивают значительно большую производительность, чем трехгранные.
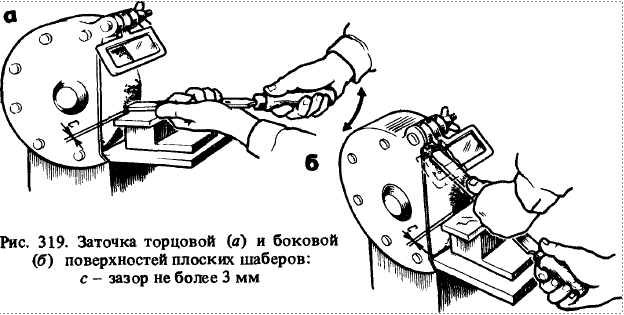
ЗАТОЧКА И ДОВОДКА ПЛОСКИХ ШАБЕРОВ
Заточка. Часто угол заострения Д режущей части шабера для стали принимают равным 75...900. Такой угол заострения обеспечивает наиболее легкое снятие металла, так как шабер излишне не врезается в последний. Однако в ряде случаев целесообразно значения углов выбирать в зависимости от характера работы, твердости обрабатываемого металла и формы шабера.
На (рис. а) даны углы заточки шабера для обработки чугуна и бронзы, на рис. б — для обработки стали. Заточка шабера под углом 35...400 (рис. в) для чернового шабрения мягких металлов позволяет увеличить толщину стружки до 0,01 мм вместо 0,001 мм.
Затупленные шаберы затачивают на заточном станке с охлаждением на корундовом круге следующим образом. Шабер берут правой рукой за рукоятку, а левой обхватывают стержень ближе к рабочему концу, в 20...30 мм от режущей кромки. Опираясь плоской гранью шабера на подручник, плавно, подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным, а его ось - совпадать с центром круга (рис. а).
Плавным движением правой руки, не отнимая конца шабера от круга, делают небольшие горизонтальные движения для образования на торцовой части криволинейной режущей кромки. Большую кривизну придают для точного шабрения, меньшую — для предварительного. Заточка широкой грани шабера (рис. б) осуществляется так же.
Доводка. После заточки на лезвии шабера образуются заусенцы и неровности, поэтому лезвие доводят, причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижавшие качество шабрения. Доводку осуществляют на абразивных брускax зернистостью 90 и ниже. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при доводке шаберов можно 1рименять ровную чугунную плитку, которую покрывают жидкой пастой из абразивного порошка с машинным маслом. Оселок во время доводки помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка. Торцовую часть шабера устанавливают на оселок (рис. 320, а); двумя пальцами левой руки шабер удерживают за рукоятку, слегка прижимая его к оселку, а правой рукой совершают колебательные движения.
После доводки режущей части шабер правят по плоскости (участки широких граней, прилегающих к торцу). Двумя руками удерживая шабер в горизонтальном положении на оселке (рис. 320, б), делают движете вдоль режущих кромок. Для точного шабрения и окончательной Доводки режущей части шабера (получения зеркальной поверхности) применяют пасты ГОИ (Государственного оптического института). Заточку пластинок с твердосплавным лезвием ведут на заточном круге из зеленого карбида кремния. Пластинки из твердых сплавов доводят на чугунной плите, покрытой мелкозернистым абразивным порошком, или на мелкозернистых абразивных брусках.
Повторно шабер доводят сразу, как только почувствуют небольшое затупление. В среднем за 7 ч работы шабер доводят 4...6 раз в зависимости от характера шабрения и обрабатываемого материала.
ПОДГОТОВКА ПОВЕРХНОСТИ К ШАБРЕНИЮ
Перед шабрением выявляют неровности поверхностей путем их окрашивания. Шабровочная краска представляет собой смесь машинного масла с лазурью и реже — с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на заготовке. Лазурь можно заменить сажей, замешанной на смеси автола с керосином. Кражу измельчают так, чтобы между пальцами не ощущалось зерен. Затем ее насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите, и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном из чистых льняных тряпок, сложенных в несколько слоев. Удобно проводить окрашивание изготовленным из чистого полотна (холста) мешочком, в который накладывают краску (ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло).
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку.
Перед окрашиванием поверхность очищают от стружки и грязи волосяной щеткой, промывают, протирают чистой тряпкой, а затем осторожно накладывают ее на поверхность плиты и медленно передвигают. Во избежание неравномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите деталь осторожно снимают. На хорошо обработанные поверхности краска ложится равномерно, на плохо подготовленные — пятнами. В небольших углублениях краска будет скапливаться, а в местах, более углубленных ее вообще не будет. Так возникают белые пятна -наиболее углубленные места, не покрытые краской; темные пятна — менее углубленные места, в которых скопилась краска; серые пятна — это наиболее выступающие места, на которые краска ложится тонким слоем.
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный поверочный инструмент — плиту или линейку — перемещают по контролируемым поверхностям.
Легкие детали при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые — на козлах.
Приемы шабрения «от себя» и «на себя». Процесс шабрения заключается в постепенном снятии металла с участков, представляющих собой серые пятна. Правой рукой шабер держат за рукоятку, а левой нажимают на конец шабера (рис. 13а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25...30°; режущая кромка должна находиться на окрашенной поверхности.
Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т.е. «от себя», а при работе плоским шабером с отогнутым вниз концом — движение назад, т.е. «на себя». При холостом ходе шабер приподнимают.
Прием шабрения «от себя» имеет следующие недостатки: шабер недостаточно устойчив при рабочем ходе, вследствие чего стружка неодинакова по сечению, поверхность получается неровной и рваной; в конце каждого движения шабер оставляет заусенцы, которые приходится снимать дополнительно.
Рис. 13 Приемы шабрения плоских деталей: а - ”от себя”, б - ”на себя”
Прием шабрения «на себя» (рис.13 б) разработан АА. Барышниковым. Шабер берут за среднюю часть (стержень) обеими руками (в обхват) и устанавливают лезвие к обрабатываемой поверхности под углом 60...750, а не 25...30°, как при шабрении «от себя». Верхняя часть шабера, оканчивающаяся деревянной рукояткой, упирается в плечо работающего. Рабочее движение шабера осуществляется «на себя». При таком методе шабрения значительно улучшается качество обрабатываемой поверхности, так как совершенно исключаются ’’дробления”, часто наблюдающиеся при шабрении «от себя». Это объясняется тем, что вследствие увеличенной длины (до 450...500 мм) шабер при шабрении «на себя» пружинит, благодаря чему лезвие его плавно врезается в металл и плавно выходит из зоны резания.
Преимущества этого приема шабрения:
увеличенная длина шабера позволяет использовать кроме рук также и плечо работающего, шабер оказывается более устойчивым; кроме того, длинный шабер пружинит, поэтому режущая часть его врезается в металл и выходит из него плавно: поверхность при этом получается более ровная, без рванин, а в конце штриха не остается заусенцев;
прием шабрения «на себя» в 1,5...2 раза производительнее шабрения «от себя».
Шабрение прямолинейных (плоских) поверхностей. Для получения поверхности высокого качества последовательно выполняют черновое, получистовое и чистовое шабрение.
Черновое шабрение (предварительное) заключается в грубой обработке поверхности — широкими шаберами удаляют следы и риски предыдущей обработки. Вначале из-за недостаточно тщательной подготовки поверхности отдельные, наиболее выступающие места будут окрашиваться густо и на них образуются крупные пятна. В этом случае делают ’’разбивку” больших пятен: снимают металл с сильноокрашенных мест. После каждого окрашивания направление движения шабера изменяют. Шабером захватывают все пятно, иначе на поверхности образуются заусенцы. Когда пятна расположатся равномерно, разбивку заканчивают и приступают к увеличению числа пятен, ведя шабрение всех окрашенных мест, включая и слабоокрашенные. Получив четыре—шесть пятен в квадрате 25X25 мм. (квадратный дюйм), предварительное шабрение заканчивают.
Работу выполняют шабером шириной 20...30 мм при длине рабочего хода 10...15 мм. Направление шабера непрерывно меняют так, чтобы последующий штрих был расположен под углом 90° к предыдущего.
За один ход шабера снимают слой толщиной 0,02...0,05 мм. Шабрят до тех пор, пока не исчезнут видимые риски. Качество шабрения проверяют на краску, которую наносят на поверочную плиту. После наложения и движения плиты (или детали) обнаруженные выступающие места снова шабрят.
Получистовое (точечное) шабрение заключается в снятии только серых, т.е. наиболее выступающих мест, выявленных проверкой на краску. Работу выполняют плоским узким (12... 15 мм) шабером при длине рабочего хода 5...10 мм; за один ход шабера снимают слой толщиной 0,01...0,02 мм.
Чистовое (отделочное) шабрение применяют для получения очень высокой точности поверхности- ПРИ легком нажиме на шабер снимают тонкий (8...10 мкм) слой. Применяют шаберы шириной 5...10 мм при длине рабочего хода 4...5 мм (мелкие штрихи).
Чистовое (отделочное) шабрение применяют только для поверочных линеек, поверочных плит и очень точных сопряжений, выполняют его узкими шаберами и очень короткими штрихами. Во время холостого хода инструмент должен отрываться от плиты. Последние притирки производят без краски, выступающие части определяют по блеску. Точность этого вида шабрения составляет 20...25 пятен в квадрате 25X25 мм.
Декоративное шабрение осуществляют следующим образом. На обработанную поверхность шабером наносят штрихи, образующие на поверхности тот или иной рисунок. Наиболее часто применяется шахматный рисунок, когда на поверхности образуются ромбики с разным направлением штрихов. Выполняют его в два приема- сначала наносят в шахматном порядке штрихи в одном направлении, затем в промежутках — штрихи в противоположном направлении. ’’Мороз наводят на рабочих и нерабочих поверхностях. Создавая на поверхности штрихи в определенном направлении, декоративное шабрение вместе с тем улучшает условия ее смазывания, так как в полученных штрихах за счет поверхностного натяжения лучше удерживается смазка.
По исчезновению штрихов судят об износе (при износе более 3 мкм рисунок исчезает).
Шабрение поверхностей, расположенных под острыми углами, — суппортов, кареток, консолей, станин и других частей металлорежущих станков, представляющих собой сопряжения типа ’’ласточкин хвост”, — выполняют трехгранными шаберами.
Перед шабрением направляющих типа ’’ласточкин хвост” трехгранной линейкой, покрытой краской, выявляют выступающие места. Поверхности, расположенные под острыми углами, шабрят так же, как и параллельные.
Метод трех плит является весьма точным, дающим возможность получить правильные плоские поверхности независимо от точности имеющегося поверочного инструмента. Он заключается в том, что каждой из трех одинаковых размеров и массы плит, предварительно простроганных или опиленных и прошедших искусственное старение (для снятия внутренних напряжений), присваивают порядковый номер и наносят клейма: на первую плиту — № 1, на вторую — № 2 и на третью — № 3
После указанной подготовки плиты шабрят в такой последовательности:
I переход — плиту № 1 пришабривают по плите № 2;
II переход — плиту № 1 пришабривают по плите № 3;
III переход — плиту № 2 пришабривают по плите № 3;
IV переход — плиту № 2 пришабривают по плите № 1;
V переход — плиту № 3 пришабривают по плите № 1;
VI переход — плиту № 3 пришабривают по плите № 2.
Такое чередование дает возможность после каждой пригонки плиты получить более точную поверхность; в конце работы все три плиты будут совершенно точными. (Отклонение плит от плоскостности на рисунке показано в увеличенном виде.)
Шабрение по методу совмещения граней дает более точные поверхности и гарантирует их перпендикулярность боковым сторонам детали. Этот метод применяют при шабрении рабочих граней деталей прямоугольно-призматической формы. Пришабривание начинают с взаимной пригонки двух рабочих граней. После этого обработанные грани совмещают друг с другом. Это совмещение дает возможность одновременно проверить обе шаброванные поверхности одной и той же контрольной плитой. После окончания этого цикла переходов процесс повторяют. По этому методу пришабривают грани детали параллельно одной из ее сторон, но при совмещении пользуются не боковыми, а параллельными поверхностями, установив деталь на второй контрольной плите, и процесс обработки таким образом ведут между двумя контрольными плитами.
Точность шабрения и контроль качества. Шабрением можно получить высокие точность (0,003...0,01 мм) и качество обработки. Качество шабрения определяют по числу пятен (точек), приходящихся на единицу обработанной поверхности. Чем больше это число, тем выше точность обработанной поверхности. Для определения степени точности служит квадратная рамка 25X25 мм, которую накладывают на пришабренную поверхность и считают число пятен. Для удобства рамку делают с ручкой. Шабрение заканчивают при следующих числах пятен на поверхности, ограниченной рамкой 25X25 мм: черновое — 8...10; получистовое — 12; чистовое — 15; точное — 20; тонкое — 25.
Шабрение криволинейных поверхностей, например, подшипников, выполняют следующим образом. На вал или шейку вала, с которой должен сопрягаться подшипник, равномерно наносят тонкий слой краски, устанавливают вал во вкладыш подшипника или вкладыш подшипника на шейку вала и легким усилием поворачивают его, после чего вал снимают и шабрят трехгранным шабером выступающие места.
Шабер наклоняют так, чтобы металл снимала средняя часть режущей кромки. Правой рукой шабер удерживают за рукоятку, слегка вращая, а левой прижимают его к обрабатываемой поверхности. Шабрение продолжают до тех пор, пока не получат необходимое количество пятен, которое определяют шаблоном-сеткой.
ЗАТОЧКА И ДОВОДКА ТРЕХГРАННЫХ ШАБЕРОВ
При заточке шабер держат правой рукой за рукоятку, а пальцами левой руки — за его канавки (желобки), расположенные на боковых гранях, и плавно, с легким нажимом, подводят нижнюю поверхность шабера к абразивному кругу.
При движении шабера вперед правая рука должна плавно опускаться вниз, а острый конец шабера — подниматься вверх; при движении назад правая рука поднимается вверх, а острый конец шабера опускается вниз до соприкосновения с поверхностью круга. Такие плавные движения шабером делают несколько раз, создавая закругленную поверхность с острыми кромками. Поворачивая шабер второй, а затем третьей гранью, их затачивают таким же путем, как и первую грань. Во избежание перегрева режущих кромок шабера заточку ведут с охлаждением водой. Шаберы доводят на корундовых или наждачных оселках, устойчиво установленных неподвижно на плите. Поверхность оселка смазывают машинным маслом. Доводку осуществляют при легком нажиме левой руки и покачивании правой рукой при одновременном движении боковой грани вдоль оселка. Остальные грани доводят так же. Шабер, предназначенный для шабрения высокой точности, доводят на чугунной плите с применением наждачного порошка, разведенного в машинном масле. Показателем правильной доводки является гладкая поверхность режущих кромок и соответствующая их острота.
МЕХАНИЗАЦИЯ ШАБРЕНИЯ
Процесс шабрения требует затраты больших физических усилий весьма трудоемок и удлиняет цикл производства, поэтому механизация шабрения является одним из путей повышения производительности труда.
Пневматические шаберы предназначены для грубого чистового и точного шабрения стальных и чугунных поверхностей и при. меняются как средство механизации трудоемкого труда при шабрении направляющих скольжения сверлильных станков в тяжелом машиностроении, контрольных притирочных плит и др.
Ход шабера обычно указывается на шкале последнего. Для чистовой обработки рекомендуется средний ход, а для тонкой - малый. Обдирочное (грубое) шабрение начинается с удаления следов предыдущей обработки (рисок) широким шабером с наибольшим ходом шабера. На одном месте нельзя делать больше двух-трех ходов, шабер все время должен быть в движении под углом к направлению получаемых штрихов. При чистовом и тонком шабрении применяют более узкие шаберы. Шабрение для получения малой шероховатости поверхности осуществляют с наименьшим нажимом на шабер, а лезвию ножа придают отрицательный передний угол (—10°). Механическому шабрению подвергают чугунное и стальное литье, конструкционную сталь и пластмассы, а также цветные металлы; обработку последних выполняют шабером с отрицательным передним углом. Для шабрения чугуна применяют ножи с твердосплавными пластинками.
Электромеханический шабер приводится в действие от электродвигателя, подвешенного на тележке к монорельсу. Электродвигатель через редуктор, с которым соединен гибкий вал, приводит в движение кривошип; последний сообщает возвратно- поступательное движение инструменту. Электромеханический шабер может перемещаться по монорельсу вдоль мастерской, а при другом варианте монтажа тележки — по полу.
В электромеханическом шабере вращательное движение гибкого вала, получаемое от электродвигателя, преобразовывается в возвратно- поступательное движение инструмента. Рабочий левой рукой давит на шабер, прижимая его к обрабатываемой поверхности, а правой рукой поддерживает шабер за рукоятку.
Стационарная установка с шабровочной головкой имеет электродвигатель мощностью до 0,6 кВт, установленный в кронштейне станины. Клиноременная передача передает вращательное движение от электродвигателя гибкого вала шабровочной головке. Применение ступенчатых шкивов в клиноременной передаче позволяет получать разное число ходов инструмента.
Электромеханический и пневматический шаберы, а также шабровочная головка имеют существенные недостатки, ограничивающие их применение: трудность регулирования движения, относительно сильные толчки, невозможность регулирования усилия, передаваемого инструменту.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

