
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.09.2025 15:10

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Практическое задание № 4 по слесарному делу к теме: «Резка металла» с ответами
Категория:
Всем учителям
02.01.2020 17:47

Просмотр содержимого документа
«Практическое задание № 4 по слесарному делу к теме: «Резка металла» с ответами»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
Слесарное дело
Практическое задание к теме
«Резка металла»
с ответами
подготовил
мастер производственного обучения, преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
| № | Вопросы | Ответы | ||||
| 1 | Н | Основные размеры (мм) наиболее ходовых ножовочных ручных полотен, изготавливаемых из стали марок У10, У10А, У12, У12А (ГОСТ 5950—51), а также У8, У8А, У9, У9А (по требованию) следующие: | ||||
| Длина l, мм | 250 | 300 | 300 | 350 | ||
| Высота b, мм | 13 | 16 | — | 15 | ||
| Толщина h, мм | 0,65 | 0,8 | — | 0,8 | ||
| Шаг зубьев S, мм | 0,8; 1,0; 1,25 | 1,0; 1,25; 1,3 | 1,25; 1,6; | 0,8; 1,0 | ||
| 2 | Н Напишите в своей тетради, какое влияние имеют углы зубьев на процесс резания и какие из них рациональнее? | Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0. Для резания металлов различной твёрдости углы зубьев ножовочного полотна должны быть: передний угол γ = 0…12°, задний α = 35…40°, заострения β = 45…60°. Шаг зубьев t (мм): для мягких и вязких металлов (медь, латунь) выбирают равным 0,8 ‒ 1, для твёрдых металлов (сталь, чугун) ‒ 1,25, для мягкой стали ‒ 1,6. Для слесарных работ пользуются преимущественно ножовочными полотнами с шагом 1,25 мм, при котором на длине 25 мм насчитывается около 20 зубьев. | ||||
| 3 | Сколько зубьев ножовочного полотна должно участвовать в процессе резания ручной ножовкой? Для чего и как делается разводка зубьев ножовочного полотна? | При резке ножовкой надо следить за тем, чтобы в работе участвовало (одновременно соприкасалось с металлом) не менее 2,5 зубьев, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна и чтобы избежать заеданий (защемление) ножовочного полотна в металл, зубья разводят, т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 ‒ 0,6 мм. Наряду с указанным простым разводом существуют ещё так называемые волнистые (гофрированные) разводы. Делают это так: а) при малом шаге два-три зуба отводят вправо и два-три зуба ‒ влево, б) при среднем шаге отводят один зуб влево, второй ‒ вправо, третий не разводится, в) при крупном шаге отводят один зуб влево, а второй ‒ вправо, как при простом разводе. | ||||
| 4 | Как нужно выбирать ножовочные полотна при резке разных металлов? | Для резки мягких металлов применяют ножовочное полотно с крупным шагом (16 ‒18 зубьев на один дюйм), а для резки тонкого полосового металла — ножовочное полотно с мелкими зубьями (22 ‒ 32 зуба на один дюйм). Чаще пользуются ножовочными полотнами с шагом 1,3 ‒ 1,6 мм, при котором на длине 25 мм насчитывается 17 ‒ 20 зубьев. При длинных пропилах надо брать ножовочные полотна с крупным шагом зубьев, а при коротких ‒ с мелким шагом. | ||||
| 5 | Какие усилия нажима должны быть при резании ножовкой? | Нажимать на ножовку надо при движении вперёд, а при обратном ходе нажимать не следует. Сила давления (нажим) на ножовку зависит от твёрдости металла и размеров разрезаемой поверхности. Твёрдый металл требует более сильного нажима на ножовку, чем мягкие. Нормальный нажим должен соответствовать примерно 1 кгс на 0,1 мм толщины полотна. В конце резки нажим ослабляют. | ||||
| 6 | Для чего и когда применяется охлаждение при резке ножовкой? | Ручной ножовкой работают чаще всего без охлаждения. Для уменьшения трения полотна о стенки пропила применяют густую смазку — сало или графитную мазь, в которую входят сало (2 ч.) и графит (1 ч.). Такая смазка долго держится на ножовочном полотне. | ||||
| 7 | Что может быть причиной поломки ножовочного полотна? | Во время резки ножовочное полотно «уводит» в сторону, в результате этого выкрашиваются зубья или полотно ломается. Кроме того, при уводе на разрезаемом предмете получается косая прорезь. Причина увода — слабое натяжение полотна или неумение владеть ножовкой. Попытка выправить косую прорезь «на месте» всегда приводит к поломке полотна. При уводе полотна следует начать резку в новом месте, с обратной стороны неудачного реза. Зубья ножовочного полотна ломаются также при чрезмерной твёрдости материала полотна (неправильная закалка), от слишком сильного нажима на ножовку, а особенно при разрезании узких заготовок и в тех случаях, когда в разрезаемом металле вкраплены посторонние твердые примеси. | ||||
| 8 | К | При поломке зубьев полотна (хотя бы и одного зуба) не следует продолжать работу этой ножовкой, иначе произойдёт поломка смежных зубьев и быстрое затупление всех остальных (рис. а). Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или на шлифовальном круге сточить два-три соседних с ним зуба, как показано на рис. б. Удалив из начатой прорези застрявшие там остатки сломанного зуба ножовки, продолжать работу восстановленным полотном. Если во время резки сломалось старое, сработавшееся ножовочное полотно, нельзя продолжать работу новой ножовкой, она не войдёт в прорезь. Надо повернуть изделие, начать резать в другом месте. Если по условиям работы нельзя повернуть изделие, необходимо осторожно распиливать прорезь новым ножовочным полотном (рис. в) | ||||
| 9 | К | 1 – левые ножницы; 2 – правые ножницы. Ручные ножницы делятся на правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, а у левых — с левой стороны. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому резка листового металла по прямой линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами. | ||||
| 10 | Положительный или отрицательный угол у ваших ножовочных полотен? |
| ||||
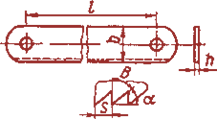 азовите основные размеры ручных ножовочных полотен по металлу. Укажите длину, шаг зубьев, толщину полотна
азовите основные размеры ручных ножовочных полотен по металлу. Укажите длину, шаг зубьев, толщину полотна а рисунке показаны углы зубьев ножовочного полотна: γ1 ‒ передний угол равен нулю, γ2 ‒ передний угол положительный, γ3 ‒ передний угол отрицательный, t ‒ шаг зубьев.
а рисунке показаны углы зубьев ножовочного полотна: γ1 ‒ передний угол равен нулю, γ2 ‒ передний угол положительный, γ3 ‒ передний угол отрицательный, t ‒ шаг зубьев.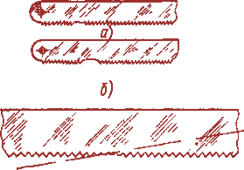 ак исправить ножовочное полотно с поломанными зубьями?
ак исправить ножовочное полотно с поломанными зубьями? акие на рисунке ножницы правые, а какие левые? Какими ножницами правые или левыми производится резка листового металла?
акие на рисунке ножницы правые, а какие левые? Какими ножницами правые или левыми производится резка листового металла?
Используемая литература
Бабулин Н. А. Построение и чтение машиностроительных чертежей. — М.: Высшая школа, 1978.
Берков В. И. Технические измерения.— М.: Высшая школа, 1977.
Воронков В. Д. Справочник инженера- организатора.— М.: Московский рабочий, 1976.
Дубровский Ю. Н., Мальцев М. А., Ц е т л и н Б. В. Научная организация труда.— М.: Экономика, 1974.
Иньшин А. А., Гольдман В. М. Обучение учащихся профтехучилищ научной организации труда. — М.: ВНМ Центр Госпрофобра СССР, 1976.
Макиенко Н. И. Общий курс слесарного дела. — М.: Высшая школа, 1980.
Макиенко Н. И. Слесарное дело с основами материаловедения. — М.: Высшая школа, 1976.
Макиенко Н. И. Слесарно-сборочные и ремонтные работы. — Лениздат, 1978.
Митрофанов Л. Д. Производственное обучение слесарному делу. — М.: Высшая
школа, 1968.
Сергеев М. А. Повышение производительности труда при слесарных и сборочных работах. — М.: Машгиз Лениздат, 1954.
Скакун В. А. Руководство по обучению слесарному делу. — М.: Высшая школа, 1977.
Справочник металлиста, т. 1, 2, 3, 4, 5.— М.: Машиностроение, 1976—1978.
Старичков В. С. В помощь мастеру- слесарю.—М.: Высшая школа, 1970.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

