






© 2020 5900 22


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

15.04.20 942 ПСР "Правила наложения прихваток"
Категория:
Технология
14.04.2020 00:41

Просмотр содержимого документа
«15.04.20 942 ПСР "Правила наложения прихваток"»
СОДЕРЖАНИЕ ОТЧЕТА
1. Тема.
2. Основные положения по теоретическому материалу (кратко).
3. Выполнить тест.
Л №4: ПРАВИЛА НАЛОЖЕНИЯ ПРИХВАТОК.
Основные понятия. Прихватка - это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых прихваточными или «прихватками».
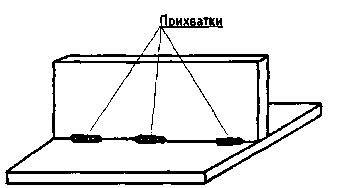
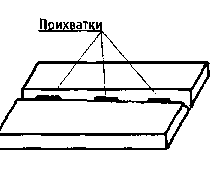
Рис. 1
Прихватки, длиной
для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм (
для закрепления при сборке мелких деталей;
для временного фиксирования деталей в определенном положении;
для предварительного закрепления деталей.
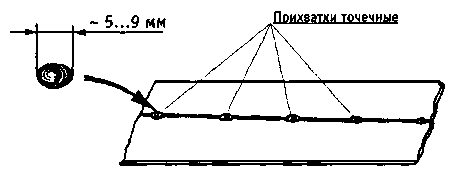
Рис. 2
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
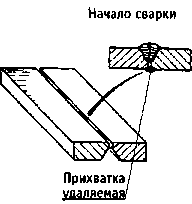
Рис. 3
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
Постановку временных прихваток обычно производят со стороны, обратной началу сварки.
Рис. 4
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.
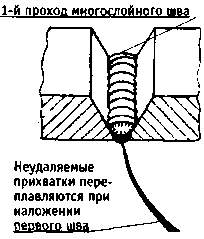
Рис. 5
Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
![]()
Рис. 6
Требования к выполнению прихваток.
Прихватки следует располагать равномерно по всей длине
или периметру соединения с одинаковым расстоянием между ними.
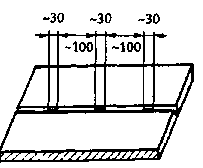
Рис. 7
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до 350 мм.
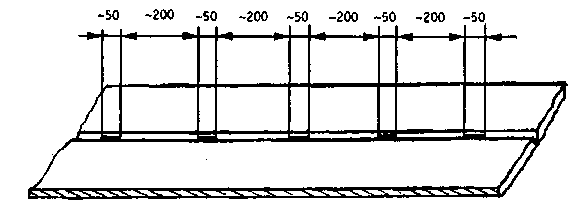
Рис. 8
Прихватки стыковых соединений без разделки кромок с толщиной металла 4 мм выполняют узкими однопроходными швами, шириной b=(l,0...2,0) dэ, где dэ — диаметр электрода, мм
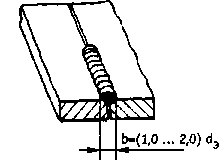
Рис. 9
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ, но не менее 3,0 мм и не более 7,0 мм; б — толщина металла
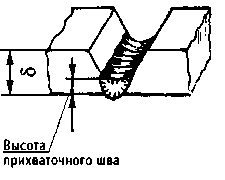
Рис. 10
Закрепление деталей с толщиной металла
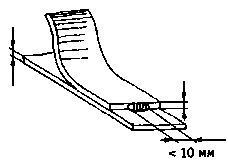
Рис. 11
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами:
b = (2...3)dэ;
где dэ — диаметр электрода, мм;
b — ширина шва, мм
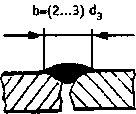
Рис. 12
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен быть в пределах (0,5 ... 0,7) б1, но не менее 3 мм и не более 7 мм; здесь б1 — толщина более тонкой из свариваемых деталей, мм.
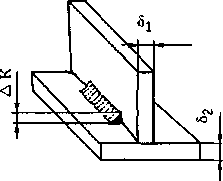
Рис. 13
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов.
Прихватка осуществляется электродами тех же марок, что и сварка.
Число прихваток должно быть минимальным, но достаточным для надежного закрепления деталей.
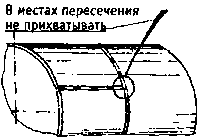
Рис. 14
Последовательность наложения прихваток
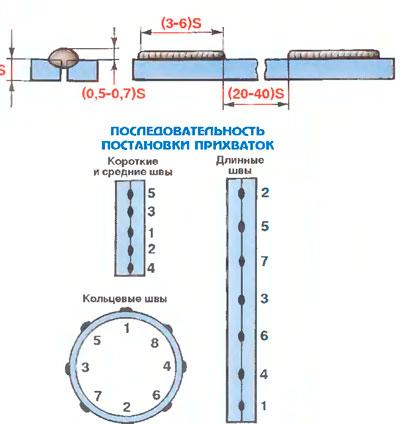
Рис. 15
Техника наложения точечных прихваток
Первый способ.
Зажгите дугу и держите ее на одном месте до естественного обрыва.
Отведите электрод, обейте шлак и осмотрите прихватку.
Расплавленный металл будет кристаллизоваться в форме плоской округлой капли небольшого диаметра.
Такая прихватка имеет неглубокий провар основного металла
и малое сечение.
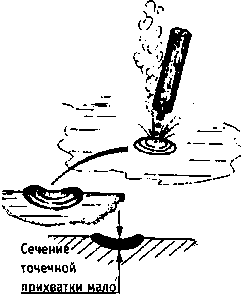
Рис. 16
Второй способ.
Зажгите дугу и удерживайте ее на одном месте с осевой подачей электрода в точку касания в течение 1—3 сек.
Погасите дугу естественным обрывом.
Отведите электрод.
Обейте шлак.
Осмотрите прихватку:
расплавленный электродный металл будет кристаллизоваться в виде высокой округлой капли
такая прихватка имеет большее поперечное сечение, чем предыдущая.
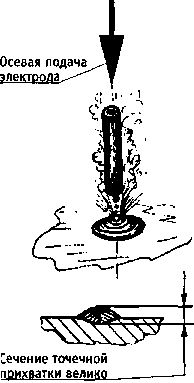
Рис. 17
Третий способ.
Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину ~ 3—9 мм.
Погасите дугу естественным обрывом или кратковременной задержкой дуги на месте с последующим естественным обрывом.

Рис. 18
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

