
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин» Лекция 59 «Заготовки для валов»
Категория:
Технология
12.11.2018 16:14

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин» Лекция 59 «Заготовки для валов»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин»
Лекция 59 «Заготовки для валов»
Валы предназначены для передачи крутящего момента и монтажа на них различных деталей. Конструктивно валы подразделяются на гладкие, ступенчатые, фланцевые и валы-шестерни. Одной из основных характеристик валов является жесткость. Вал считается жестким, если отношение длины к диаметру равно 12-15. При большем отношении вал является нежестким. Как геометрические объекты валы представляют собой сочетание цилиндрических, конических, резьбовых, зубчатых, шлицевых, шпоночных поверхностей. При переходе от одной ступени к другой предусматриваются канавки или галтели. Обработка галтелей является более сложной операцией, чем обработка канавок. Поэтому рекомендуется для повышения технологичности изготовления вала поверхности перехода между ступенями оформлять в виде канавок. В то же время с точки зрения повышения усталостной прочности применение галтелей более предпочтительно. На торцах вала снимают фаски.
Сопрягаемые цилиндрические (посадочные) поверхности валов выполняют по 6 - 8 квалитетам с шероховатостью поверхности 0,63 - 2,5 мкм. Отклонения формы и расположения поверхностей имеют следующие допуски: радиальное биение посадочных поверхностей относительно базовых осей в пределах 10-30 мкм; торцевое биение - 001 мм; отклонение от параллельности шпоночных канавок и шлицев относительно оси вала- 0,1мм/мм; отклонение от прямолинейности оси вала в пределах 0,03 - 0,05 мм/м.
Заготовки для валов получают из проката, ковкой, штамповкой, высадкой на горизонтально-ковочных машинах (ГКМ), обжатием на ротационно-ковочных машинах, поперечно-винтовой и поперечно-клиновой прокаткой, литьем.
Валы изготавливают из углеродистых и легированных сталей: 45, 40Х, 45ХНМ, 38Х2МЮА и пр. В зависимости от назначения вала подвергают различным видам термической и химико-термической обработки: нормализации, улучшению, закалке, цементации, азотированию и пр.
Базами при обработке валов являются центровые отверстия и посадочные поверхности. Для исключения погрешности базирования ступеней вала по длине используют плавающий передний центр. B этом случае базой является торец заготовки, опорой которого служит поводковый патрон (см. рис; 23).
Структура технологического процесса
Типовой технологический процесс изготовления валов из проката включает в различном сочетании следующие операции: правку, обдирку и резку проката; создание базовых поверхностей - центровых отверстий; черновое и чистовое обтачивание; сверление и растачивание центрального отверстия, если вал полый; нарезание резьб; фрезерование шлицев, шпоночных пазов и лысок; нарезание зубьев для вала-шестерни; сверление радиальных отверстий; термообработку; черновое и чистовое шлифование шеек, зубьев, шлицев и резьб; финишную-обработку шеек - суперфиниширование, притирку и полирование; контроль размеров.
Основные принципы базирования заготовок
При высоких требованиях к точности обработки заготовки необходимо выбирать такую схему базирования которая обеспечивает наименьшую погрешность установки
1. Для повышения точности детали и собранных узлов необходимо применять принцип совмещения баз — совмещать технологическую, измерительную и сборочную базы
2. Целесообразно соблюдать принцип постоянства базы При перемене баз в ходе т,е. технологического процесса точность обработки снижается из-за погрешности взаимно! о расположения новых и применявшихся ранее технологических баз
Для установки заготовок на первой операции технологического процесса используют черные (необработанные) поверхности применяемые в качестве технологических баз. Эти поверхности используют однократно при первой установке, так как повторная установка на необработанную поверхность может привести к значительным погрешностям во взаимном расположении обработанных при этих установках поверхностей Для заготовок, полученных точным литьем и штамповкой, это правило не является обязательным
Выбранная черная база должна обеспечивать равномерное распределение припуска при дальнейшей обработке и наиболее точное взаимное расположение обработанных и необработанных поверхностей деталей
На первых операциях технологического процесса обрабатывают базы (обычно это основные плоские поверхности, отверстия детали) В тех случаях, когда поверхности детали не удовлетворяют требованиям, предъявляемым к базам, и по своим размерам, формам и расположению не могут обеспечить устойчивой установки, на детали создают искусственные базы (центровые отверстия, платики, выточки или отверстия) Условные обозначения опор приведены в табл. 19 и 20, а примеры их применения — в табл.21
Обработка заготовок штампованных после штамповки
Штамповку в открытых штампах на гидравлических прессах выполняют в одном ручье, центр давления которого расположен в центре давления пресса. Этим устраняется возможность сдвига штампа.
При изготовлении сложных поковок заготовку перед штамповкой подготовляют путем ковки
Штамповку на гидропрессах в закрытых штампах с неразъемной матрицей наиболее часто используют для изготовления точных,
без штамповых уклонов заготовок из алюминиевых и магниевых сплавов. Штампы в этом случае нагревают Штамповку с разъемной матрицей применяют для изготовления мелких, средних и крупных поковок из черных и цветных металлов и сплавов. Разъем матриц — вертикальный, иногда — горизонтальный
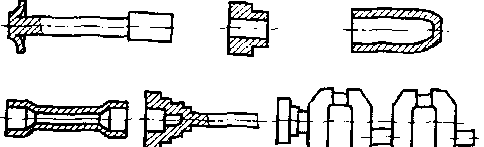
Рис. 24. Типы поковок, получаемых на ГКМ
Штамповку на горизонтально-ковочных машинах (ГКМ) выполняют в штампах с двумя плоскостями разъема: одна — перпендикулярна оси заготовки между матрицей и пуансоном, вторая — вдоль оси, разделяет матрицу на неподвижную и подвижную половины, обеспечивающие зажим штампуемой заготовки. На ГКМ штампуют поковки (рис 24) типа стержней с утолщениями, с глухим отверстием, трубчатые, с полым утолщением и стержнем. Благодаря осевому разъему матриц уклон в участках зажатия на поковках не требуется.
При высокоскоростной штамповке скорость деформирующего инструмента достигает десятков метров в секунду (на обычных штамповочных молотах до 6 — 7 м/с).
Высокоскоростная штамповка позволяет изготовлять заготовки сложных форм с тонкими стенками и ребрами и малыми радиусами закругления, уменьшать припуски на последующую механическую обработку, получать заготовки с высокими механическими свойствами, максимально приближенные к форме и размерам готовой детали
Штамповки изготовляют из трудно деформируемых металлов и сплавов, алюминия, меди, различных сталей и высокопрочных сплавов с минимальными штамповочными уклонами и без них Высокоскоростной штамповкой изготовляют штампованные заготовки типа стержня с головкой, с утолщением типа фланца, турбинные и компрессорные лопатки, типа
стакана (гладкие и ступенчатые), типа крышек и колец, трубчатые, типа стержней с ребрами, стакана с наружными ребрами, с торцовым оребрением, типа зубчатых колес, дисков с тонким полотном заготовки с отростками, сужающиеся в средней части (рис 25). Стойкость штампов в 4 —5 и более раз ниже стойкости штампов, используемых на обычных молотах
Отделочные операции. Режим охлаждения и термической обработки штампованных заготовок и поковок влияет на термические напряжения; неодновременный переход через интервал фазовых превращений может привести к структурным напряжениям, которые суммируются с 1емпературными и могут вызвать микро- и макротрещины.
Для снятия остаточных напряжений, предохранения от образования флокенов и размельчения зерна применяют отжиг, а для выравнивания структуры по сечению применяют гомогенизационный отжиг Полный отжиг происходит при нагреве до температуры Ас3 + (30 — 50) °С, выдержке и последующем медленном охлаждении. После ковки и горячей штамповки применяют также неполный отжиг, изотермический отжиг, нормализацию, светлый отжиг и другие виды термической обработки.
От окалины штампованные заготовки очищают травлением, галтовкой и дробеметной очисткой Для заготовок из сталей применяют раствор соляной кислоты, для алюминиевых сплавов — раствор щелочи. После травления стальные штампованные заготовки промывают в растворе щелочи и в воде, заготовки из алюминиевых сплавов — в растворе азотной кислоты и в воде Этот способ очистки самый качественный, но дорогой. Галтовку применяют для очистки мелких и средних по массе поковок простой формы (короткие валики, зубчатые колеса). Дробеметную очистку используют для мелких и средних отливок сложной формы. Качество поверхности при этом хорошее, но возможны закрытые трещины, которые затем трудно обнаружить.
Заготовки при выталкивании из штампа, обрезке заусенца, прошивке отверстий и транспортировании могут искривляйся. Правку осуществляют в холодном и реже — в горячем состоянии. Горячую правку после обрезки заусенца применяют для заготовок из высоколегированной или высокоуглеродистой стали, при холодной правке которых могут возникнуть трещины. Горячую правку выполняют в окончательном ручье, а для заготовок с отверстием ее проводят в специальном штампе. Холодной правке подвергают мелкие и средние по массе заготовки сложной формы. Из-за упругих деформаций при разгрузке нельзя получить абсолютно не искривленные штампованные заготовки.
Калибровку штампованных заготовок выполняю! для повышения точности размеров, улучшения качества поверхности отдельных участков или всей заготовки и снижения колебания массы поковок. Применяют плоскостную и объемную калибровку, обеспечивая точность 8—12-го квалитета и параметр шероховатости поверхности Ra = 2,5 4- 0,32 мкм
Плоскостную калибровку выполняют в холодном состоянии на кривошипно-коленных прессах для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемную калибровку применяют для получения точных размеров в разных направлениях, а при выдавливании избытка металла в заусенец — для получения заготовок точной массы. Точность объемной калибровки ниже, чем плоскостной. Иногда применяют комбинированную калибровку — сначала объемную, а затем плоскостную. Объемную калибровку производят в холодном и горячем состояниях. Усилие объемной калибровки в 1,5 — 2 раза больше усилия плоскостной калибровки.
Технологичность конструкции штампованных заготовок. Поверхность разъема обычно выбирают так, чтобы она совпадала с двумя наибольшими размерами заготовки. Поверхность разъема штампа должна обеспечивать свободное удаление заготовки из штампа и контроль сдвига верхней части штампа относительно нижней после обрезки (рис. 26). Более глубокие полости при штамповке на молотах располагают в верхней части штампа.
Кузнечные напуски регламентирует ГОСТ 7505 — 74. Их предусматривают для радиусов закругления поковок и уклонов; для отверстий диаметром менее 30 мм, для наметок под прошивку отверстий.
Радиусы закруглений регламентированы ГОСТ 7505 — 74 в пределах 1—8 мм и должны быть на 0,5 — 1 мм больше припуска на механическую обработку. Внутренние радиусы должны быть в 3 — 4 раза больше наружных. Радиусы закругления поковок должны быть унифицированы. При штамповке в закрытых штампах наружные радиусы в полости штампа принимают г 0,1 h (h — глубина прилегающей полости); внутренние радиусы в полости штампа К = (2,5 ч-3) г; для получения отверстий делают плоскую наметку с раскосом, а иногда и глухую наметку.
Точность штампованных заготовок. Допуски размеров поковок I (повышенного) и II (нормального) классов точности, изготовляемых на различном кузнечно-прессовом оборудовании, приведены в табл. 23. Допускаются различные классы точности для разных размеров одной и той же поковки. Исходными данными для определения допусков является группа стали, масса и степень сложности поковки.
Правка, резка и обдирка проката
Правка проката диаметром свыше 50 мм осуществляется на прессах пластическим знакопеременным изгибом. Прутки меньшего диаметра правят на роликовых машинах с продольной подачей проката без его вращения (рис. 2.37; а) или с винтовой подачей проката (рис. 2.37; б). В последнем случае правка производится роликами глобоидальной формы, которые расположены под углом к оси проката. При вращении роликов заготовка получает поступательное и вращательное (винтовое) движение.
Обдирка проката (грубое точение) производится с целью удаления дефектного слоя. Обдирка производится на бесцентрово-токарных станках. Схема станка представлена на рис. 2.38. Станок работает следующим образом. Заготовка без вращения подается роликами 1 в резцовые головки с резцами 2, 4 и сухарями 5, которые исключают прогиб заготовки от силы резания. Головки установлены на планшайбе на входе и на выходе для черновой и чистовой обдирки. Планшайба вращается вместе с зубчатым колесом 3. Процесс резания осуществляется за счет вращения резцов вокруг заготовки.
Резку проката осуществляют на приводных ножовках; пилах - дисковых ленточных, фрикционных, электрофрикционных, с абразивным кругом, а также на токарно-отрезных станках; ножницах, прессах. Приводные ножовки разрезают прокат ножовочным полотном, которое прижимается режущей частью к прокату и совершает возвратно-поступательные движения от механического привода. Схемы резки проката дисковой и ленточной пилами представлены на рис. 2.39. Ленточная пила представляет собой бесконечную ленту с зубьями, натянутую на диски, один из которых является приводным. Резка фрикционной пилой производится за счет сил трения. Пила представляет собой тонкий стальной диск, который вращается со скоростью до 150 м/сек. При контакте с металлом последний за счет трения нагревается и плавится. Резка электрофрикционной пилой осуществляется за счет совместного действия трения и вольтовой дуги, которая зажигается при подключении пилы и проката к разным полюсам источника электрического тока. Схема резки проката на токарном сверлильно-отрезном станке представлена на рис.2.39,г.
|
| Вопросы для самопроверки |
|
| |
| 1 | Конструктивно валы подразделяются на …. |
| 2 | Вал считается жестким, если …. |
| 3 | Вал является нежестким… |
| 4 | Как геометрические объекты валы представляют собой … |
| 5 | Заготовки для валов получают :… |
| 6 | Валы изготавливают из углеродистых и легированных сталей: …. |
| 7 | Базами при обработке валов являются … |
| 8 | Типовой технологический… |
| 9 | При высоких требованиях к точности обработки заготовки необходимо выбирать … |
| 10 | В зависимости от назначения вала подвергают различным видам…. |
|
| |








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

